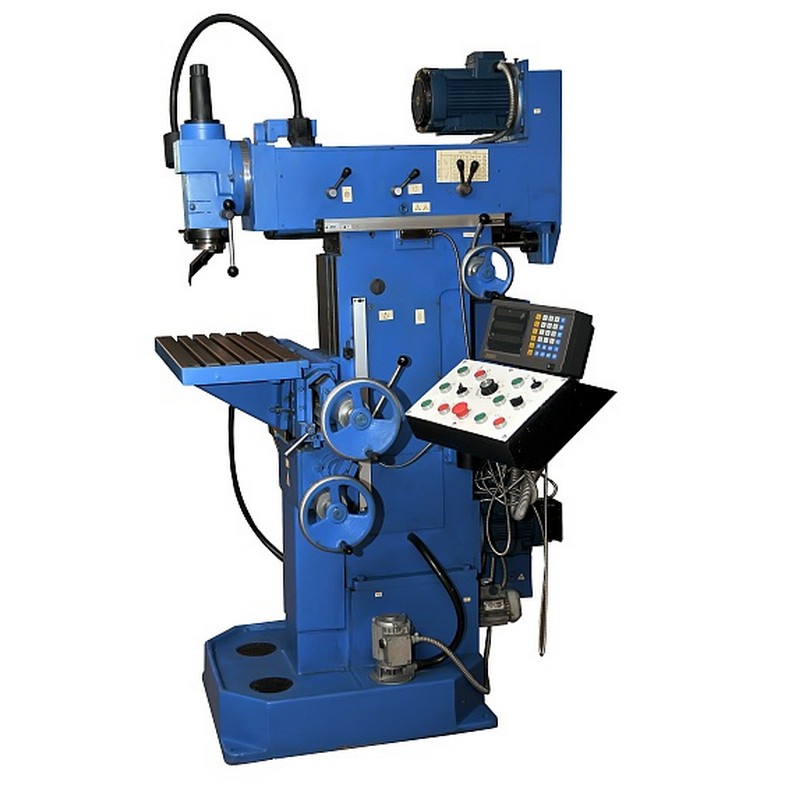
Технические характеристики — Универсально-фрезерный станок STALEX MUF50 DRO
Мощность, Вт
2200
Напряжение сети, В
380
Max диаметр фрезы
100
Расстояние шпиндель-стол, мм
0-390
230-685
Размер стола
1000×240
Размер Т-образного паза
16
Габариты, мм
1500х1430х2100
Родина бренда
Россия
Гарантия
12 месяцев
Технические характеристики горизонтально фрезерных станков
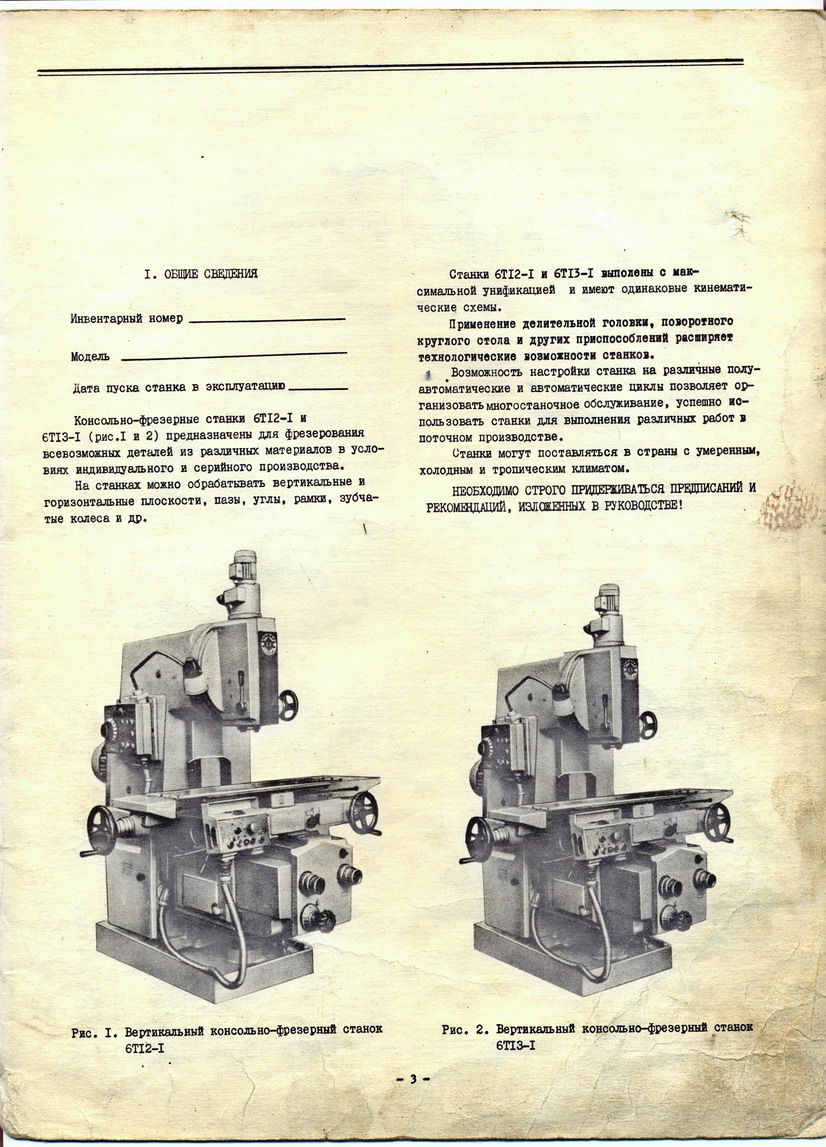
Горизонтально фрезерные станки применяются для фрезерной обработки заготовок из металлов и разнообразных сплавов. Эксплуатация горизонтально фрезерных станков в индивидуальном мелком, среднем бизнесе достаточно популярна.
Эксплуатация горизонтально фрезерных станков в индивидуальном мелком, среднем бизнесе достаточно популярна.
Большая универсальность является отличительной особенностью, которой характеризуются горизонтально фрезерные станки. Такие станки используют в разнообразных целях внутри разных видов производства и бизнеса. Кроме того, горизонтально фрезерный станок успешно используют в рамках крупных производственных предприятий для серийного выпуска деталей.
Возможность применения широкого выбора разновидностей режущего инструмента наделяет такие фрезерные станки универсальностью, а также эти станки могут настраиваться на работу с автоматическими программами ЧПУ.
Горизонтально вертикально фрезерный станок
Вертикально фрезерный станок предназначен для обработки различных деталей и поверхностей в условиях среднего производства и ремонтных мастерских. Такой агрегат может успешно работать вертикально, а также проводить горизонтальное фрезерование за счет быстрого разворота консоли.
Горизонтально фрезерный станок: технические характеристики
Жесткость и мощность горизонтально фрезерных станков позволяет эффективно работать с вертикально и горизонтально расположенными плоскостями. Благодаря возможности применять разные виды фрезерных инструментов, горизонтально фрезерные станки могут обрабатывать углы, зубчатые колеса, пазы, рамки.
Использование дополнительного оборудования: накладной универсальной головки, делительной головки и поворотного стола значительно расширяет возможности горизонтально фрезерного станка. Использование ЧПУ позволяет легко обслуживать многостаночное объединение горизонтальных фрезерных станков в условиях крупного производства.
Принципы работы горизонтального фрезерного станка
Горизонтально фрезерные агрегаты производят фрезерные работы с помощью подвижного горизонтального стола, который перемещается в продольном и поперечном направлении, а также шпинделя, работающего также в горизонтальной плоскости.
Таким образом, горизонтально фрезерный станок с помощью разнообразных фрезерных инструментов эффективно обрабатывает вертикально расположенные, фасонные плоскости, а также горизонтальные поверхности. Специальные делительные головки и приспособления делает возможным применение таких фрезерных станков для высокоточной обработки заготовок с разделением.
Специальные делительные головки и приспособления делает возможным применение таких фрезерных станков для высокоточной обработки заготовок с разделением.
Горизонтальный фрезерный станок имеет станину, внутри которой расположена коробка передач и шпиндельный узел. Горизонтальный стол большой площади, поворотное устройство во фрезерном инструменте гарантируют высокую точность зенкерования, сверления и растачивания. Некоторые горизонтальные фрезерные станки на обеих сторонах станины имеют удобные панели управления, поэтому проводить любые фрезерные работы на таких станках очень удобно и комфортно для операторов станков.
Преимущества горизонтально фрезерного станка
Фрезерный станок, работающий в горизонтальной плоскости, а также вертикально фрезерный станок на сегодняшний день представляют собой популярное оборудование, которое успешно работает не только в небольших мастерских, но и в условиях крупного производства.
Горизонтальный фрезерный станок, как и вертикально фрезерные агрегаты, имеют следующие преимущества:
- Конструкция таких фрезерных станков позволяет обрабатывать на станках заготовки из металла весом до 1000 кг.

- В станках конструктивно предусмотрены предохранительные системы, которые обеспечивают безопасность работы фрезерного станка. Их работу можно регулировать с помощью специальных кнопок на станке.
- Защита от перегрузок также предусмотрена на фрезерных станках.
- Фрезерные инструменты станка жестко фиксируются в шпинделе, что обеспечивает высокую точность обработки заготовки за счет правильной установки фрезы.
- На станке предусмотрена функция замедления подачи при необходимости с помощью специального механизма.
- Особенностью станков является высокая мощность, поэтому такими станками можно обрабатывать самые твердые материалы.
- Станок отличается надежностью, устойчивостью, жесткостью, а также массивностью и долговечностью станины.
- Подача рабочего стола станка осуществляется несколькими способами.
- Станок обрабатывает материалы в разных автоматизированных циклах в вертикально и горизонтально расположенных плоскостях.

ООО «Лазеркат» предлагает широкий выбор сертифицированного высококачественного фрезерного оборудования. На сайте нашей компании менеджеры предоставят подробную информацию о многочисленных моделях современных фрезерных станков, которые можно приобрести с гарантией, сервисным обслуживанием по выгодным ценам.
На сайте нашей компании менеджеры предоставят подробную информацию о многочисленных моделях современных фрезерных станков, которые можно приобрести с гарантией, сервисным обслуживанием по выгодным ценам.
Основные характеристики фрезерных станков по металлу и дереву. Обзор некоторых моделей фрезерных станков
Основным техническим документом, который содержит все необходимые сведения по конструкции, кинематике и динамическим характеристикам станка, является паспорт на станок. Паспорт на станок состоит из следующих основных разделов: В разделе «Общие сведения о станке» помещают фотографию станка и указывают сведения о нем: тип, модель, завод-заготовитель, год выпуска, класс точности, масса, габаритные размеры, место установки.
Фрезерные станки относятся к тем специализированным техническим устройствам, которые позволяют обрабатывать поверхности предметов, придавая им различную форму, нанеся на их поверхность узоры и рельеф. Они просты в управлении и универсальны в использовании, имеют различные технические характеристики, определяющие их возможности. Поэтому эти станки применяются в самых разных отраслевых хозяйствах и пользуются неизменным спросом.
Преимущества станков с чпу
Одной из разновидностью фрезерного станка стал копировально фрезерный станок с чпу. Этот станок обладает возможностью серийного изготовления деталей по ранее созданному шаблону или по эталонному образцу. Работой такого станка управляет процессорный блок, называемый числовым программным управлением.
Применение программных методов управления станком приводит к ряду преимуществ таких станков перед обычными фрезеровальными станками:
один рабочий-специалист может руководить работой нескольких станков, что повышает производительность его труда и снижает количество рабочих, необходимых на производстве;
значительно увеличивается скорость работы, переналадка станка для выполнения новой задачи занимает мало времени.

Технические особенности
Копировально фрезерный станок с чпу является технически сложным и функционально насыщенным устройством. При обработке деталей процессор, следуя заданной программе, управляет перемещением рабочего стола и вращением шпинделя.
Для обработки трехмерных деталей шпинделю можно придавать как вертикальное, так и горизонтальное или наклонное положение. Благодаря таким особенностям заготовке можно придать самые разные формы и выполнять работы на всех ее поверхностях. А при копировании какого-либо изделия специальный копировальный ролик передает сведения о своем перемещении на центральный блок, откуда уже идет команда на выполняющие обработку узлы.

Отдельные станки, имея большую площадь рабочего станка, позволяют обрабатывать сразу нескольких деталей.
Паспорта, электрические схемы, описание работы схем, техническая документация на электрооборудование металлорежущих станков
Одна из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время – это отсутствие технической документации и схем на обслуживаемый парк старого типа станков.
В большинстве своем, эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и исходя из собственного опыта, где-то «методом тыка», а где-то вообще, как придется. Но поколения меняются, уходят старые рабочие, а пришедшей молодежи просто не на что опереться.
Но поколения меняются, уходят старые рабочие, а пришедшей молодежи просто не на что опереться.
Время простоя оборудования при поломке очень часто значительно увеличивается просто из-за того, что найти и устранить неисправность электрику без электрической схемы перед глазами намного труднее, чем в случае если бы он имел в наличии полноценный заводской паспорт на оборудование. Но где же сейчас найти эти паспорта? Многим эксплуатируемым станкам уже по 30 – 40 лет. И очень часто вся техническая документация на них давным-давно утеряна.
А выход, на самом деле, есть. В настоящее время, у меня имеется около 100 комплектов электронных копий на самые распространенные модели металлорежущих станков.
Теперь вся имеющаяся у меня техническая документация на металлорежущие станки доступна для свободного скачивания в полном объеме. Просто у меня появился нормальный Интернет, свободное время и, соответственно, возможность все это добро закачать на файлообменник.
Все ксерокопии паспортов станков по каждой модели содержат:
1. Основные технические характеристики (техническое описание) станка.
Основные технические характеристики (техническое описание) станка.
2. Схему электрическую принципиальную.
3. Схему электрическую монтажную.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Для примера в паспорт гидрофицированного долбежного станка модели 7М430 входит: общий вид станка, назначение и область применения станка, распаковка и транспортирование станка, общий вид станка с обозначением органов управления, основные данные станка, краткое описание конструкции и работы станка, электрооборудование станка (описание работы схемы), спецификация электрооборудования, характеристика электродвигателей, указания по обслуживанию электрооборудования станка, схема электрическая принципиальная, схема электрическая монтажная.
Паспорта токарных станков:
Токарно-винторезный станок модели 1624М (без монтажной схемы)Токарный станок модели 6А125
Универсальный токарно-винторезный станок 16Б16П (SAMAT 400) – (без монтажной схемы и перечня электрооборудования)
Станок токарно-винторезный 1В62Г (16В20)
Токарно-винторезный станок 16Д20 (16Д20П, 16Д20Г, 16Д25, 16Д25Г)
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20Г
Токарно-винторезный станок 16К20П
Токарно-винторезный станок 16К25
Автомат токарно-револьверный одношпиндельный прутковый модели 1Б140 (1Б125)
Многошпиндельный токарный автомат модели 1Б240-6 (1Б240-6К) – (без монтажной схемы)
Станок токарно-винторезный модель 1В62Г
Универсальный токарно-винторезный станок модели 1К62
Универсальный токарно-винторезный станок модели 1К625
Станок токарно-винторезный модели 1К62Д
Автоматический токарно-продольный станок модели 1М10ДА (без монтажной схемы)
Станок токарно-винторезный 1М63
Станок токарно-винторезный 1М63Д (без монтажной схемы)
Станок токарно-винторезный модели 1М63МФ101Станок токарный 1Н318
Токарно-револьверный станок модели 1П365 (1П371)
Станок токарный ГС526У
Специализированный токарно-винторезный станок облегченного типа модели ИТ-1М (ИТ-1ГМ)
Станок токарно-винторезный повышенной точности СА564С100
Токарно-винторезный станок модели ТВ-320 (без монтажной схемы)
Станок специальный токарно-винторезный повышенной точности модели ФТ-11М
Токарные станки моделей 1Б140(125), 1Б240П-6, 1В62Г, 1К62, 1К62Д, 1К625, 1М10ДА, 1М63, 1М63Д(ДФ101), 1М63МФ101, 1М3681, 1Н318(Р)
Токарные станки моделей 1П365(371), 16А25, 16Б16П, 16В20, 16Д20(П,Г,25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25
Токарные станки моделей 1516Ф3-FAGOR-8035, 1624М, ГС526У, ИТ-1М(ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М
Паспорта сверлильных станков:
Универсальный вертикально-сверлильный станок 2А125
Станок вертикально-сверлильный модели 2Г125
Радиально-сверлильный переносной станок 2К52-1
Станок радиально-сверлильный 2К522
Станок радиально-сверлильный облегченный 2ЛУ3У
Радиально-сверлильный станок модели 2М55
Радиально-сверлильный станок модели 2М57 (без монтажной схемы)
Вертикально-сверлильный станок 2Н118-1 (без монтажной схемы)
Вертикально-сверлильный станок 2Н125
Вертикально-сверлильный станок ГС2116
Станок радиально-сверлильный модели ГС545
Сверлильные станки моделей 2А125, 2Г125, 2К52-1, 2К522, 2К552-2, 2Л53У, 2М55, 2М57Сверлильные станки моделей 2Н118-1, 2Н125(135,150), 2Н150, 2С150, ГС545, ГС2112, ГС2116(508), ГС 520, долбежный 7М430
Паспорта фрезерных станков:
Станок настольный сверлильно-фрезерный. Модель ГС 520
Модель ГС 520
Станок инструментальный широкоуниверсальный фрезерный повышенной точности модели 675ПФ1Станок фрезерный широкоуниверсальный инструментальный модели 67К25 ПР
Станок фрезерный 6А23
Станок фрезерный 6Е416 (без монтажной схемы)
Консольно-фрезерный станок 6М82 (6М82Г, 6М82ГБ)
Станок фрезерный 6Н81 (6Н81Г)
Вертикальный консольно-фрезерный станок 6Р12 (без принципиальной схемы, только с монтажной)
Консольно-фрезерный станок 6Р81 (6Р81Г, 6Р81Ш, 6Р811)
Консольно-фрезерный станок общего назначения 6Р82 (6Р82Г)
Консольно-фрезерный станок общего назначения 6Р83 (6Р83Г, 6Р83Ш)
Консольно-фрезерный станок 6Т12-1 (6Т13-1)
Консольно-фрезерный станок FA5В
Станок специализированный фрезерный консольный ВМ127
Станок специализированный фрезерный консольный ВМ127М
Станок фрезерный деревооборабатывающий ВФК-2
Специализированный фрезерный станок ОФ-55
Карусельно-фрезерный станок УФ0803
Фрезерные станки моделей 6А23, 6Е416, 6М82(Г,ГБ), 6Н81(Г),6Н11, 6Р12(Б,13,13Б), 6Р81(81Г,Ш,11), 6Р82, 6Р83 Фрезерные станки моделей 6Т12-1(13-1), 67К25ПР, 675ПФ1, FA5B, ВМ127, ВМ127М, ВФК-2, ГФ2171С5, ОФ-55, УФ0803
Паспорта шлифовальных станков:
Внутришлифовальный станок модели 3225 (3225П)
Универсальный круглошлифовальный станок модели 3Б12 (без монтажной схемы)
Круглошлифовальный станок модели 3А151 (3А161)
Продольношлифовальный станок 3Б722Плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем модели 3Е710В-1 (без монтажной схемы)
Станок плоскошлифовальный 3Е711В
Станок универсально-заточной 3Е642
Универсальный круглошлифовальный станок 3К12
Станок шлифовально-полировальный ШПА-500 (без монтажной схемы)
Шлифовальные станки моделей 3Б12, 3Б151(161), 3Б722, 3Е642, 3Е710В-1, 3Е711В, 3К12, 3К225В(227В), 3225, ШПА-500
Фрезерный станок Carver ATC PRO 1224 и его применение
Двигаясь вперед и развиваясь наша компания хочет представить вашему вниманию оборудование нового поколения фрезерно гравировальный станок Carver ATC PRO.
Данное оборудование поступает к нам на склад не впервые, и пользуется устойчивым спросом у клиентов нашей компании.
Фрезерный станок Carver ATC PRO имеет несколько существенных отличий от других моделей фрезерно гравировальных станков линейки.
Основные преимущества в конструкции и комплектации мы рассмотрим на примере фрезерно гравировального станка Carver ATC PRO 1224.
О чем в первую очередь нужно упомянуть – это вес, 2000 кг , станок массивен и тяжел , — что позволяет ему выдерживать большие инерционные и силовые нагрузки.
Станок оборудован автоматической сменой инструмента карусельного типа на 8 инструментов, смена инструмента занимает 4 -5 секунд , — что является достаточно хорошим показатем для производства.
Особое внимание стоит обратить на шпиндель и двигатели подач. Шпиндель итальянского производства HSD позволяет работать на скоростях до 50 м/мин и оборотах до 24 000 в минуту.
Серводвигатели подач YASKAWA на 1,3 кВт каждый позволяют максимально эффективно использовать данное оборудование на всем диапазоне рабочих подач.
Направляющие фрезерно гравировальныого станка Carver ATC PRO изготовлены из высококачественной легированной инструментальной стали . Передача вращательного движения от серводвигателей в поступательное движение портала осуществляется по косозубой рейке с эвольвентным зубчатым зацеплением, таким образом достигается точность позиционирования 0,03 мм на 300 мм и повторяемость в пределах 0,03 мм.
Вес шпинделя и механики автосмены (около 90 кг) компенсируется пневматическими амортизаторами, для предотвращения динамических и силовых нагрузок, вызванных тяжестью шпинделя и автосмены.
В стандартной комплектации фрезерно гравировальные станки Carver ATC PRO комплектуются компрессором и регулятором давления которые стационарно подключаются к системе автосмены инструмента.
Вакуумная подготовка Carver ATC PRO осуществляется на заводе производителем. Пластинчато – роторный вакуумный насос фирмы Bekker (Германия)устанавливается на систему вакуумного прижима.
На станке Carver ATC PRO установлена принципиально новая стойка Числового-программного управления(ЧПУ) Syntec, данная система позволяет удаленно управлять автоматической сменой инструмента, осуществлять автоматическое программирование циклов обработки, работать практически со всеми форматами файлов, осуществлять коррекцию длины инструмента программно, визуализировать симуляцию обработки и многое другое
Фрезерный станок по металлу FDB Maschinen DM40 — описание модели
Цена: 59438 p.
Фрезерный станок DM 40 используются для выполнения различных фрезерных операций для нужд общего машиностроения, выполняемых с помощью фрез.
Особенности станка:
— На фрезерном станке можно обрабатывать разные плоскости, канавки, зубчатые колеса, растачивать отверстия в деталях из стали, чугуна, цветных металлов и пластмассы.
— Широкий диапазон оборотов шпинделя позволяет применять станки для сверлильных и расточных операций.
— Технологические возможнoсти фрезерного станка могут быть расширены с использованием универсального делительного приспособления, поворотного делительного стола, устройства для нарезания гребенок и других приспособлений. Технические характеристики:
Рекомендовано: Напряжение питания 380 В Клиновой ремень к DМ 40 Потребляемая мощность 1,1 кВт
Число скоростей 6
Диапазон оборотов 200 — 2300 об/мин Угол наклона головки +/- 90°
Размер стола 730 х 210 мм Конус шпинделя MT 3, R 8
Поперечный ход стола 230 мм Продольный ход стола 500 мм Ход шпинделя 120 мм Макс. растояние между шпинделем и столом 470 мм
растояние между шпинделем и столом 470 мм
Макс. диаметр сверления 40 мм Регулировка глубины сверления + Точная подача шпинделя + Ширина Т- образного паза 40 мм
Одно деление нониуса продольный ход стола 0,02 мм поперечный ход стола 0,02 мм точная подача шпинделя 0,05 мм Вес 300 кг
Основным техническим документом, который содержит все необходимые сведения по конструкции, кинематике и динамическим характеристикам станка, является паспорт на станок.
Паспорт станка фрезерного состоит из следующих основных разделов:
- В разделе «Общие сведения о станке» помещают фотографию станка и указывают сведения о нем: тип, модель, завод-заготовитель, год выпуска, класс точности, масса, габаритные размеры, место установки.
- В разделе «Основные технические данные» приводят параметры станка, его приводов и механизмов привода главного движения и подач, типы приводов, основные размеры исполняющих органов, расстояние между ними и предельные перемещения исполняющих органов, минимальные и максимальные размеры обрабатываемых заготовок, данные для крепления инструмента и заготовок, данные для крепления инструмента и заготовок.
- В разделе «Привод» паспорта на станок указывают характеристики электродвигателей, ремней, цепей, подшипников муфт и т.д.
- В раздел «Кинематическая схема станка» приводят последнюю и указывают спецификацию зубчатых и червячных колес, червяков, ходовых винтов, а также все данные, необходимые для подсчета перемещений в станке.
- В разделе «Механика станка» приводят частоты вращения шпинделей (1/мин), числа двойных ходов исполняющих органов, передаваемые крутящие моменты и мощности, величины подач, наибольшие допустимые силы резания, КПД станка, КПД кинематических цепей, приводимых от каждого электродвигателя. Паспорт станка содержит также разделы: «Гидравлические механизмы», «Изменения в станке», «Дата капитального ремонта», «Принадлежности и приспособления», «Таблицы настройки», «Схема управления».

Фрезерный станок ОФ-55 технические характеристики и паспорт
Развитое промышленное производство требует создание большого станочного парка. Особое внимание оказывается металлообрабатывающим агрегатам, выполняющим высокоточные операции. В СССР такое оборудование в основном закупалось за рубежом. Однако ряд заводов выпускал отечественную продукцию, конкурирующую с зарубежными образцами. Можно отметить фрезерный станок ОФ 55.
Особое внимание оказывается металлообрабатывающим агрегатам, выполняющим высокоточные операции. В СССР такое оборудование в основном закупалось за рубежом. Однако ряд заводов выпускал отечественную продукцию, конкурирующую с зарубежными образцами. Можно отметить фрезерный станок ОФ 55.
Оборудование для фрезерования
Промышленностью производится металлорежущие агрегаты, которые подразделяются на девять групп. В шестую группу входят станки, выполняющие операцию фрезерования. Они могут обрабатывать поверхности, различные канавки, пазы, зубчатые колеса, шлицы и многое другое. Более широкую информацию содержит руководство по эксплуатации.
По особенностям конструкции выделяются станки:
- непрерывно действующие;
- консольные;
- бесконсольные.
По выполняемым операциям оборудование можно разделить на:
- специализированное;
- общего назначения.
Каждый вид имеет отличительные особенности, описание которых содержит паспорт изделия. Для всех механизмов характерно движение фрезы и подачи, причем подача может относиться к обрабатываемой детали или фрезе. Также имеет значение величина такого параметра, как размер стола. Чтобы упростить обслуживание агрегатов, их унифицируют.
Для всех механизмов характерно движение фрезы и подачи, причем подача может относиться к обрабатываемой детали или фрезе. Также имеет значение величина такого параметра, как размер стола. Чтобы упростить обслуживание агрегатов, их унифицируют.
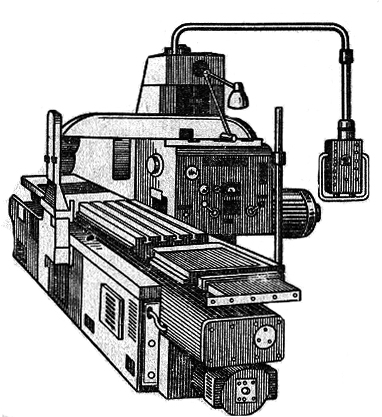
Станок ОФ-55 в разрезе
Наибольшую часть применяемого оборудования составляют консольно-фрезерные модели. Консоль, дающая при фрезеровке ряд преимуществ, снижает жесткость в месте соединения со станиной. Чтобы этого избежать увеличивают длину направляющих консоли. Для ремонтных и инструментальных участков налажено производство широкоуниверсальных станков, их назначение маленькая серия или единичное производство. Агрегаты имеют возможность работать с деталью в ручном режиме, используя винт подачи.
Следует помнить, что до начала работы должна быть внимательно изучена инструкция по эксплуатации.
Назначение и описание станка
Проектированием и изготовлением модели ОФ 55 занимался станкостроительный завод «Техника» в городе Владимире, который начал свою деятельность с 1935 года. Его конструкторское бюро разработало и запустило в производство в 1967 году фрезерный станок ОФ 55, технические характеристики которого были на высоком уровне, и позволяли производить высокоточные изделия. Этот год можно считать годом выпуска. Модель уже давно не производится, однако высокое качество позволяет до сих пор эксплуатировать их на предприятиях.
Его конструкторское бюро разработало и запустило в производство в 1967 году фрезерный станок ОФ 55, технические характеристики которого были на высоком уровне, и позволяли производить высокоточные изделия. Этот год можно считать годом выпуска. Модель уже давно не производится, однако высокое качество позволяет до сих пор эксплуатировать их на предприятиях.
Данный агрегат представляет собой станок консольно-фрезерного типа. Он является широкоуниверсальным, и предназначен обрабатывать детали с высокой точностью. Фрезерный станок модель ОФ 55 может обрабатывать заготовку фрезами разной конфигурации, используя два шпинделя. Агрегат может совершать продольные и вертикальные механические подачи, кроме того может осуществляться поперечное движение вручную.
Всю информацию о назначении, установке, обслуживании и эксплуатации изделия можно получить, прочитав руководство по эксплуатации фрезерного станка ОФ 55. В таблице приведены выборочные технические характеристики:
| Наименование | Значение |
| Габариты, мм | 1150х1100х1600 |
| Вес, кг | 900 |
| Стол: | |
| Угловой, мм | 260х630 |
| Вертикальный, мм | 195х550 |
| Двигатель привода, ВТ | 1600 |
| Двигатель насоса, Вт | 120 |
| Шпиндель: | |
| Горизонтальный, об/мин | 42…2150 |
| Скорость | 12 |
| Подачи стола | 12 |
| Вертикальный, об/мин | 55…2450 |
| Конус | Морзе 4 |
| Проход: | |
| Стола, мм | 250 |
| Бабки, мм | 150 |
| Суппорта, мм | 290 |
Полный перечень данных, а также кинематическая схема с описанием и комплект поставки на фрезерный станок ОФ 55 дает паспорт, входящий в руководство. В документации можно найти электросхему и карту подшипников ОФ 55, которые потребуются при обслуживании оборудования.
В документации можно найти электросхему и карту подшипников ОФ 55, которые потребуются при обслуживании оборудования.
Скачать паспорт (инструкцию по эксплуатации) станка ОФ-55
Расшифровка названия станка затруднена, из-за отличия от стандартной маркировки. В отличие от моделей серийного производства, специализированные агрегаты в аббревиатуру включают буквы, которые присваивает завод-изготовитель. Цифры обозначают основной эксплуатационный параметр, в нашем случае ширина стола в сантиметрах.
Особенности станка
Здесь стоит отметить станину, полое основание которой является баком охлаждающей жидкости. Верхняя часть используется для установки коробки передач, способной передавать шпинделям по 12 скоростей. Внизу станины монтируют коробку подач для стола, она сообщает на него по 12 различных подач. В специальном отделении размешается электрическая схема фрезерного станка ОФ.
- Шпиндели станка ОФ-55
- Электрическая схема станка
Перемещение детали, продольное и вертикальное, осуществляется с помощью суппорта. Для ручного перемещения используется винт подачи ОФ 55, если перемещение механическое применяют коробку передач. Регулируется подача рукоятками, отключение происходит с помощью конечных упоров. Выполняя точные работы, применяют плитки мерительные и индикатор, их устанавливают в специальные зажимы. За годы выпуска фрезерного станка ОФ 55 было сделано несколько его модернизаций.
Для ручного перемещения используется винт подачи ОФ 55, если перемещение механическое применяют коробку передач. Регулируется подача рукоятками, отключение происходит с помощью конечных упоров. Выполняя точные работы, применяют плитки мерительные и индикатор, их устанавливают в специальные зажимы. За годы выпуска фрезерного станка ОФ 55 было сделано несколько его модернизаций.
Удобство при работе достигается использованием двух шпинделей, причем вертикальный может изменять угол наклона. Это достигается благодаря его расположению на хоботе, который выдвигается. Оптимальные режимы обработки деталей достигаются за счет возможности изменять обороты шпинделей в широком диапазоне.
При постоянной эксплуатации требуется следить за смазкой подшипников, такую информацию несет карта смазки. Периодически потребуется смазка:
- непосредственная;
- картерная;
- автоматическая.

Можно отметить следующие преимущества при работе:
- простое управление;
- компактные размеры;
- поглощение вибрации тяжелым основанием;
- возможность производить долбления.
Достать запчасти для фрезерных станков ОФ 55 не составляет проблему. Однако использование его в индивидуальном хозяйстве затруднено. Специалисты, в своих статьях, утверждают, что модель имеет прекрасные характеристики, однако очень тяжелая и дорого стоит.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 |
| П |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Перемещение стола |
|
|
продольное (Х) | мм | 320 |
поперечное (Y) | мм | нет |
вертикальное (Z) | мм | 300 |
Скорость быстрого перемещения стола | м/мин | 0,935 |
Цена одного деления лимба | мм | 0,05 |
Перемещение стола на один оборот лимба |
|
|
продольное | мм | 5 |
поперечное | мм | нет |
вертикальное | мм | 2,5 |
Горизонтальная бабка | ||
Наибольшее перемещение | мм | 200 |
Быстрое перемещение | м/мин | 0,935 |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | Мм | 2,5 |
Вертикальная головка | ||
Расстояние от оси шпинделя до головки горизонтального шпинделя | мм | 115 |
Расстояния от торца шпинделя до стола | мм | 250 |
Наибольший угол поворота | град | ±90 |
Наибольшее перемещение шпинделя (от руки) | мм | 60 |
Внутренний конус |
| Морзе 4 |
Горизонтальный стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
Угловой универсальный стол |
|
|
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Наибольший угол поворота |
|
|
В горизонтальной плоскости | град | ±20 |
В вертикальной плоскости с короткой стороны | град | ±30 |
В вертикальной плоскости с длинной стороны | град | ±45 |
Делительная головка | ||
Наибольшее расстояние от шпинделя до подшипника поддержки | мм | 220 |
Высота центров | мм | 105 |
Наибольший угол поворота (в плоскости крепления) | град | ±90 |
Характеристика делительной головки |
| 40 |
Количество делительных дисков |
| 1 |
Конус шпинделя |
| Морзе 4 |
Наибольший шаг нарезаемой спирали | м | 5,38 |
Круглый стол | ||
Диаметр рабочей плоскости | мм | 250 |
Высота стола | мм | 106 |
Количество прилагаемых делительных дисков (от делительной головки) |
| 1 |
3-х кулачковый патрон | ||
Диаметр | мм | 130 |
Быстроходная головка | ||
Количество скоростей |
| 4 |
Пределы оборотов шпинделя | мм | 2770…5400 |
Тиски | ||
Размеры губок (Ш х В) | мм | 130 х 35 |
Наибольший развод губок | мм | 150 |
Наибольший угол поворота | град | 360 |
Долбежная головка | ||
Наибольший ход | мм | 80 |
Число скоростей двойных ходов |
| 4 |
Пределы чисел двойных ходов в минуту |
| 50…100 |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Электрооборудование | ||
Главный привод станка |
|
|
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,7 |
Тип |
| АО41-4 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,125 |
Тип |
| ПА-22 |
Производительность | л/мин | 22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 960 |
ширина | мм | 1080 |
высота | мм | 1630 |
Масса станка | кг | 635 |
классификация и характеристики оборудования – Советы по ремонту
Из этой статьи можно узнать, какими особенностями обладает фрезерный станок по металлу, который может использоваться в домашней мастерской: технические характеристики оборудования, классификация инструмента и его применения. В тексте кратко описаны возможности вертикальных и горизонтальных конструкций, фрезеров настольного и ручного типа, а также сверлильно-фрезерных, гравировально-фрезерных и универсальных станков с ЧПУ.
В тексте кратко описаны возможности вертикальных и горизонтальных конструкций, фрезеров настольного и ручного типа, а также сверлильно-фрезерных, гравировально-фрезерных и универсальных станков с ЧПУ.
Фрезерный станок – один из самых распространенных инструментов в сфере обработки металлов
Виды фрезерных станков: фото и особенности конструкцийДля обработки металлических заготовок используются фрезерные станки. Инструмент этой категории очень популярен и широко применяется в области металлообработки. Причем можно купить фрезерный станок по металлу не только для производственных целей, но и в качестве оборудования для домашней мастерской.
Каждый из типов станков по металлу имеет свои функции, область применения и выбирается для использования в определенном направлении
В продаже представлен обширный ассортимент фрезерных инструментов. Практически все модели станков имеют одинаковое устройство и работают согласно единому принципу. Различия могут затрагивать лишь функциональную сторону, которая зависит от наличия в конструкции дополнительных систем и узловых компонентов.
Потребители могут купить фрезерные станки с ЧПУ по металлу следующих видов:
- вертикальные;
- горизонтальные;
- сверлильно-фрезерные;
- настольные токарно-фрезерные станки по металлу;
- универсальные;
- ручные;
- фрезерно-гравировальные.
Перечисленные модификации являются основными. Каждый тип оборудования имеет свои характерные черты и функциональное назначение.
Настольные фрезерные станки с ЧПУ – это достаточно мощные и точные станки, которые идеально подойдут для домашних мастерских и малых предприятий
Характеристика вертикальных фрезерных станковВертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Обратите внимание! В тех конструкциях, где отсутствует консоль, перемещение рабочего стола осуществляется за счет направляющих, размещенных на станине инструмента.
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Специфичность сверлильно-фрезерных станков по металлуСверлильно-фрезерное оборудование позволяет обрабатывать как вертикальные и горизонтальные, так и наклонные поверхности. С помощью этого инструмента можно формировать пазы любых модификаций на заготовках крупного размера. Станок данного типа укомплектован сверлильно-фрезерной головкой. Она позволяет выполнять обработку поверхностей, размещенных под углом по отношению к горизонтальной оси, и операции сверления под наклоном.
На сверлильно-фрезерных станках можно эффективно и точно выполнять обработку деталей с криволинейными поверхностями, осуществлять калибровку, формировать отверстия
Отличительной особенностью настольного сверлильно-фрезерного станка по металлу является расширенный функционал. Рабочая головка может функционировать в режиме реверса. Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.
Рабочая головка может функционировать в режиме реверса. Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.
Характеристика универсальных фрезерных станков по металлу для домашней мастерскойОбратите внимание! За счет многофункциональности сверлильно-фрезерный станок позволяет сэкономить денежные средства при покупке, поскольку потребитель в одной конструкции получает сразу несколько полезных и эффективных инструментов. Кроме этого универсальное оборудование позволяет экономить рабочую площадь в мастерской.
Возможности станков универсального назначения будут полезны для небольших частных производств и мастерских, которые специализируются на механических и ремонтных работах.
Универсальные фрезерные станки по металлу могут выполнять обработку различных объектов:
- вертикальные поверхности;
- штампы;
Универсальный фрезерный станок предназначен для выполнения металлообрабатывающих работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами, а также сверлами
- горизонтальные плоскости;
- поверхности спирального типа.

С учетом наличия большого количество функций универсальные фрезеры отличаются от стандартных инструментов некоторыми конструкционными особенностями. Такие важные компоненты, как коробка скоростей, узел шпинделя и другие рабочие элементы размещаются с внутренней стороны станины. В конструкции инструмента предусмотрено наличие горизонтальных и вертикальных направляющих. Они предназначены для перемещения рабочего стола и консоли.
Кроме этого рабочая поверхность может дополнительно настраиваться. Этот элемент можно установить под любым удобным углом по отношению к шпинделю. Благодаря этому у оператора появляется возможность выполнять обработку любых металлических деталей. Не являются исключением заготовки, обладающие очень сложной конфигурацией.
Особенности настольных фрезерных станков по металлуКонструкции настольного типа обладают компактными размерами. Благодаря чему этот тип оборудования подходит для технического оснащения различных объектов:
- Домашние мастерские.
Настольный фрезерный станок, обладающий достаточно высокой функциональностью, может успешно применяться для обработки заготовок из черных и цветных металлов
- Цеха небольших производств.
- Мастерские в учебных заведениях.
Для выполнения таких операций, как формирование отверстий, создание резьбы и обработка деталей лучше купить настольный фрезерный станок по металлу. Он удобен в обращении и за счет наличия различных фрез позволяет выполнять широкий спектр работ. Результат отличается достаточно высокой точностью, поскольку конструкция инструмента очень жесткая (при условии правильного монтажа).
Настольные фрезерные станки по металлу с ЧПУ имеют высокий уровень производительности, что позволяет использовать этот тип оборудования изготовления изделий небольшими серийными партиями. Несмотря на значительный показатель КПД и обширный спектр функциональных возможностей инструмент потребляет небольшое количество электрической энергии. Кроме этого конструкция имеет компактные габариты, благодаря чему ее с легкостью можно установить в мастерской с ограниченной свободной площадью.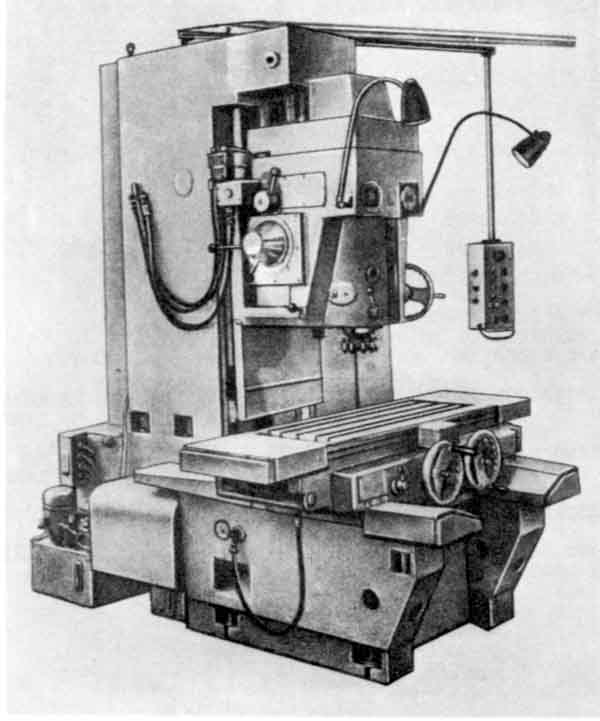
Преимущества настольных конструкций перед стандартными моделями:
- небольшой вес и компактные габариты;
- простая система эксплуатации;
- мобильность;
Заготовки, которые необходимо обработать на настольном станке, фиксируются на его рабочем столе, а сама обработка выполняется вращающимся режущим инструментом – фрезой
- невысокий уровень шума;
- доступная стоимость.
Специфичность токарно-фрезерных станков с ЧПУ по металлуОбратите внимание! Размер обрабатываемой заготовки не может превышать ширину стола.
В продаже можно найти токарное оборудование для домашней мастерской, которое способно обеспечить выполнение полного цикла работ для изготовления необходимой детали.
Токарно-фрезерные станки по металлу разделяют по классу точности на следующие категории:
- нормальная точность;
- повышенное качество;
- высокая точность обработки.
Используя чертеж для изготовления определенной детали необходимо указывать все допуски на линейные размеры, а также степень чистоты обработки. Настольные варианты инструмента практически ничем не отличаются от полноразмерных станков.
Токарно-фрезерные станки по металлу имеют понятный пользовательский интерфейс, позволяющий проводить контроль за производством и быстро вносить изменения в настройки оборудования
Самые распространенные виды фрез по металлу для фрезерного станка этого типа:
- дисковые;
- торцевые;
- цилиндрические;
- концевые;
- фасонные.
Для выполнения определенных операций подбирается соответствующая режущая насадка. Токарно-фрезерные станки с ЧПУ не способны обрабатывать заготовки, которые являются телами вращения. Если в работе будут использоваться фасонные и плоские поверхности, придется перемещать деталь в необходимом направлении по отношению к режущему инструменту. Сама же фреза способна выполнять исключительно вращательные движения.
Фрезерно-гравировальное оборудование имеет множество преимуществ, если сравнивать его со стандартным металлообрабатывающим инструментом. Благодаря числовому программному управлению обработка деталей получается очень точной и аккуратной. Это преимущество особенно выгодно в тех случаях, когда металлическая деталь иметь сложную конфигурацию, ведь на ручном фрезерном станке достичь такого же качество крайне сложно.
Фрезерно-гравировальных станков с ЧПУ предназначен для фрезеровки и гравировки металла мелкими граверами и фрезами, ювелирной гравировки изделий
Чаще всего подобное оборудование применяется на предприятиях, занимающихся индивидуальным, а также мелкосерийным выпуском изделий. Возможности инструмента пригодятся в таких отраслях, как ювелирное, мебельное производство и изготовление сувениров. Ассортимент рынка металлообрабатывающего оборудования позволяет подобрать фрезер с необходимыми характеристиками для раскроя листового металла и нанесения надписей на изделия.
Почему выгодно купить фрезерно-гравировальный станок с ЧПУ:
- Простая система обслуживания.
- Обширный функционал.
- Высокое качество обработки металла.
- Надежность и долговечность.
- Высокий показатель КПД.
По типу конструкции различают следующие разновидности фрезеров:
- автоматические конструкции, укомплектованные головкой с тремя шпинделями и пневматическим прижимом;
- настольные фрезеры с механическим способом прижима обрабатываемой детали;
- автоматические конструкции с пневматическим прижимом заготовки.
Вращаясь с большой скоростью, фрезы обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ
Характеристика фрезерных мини-станков по металлуОбратите внимание! Фрезерные работы на станках с ЧПУ позволили снизить почти до нуля количество бракованных изделий на производстве.
Мини-модели, предназначенные для домашних мастерских, отличаются от стационарных конструкций промышленного типа техническими характеристиками. Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт.
Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт.
Отличаются и размеры столешницы. Максимальные габариты стола, которым комплектуются компактные фрезеровочные станки, составляют 65х25 см, минимальный размер – 35х15 см. Параметры подбираются с учетом деталей, которые будут подвергаться обработке.
От вращательной скорости шпинделя зависит уровень производительности фрезера, а также его способность работать с определенными материалами. Чем тверже металл, из которого изготовлена заготовка, тем меньше должна быть вращательная скорость. Для мягких сплавов и алюминия используются более высокие параметры.
Компактный настольный фрезерный станок, оснащенный ЧПУ
Фрезерный станок по металлу: технология изготовленияКонструкции вертикального типа – самые простые в изготовлении. Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент.
Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент.
Для изготовления самодельного фрезерного станок по металлу своими руками необходимы следующие материалы и инструменты:
- швеллера;
- металлическая труба с квадратным сечением;
- сварочный аппарат;
- ромбовидный домкрат для автомобиля;
- металлические уголки;
- угловая шлифовальная машинка;
- напильник;
- металлические штыри для изготовления осей;
- дрель;
- цанговый или сверлильный патрон;
- толстый фанерный лист;
- конус Морзе 2.
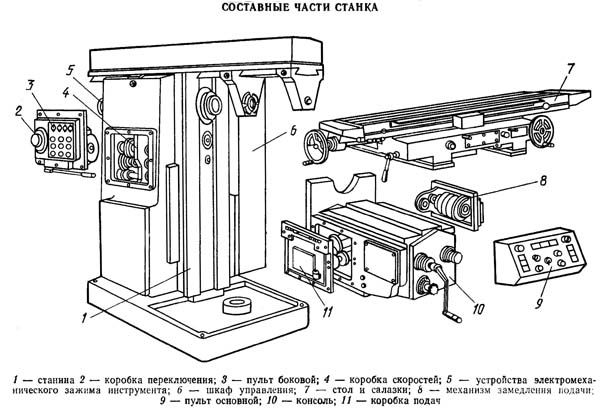
а — общий вид фрезерного станка, б -кинематическая схема. 1 , 5 — направляющие линейки; 2 — зубчатый сектор; 3 — фреза; 4 — ограждение; 6 — пульт управления; 7 — дополнительная опора шпинделя; 8 — кронштейн; 9 — маховичок подъема кронштейна; 10 — маховичок натяжения ремня; 11 — электродвигатель; 12 — шпиндель; 13 — маховичок настройки шпинделя по высоте; 14 — станина; 15 — переключатель частоты вращения шпинделя; 16 — выключатель; 17 — стол
Технология изготовления фрезерного станка по металлу своими рукамиСначала из металлического швеллера методом сварки необходимо соединить колонну и станину. В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений.
В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений.
Чтобы консоль смогла перемещаться по вертикали, будет использоваться автомобильный домкрат ромбовидного типа. Расстояние в этом случае составит 10 см. Для создания направляющих потребуется в металлическую трубу с квадратным сечением вставить штыри, имеющие навинченную резьбу. В результате столешница сможет перемещаться назад и вперед в пределах отрезка равного 9 см, а боковая амплитуда составит 13 см.
Полезный совет! Перед сборкой самодельной конструкции не помешает ознакомиться с принципом работы и устройством заводского оборудования, изучить чертежи и тщательно подготовить детали, необходимые для работы.
Схематическое изображение фрезерного станка по металлу
Столешница изготавливается из фанерного листа.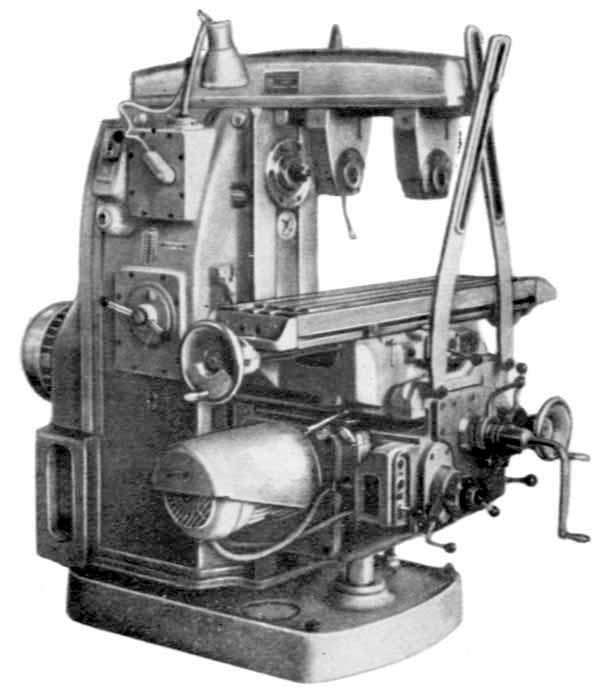 Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы.
Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы.
Далее в станине закрепляется дрель. Делается это так, чтобы шпиндель в итоге смотрел вниз. Фиксация выполняется методом винтового соединения. Предварительно для этого необходимо приварить специальные перемычки. Затем к шпинделю крепится конус Морзе 2 с последующей установкой на него цангового или сверлильного патрона.
На полученном самодельном станке можно выполнять обработку заготовок, изготовленных из мягких металлов, например, алюминия или бронзы. В данном случае во время работы перемещается консоль, в то время как фрезер остается в неподвижном состоянии. Конструкцию можно изготовить и другим способом, чтобы заготовка была фиксированной, а фрезер с кареткой перемещался. Для этого потребуется лифт.
Для этого потребуется лифт.
Фрезерный станок по металлу в процессе сборки
Как изготовить лифт для самодельного фрезерного станка по металлуЗа счет рычага или воротка лифт будет плавно перемещаться вдоль фрезера. При этом отсутствует непосредственный контакт мастера с оборудованием. По этой причине желательно заранее точно рассчитать все размеры формируемых пазов и быстро выполнять смену резаков.
Технология изготовления лифта:
- Из куска текстолита вырезается пластина и закрепляется на столешнице. Она будет использоваться в качестве опоры.
- К опорной пластине крепится две стойки. Обязательно нужно проследить, чтобы они были параллельны друг другу.
- Стойки будут использоваться для перемещения каретки, на которую монтируется фрезер. Движение будет обеспечиваться за счет толкающего механизма.
Обратите внимание! Конструкция лифта должна получиться устойчивой и жесткой. При наличии даже малейшего люфта может нарушиться операция обработки и появиться брак на детали.
На эффективность обработки металлических деталей влияет не только качество станка, но и координатный стол, на котором фиксируется заготовка. Он представлен в виде плоской плиты и может иметь от 1 до 3 степеней свободы. Если предполагается обработка плоских деталей, достаточно, чтобы стол перемещался в горизонтальном направлении. Работа с объемными изделиями требует еще и вертикального перемещения. То же самое касается конструкций, в которых сверло неподвижно фиксируется.
Лифт позволяет оперативно заменять режущий инструмент на самодельном станке, а также максимально точно выверять геометрические параметры фрезеруемых изделий
Как создать координатный стол своими руками: подбор материалов и комплектующихКонструкция координатного стола может перемещаться за счет электричества, механики или ЧПУ. В качестве материала для изготовления основы можно взять алюминий, сталь или чугун. Выбор зависит от веса заготовок, которые будут обрабатываться на станке. Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
Из чугуна изготавливаются литые конструкции. Они получаются очень тяжелыми, зато позволяют выполнять большие производственные объемы. Литая конструкция устанавливается стационарно на фундамент.
Станину лучше изготовить из металла, воспользовавшись сварочным аппаратом. При этом очень важно снизить сварное напряжение материала отпусканием. В противном случае высокая вращательная скорость оборудования станет причиной появления трещин. Стол может быть портальным (для плоских изделий) или крестовым (для трехсторонней обработки объемных заготовок).
При изготовлении координатного стола особое внимание нужно уделить правильному выбору направляющих, а также методу их крепления. Для работы обычно используются элементы цилиндрического или рельсового типа. Они располагают возможностью надстройки каретки и имеют уже установленные подшипниковые узлы.
Конструкция и размеры координатного стола
Подбирая направляющие, следует также учитывать тип привода. Если в работе нужна высокая точность, лучше отдать предпочтение подшипникам скольжения. Чтобы уменьшить трение подойдут подшипники качения, однако они создадут люфт.
С учетом технических особенностей каретки можно выделить два виды направляющих:
- С фланцем увеличенного размера – элемент крепится в нижней части стола.
- Безфланцевые – фиксируются обычным способом через резьбовые отверстия.
Для самодельного стола может использоваться шарико-винтовая (6-12 мкм), зубчато-реечная (до 10 мкм) или ременная передача (50-100 мкм). Каждая из этих систем имеет как преимущества, так и недостатки, поэтому выбор зависит от типа работ, которые будут выполняться на станке. Чтобы увеличить срок службы всех движущих механизмов, желательно своевременно выполнять чистку узловых элементов от мусора и пыли, а также смазывать их.
Вариант самодельного координатного стола
В целом изготовить домашний фрезер и стол для него очень просто. Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно.
Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно.
Технические характеристики фрезерных станков — Энциклопедия по машиностроению XXL
Типы и технические характеристики фрезерных станков [c.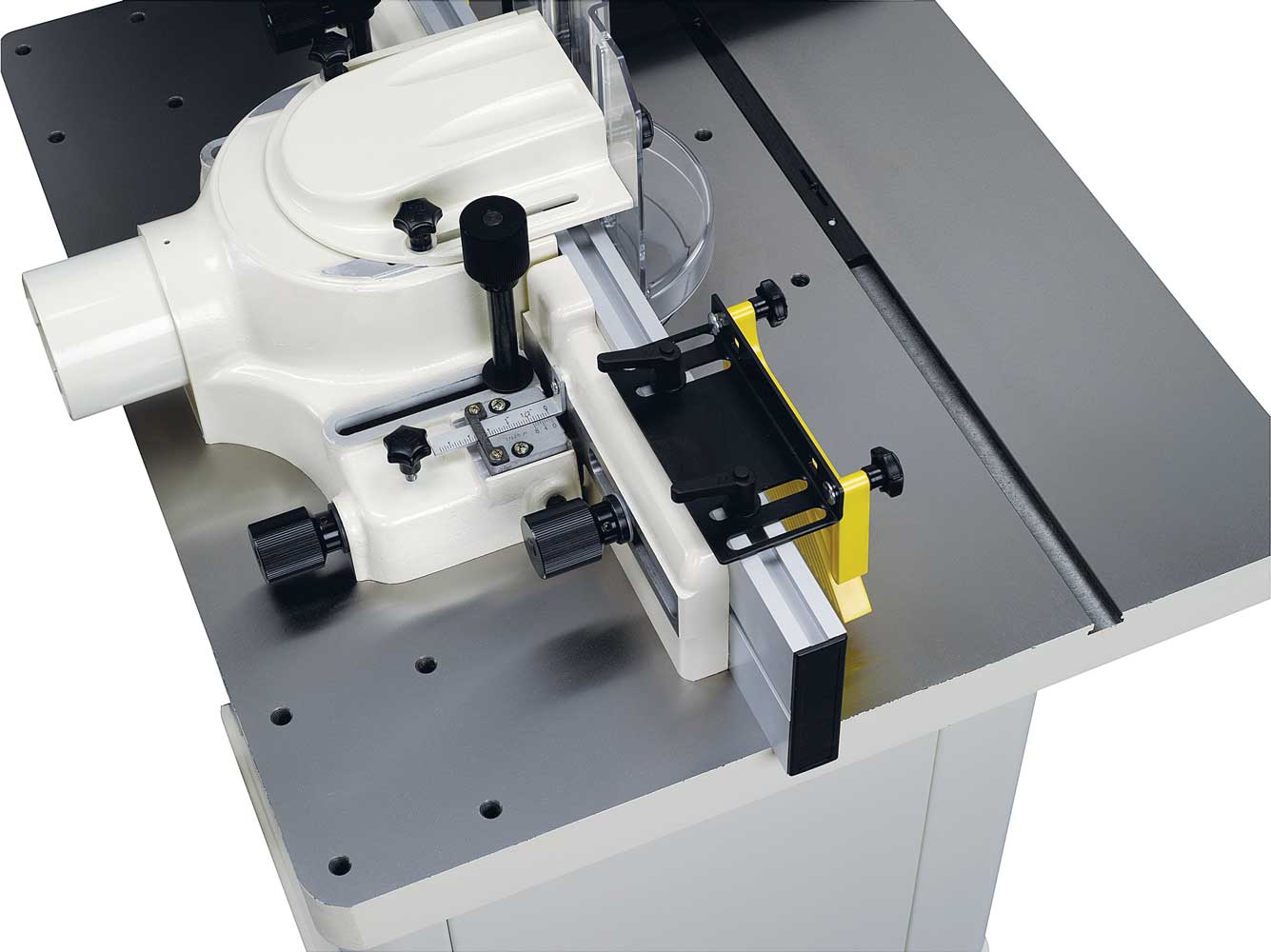 152]
152]Технические характеристики фрезерных станков с нижним расположением шпинделя [c.158]
Технические характеристики фрезерных станков приведены в табл. 130-133. [c.167]
Технические характеристики фрезерных станков с числовым программным управлением [c.174]
В табл. 27 приведены технические характеристики фрезерных станков с нижним расположением шпинделя. [c.201]
При необходимости отвода фрезерной бабки от обрабатываемой детали на 200—300 мм для облегчения смены фрезы применяют фрезерные бабки без пиноли, устанавливаемые на крестовые столы. Крестовый стол осуществляет как рабочее движение подачи, так и поперечный отвод бабки от обрабатываемой детали, причем поперечный отвод может осуществляться в каждом цикле на небольшую величину. Кроме того, с помощью поперечной каретки крестового стола проводят настройку положения фрезы после каждой ее смены. Фрезерные бабки без пиноли отличаются от расточных бабок только конструкцией переднего конца шпинделя. Основные технические характеристики фрезерных бабок без пиноли те же, что и у расточных основные размеры фрезерных бабок без пиноли приведены в приложении (табл. 9). Иногда применение многошпиндельных фрезерных бабок позволяет уменьшить число станков в АЛ. В таких случаях
[c.75]
Основные технические характеристики фрезерных бабок без пиноли те же, что и у расточных основные размеры фрезерных бабок без пиноли приведены в приложении (табл. 9). Иногда применение многошпиндельных фрезерных бабок позволяет уменьшить число станков в АЛ. В таких случаях
[c.75]
Наиболее широкое применение в промышленности получили токарные, фрезерные и многоцелевые станки с ЧПУ. Технические характеристики этих станков и используемых в них устройств программного управления приведены в табл. 1 — 7. На рис. 1 показаны последовательность мероприятий по непосредственному внедрению станка с ЧПУ (поз. А, Б,. .., К), а также последовательность и взаимные связи мероприятий по технологической подготовке внедрения (поз. 1.1 — 1.3) и подготовке производства в цехе (поз. 2.1 — 2.4). [c.879]
Альбом содержит кинематические схемы, рисунки общих видов и чертежи узлов шести групп металлорежущих станков токарных, сверлильных, фрезерных, строгальных, шлифовальных, зубо- и резьбообрабатывающих.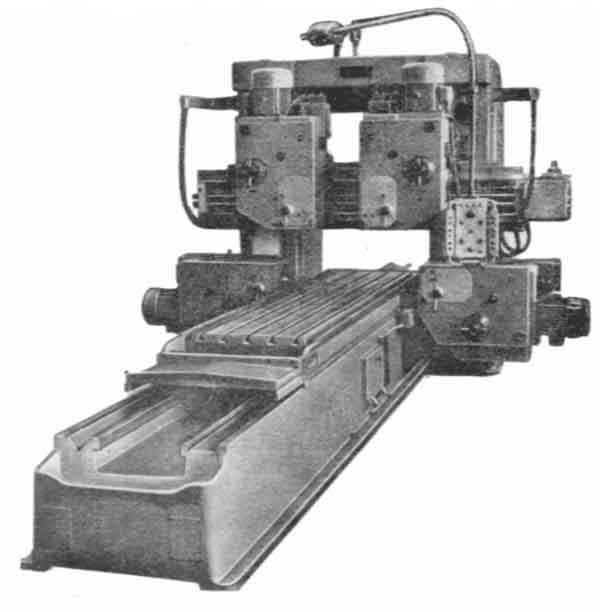 В нем даны описания и технические характеристики этих станков, перечень основных узлов и органов управления. Поясняется принцип работы станков и приводятся описания их кинематических и гидравлических схем, а также отдельных узлов. Освещаются вопросы модернизации станков.
[c.2]
В нем даны описания и технические характеристики этих станков, перечень основных узлов и органов управления. Поясняется принцип работы станков и приводятся описания их кинематических и гидравлических схем, а также отдельных узлов. Освещаются вопросы модернизации станков.
[c.2]
Абразивные круги для пластмасс — Параметры 306 Абразивные материалы 730 Абразивный инструмент — Скорость окружная при шлифовании 574—576 Абсолютный метод измерения 62 Автоматические устройства загрузочные для штучных заготовок 917—947 Автоматические циклы обработки на кон-сольно- и копировально-фрезерных станках 437, 442 Автоматы для навивки пружин — Технические характеристики 786 —для рассортировки валиков — Схемы 89 [c.948]
Во втором издании (1-е изд. 1965 г.) рассмотрены новые модели фрезерных станков консольных, вертикально- и горизонтально-фрезерных, бесконсольных одностоечных и двухстоечных, а также некоторые модели копировально-фрезерных, барабанно-фрезерных, резьбонарезных и др.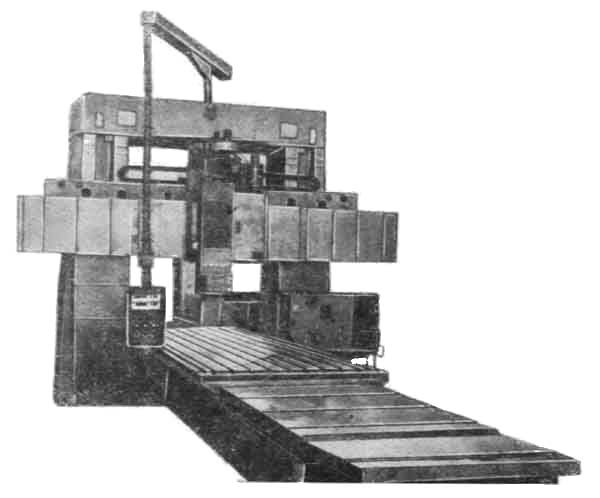 Даны общий вид станков, их технические характеристики, статические схемы, конструкции станочных механизмов, сведения о парке фрезерных станков и указания по расширению их технологических возможностей.
[c.200]
Даны общий вид станков, их технические характеристики, статические схемы, конструкции станочных механизмов, сведения о парке фрезерных станков и указания по расширению их технологических возможностей.
[c.200]
В качестве примера для рассмотрения технической характеристики, компоновки и кинематической схемы выбран универсальный горизонтальный консольно-фрезерный станок (рис. 5.2). Он предназначен для выполнения разнообразных фрезерных работ по чугуну, стали и цветным металлам твердосплавным и быстрорежущим инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг своей вертикальной оси позволяет фрезеровать винтовые канавки сверл, червяков и т.д. [c.183]
В отечественной промышленности на консольных универсально-фрезерных станках применяют универсальные делительные головки типа УДГ (рис. 4.3), технические характеристики которых приведены в табл.
 4.3. На рис. 4.4, а…ж показаны вспомогательные принадлежности к делительным головкам типа УДГ.
[c.106]
4.3. На рис. 4.4, а…ж показаны вспомогательные принадлежности к делительным головкам типа УДГ.
[c.106]На фиг. 141 изображен фрезерный станок типа ФН-2. Ои имеет следующую техническую характеристику [c.123]
Горизонтально-фрезерные консольные станки универсальные — Технические характеристики 80-82 [c.929]
Средства автоматизации и механизации 732-735 Конус шлифовальный — Понятие 346 Конусообразность — Понятие 664 Конусы наружные для инструментов 273 Координатно-шлифовальные станки -Технические характеристики 30-32 Копировально-фрезерные станки — Технические характеристики 83, 84 Корунд 337 [c.931]
Вертикально-фрезерные станки консольные -Технические характеристики 51, 52 [c.486]
Горизонтально-расточные станки — Технические характеристики 24, 25 Горизонтально-фрезерные консольные станки универсальные — Технические характеристики 54, 55
[c. 486]
486]
Копировально-фрезерные станки — Технические характеристики 55-57 Корунд 243 [c.488]
Фрезерные станки — Классификация 6, 7 -Технические характеристики 51-58 [c.495]
Станки с ЧПУ 879-883, 902-905 (технические характеристики 884-887) многоцелевые 893 — 897 токарные 888, 889, 926 фрезерные 890-892 Станки токарно-винторезные 310 — [c.959]
Карусельно-фрезерные станки — Технические характеристики 52 [c.572]
Консольно-фрезерные станки — Технические характеристики 45 Контроль — Организационно-технические формы — Характеристика 422 [c.572]
Продольно-строгальные станки — Технические характеристики 54 Продольно-фрезерные станки — Технические характеристики 49 Проектирование технологического процесса обработки и сборки на автоматических линиях 179 Проекторы 431 Пропорции 524 [c.577]
В табл. 1-22—1-25 и выводах (см. с. 29) приведены назначения и технические характеристики различных моделей фрезерных станков, серийно выпускаемых отечественной станкостроительной промышленностью.
[c.25]
с. 29) приведены назначения и технические характеристики различных моделей фрезерных станков, серийно выпускаемых отечественной станкостроительной промышленностью.
[c.25]
Технические характеристики четырехсторонних продольно-фрезерных станков [c.154]
Техническая характеристика станков для заточки насадных фрез, концевых сверл и фрезерных щепочек [c.446]
Наиболее распространенными типами фрезерных станков являются горизонтальные, универсальные и вертикальные. В табл. 11.2 и П.З приведены их технические характеристики. [c.33]
Технические характеристики консольных и бесконсольных вертикально-фрезерных станков [c.35]
Для точной и сложной обработки используют широкоуннвер-сальные инструментальные фрезерные станки (рнс. .4). Наличие горизонтального и вертикального шпинделей, а также большого количества приспособлений позволяет выполнять на станке (кроме фрезерования) сверление, долбление, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых канавок и другие работы. Технические характеристики этих станков приведены в табл. 5.4.
[c.153]
Технические характеристики этих станков приведены в табл. 5.4.
[c.153]
Технические характеристики фрезерных и фрезёрно сверлильно-расточных станков [c.98]
Основным назначением приборов для предварительной настройки режущего инструмента является размерная настройка инструмента станков с числовым программным управлением токарной (приборы моделей 2010, 2010М, БВ-2011М, БВ-2012М, БВ-2026), сверлильной, расточной, фрезерной групп и типа обрабатывающий центр (приборы моделей 2015 и БВ-2027). Технические характеристики приборов приведены в табл. 11.6. [c.313]
Фрезерно-отрезные полуавтоматы н авто-мат1.1 — Технические характеристики 66 Фрезерные приспособления 70 Фрезерные станки — Нормы жесткости и точности 8. — Те.чнпческие характеристики 56 — 61 Фрезы общего назначения [c.567]
Верпгикально-свфпильные станки — Технические характеристики 28,29 Вертикально-фрезерные станки консольные — Технические характеристики 75,
[c. 928]
928]
Строгально-фрезерные станки — Технические характеристики 87, 88 Сферокоруцц 337 [c.939]
Стекло техническое 243 Стенды сборочные 344 Степень упрочнения материала 383 Столы оптические делительные 475 Строгальные станки — Технические характеристики 59 — 62 Строгально-фрезерные станки — Технические характеристики 59, 60 Сферокорунд 243 [c.494]
Примечания 1. Сплошной тонкой линией обозйачены контуры фун даментов. 2. ВЦ — высота центров (наибольший радиус обрабатываемой детали). 3. РМЦ — расстояние между центрами (наибольшая длина обрабатываемой детали). 4. Номер модели состоит из цифр и букв. Буквы могут стоять после первой цифры или в конце номера. Первая цифра номера показывает группу станка. Вторая — тип станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка (высоту центров, наибольший диа метр обрабатываемых прутков, наибольший диаметр сверления, размер стола и т.
 д.). Буква между первой и второй цифрами показывает конструктивное исполнение одного и того же размера, ио с различной технической характеристикой. Буквы в конце ножера означают выпуск станков различных модификаций одной и той же базовой модели. 5. Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС) установлены следующие группы станков О — резервная 1 — токарная 2 — сверлильно-расточная 3 — шлифоваль ная и доводочная 4 — комбинированная 5 — зубо- и резьбообрабатывающая 6 —> фрезерная 7 — строгальная, долбежная и протяжная 8 — разрезная 9 — разная. Каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров.
[c.463]
д.). Буква между первой и второй цифрами показывает конструктивное исполнение одного и того же размера, ио с различной технической характеристикой. Буквы в конце ножера означают выпуск станков различных модификаций одной и той же базовой модели. 5. Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС) установлены следующие группы станков О — резервная 1 — токарная 2 — сверлильно-расточная 3 — шлифоваль ная и доводочная 4 — комбинированная 5 — зубо- и резьбообрабатывающая 6 —> фрезерная 7 — строгальная, долбежная и протяжная 8 — разрезная 9 — разная. Каждая группа подразделяется на 10 типов и каждый тип — на 10 типоразмеров.
[c.463]| Таблица 35. Технические характеристики шнрок0уннверсальных фрезерных станков |
Фрезерный станок — особенности
На главную
Перейти на страницу выше
Особенности фрезерного станка
Станки фрезерные вертикальные и горизонтальные
Есть горизонтальные фрезерные станки, есть вертикальные и есть горизонтальные, которые можно использовать как вертикальные.
Как уже указывалось, если есть выбор между вертикалью и горизонталью, то выбор должен быть вертикальным. В конце концов, при необходимости, большинство вещей, которые лучше всего можно сделать на горизонтальной машине, можно сразу сделать и на вертикальной, как это ясно видно на других страницах этого сайта.Но нецелесообразно пытаться использовать горизонтальную машину для выполнения тех работ, которые легко выполняются на вертикальной машине.
Горизонтальные станки
Поскольку горизонтальные машины имеют горизонтальную оправку на фиксированной высоте, они должны иметь колено, которое перемещается вверх и вниз.
Обычно эти машины имеют прямоугольные колонны. При использовании в качестве горизонтальных станков вал поддерживается стержнем, который выходит изнутри колонны, или имеется рычаг, который устанавливается наверху станка с помощью ласточкиного хвоста.для многих типов работ такая компоновка, когда оправка, удерживающая резак, поддерживается на дальнем конце, увеличивает жесткость системы, так что скорость удаления металла выше, чем в противном случае. Это очень важно в промышленности.
Это очень важно в промышленности.
Для любителя горизонтальные станки представляют интерес, потому что они часто имеют в качестве дополнительной опции вертикальную головку. Одним из ограничений этого подхода является то, что расстояние между резаком и колонной ограничено. С другой стороны, конструкция колонны / вертикальной головки очень жесткая.
Есть как минимум три способа сделать это.
1 Шпиндель горизонтальной оправки приводит в движение эту вертикальную головку. Это можно сделать с помощью пары конических шестерен. Это может означать, что расстояние между вертикальным резаком и сказкой ограничено.
Примеры:
Том Старший,
рис
Elliott Omnimill с универсальной головкой,
Рис
2 Горизонтальный шпиндель приводит в движение несколько цилиндрических зубчатых колес, которые увеличивают высоту горизонтального привода.Затем используются две конические шестерни для обеспечения вертикального шпинделя.
Примеры:
Харрисон
Рис
Другой способ это сделать на фрезерном станке Aciera 23. Машина имеет гнездо для горизонтальной оправки в верхней передней части колонны. Когда он используется, в верхней части колонны в форме ласточкина хвоста устанавливается опорный рычаг.
Машина имеет гнездо для горизонтальной оправки в верхней передней части колонны. Когда он используется, в верхней части колонны в форме ласточкина хвоста устанавливается опорный рычаг.
При вертикальном фрезеровании вертикальная головка устанавливается на конец аналогичного рычага. Привод к головке проходит через этот рычаг и зацепляет шестерню на валу горизонтального привода.
Рис.Aceria 23
Роджер Тревиннард
Восстановление фрезерного станка Aceria 23
MEW 171 p40
3 Горизонтальный шпиндель не используется, но используется двигатель. Мощность передается от двигателя к вертикальной головке. Вертикальная головка устанавливается наверху колонны, поэтому ее высота удобнее.
Пример
Рис. Centec?
Рис
4 Вертикальная головка — это совершенно отдельный элемент, для ее привода предусмотрен собственный двигатель.Следовательно, высота вертикальной головки фиксирована, но, конечно, стол перемещается вверх и вниз. В этом случае конструкция не такая жесткая, как в предыдущих случаях.
В этом случае конструкция не такая жесткая, как в предыдущих случаях.
Пример:
Эллиот Омнимилл
Рис
Во всех этих случаях вертикальная головка может иметь или не иметь гусиную подачу.
Пиновая подача — самый удобный способ изменить расстояние между заготовкой и фрезой. Но диапазон, возможный при подаче пиноли, ограничен, если не будет нарушена жесткость.Это означает, что необходим стол, который движется вверх и вниз, или вертикальная головка, которая движется вверх и вниз (или и то, и другое в некоторых необычных случаях).
Чисто вертикальные станки
Кроме того, существуют фрезерные станки, которые просто превращаются в вертикальные фрезерные станки.
Их можно разделить по двум отличительным признакам. Во-первых, у тренажера есть колено, которое движется вверх или вниз. Во-вторых, фрезерная головка находится на рычаге, который перемещается внутрь и наружу.
В самом простом варианте фрезерный стол устанавливается на основании станка. Тогда есть фиксированный столбец. Затем к верху колонны крепится голова. Единственный механизм изменения расстояния от фрезы до фрезерного стола — подача пиноли. В целом машина очень похожа на настольную дрель с х / б столиком.
Тогда есть фиксированный столбец. Затем к верху колонны крепится голова. Единственный механизм изменения расстояния от фрезы до фрезерного стола — подача пиноли. В целом машина очень похожа на настольную дрель с х / б столиком.
Микромельница Кларка для инжира
Подобные машины могут быть очень маленькими и могут использоваться на обычной столешнице. Они могут быть достаточно большими, чтобы их можно было установить на полу.
fig большой фрезерный станок без колена
Самая распространенная большая чисто вертикальная машина — это, вероятно, Бриджпорт.
В других случаях эта головка, хотя и фиксированная, имеет пиноль, которая позволяет инструменту перемещаться вверх и вниз. Примером этого является Бриджпорт.
Рис. Бриджпорт фрезерный станок
Некоторые горизонтальные машины могут иметь вертикальную головку, которая устанавливается поверх колонны. Он не использует горизонтальный шпиндель для привода, но имеет собственный двигатель и ремни для изменения скорости. Примером этого является Elliot Omnimill.
Примером этого является Elliot Omnimill.
Использование мельницы Bridgeport, Ян Ховитт, MEW 171 стр. 18
Корм для колен и игл
Все фрезерные станки имеют стол, который перемещается слева направо, внутрь и наружу.Но есть три способа получить движение вверх / вниз.
Во-первых, стол может двигаться вверх и вниз. Это делается «коленом». Колено поднимается вверх, на нем стоит фрезерный стол. Преимущество этого в том, что движение может быть очень большим. Это не значит, что это необходимо во время операции фрезерования, но это допускает большую разницу в высоте обрабатываемых деталей. С другой стороны, это часто возможно только на напольной и, следовательно, большой машине.
Обычно это делается с помощью системы «ласточкин хвост» или аналогичной системы, чтобы стол двигался очень точно.
655 ласточкин хвост на вертикальной стойке
Фиговый ласточкин хвост на колонне Бриджпорта 655
Таким образом, можно обрабатывать заготовку, перемещая стол вверх и / или вниз.
Во-вторых, голова может двигаться вверх и вниз. Это очень распространено для небольших станков, например настольных фрезерных станков. Голова может двигаться вверх и вниз с помощью системы «ласточкин хвост» или аналогичного средства.Однако одна из основных причин создания небольшого фрезерного станка — снижение затрат. Дешевле изготовить головку, которая двигается вверх и вниз, сделав машину круглой колонной, и головка подходит для этого. В этом случае довольно сложно гарантировать, что головка не поворачивается очень немного при движении вверх или вниз. Поэтому не всегда практично обрабатывать машину, перемещая всю головку вверх и вниз.
Третий способ — иметь перо внутри головки, чтобы головка могла оставаться неподвижной, в то время как перо и режущий инструмент двигались вверх или вниз.
Это дает нам следующие перестановки — сначала самые простые и, следовательно, самые дешевые.
Самый простой вариант — это фиксированный (то есть по высоте) стол, фиксированная головка и перо для обеспечения единственного движения вверх / вниз.
Следующая — это головка, которая перемещается вверх и вниз, но это не позволяет выполнять фрезерование во время движения головки, поэтому для этой головки необходимо иметь пиноль для движения вверх и вниз во время обработки.
Следующая — неподвижная головка без пиноли, но стол поднимается и опускается.Загвоздка в том, что перемещать стол вверх (но не вниз) намного сложнее, чем перемещать перо вверх и вниз. Но он дает большой диапазон движения даже при обработке.
Фрезерный станок Harrison именно такой. (Ходят слухи, что для этого есть вертикальная головка с перьевой подачей, но никто никогда ее не видел.)
Если стол поднимается и опускается, голова не должна подниматься и опускаться. Фиксированная головка увеличивает жесткость машины.Но пользоваться им проще, если голова имеет игольчатую подачу. Это лучший, но самый дорогой вариант.
Машины Elliott Omnimill и Bridgeport — это машины такого типа.
Столбы круглые
На более крупных машинах колонна часто представляет собой большую отливку примерно прямоугольной формы. Колено облегает его с помощью большого ласточкиного хвоста. Колено всегда поднимается большим ходовым винтом под коленом. Это означает, что, хотя колено может быть очень тяжелым, оно уравновешивается этим ходовым винтом.
Колено облегает его с помощью большого ласточкиного хвоста. Колено всегда поднимается большим ходовым винтом под коленом. Это означает, что, хотя колено может быть очень тяжелым, оно уравновешивается этим ходовым винтом.
Такая система достаточно жесткая, чтобы ее можно было точно обрабатывать даже при движении колена вверх или вниз.
На небольших машинах колонна часто представляет собой просто круглую деталь. Вся голова может двигаться вверх и вниз по этой колонке.
Преимущество этого метода в том, что он дешев в производстве. Проблема заключается в том, что очень сложно сделать такое устройство достаточно жестким, чтобы заготовку можно было обрабатывать при движении головки вверх или вниз. На практике фрезерование выполняется с головкой в фиксированном положении, а любое движение вверх / вниз выполняется с помощью пиноли.
См. Меня 144 стр. 34
Стол фрезерный
Заготовка устанавливается либо непосредственно на фрезерный стол, либо на какое-либо зажимное приспособление или устройства, которые установлены на фрезерном столе.
На всех фрезерных станках этот стол можно перемещать влево / вправо и внутрь / наружу.
Это также часто делается с использованием соединений типа «ласточкин хвост».
656 ласточкин хвост на колене
Фиговый ласточкин хвост на коленке Бриджпорта 656
Это движение внутрь / наружу фрезерного стола.
657 ласточкин хвост под столом
Фиговый ласточкин хвост для движения влево / вправо на Бриджпорте 657
Угловые передачи
Есть возможность приобрести насадки для вертикального фрезерного станка для поворота привода на 90º. Затем его можно использовать для закрепления короткоствольной оправки. Это позволяет использовать резак в том же положении, что и на горизонтальной машине. То есть резак лежит по оси абсцисс. Если, в качестве альтернативы, резец может располагаться вдоль оси y, тогда возникают другие возможности
.
Шестерни и ремни
Обычно шпиндель может работать с разными скоростями. Разные типы фрез, но, что более важно, фрезы разных размеров лучше всего использовать с разной скоростью. Как правило, фрезы большего размера работают на низких скоростях, а фрезы меньшего размера лучше всего работают на более высоких скоростях.
Как правило, фрезы большего размера работают на низких скоростях, а фрезы меньшего размера лучше всего работают на более высоких скоростях.
Скорость шпинделя может быть выбрана с помощью коробки передач или путем замены шкивов на машинах с ременным приводом, или путем сочетания того и другого. Шестерни легче менять, но использование ремней и шкивов обходится дешевле.
Коробки передач
Большинство коробок передач предназначены для работы с маслом для смазки шестерен. Это важно для минимизации износа шестерен. Шестерни не полностью погружены в масло, но нижняя часть шестерен погружена в масло. Вращения шестерен более чем достаточно, чтобы масло разбрызгалось повсюду.
Большинство коробок передач имеют смотровое стекло, которое может показывать уровень масла в коробке передач. Часто, особенно на старых машинах, это может испачкаться изнутри и ввести в заблуждение.Иногда можно снять верхнюю часть коробки передач, чтобы увидеть уровень масла. В качестве альтернативы можно сделать щуп из проволоки металлической вешалки для измерения количества масла в коробке передач / коробках передач.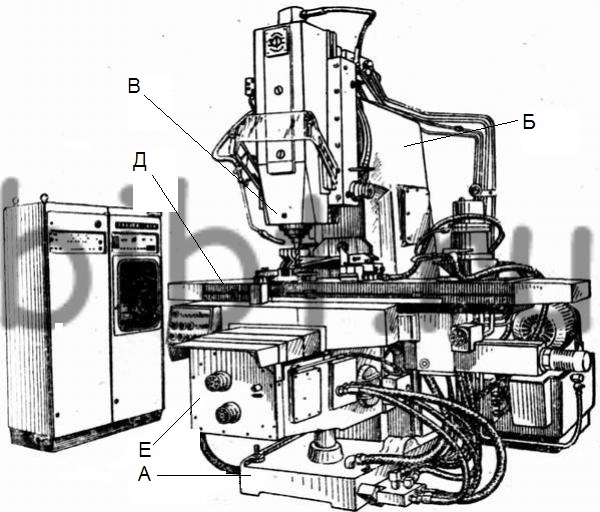 Но при этом не всегда легко увидеть, какой уровень масла.
Но при этом не всегда легко увидеть, какой уровень масла.
Любая коробка передач, предназначенная для удерживания масла, имеет сливную пробку для слива масла. Часто можно снять эту заглушку и установить на нее ниппель. К этому соску прикреплен короткий кусок пластиковой трубки.Конец этой трубки удерживается выше уровня, на котором должно находиться масло, с помощью липкого зажима и кабельной стяжки.
Производители рекомендуют очень разные масла для аналогичных коробок передач. Наверное, жизненно важно, чтобы в коробке передач было масло, но не так важно, какое это масло. Однако, если вязкость масла слишком велика, взбивание масла вызовет нагрев. Всегда существует температура, при которой масло теряет маслянистость или разлагается. Одно эмпирическое правило: если слишком жарко, чтобы дотронуться до него, то слишком жарко.
Сцепления
На некоторых более крупных машинах привод фрезы может управляться с помощью муфты. Если двигатель использует трехфазное питание, это может быть очень полезно, если питание немного ненадежно. Перед подачей на резак мотор можно включить. Это снижает нагрузку на источник питания.
Перед подачей на резак мотор можно включить. Это снижает нагрузку на источник питания.
Подача питания
На очень маленьких фрезерных станках все подачи будут управляться вручную. На более крупных станках подача по оси x часто приводится в действие. Очень часто это может работать на разных скоростях с помощью коробки передач, хотя передачи, возможно, придется физически менять вручную.На очень больших промышленных машинах движение может осуществляться по всем трем осям.
Механическая подача полезна, когда деталь обрабатывается от одной стороны до другой. В таких случаях довольно легко настроить остановки, чтобы автоматически запускать и останавливать подачу или даже реверсировать ее. Но иначе рисковать не стоит.
Иногда мощность поступает от главного двигателя, который приводит в действие шпиндель. Очень часто на одном конце фрезерного стола устанавливается отдельный двигатель.В этом случае на другом конце будет маховик.
Стопы стола
Часто необходимо обработать паз или квадратное отверстие, которые слишком глубоки, чтобы их можно было сделать за один проход. Уловка здесь для получения красивой, чистой отделки заключается в использовании упоров стола. Упор стола — это механическое устройство, ограничивающее перемещение фрезерного стола в любом направлении. Обычно есть настольные упоры для ограничения движения в направлении оси x. Иногда они используются для направления y и, реже, для направления z.
Уловка здесь для получения красивой, чистой отделки заключается в использовании упоров стола. Упор стола — это механическое устройство, ограничивающее перемещение фрезерного стола в любом направлении. Обычно есть настольные упоры для ограничения движения в направлении оси x. Иногда они используются для направления y и, реже, для направления z.
Позже будет видно, что существует другой тип упора, который устанавливается на поверхность фрезерного стола. Это будет называться «стоп».
Остановка должна быть решающей, поэтому упоры стола должны быть зажаты очень прочно. Упоры стола для оси x часто крепятся болтами к Т-образному пазу вдоль переднего края фрезерного стола.
Фиг. Т-образный паз для упоров
86 упор стола
Рис Упор стола 86
678 установлен упор стола
Фиг. Упор стола установлен 678
На рисунке ниже этот паз использовался для размещения УЦИ и переключателей для фрезерования с ЧПУ.Упоры стола — это просто маленькие зажимы, которые подходят к направляющим на фрезерном столе.
Две ключевые особенности заключаются в том, что материал, из которого производится зажим, мягкий, например, фосфористая бронза, и поэтому не оставляет следов на машине. Во-вторых, это сделано так, чтобы часть из мягкого материала не могла выпасть.
Упор стола с одним зажимным винтом, таким образом, не будет смещаться ни по одной линии, проходящей через этот зажимной винт. Однако вполне возможно, что он будет вращаться вокруг оси этого зажимного винта.Убедитесь, что когда упор стола достигает предела, он не может вращаться.
Если машина имеет колено, то для ограничения его движения можно использовать упоры стола. Поскольку сила, необходимая для подъема колена, очень велика, необходимо, чтобы этот упор стола был достаточно прочным, чтобы ограничивать движение стола.
Если также возможны упоры стола при вертикальном перемещении режущего инструмента. Если машина имеет пиноль, «стоп», ограничивающий движение пиноли, эквивалентен остановке стола в направлении z. Поскольку пиноль подается непосредственно вручную, ощущение этого намного более чувствительное, и упор (стола) не должен быть таким же надежным, как те, на которых осуществляется движение.
Поскольку пиноль подается непосредственно вручную, ощущение этого намного более чувствительное, и упор (стола) не должен быть таким же надежным, как те, на которых осуществляется движение.
Упор оси Y для мельницы Senior E, Shelley Curtis, MEW 44 p16
Обратите внимание, что обработка возможна только между двумя упорами стола, как это обычно делается. Обычно невозможно использовать упоры стола для определения одной режущей кромки на одной стороне заготовки, а затем использовать другой упор стола для определения внешней кромки на другой стороне заготовки.
При блокировке механизма
Часто бывает выгодно заблокировать любое движение в любом из направлений, которые не используются во время какой-либо конкретной операции резания. Обычно в любой момент времени движение происходит только по одной оси.
Для максимальной точности всегда стоит блокировать каждое движение, кроме используемого.
На более крупной машине с коленом часто нет необходимости блокировать движение в направлении z, потому что веса колена часто бывает достаточно, чтобы предотвратить риск любого нежелательного вертикального движения.
Наклоняемые головы
На большинстве мельниц с вертикальными фрезерными головками эту головку можно наклонять. Это движение всегда влево / вправо, то есть в плоскости x / z.
418 вертикальная головка титрованная
Инжир Голова наклонена в плоскости x / z 418
Угол наклона обычно отмечается на фрезерной головке. Обычно этого достаточно в тех случаях, когда приходится наклонять голову. Но чаще всего голова используется в вертикальном положении.И в большинстве этих случаев важно, чтобы голова была выровнена очень точно. Этот процесс известен как «трамвайное движение»
.См.
Трамвай — выравнивание вертикальной головки по вертикали в плоскости x / z
Позже также будет видно, что эта функция может быть очень полезна на больших фрезерных станках. Но на небольших фрезах часто обнаруживается, что при большом угле режущий конец инструмента находится далеко слева или справа от стола, и движение, которое инструмент может резать по оси x, очень ограничено.
Некоторые вертикальные головки можно наклонять в плоскостях x / z и y / z. Его следует выставлять максимально точно в обе стороны с помощью весов на голове. Затем его следует выровнять в плоскости x / z, а затем выровнять в плоскости y / z.
При перемещении головки в плоскости x / z при этом должно быть очевидно, находится ли она вертикально в плоскости y / z.
Вертикальные головки, вращающиеся вокруг колонны
На фрезерных станках, таких как Elliott Omnimill и Bridgeport, вся вертикальная головка может вращаться вокруг вершины колонны.Это позволяет такой голове достигать мест, недоступных для других машин. Например, заготовка может быть закреплена на задней части фрезерного стола так, чтобы часть ее свисала за столом. Затем его можно обработать.
Рис. Вертикальная головка на Бриджпорте
На Omnimill это вращение вокруг колонки откалибровано. Голова также наклоняется влево / вправо. Комбинация этих двух движений дает угол в плоскости y / z.
Фрезерные столы поворотные
Эта функция имеется только на горизонтальных фрезерных станках.Именно эта особенность делает универсальную мельницу универсальной. Если станок не может быть оснащен вертикальной головкой, эта функция необходима для винтового фрезерования. Это связано с тем, что там, где фреза имеет форму круглого диска, вращающегося вокруг своей оси, как зуборез, перемещение заготовки должно происходить под углом, под углом спирали, чтобы фреза могла резать правильно.
91 Фрезерный станок с поворотным столом
Рис Поворотный стол 91
На вертикальном фрезерном станке спираль можно резать без поворотного стола, используя оправку с фрезой горизонтального типа в наклонной вертикальной головке.
Если горизонтальная фреза не является универсальной, можно предположить, что движение в направлении x происходит под прямым углом к направлению y. На универсальной машине это не так. Когда стол не используется под углом, пользователь должен убедиться, что угол между перемещением по оси x и движением по оси y находится под прямым углом. В этом случае точность имеет решающее значение, тогда как для винтового фрезерования угол не так важен и часто может быть установлен с помощью делений, нанесенных на станке.
В этом случае точность имеет решающее значение, тогда как для винтового фрезерования угол не так важен и часто может быть установлен с помощью делений, нанесенных на станке.
Поворотный стол может поворачиваться чуть более чем на 45 ° в одну сторону или чуть более чем на 45 ° в другую сторону. В сумме это дает не менее 90º. Это может показаться полезным. Однако его использование ограничено, потому что естественное движение в направлениях x и y теперь находится под углом 45º к новой системе отсчета.
Если ось горизонтальной оправки принята равной 0º, а стол повернут на 45º, то ручка направления x перемещает стол на 45º, а ручка y перемещает стол на 0º.Подачи с прямым столом расположены под углом 90 ° друг к другу. Но если стол поворачивается, максимальный угол между двумя кормушками по отношению друг к другу составляет всего 45 °.
При повороте стола на 45 ° перемещение по оси y будет примерно на 50% меньше, чем если бы стол не поворачивался.
Смазка
Для смазки используются два типа веществ. Первый — это масло. Это полезно для смазывания больших поверхностей, скользящих друг относительно друга.Второй — смазка. Он не подходит для поверхностей скольжения, но подходит для заполнения пространств в подшипниках, где могло бы вытекать масло.
Первый — это масло. Это полезно для смазывания больших поверхностей, скользящих друг относительно друга.Второй — смазка. Он не подходит для поверхностей скольжения, но подходит для заполнения пространств в подшипниках, где могло бы вытекать масло.
Одна проблема со смазанными поверхностями заключается в том, что пыль, падающая на поверхности, прилипает к ним. Ее необходимо не только смазывать маслом, но также необходимо часто чистить ее кухонным полотенцем, а затем повторно смазывать. Когда бумага отрывается, она чистая и окрашивается только «смачиванием» маслом.
В общем, любая смазка лучше, чем никакая смазка.
Смазка направляющих
Специальное масло продается как смазка для направляющих. Он предназначен для вертикальных направляющих. Остановить его бег по такой горке — это лишняя вязкость.
Смазочные ниппели
Смазка часто осуществляется с помощью так называемых «смазочных» ниппелей. Это НЕ означает, что они обязательно предназначены для смазки. Необходимо определить, следует ли смазывать поверхности или подшипники.
Необходимо определить, следует ли смазывать поверхности или подшипники.
Иногда их может быть так много, и при этом не ясно, что именно, что стоит сделать несколько набросков для использования в будущем.
Некоторые шприцы для «смазки» можно заливать маслом, если это необходимо для смазки «смазочных» ниппелей.
Системы однократной смазки
Нанести масло на пресс-масленку непросто. Кроме того, может быть много масленок. Одним из решений этой проблемы является система однократной смазки. Он состоит из насоса, погруженного в емкость с маслом. Обычно это ручное управление. Одно нажатие на рычаг подает достаточно масла во все точки, где оно необходимо. Отсюда один выстрел.Это подает масло в коллектор, который подводит столько труб, сколько необходимо к ниппелям, которым требуется масло. Те, которые требуют частой смазки, — это две направляющие для каждой из осей x, y и z. «Дозирующие устройства» необходимы для обеспечения сбалансированности количества масла, поступающего в каждую точку.
Ниппели, которые нуждаются в смазке, — это ниппели для подшипников и гаек для ходовых винтов, а также ниппели на шпинделе. Если в машине используются шкивы, то необходимо смазывать любые поворотные оси со шкивами на них.
См. MEW 156 стр.20.
Перемещение заготовки
При обработке заготовки всегда необходимо иметь возможность перемещать ее относительно режущего инструмента на точное расстояние. Это можно сделать двумя способами. Во-первых, это традиционный способ — перемещение измеряется по шкале на маховике, вращающей ходовой винт. Это не всегда легко. Часто движение — это так много полных оборотов, за которыми следует так много градаций. Кроме того, трудно отследить происхождение всех движений.Из-за люфта показания будут правильными только в том случае, если показания снимаются при движении в одном направлении (для каждой оси).
Альтернативой является цифровое считывающее устройство или УЦИ. Это может быть установлено в начале координат, а затем может использоваться для перемещения в любую позицию из этого источника на величину, которая может быть считана непосредственно из считывающего устройства. Кроме того, считывается фактическое положение стола относительно фрезы независимо от люфта в системе.
Кроме того, считывается фактическое положение стола относительно фрезы независимо от люфта в системе.
Цифровые считывающие устройства — УЦИ
Простое цифровое считывание состоит из двух частей.Одна часть — это шкала. Другая часть — это часть, которая скользит по шкале и имеет показания. Часто на нем есть дисплей, который дает показания. Этот дисплей перемещается по шкале, и показания показывают текущее положение дисплея.
Предположим, что весы закреплены вдоль передней части стола. Дисплей прикреплен к той части, к которой прикреплен стол. Может быть и наоборот. Это просто вопрос удобства.
На некоторых дешевых УЦИ можно купить отдельный дисплей.Преимущество этого состоит в том, что дисплей может быть легко виден. Но, более того, масштаб можно навсегда скрыть. Это защищает его от грязи, которая может легко повредить его.
226 ДРО открытое 2
Фиговое УЦИ без крышки 226
Максимальная точность дешевых УЦИ составляет около 0,02 мм или 0,001 дюйма.
Простые УЦИ и проблема грязи
На многих дешевых УЦИ дисплей встроен в ту часть, которая «считывает» шкалу.Это означает, что полностью скрыть шкалу невозможно. Накипь подвергается воздействию всевозможных жидкостей и мелких частиц металла. Они попадают между печатной платой внутри детали с дисплеем и шкалой. Эта грязь может легко испортить печатную плату.
Первый признак этого — когда числа на шкале начинают перескакивать с одного числа на другое совершенно другое число.
Временное решение — разобрать корпус УЦИ, чтобы он не касался весов.Можно заметить, что часть, которая перемещается по шкале, на самом деле является печатной платой с выгравированными на ней странными формами. Убедитесь, что он чистый, и весы чистые. Затем установите корпус обратно на весы и снова скрутите две части. Но часто печатная плата повреждается не подлежит ремонту
Более постоянным решением этой проблемы является постоянная установка УЦИ, но с закрытием крышки, которая снимается только во время использования.
227 закрытые
Фигурное УЦИ с крышкой 227
Удаленные дисплеи для простых УЦИ
Возможно получить удаленный дисплей для простого типа УЦИ.Использование одного из них означает, что шкала, установленная на фрезерном станке, может быть навсегда закрыта.
223 удаленный дисплей УЦИ 2
Рис. УЦИ удаленного дисплея 223
Они содержат только один дисплей. Для каждой оси вам понадобится по одной из них.
Когда он подключен, можно дистанционно обнулить датчик. Он также может переключаться между британской и метрической системой и перемещением в любом направлении. Но включить и выключить сенсорную часть удаленно невозможно.
УЦИ и батареи
Вторая проблема дешевых УЦИ заключается в том, что они работают от маленькой батареи. Если батарея остается внутри, а УЦИ используется только время от времени, это всегда будет так, что батарея будет разряжена, когда это необходимо. Простое решение — вынуть аккумулятор, когда он не используется.
Также можно вынуть аккумулятор и припаять провода к клеммам аккумулятора. Они могут питаться от источника питания, работающего от сети.
Функции простого УЦИ
На дисплее будет кнопка нуля, поэтому, если на нашей заготовке есть нулевая точка, тогда, когда центр шпинделя находится над этой точкой, мы устанавливаем шкалу на ноль.
При рисовании полезно рисовать все расстояния по каждой оси относительно этой нулевой точки.
Это позволяет избежать проблем с отслеживанием поворотов маховика.
Большинство цифровых считывающих устройств имеют кнопку, поэтому они могут работать как в британских, так и в метрических единицах.
Также возможно получить самодельные системы, в которых используются некоторые дешевые коммерческие детали.
См. Http://www.groups/yahoo.com/group/ShumaTech/
MEW 111 p12
Лучшее УЦИ
На более дорогих УЦИ шкала часто сделана из стекла и полностью скрыта. Он всегда подключается к удаленному дисплею длинным кабелем. Дисплей можно разместить в наиболее удобном для пользователя месте. Обычно это означает, что он находится вдали от летящей стружки, грязи или риска повреждения.В дисплейный блок часто встроено большое количество полезных функций.
УЦИProfessional всегда получают питание от сети.
552 Дисплей Mitutoyo 2
Рис Mitotoyo DRO дисплей 552
УЦИ — заключение
Будет обнаружено, что бывают случаи, когда УЦИ совершенно необходимо. Но в большинстве случаев можно использовать менее точные методы измерения.
Мощность
Малые фрезерные станки работают от розетки на 13 А, используя обычное однофазное питание.Важно, чтобы в этом случае машина была правильно заземлена. Это должно происходить через заземляющий контакт в вилке, но стоит проверить наличие непрерывной цепи заземления. Предохранитель в вилке должен иметь номинал, рекомендованный поставщиком.
Выключатель питания
На небольшой машине питание включается или выключается с помощью простого переключателя.
Нет выпуска напряжения
На более крупных машинах главный выключатель питания должен иметь механизм отключения напряжения.Это означает, что если при включении машины пропадет подача питания, то при ее восстановлении машина не включится сама по себе.
В системе отключения напряжения всегда используется контактор. Это действительно особый тип реле. При нажатии переключателя «пуск» на соленоид, замыкающий реле, подается питание. Затем это подает мощность на двигатель. Но есть вспомогательный контакт, который также подает питание на соленоид, так что, когда палец убирается с кнопки запуска, питание все еще подается на соленоид.
Однако в этой схеме есть кнопка «выключить». Это нормально замкнутый переключатель. При нажатии кнопки «выключение» питание соленоида отключается, контактор размыкается, и питание двигателя прекращается.
Очевидно, что если питание отключено в другом месте, контактор отпускается, и ничто не включит его, пока не будет нажата кнопка «пуск».
Рис. Цепь расцепителя без напряжения
Аварийная остановка
Очень важно, чтобы у больших фрезерных станков была аварийная остановка.Эта остановка должна быть четко обозначена и рассчитана на аварийную остановку. Конечно, если машина не имеет системы сброса напряжения, то даже если аварийный выключатель будет сброшен, машина не вернется к работе.
Запуск двигателя в обратном направлении
На некоторых фрезерных станках будет обнаружено, что выключатель, который включает главный двигатель, может включать его в любом направлении. Может показаться, что, поскольку все фрезы режут только в одном направлении, эта функция бесполезна. Это верно для большинства фрез вертикального типа.Но хотя большинство фрез горизонтального типа симметричны, некоторые из них не являются симметричными, и бывают случаи, когда их нужно использовать «неправильно» и нужно работать в обратном направлении.
3 фазы питания
Фрезерные станки большего размера будут рассчитаны на использование трехфазного источника питания. Раньше это было номинальное напряжение 415 вольт, но в соответствии с европейскими стандартами это означает, что теперь это около 380 В.
Многие из более крупных машин, которые могут быть полезны в домашней мастерской, были построены с трехфазными двигателями.В то же время в большинстве домашних мастерских не будет трехфазных источников питания.
Если приобретается трехфазная машина, то возможны следующие варианты:
A Поменять любые двигатели на нем на однофазные,
B найти замену трехфазному источнику питания
C получение трехфазного питания
A Основная проблема заключается в том, что, если в машине есть подача энергии или насос охлаждающей жидкости, двигатель часто встроен в машину таким образом, что затрудняет его замену.
B Другой альтернативой является моделирование трехфазного источника питания. Это можно сделать двумя способами. Преобразователь, вырабатывающий что-то, что подходит для трехфазного питания. Часто они дают три фазы, но они не совсем правильные. Самый простой способ улучшить это — подключить пилотный двигатель к системе, которая работает постоянно, хотя и без нагрузки. Это значительно улучшает производительность.
В качестве альтернативы можно использовать инвертор. Это даст три фазы, которые действительно симметричны.
Большинство инверторов также можно использовать для управления скоростью двигателя. Однако доступная мощность будет пропорциональна скорости двигателя. Если двигатель работает со скоростью намного меньшей, чем расчетная, существует риск его перегрева. На самом деле это не замена коробке передач, в которой доступная мощность будет одинаковой независимо от скорости.
Инверторытакже можно запрограммировать на «плавный» пуск.
C Поручить местному поставщику электроэнергии обеспечить трехфазное электроснабжение.Обычно это непомерно дорого. Указанная цена не имеет ничего общего со стоимостью выполнения работы. Это просто их способ сказать «НЕТ».
Самое простое решение — использовать инвертор.
См. MEW 93 стр.20.
Бак охлаждающей жидкости и насос
На больших фрезерных станках в основании или стойке станка есть резервуар, в котором может храниться охлаждающая жидкость. В бак вставляется насос для подачи охлаждающей жидкости к фрезу по мере необходимости.
Если используется охлаждающая жидкость, важно, чтобы она была собрана после использования и переработана.Все Т-образные пазы на фрезерном столе должны быть соединены так, чтобы охлаждающая жидкость, которая в них попадает, могла подаваться обратно в резервуар подачи охлаждающей жидкости.
Даже так очень часто, если что-то свисает с края стола, например, большие тиски, охлаждающая жидкость будет выливаться. Идеальное решение — иметь под фрезерным столом поддон, достаточно большой, чтобы улавливать охлаждающую жидкость, выходящую за край стола, где бы он ни находился.
Маленькие фрезерные станки часто не имеют метода автоматической подачи СОЖ к заготовке.
Но возможно иметь систему охлаждения, которая работает в гораздо меньшем масштабе. Охлаждающая жидкость направляется на заготовку, но вместо того, чтобы собирать ее через прорези в столе, она собирается в контейнер, который помещается непосредственно под точкой, где происходит резка.
Такая система полезна и там, где хладагент дорогой.
Охлаждающая жидкость не вечна. Его всегда следует утилизировать, сдавая в местный офис для утилизации.
Системы охлаждения, в которых используются гибкие соединения между стальными трубами, — пустая трата времени. Лучшая система — гибкие пластиковые трубы Loc-Line.
679 Система охлаждения LocLine
Рис Система подачи охлаждающей жидкости Locline 679
Безопасность
Использование фрезерного станка может быть опасным по многим причинам. Есть две особенности.
Во-первых, при фрезеровании большая часть снятого металла отслаивается в виде мелких острых кусочков.Часто они также могут быть очень горячими. Они также могут двигаться очень быстро и неожиданно срикошетить от поверхности. Очки абсолютно необходимы. Обычные очки не подходят, поскольку их кусочки могут ударить по коже и отскочить от края очков и попасть в глаза.
Также можно получить защитные приспособления, которые подходят вокруг фрезы и задерживают множество стружек. Для горизонтального фрезерования необходимы разные типы ограждений, отличные от тех, которые необходимы для вертикального фрезерования
1 ограждение вертикальное
Защита инжира для вертикального фрезерования
428 Защитный кожух для горизонтального фрезерования 2
Защитные кожухи для горизонтального фрезерования
Нравится:
Нравится Загрузка…
Обзор, характеристики, типы [Пояснения к изображению]
Фрезерование — Обзор
Фрезерные станки, пожалуй, наиболее широко используются в производстве после токарных.
Однако на фрезерных станках используется многоточечный режущий инструмент, а на токарных станках — одноточечный режущий инструмент.
Что такое фрезерование?
Фрезерный станок использует фрезу с несколькими зубьями, эти зубья (один за другим) входят в зацепление с обрабатываемой деталью в течение очень небольшого промежутка времени.Это приводит к небольшому размеру стружки и изменению толщины стружки. Обработка поверхности, полученная в процессе фрезерования, обычно очень хорошего качества.
Характеристики фрезерного- Прерывистая резка
- Малый размер микросхем
- Изменение толщины стружки
Колено и столбик
- Горизонтально
- Вертикальный
- Универсальный
- Тип башни
Производство (станина) типа
Мельницы Plano
Особый тип
- Поворотный стол
- Тип барабана
- Копировально-фрезерные (высекальные)
- Станки фрезерные шпоночные
- Станки фрезерные со шлицевым валом
На основе конструкции
- Цельный
- Тип вставного зуба
На основании монтажа
- На оправке
- На хвостовике
- На носу
На основе ротации
- Правое вращение (против часовой стрелки)
- Вращение влево (по часовой стрелке)
На основе спирали
- Спираль правая
- Спираль левая
- Up фрезерование (обычное фрезерование)
Это вид фрезерования, при котором направление вращения круга и движения заготовки противоположно.Вы можете обратиться к изображению ниже, чтобы понять концепцию и разницу между фрезерованием вверх и вниз.
- Фрезерование вниз (подъемное фрезерование)
В этом виде фрезерования направление вращения круга и движения заготовки одинаковы.
С помощью этой диаграммы, показывающей фрезерование вверх и вниз, вы можете лучше понять процесс.
Преимущества нижнего фрезерования- Подходит для тонких и трудно удерживаемых деталей машин
- Плотно зажимать не нужно
- Консистенция поддерживается специально для тонких деталей
- Требуется на 20% меньше энергии, чем при фрезеровании
- Используется для фрезерования глубоких и тонких пазов
- Его нельзя использовать, если машина не имеет компенсатора люфта
- Нельзя использовать для фрезерования твердых материалов, так как он может повредить фрезу
Источники изображений
Фрезерование вверх и вниз
Категория: Наука о производстве Мега-справочник по фрезерным станкам— что это такое, типы и особенности
🛠 Фрезерный станок — один из самых интересных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы поговорим о том, что такое фрезерные станки, какие типы существуют, для чего они используются и какие типы деталей и операций можно выполнять с ними.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что вы хотите прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсального фрезерного станка, модель OPTIMUM MT 230 S с цифровым отсчетом, промышленный станок.Цена около 27.000 €Фрезерный станок — это станок для черновой обработки, резки или (даже) сверления различных твердых материалов, обычно металла. Это достигается за счет удаления стружки за счет высокоскоростного вращения фрезы и движения осей элемента или механизма.
Этот вид технологии изготовления деталей путем вырезания называется механической обработкой.
Фреза — это режущий инструмент, используемый во фрезерных станках.Фреза содержит одну или несколько режущих кромок, которые удаляют металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую нужно проделать с деталью. Вот несколько примеров:
Разные типы фрез (фрезерный инструмент) для разных операций, которые можно выполнять на фрезерном станке.До сих пор не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикального фрезерного станка, подобного тем, о которых мы говорим в этой статье:
Детали фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомией фрезерного станка.Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем самые важные из них.
Стол
Здесь мы разместим деталь, которую нам нужно фрезеровать. На столе закрепляется обрабатываемый металлический блок с использованием различных систем. Наиболее распространенная система — удерживание детали в тисках или с помощью зажимов, винтов и Т-образных гаек, так как деталь должна быть надежно закреплена и в правильном положении перед началом фрезерования.
Шатуны
Это те, которые придают движение декартовым осям. Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, содержащий фрезу. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных перемещений, или если мы разместим четвертую ось вращения.
Голова
Он содержит устройство, которое удерживает и фиксирует режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости.И он содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один незаменимый элемент фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент зависят от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Коробка передач
Не все материалы, не все металлы режутся с одинаковой скоростью.Каждая комбинация режущего материала и обрабатываемого материала требует определенной скорости инструмента, чтобы обеспечить наилучшее качество обработки и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который принимает мощность от двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (чтобы иметь возможность фрезеровать вертикально или горизонтально) или элементы станка (чтобы иметь возможность иметь автоматическое движение на одной из осей).
Какие бывают фрезерные станки?
Как и большинство инструментов, существуют различные фрезерные станки с определенными функциями, размерами и характеристиками.Их можно разделить на категории по разным критериям.
Вот несколько классификаций фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическими объяснениями и фотографиями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это делается только в одном положении, которое может быть следующим:
- Станок фрезерный горизонтальный .Ось шпинделя расположена горизонтально, фрезы установлены на горизонтальном валу, называемом оправкой.
Эти станки являются первой разработкой фрезерных станков. У них есть горизонтальный шпиндель, мост, который поддерживает вал в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальная ось). - Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярно координатному столу. Он может иметь поворотную головку, если есть возможность наклонять шпиндель для выполнения определенных операций под углом.
Вертикальные фрезерные станки сегодня более распространены, и они являются стандартом, когда речь идет о фрезерных станках и центрах с ЧПУ. На старых моделях деталь обычно движется вверх и вниз (так же, как на горизонтальных), но на большинстве современных фрезерных станков головка поднимается и опускается для обработки детали. - Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использовать инструмент по горизонтали и вертикали.
В зависимости от количества осей
Они будут определять типы движения, которые будет иметь наш фрезерный станок.Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
- 3 оси . Это основные ортогональные направления машины с этими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
- 4 оси . Это добавляет к упомянутым возможность вращения обрабатываемого объекта на столе.4 боковые поверхности могут быть фрезерованы, или также может быть установлен инструмент для фиксации 4 частей вместо одной в каждом цикле.
- 5 осей . Добавьте к трем типовым осям стол, способный вращаться по двум разным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму различные захваты и позволяя резчику получить доступ ко многим укромным уголкам и трещинам в детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
По структуре
Конструкция обычного фрезерного станка
Обычные фрезерные станки имеют С-образную конструкцию , на которой распределены элементы станка.Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и выдерживать допуски на заготовку.
Classic вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют неподвижные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (станина , ).Оба имеют схожую структуру C.
Конструкции, которые поддерживают силы фрезерного станка, обычно изготавливаются из чугуна для получения очень тяжелых и жестких деталей, которые поддерживают форму фрезерного станка и поглощают вибрации. Также существуют сварные стальные рамы, которые, как правило, менее жесткие.
Передвижной мост или портал
В этом случае движется не стол, а, следовательно, и заготовка. Что действительно движется, так это структура, которая держит голову.Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Станок фрезерный
В них шпиндель помещен в вертикальную колонну, по которой он движется вверх и вниз и выходит из нее и входит через рычаг. Эта конструкция используется, когда детали большие или тяжелые, поскольку это машина, которая перемещается вокруг детали для ее обработки, и движения сводятся к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
На большинстве основных фрезерных станков используются кривошипы с нониусом (шкалы для просмотра подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию без необходимости перемещать кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров ручного станка является УЦИ.Считыватель указывает положение осей на экране, поэтому нет необходимости использовать нониусные кривошипы или проводить больше измерений, чем необходимо.
Короче говоря, управление по-прежнему осуществляется вручную, но у вас есть помощь читателя, который поможет вам.
УЦИ можно купить прямо на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и установить УЦИ на фрезерный станок:
Фрезерные станки с ЧПУ (ЧПУ)
Этот тип машины полностью управляется цифровым способом.Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно разрабатываются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или модифицировать до ручного фрезерного станка, чтобы им можно было управлять с помощью ЧПУ. Вот один пример того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных машинах с ценами порядка нескольких десятков тысяч евро.Вы знаете, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали некоторые обзоры существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют за пределами промышленных фрезерных станков.
Тормах
Фрезерные станкиTormach значительно дороже и очень популярны в США в качестве стартовых станков или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Так же, как мы говорили о высококлассных фрезерных станках с большим порталом для фрезерования очень крупных деталей, этот тип конструкции также используется в станках для любителей, известных как CNC-фрезерные станки .
Они не обладают жесткостью обычного фрезерного станка с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда численно контролируются.
Фрезерный станок с ЧПУ с алюминиевой профильной структурой, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой работы с алюминием. Модель 6040.Какие применения есть у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления обрабатываемых деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластика или дерева.
Детали, изготовленные механической обработкой, могут быть единичными, короткими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности… Они также изготавливаются путем механической обработки или детали подвергаются механической обработке для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3-осевые, ручные, с цифровым считыванием … Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро и вручную или автоматически управление машиной.Обычно они используются в небольших мастерских, в мастерских по изготовлению инструментов или прототипов, в школах механической обработки, в мастерских…
Цех прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)Для производственных циклов в больших мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, которые по сути являются фрезерными станками, но закрытые и управляемые компьютером (ЧПУ), и обычно имеют автоматическую смену инструмента и часто более 3 осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУДетали с более сложной геометрией изготавливаются на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта ( кроме захвата) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от характеристик каждой машины. Однако можно назвать основные.
- Строгание.
- Обработка канавок. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную перемещением осей.
- Бурение. Универсальность фрезерного станка позволяет делать отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или винтовыми.
- Производство зубчатых колес. Одно из основных применений четырехкоординатного фрезерного станка с косозубой функцией — изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного?
Токарный станок и фрезерный станок — две столпы механической обработки, но они имеют совершенно разные функции и характеристики.
Токарный станок предназначен для изготовления вращающихся деталей . То есть детали, которые можно создать, повернув металлический цилиндр и удалив металл токарными инструментами.
Токарный станок появился до фрезерного станка и может использоваться для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали, такие как винты, шпиндели, валы, могут быть изготовлены только на токарном станке … С другой стороны, токарный станок — менее универсальный станок, поскольку фрезерный станок позволяет создавать большее разнообразие геометрических форм и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры — это станки, которые имеют много общих характеристик с фрезерными станками. Фактически, можно сказать, что это подгруппа фрезерных станков, но они были модернизированы для производства обработанных деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
- Они имеют числовое программное управление (ЧПУ)
- Они могут выполнять различные операции обработки, в дополнение к фрезерованию, нарезанию резьбы и сверлению
- У них есть крышка, которая закрывает их
- У них есть автоматическая смена инструмента
- Их может быть больше трех оси
Как и в случае фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не такое простое, как у фрезерных станков.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей … Обрабатывающие центры с ЧПУ — это те, которые несут большую часть производственной нагрузки на детали с ЧПУ.
Хотите изготавливать детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами обработки.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Связаться с Bitfab5 фактов о фрезерных станках
Не путать с токарным станком, фрезерный станок — это тип производственного станка, который использует вращающийся режущий инструмент для удаления материала с неподвижной заготовки. Фрезерные станки могут выполнять различные процессы удаления материала, включая резку, сверление, формовку и многое другое. Во время работы они прижимают вращающийся режущий инструмент к неподвижной заготовке, тем самым удаляя материал с заготовки.Ниже приведены пять важных фактов о фрезерных станках и их работе.
# 1) Изобретен в 1700-х годах
Вы можете быть удивлены, узнав, что фрезерные станки существуют уже сотни лет. В середине 1700-х годов французский изобретатель Жак де Вокансон подал патент на роторный напильник, имитирующий работу современных фрезерных станков. Всего несколько десятилетий спустя Самуэль Рехе изобрел функциональный фрезерный станок. С тех пор фрезерные станки стали одним из наиболее часто используемых типов станков в обрабатывающей промышленности.
# 2) Горизонтальное или вертикальное выравнивание
Несмотря на то, что существует много типов фрезерных станков, большинство из них можно классифицировать как горизонтальные или вертикальные, в зависимости от выравнивания соответствующего режущего инструмента. Вертикальные фрезерные станки характеризуются вертикальным выравниванием, тогда как горизонтальные фрезерные станки характеризуются горизонтальным выравниванием. В вертикально-фрезерном станке режущий инструмент установлен вертикально. В горизонтально-фрезерном станке режущий инструмент установлен горизонтально.
# 3) Производит стружку
Все фрезерные станки производят стружку во время работы. Возвращаясь к основам фрезерования, этот процесс предназначен для удаления материала с заготовок. Когда режущий инструмент прижимается к заготовке, он режет или выкапывает материал. Материал, удаляемый при фрезеровании, известен как стружка или стружка. Большинство производственных компаний перерабатывают или повторно используют стружку.
# 4) Скорость резания измеряется в оборотах
Скорость вращения режущего инструмента фрезерного станка измеряется в оборотах.Также известная как скорость подачи, она играет важную роль в работе фрезерного станка. Если скорость подачи слишком низкая, может не удастся удалить необходимое количество материала — или просто потребуется много времени, чтобы удалить материал. Если скорость подачи слишком высока, он может нагреть материал до точки, где он плавится, и деформирует заготовку.
# 5) Фрезерные станки с ЧПУ
Многие фрезерные станки оснащены числовым программным управлением (ЧПУ). Другими словами, они могут быть запрограммированы в программном обеспечении или приложении для автоматического удаления материала с заготовки без необходимости ручного управления.Фрезерные станки на базе ЧПУ позволяют автоматизировать операции, тем самым оптимизируя процессы резки для производственных компаний.
Общие сведения о фрезеровании с ЧПУ
Горизонтальный фрезерный станок с ЧПУ (также известный как фрезерный станок с ЧПУ), выполняющий операцию фрезерования на металлической детали.Кредит изображения: Андрей Армягов
Фрезерование с ЧПУ или фрезерование с числовым программным управлением — это процесс обработки, в котором используются компьютеризированные средства управления и вращающиеся многоточечные режущие инструменты для постепенного удаления материала с заготовки и изготовления детали или продукта по индивидуальному заказу.Этот процесс подходит для обработки широкого спектра материалов, таких как металл, пластик, стекло и дерево, а также для производства разнообразных деталей и изделий по индивидуальному заказу.
Несколько возможностей предлагаются в рамках услуг по прецизионной обработке с ЧПУ, включая механические, химические, электрические и термические процессы. Фрезерование с ЧПУ — это процесс механической обработки наряду с сверлением, токарной обработкой и множеством других процессов механической обработки, что означает, что материал удаляется с заготовки с помощью механических средств, таких как действия режущих инструментов фрезерного станка.
В этой статье основное внимание уделяется процессу фрезерования с ЧПУ, излагаются основы процесса, а также компоненты и инструменты фрезерного станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции фрезерования и предлагаются альтернативы процессу фрезерования с ЧПУ.
Определение фрезерования
Что такое фрезерование? Это тип обработки, при котором для придания формы заготовке используются фрезы, часто на подвижной поверхности стола, хотя на некоторых фрезерных станках также есть подвижные фрезы.Фрезерование начиналось как ручная задача, выполняемая людьми, но в наши дни большая часть фрезерования выполняется фрезерным станком с ЧПУ, который использует компьютер для наблюдения за процессом фрезерования. Фрезерование с ЧПУ обеспечивает более высокую точность, точность и производительность, но все же есть ситуации, когда ручное фрезерование может оказаться полезным. Ручное фрезерование, которое требует больших технических навыков и опыта, обеспечивает более короткие сроки выполнения работ. Это также имеет дополнительное преимущество, заключающееся в том, что ручные фрезы дешевле, и пользователю не нужно беспокоиться о программировании станка.
Обзор процесса фрезерования с ЧПУ
Как и большинство традиционных процессов механической обработки с ЧПУ, процесс фрезерования с ЧПУ использует компьютеризированные средства управления для управления и манипулирования станками, которые режут и формируют заготовку. Кроме того, процесс следует тем же основным этапам производства, что и все процессы обработки с ЧПУ, в том числе:
- Создание модели в САПР
- Преобразование модели САПР в программу ЧПУ
- Наладка фрезерного станка с ЧПУ
- Выполнение операции фрезерования
Процесс фрезерования с ЧПУ начинается с создания 2D- или 3D-модели детали в САПР.Затем завершенный проект экспортируется в формат файла, совместимый с ЧПУ, и преобразуется программным обеспечением CAM в программу станка с ЧПУ, которая определяет действия станка и движения инструмента по заготовке. Прежде чем оператор запускает программу ЧПУ, он подготавливает фрезерный станок с ЧПУ, прикрепляя заготовку к рабочей поверхности станка (например, рабочему столу) или зажимному устройству (например, тискам) и прикрепляя фрезерные инструменты к шпинделю станка. В процессе фрезерования с ЧПУ используются горизонтальные или вертикальные фрезерные станки с ЧПУ — в зависимости от технических характеристик и требований фрезерного приложения — и вращающиеся многоточечные (т.е.е., многозубые) режущие инструменты, такие как фрезы и сверла. Когда станок готов, оператор запускает программу через интерфейс станка, предлагая станку выполнить операцию фрезерования.
После запуска процесса фрезерования с ЧПУ станок начинает вращать режущий инструмент со скоростью, достигающей тысяч оборотов в минуту. В зависимости от типа используемого фрезерного станка и требований применения фрезерования, когда инструмент врезается в заготовку, станок выполняет одно из следующих действий для выполнения необходимых разрезов на заготовке:
- Медленно вставьте заготовку в неподвижный вращающийся инструмент
- Переместите инструмент по неподвижной заготовке
- Переместите инструмент и заготовку относительно друг друга
В отличие от ручного фрезерования, при фрезеровании с ЧПУ станок обычно подает подвижные детали с вращением режущего инструмента, а не против него.Операции фрезерования, которые соответствуют этому соглашению, известны как процессы фрезерования с подъемом, в то время как противоположные операции известны как обычные процессы фрезерования.
Как правило, фрезерование лучше всего подходит в качестве вторичного или чистового процесса для уже обработанной детали, обеспечивая определение или создание таких элементов детали, как отверстия, пазы и резьбы. Однако этот процесс также используется для формирования заготовки материала от начала до конца. В обоих случаях в процессе фрезерования постепенно удаляется материал, чтобы сформировать желаемую форму и форму детали.Во-первых, инструмент отрезает от заготовки небольшие кусочки, то есть стружку, для придания приблизительной формы и формы. Затем заготовка подвергается процессу фрезерования с гораздо более высокой точностью и с большей точностью, чтобы закончить деталь с ее точными характеристиками и спецификациями. Обычно готовая деталь требует нескольких проходов обработки для достижения желаемой точности и допусков. Для более геометрически сложных деталей может потребоваться несколько наладок станка для завершения процесса изготовления.
После того, как операция фрезерования завершена и деталь изготовлена в соответствии с индивидуальными спецификациями, фрезерованная деталь переходит на этапы чистовой обработки и последующей обработки.
Фрезерный станок с ЧПУ
Примеры инструментов для фрезерных станков, включая фрезы, сверла и протяжные долота.Кредит изображения: Sugrit Jiranarak / Shutterstock.com
Фрезерование с ЧПУ — это процесс обработки, подходящий для изготовления деталей с высокой точностью и высокими допусками в прототипах, единичных и малых и средних партиях. Хотя детали обычно производятся с допусками от +/- 0,001 дюйма до +/- 0,005 дюйма, некоторые фрезерные станки могут достигать допусков до и более +/- 0.0005 дюймов. Универсальность процесса фрезерования позволяет использовать его в самых разных отраслях промышленности и для различных деталей и конструкций, включая пазы, фаски, резьбу и карманы. К наиболее распространенным фрезерным операциям с ЧПУ относятся:
- Торцевое фрезерование
- Плоское фрезерование
- Угловое фрезерование
- Фрезерование формы
Торцевое фрезерование
Торцевое фрезерование относится к фрезерным операциям, при которых ось вращения режущего инструмента перпендикулярна поверхности заготовки.В этом процессе используются торцевые фрезы с зубьями как на периферии, так и на торце инструмента, при этом периферийные зубья в основном используются для резки, а торцевые зубья используются для чистовой обработки. Как правило, торцевое фрезерование используется для создания плоских поверхностей и контуров на готовой детали и позволяет получить более качественную отделку, чем другие процессы фрезерования. Этот процесс поддерживают как вертикальные, так и горизонтальные фрезерные станки.
Типы торцевого фрезерования включают концевое и боковое фрезерование, при котором используются концевые и боковые фрезы соответственно.
Обычное фрезерование
Плоское фрезерование, также известное как фрезерование поверхности или слябов, относится к фрезерным операциям, при которых ось вращения режущего инструмента параллельна поверхности заготовки. В этом процессе используются плоские фрезы с зубьями на периферии, которые выполняют операцию резания. В зависимости от характеристик фрезерной обработки, таких как глубина резания и размер заготовки, используются как узкие, так и широкие фрезы. Узкие фрезы позволяют выполнять более глубокие разрезы, в то время как более широкие фрезы используются для резки больших площадей.Если простое фрезерование требует удаления большого количества материала с заготовки, оператор сначала использует фрезу с крупными зубьями, медленные скорости резания и высокие скорости подачи для получения приблизительной геометрии детали, разработанной по индивидуальному проекту. Затем оператор вводит фрезу с более мелкими зубьями, более высокие скорости резания и более низкие скорости подачи для обработки деталей готовой детали.
Угловое фрезерование
Угловое фрезерование, также известное как угловое фрезерование, относится к фрезерным операциям, при которых ось вращения режущего инструмента расположена под углом по отношению к поверхности заготовки.В процессе используются одноугловые фрезы, расположенные под углом в зависимости от обрабатываемой конструкции, для создания угловых элементов, таких как фаски, зубцы и канавки. Одним из распространенных применений углового фрезерования является изготовление «ласточкин хвост», при котором используются фрезы «ласточкин хвост» под углом 45 °, 50 °, 55 ° или 60 ° в зависимости от конструкции ласточкиного хвоста.
Фрезерование форм
Фрезерование формы относится к операциям фрезерования неровных поверхностей, контуров и контуров, таких как детали с криволинейными и плоскими поверхностями или полностью искривленные поверхности.В этом процессе используются формованные фрезы или фрезы, специально предназначенные для конкретного применения, такие как выпуклые, вогнутые и угловые фрезы для закругления. Некоторые из распространенных применений формовочного фрезерования включают изготовление полусферических и полукруглых полостей, бусинок и контуров, а также сложных конструкций и сложных деталей с помощью одной настройки станка.
Прочие операции с фрезерными станками
Помимо вышеупомянутых операций, фрезерные станки могут использоваться для выполнения других специализированных фрезерных и механических операций.Примеры других доступных типов операций на фрезерном станке:
Подвальцовочное фрезерование : Подходовое фрезерование относится к операциям фрезерования, при которых станок обрабатывает две или более параллельных поверхностей заготовки за один проход. В этом процессе используются две фрезы на одной оправке станка, расположенные так, что фрезы находятся по обе стороны от заготовки и могут фрезеровать обе стороны одновременно.
Групповое фрезерование : Что такое групповое фрезерование? Групповое фрезерование относится к фрезерным операциям, в которых используются две или более фрезы — обычно разного размера, формы или ширины — на одной и той же оправке станка.Каждый резак может одновременно выполнять одну и ту же операцию резки или другую, что позволяет производить более сложные конструкции и сложные детали в более короткие сроки.
Профильное фрезерование : Профильное фрезерование относится к фрезерным операциям, при которых станок создает траекторию резания вдоль вертикальной или наклонной поверхности заготовки. В этом процессе используется профильное фрезерное оборудование и режущие инструменты, которые могут быть параллельны или перпендикулярны поверхности заготовки.
Зуборезание : Зуборезание — это операция фрезерования, при которой для изготовления зубьев шестерни используются эвольвентные зуборезы.Эти фрезы, являющиеся разновидностью формованных фрез, доступны в различных формах и размерах шага в зависимости от количества зубьев, необходимых для конкретной конструкции шестерни. В этом процессе для изготовления зубьев шестерен также можно использовать специальную фрезу для токарного станка.
Другие процессы обработки : Поскольку фрезерные станки поддерживают использование других станков, помимо фрезерных, их можно использовать для процессов обработки, отличных от фрезерования, таких как сверление, растачивание, развертывание и нарезание резьбы.
Фрезерное оборудование и компоненты с ЧПУ
В процессе фрезерования с ЧПУ используются различные программные приложения, станки и фрезерные станки, в зависимости от выполняемой операции фрезерования.
Программное обеспечение для поддержки станков с ЧПУ
Как и большинство процессов обработки с ЧПУ, процесс фрезерования с ЧПУ использует программное обеспечение САПР для создания начального проекта детали и программное обеспечение САМ для создания программы ЧПУ, которая предоставляет инструкции по обработке для производства детали. Затем программа ЧПУ загружается в выбранный станок с ЧПУ для запуска и выполнения процесса фрезерования.
Компоненты фрезерного станка с ЧПУ
Несмотря на широкий спектр доступных фрезерных станков, большинство станков имеют в основном одни и те же основные компоненты. Эти общие детали машины включают:
- Машинный интерфейс
- Колонна
- Колено
- Седло
- Рабочий стол
- Шпиндель
- Беседка
- Ram
- Станок
Машинный интерфейс : Машинный интерфейс относится к машинному компоненту, который оператор использует для загрузки, запуска и выполнения машинной программы с ЧПУ.
Столбец : Столбец относится к компоненту машины, который обеспечивает поддержку и структуру для всех других компонентов машины. Этот компонент включает прикрепленное основание и может включать дополнительные внутренние компоненты, которые помогают процессу фрезерования, такие как резервуары для масла и охлаждающей жидкости.
Колено : Колено относится к регулируемому компоненту машины, который прикреплен к стойке и обеспечивает поддержку седла и рабочего стола. Этот компонент регулируется по оси Z (т.е.е., с возможностью подъема или опускания) в зависимости от характеристик операции фрезерования.
Седло : Седло относится к компоненту машины, расположенному в верхней части колена и поддерживающему рабочий стол. Этот компонент может перемещаться параллельно оси шпинделя, что позволяет горизонтально регулировать рабочий стол и, соответственно, заготовку.
Рабочий стол : Рабочий стол относится к компоненту станка, расположенному на верхней части седла, который представляет собой заготовку или зажимное приспособление (например.г., патрон или тиски). В зависимости от типа используемой машины этот компонент можно регулировать в горизонтальном, вертикальном, обоих направлениях или ни в одном из них.
Шпиндель : Шпиндель относится к компоненту станка, поддерживаемому колонной, которая удерживает и управляет используемым станком (или оправкой). Внутри колонны электродвигатель приводит во вращение шпиндель.
оправка : оправка относится к компоненту вала, вставленному в шпиндель горизонтальных фрезерных станков, на которых можно установить несколько станков.Эти компоненты доступны различной длины и диаметра в зависимости от характеристик фрезерования. Доступные типы оправок включают стандартные фрезерные станки, винты, фрезы для продольной резки, концевые фрезы и оправки для фрез для торцевых фрез.
Ползун : Ползун относится к компоненту станка, обычно в вертикальных фрезерных станках, расположенному сверху и прикрепленному к колонне, которая поддерживает шпиндель. Этот компонент можно регулировать, чтобы приспособить к различным положениям во время операции фрезерования.
Станок : Станок представляет собой компонент станка, удерживаемый шпинделем, который выполняет операцию удаления материала. В процессе фрезерования может использоваться широкий спектр фрезерных станков (как правило, многоточечные фрезы) в зависимости от характеристик фрезерования, например, от обрабатываемого материала, требуемого качества отделки поверхности, ориентации станка и т. Д. варьируются в зависимости от количества, расположения и расстояния между зубьями, а также их материала, длины, диаметра и геометрии.Некоторые из типов используемых горизонтальных фрезерных станков включают плоские фрезы, фрезы со снятым профилем, ступенчатые зубья и двухугловые фрезы, в то время как используемые вертикальные фрезерные станки включают плоские и сферические фрезы, фрезы для снятия фасок, торцевые и спиральные сверла. Фрезерные станки также могут использовать инструменты для сверления, растачивания, развёртывания и нарезания резьбы для выполнения других операций обработки.
Рекомендации по фрезерному станку
В целом фрезерные станки делятся на горизонтальные и вертикальные конфигурации станков, а также различаются по количеству осей движения.
В вертикальных фрезерных станках шпиндель станка ориентирован вертикально, в то время как в горизонтальных фрезерных станках шпиндель ориентирован горизонтально. Горизонтальные станки также используют оправки для дополнительной поддержки и устойчивости во время процесса фрезерования и имеют возможность поддержки нескольких режущих инструментов, например, при групповом фрезеровании и двухрядном фрезеровании. Органы управления как для вертикального, так и для горизонтального фрезерного станка зависят от типа используемого станка. Например, некоторые станки могут поднимать и опускать шпиндель и перемещать рабочий стол в боковом направлении, в то время как другие станки имеют стационарные шпиндели и рабочие столы, которые перемещаются как горизонтально, вертикально, так и вращательно.При выборе между вертикальными и горизонтальными фрезерными станками производители и ремонтные мастерские должны учитывать требования к применению фрезерования, такие как количество поверхностей, требующих фрезерования, а также размер и форма детали. Например, более тяжелые заготовки лучше подходят для горизонтального фрезерования, в то время как приложения для штамповки лучше подходят для вертикального фрезерования. Также доступно дополнительное оборудование, которое модифицирует вертикальные или горизонтальные машины для поддержки противоположного процесса.
Большинство фрезерных станков с ЧПУ доступны с 3–5 осями — обычно они обеспечивают производительность по осям XYZ и, если применимо, вокруг осей вращения. Ось X и ось Y обозначают горизонтальное движение (из стороны в сторону и вперед и назад, соответственно, на плоской плоскости), в то время как ось Z представляет вертикальное движение (вверх и вниз), а направление W. -ось представляет собой диагональное движение в вертикальной плоскости. В базовых фрезерных станках с ЧПУ горизонтальное перемещение возможно по двум осям (XY), в то время как новые модели позволяют использовать дополнительные оси движения, такие как 3-, 4- и 5-осевые станки с ЧПУ.В таблице 1 ниже представлены некоторые характеристики фрезерных станков, классифицированные по количеству осей движения.
Таблица 1 — Характеристики фрезерных станков по осям движенияКоличество осей | Характеристики |
3 |
|
4 |
|
5 |
|
В зависимости от типа используемого фрезерного станка станок, рабочий стол станка или оба компонента могут быть динамическими.Обычно динамические рабочие столы перемещаются по осям XY, но они также могут перемещаться вверх и вниз для регулировки глубины резания и поворачиваться по вертикальной или горизонтальной оси для увеличения диапазона резания. Для фрезерных операций, требующих динамического инструмента, в дополнение к присущему ему вращательному движению, станок перемещается перпендикулярно по нескольким осям, позволяя врезаться в заготовку по окружности инструмента, а не только его кончиком. Фрезерные станки с ЧПУ с большей степенью свободы обеспечивают большую универсальность и сложность производимых фрезерованных деталей.
Типы фрезерных станков
Доступно несколько различных типов фрезерных станков, которые подходят для различных областей применения. Помимо классификации, основанной исключительно на конфигурации станка или количестве осей движения, фрезерные станки дополнительно классифицируются на основе комбинации их конкретных характеристик. Некоторые из наиболее распространенных типов фрезерных станков включают:
Колено : Фрезерные станки коленного типа используют фиксированный шпиндель и вертикально регулируемый рабочий стол, который опирается на седло, поддерживаемое коленом.Колено можно опускать и поднимать на колонне в зависимости от положения станка. Некоторые примеры коленных фрезерных станков включают напольные и настольные плоские горизонтальные фрезерные станки.
Плунжерный : Фрезерные станки плунжерного типа используют шпиндель, прикрепленный к подвижному корпусу (т. Е. Плунжеру) на колонне, что позволяет станку перемещаться по осям XY. Двумя наиболее распространенными фрезерными станками с ползуном являются напольные универсальные горизонтальные фрезерные станки и фрезерные станки с поворотной фрезой.
Станина : Фрезерные станки станины используют рабочие столы, прикрепленные непосредственно к станине станка, что предотвращает перемещение заготовки как по оси Y, так и по оси Z. Заготовка располагается под режущим инструментом, который, в зависимости от станка, может перемещаться по осям XYZ. Некоторые из доступных фрезерных станков со станиной включают односторонние, дуплексные и триплексные фрезерные станки. В то время как симплексные станки используют один шпиндель, который движется либо по оси X, либо по оси Y, дуплексные станки используют два шпинделя, а триплексные машины используют три шпинделя (два горизонтальных и один вертикальный) для обработки по осям XY и XYZ соответственно.
Строгальный тип : Фрезерные станки строгального типа похожи на фрезерные станки со станиной в том, что у них есть рабочие столы, закрепленные по оси Y и Z, и шпиндели, способные перемещаться по осям XYZ. Однако строгальные станки могут поддерживать одновременно несколько станков (обычно до четырех), что сокращает время выполнения сложных деталей.
Некоторые из доступных специализированных типов фрезерных станков включают фрезерные станки с вращающимся столом, барабанные и планетарные фрезерные станки.Фрезерные станки с вращающимся столом имеют круглые рабочие столы, которые вращаются вокруг вертикальной оси, и используют станки, расположенные на разной высоте для черновой и чистовой обработки. Барабанные фрезерные станки похожи на станки с вращающимся столом, за исключением того, что рабочий стол называется «барабаном», и он вращается вокруг горизонтальной оси. В планетарных станках рабочий стол неподвижен, а заготовка цилиндрическая. Вращающийся станок перемещается по поверхности заготовки, нарезая внутренние и внешние элементы, такие как резьба.
Материальные аспекты
Процесс фрезерования с ЧПУ лучше всего подходит в качестве вторичного процесса механической обработки для обеспечения чистовой обработки детали, разработанной по индивидуальному заказу, но также может использоваться для производства нестандартных конструкций и специальных деталей от начала до конца. Технология фрезерования с ЧПУ позволяет обрабатывать детали из широкого спектра материалов, в том числе:
- Металлы (включая легированные, экзотические, тяжелые и т. Д.)
- Пластмассы (включая термореактивные и термопласты)
- Эластомеры
- Керамика
- Композиты
- Стекло
Как и во всех процессах обработки, при выборе материала для фрезерования необходимо учитывать несколько факторов, например свойства материала (т.е.е. твердость, прочность на разрыв и сдвиг, химическая и температурная стойкость) и рентабельность механической обработки материала. Эти критерии определяют, подходит ли материал для процесса фрезерования, и бюджетные ограничения приложения фрезерования, соответственно. Выбранный материал определяет тип (ы) применяемого (ых) станка (ов) и его / их конструкцию (ы), а также оптимальные настройки станка, включая скорость резания, скорость подачи и глубину резания.
Альтернативы
Фрезерование с ЧПУ — это процесс механической обработки, подходящий для обработки широкого спектра материалов и производства различных деталей по индивидуальному заказу.Хотя этот процесс может демонстрировать преимущества по сравнению с другими процессами механической обработки, он может не подходить для каждого производственного применения, а другие процессы могут оказаться более подходящими и рентабельными.
Некоторые из других более традиционных доступных процессов механической обработки включают сверление и токарную обработку. При сверлении, как и при фрезеровании, обычно используются многоточечные инструменты (например, сверла), тогда как при токарной обработке используются одноточечные инструменты. Однако, в то время как при токарной обработке заготовка может перемещаться и вращаться аналогично некоторым фрезерным операциям, при сверлении заготовка остается неподвижной на протяжении всей операции сверления.
Некоторые из нетрадиционных процессов механической обработки (т. Е. Не используют станки, но все же используют процессы механического удаления материала) включают ультразвуковую обработку, гидроабразивную резку и абразивно-струйную обработку. Нетрадиционные, немеханические процессы обработки, то есть процессы химической, электрической и термической обработки, обеспечивают дополнительные альтернативные методы удаления материала с заготовки, которые не используют станки или процессы механического удаления материала, и включают химическое фрезерование, электрохимическое удаление заусенцев. , лазерная резка и плазменная резка.Эти нетрадиционные методы обработки поддерживают производство более сложных, требовательных и специализированных деталей, что обычно невозможно с помощью обычных процессов обработки.
Сводка
Выше описаны основы процесса фрезерования с ЧПУ, различные операции фрезерования с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли фрезерование с ЧПУ наиболее оптимальным решением для их конкретной ситуации. приложение для обработки.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.cs.cmu.edu/~rapidproto/students.06/ibrown/CNC%20Mill/information.html
- http://www.cs.cmu.edu/~rapidproto/students.03/dwm3/project2/process.html
- http: // www.hnsa.org/wp-content/uploads/2014/07/milling-machine.pdf
- http://uhv.cheme.cmu.edu/procedures/machining/ch8.pdf
- http://www.mech5study.com/2016/05/types-of-milling-machine.html
- https://www.theengineerspost.com/15-different-types-of-milling-machines/
- http://www.qhunt.com/2015/10/types-of-milling-machine.html
- http://www.me.nchu.edu.tw/lab/CIM/www/courses/Manufacturing%20Processes/Ch36-NontraditionalMachining-Wiley.pdf
- https: // www.technoxmachine.com/milling-services-cnc-planer
- https://www.pro-type.com/blog/cnc-milling-guide/
- https://www.mfeng.com/blog/understanding-the-cnc-milling-process/
- http://www.engineeringarticles.org/milling-machine-definition-process-types/
- https://www.mnbprecision.com/cnc-milling-vs-manual-milling/
- https://micomachine.com/services/cnc-milling/
- https://pepmfg.us/capabilities/cnc-milling/
Прочие изделия с ЧПУ
Больше от Custom Manufacturing & Изготовления
Станки для обработки с ЧПУ
Станок, используемый для обработки с ЧПУ, представляет собой фрезерный станок, также называемый «обрабатывающий центр с ЧПУ».Он использует режущий инструмент, называемый «фрезой», для обработки блоков материала. Эта машина обеспечивает производство пластмассовых или металлических деталей. Он используется для визуальных и механических прототипов. Также возможно изготовление прототипов по частям или сериями. Как правило, фрезерный станок автоматизирован с помощью пакета программного обеспечения, называемого автоматизированным проектированием (САПР). Модель CAD определяет геометрию (размер и форму) обрабатываемых изделий. В большинстве случаев нам нужны эти 3D-файлы для запуска производства.
Процесс: Во-первых, блок материала закрепляется на столе в машине. Затем фреза фрезерует деталь за два движения, одно вперед и другое режущее (за счет эффекта вращения). Вращательное движение фрезы обеспечивается шпинделем. Фрезерный станок может иметь 3 или 5 осей. В случае 3-осевого фрезерного станка фреза перемещается по 3 координатам: x, y и z. Наконец, фрезерованная деталь снимается со станка.
Основные технические характеристики обрабатывающих центров следующие:
- Фрезы различаются по типу зубьев, направлению резания или форме.
- Ось шпинделя может быть горизонтальной (ось z горизонтальна), вертикальной (ось z вертикальна) или универсальной.
- Фрезерный станок может иметь 3 оси, 4 оси (три линейных оси плюс один поворотный стол) или 5 осей (три линейные оси плюс 2 оси вращения).
- Скорость производства (это также зависит от материала и обрабатываемой детали).
Полученные детали: Станок позволяет производить пластмассы или легкие металлы (например, алюминий), а в некоторых случаях обрабатывать специальные стали, такие как нержавеющая сталь.Обработка с ЧПУ используется в различных отраслях промышленности, таких как аэрокосмическая, механическая, оптическая, медицинская и т. Д.
После изготовления прототипа на машине необходимо выполнить следующие операции:
- Ручная чистовая обработка (удаление заусенцев, полировка и т. Д.)
- Проверка размеров с помощью суппорта.
- Проверка внешнего вида на соответствие спецификациям.
Для получения дополнительной информации о ваших проектах обработки с ЧПУ мы приглашаем вас взглянуть на наши материалы, доступные для этой технологии.Вы также можете отправить нам свой проект через нашу страницу запроса предложения.
Фрезерные станки — обзор
Учитывая характер взаимодействия между режущими кромками и материалом заготовки, в процессах фрезерования всегда присутствуют вибрации. Последствия вибрации всегда отрицательны как для срока службы инструмента, так и для срока службы станка, а также для целостности заготовки. Следовательно, они представляют собой явление, которого следует избегать. Можно найти три типа вибрации: свободная вибрация, вынужденная вибрация и самовозбуждающаяся вибрация (Weck, 1984):
3.7.1 Вынужденная вибрация
Вынужденная вибрация всегда присутствует при фрезеровании, так как при удалении материала на гибкую систему, состоящую из станка-инструмента, шпинделя-инструмента, заготовки, действуют динамические, изменяющиеся во времени силы. Силы резания, которые создают такую вибрацию, имеют следующие характеристики:
- ■
Переменная величина : величина силы резания на режущей кромке пропорциональна толщине стружки, которую она режет.Следовательно, величина прилагаемой силы резания изменяется, поскольку толщина стружки изменяется в зависимости от углового положения зуба.
- ■
Переменное направление : Вращение инструмента непрерывно изменяет проекцию сил резания на зубья на оси станка.
- ■
Прерывистый характер : Даже при фрезеровании с полным погружением при каждом обороте зубья входят в зону резания и выходят из нее, поэтому силы резания над этими зубьями становятся равными нулю.Чем меньше радиальное погружение, тем меньше времени зубы проводят в пропиле.
- ■
Multi — нарезание зуба : Обычно в резе одновременно несколько зубьев, и общая сила, действующая на станок, инструмент и систему заготовки, является вкладом всех них.
- ■
Периодический характер : Силы резания при фрезеровании стандартными инструментами являются периодическими с частотой прохода зубьев, f TPF = NZ / 60 .Анализируя частотный состав, обычно несколько верхних гармоник, как показано на рисунках 3.35–3.37. Если есть проблемы с биением или несоосность, также появляется несколько пиков частотного содержимого, кратных частоте вращения. Однако для нарушения этой периодичности часто используются инструменты с переменным шагом или переменным углом наклона спирали, поскольку периодичность ударов зубьев является одной из причин появления регенерирующей вибрации.
В зависимости от частоты прохождения зубьев может возникнуть вынужденная вибрация или резонанс элементов станка.На более низких частотах, обычно ниже 150 Гц, можно обнаружить резонанс конструктивных элементов машины. На более высоких частотах, обычно выше 500 Гц, может возникнуть резонанс системы шпиндель-инструмент и заготовки. Фактически, резонанс не является нежелательной ситуацией при фрезеровании, потому что он является необходимым условием для предотвращения регенеративной вибрации, которая является более разрушительным видом вибрации. Однако верно, что чрезмерная вибрация из-за резонанса или вынужденной вибрации также может быть проблемой, и ее величина должна поддерживаться в определенных пределах.Критерии, позволяющие определить, является ли она чрезмерной, зависят от операции фрезерования, то есть при черновом фрезеровании может допускаться большая вынужденная вибрация, чего нельзя сказать о чистовом фрезеровании.
С точки зрения инструмента чрезмерная вынужденная вибрация в основном снижает стойкость инструмента. С точки зрения обрабатываемой детали, особенно фрезерования тонких деталей, чрезмерная вынужденная вибрация означает плохую чистоту поверхности и шум, который может стать проблемой для здоровья операторов станков. Более того, это также может создать геометрическую ошибку, известную как ошибка определения поверхности на поверхности.Ошибка определения поверхности — это разница между положением поверхности, оставленной инструментом, и положением желаемой поверхности, то есть она указывает, резал ли инструмент больше или меньше материала, чем требуется. На рис. 3.38 ошибка расположения поверхности, вызванная инструментом с прямыми режущими кромками, получена путем сравнения поведения инструмента как твердого тела и как гибкого тела. Следуя по траектории зуба, который режет в обоих случаях, инструмент с твердым телом и инструмент с гибким корпусом, достигается различное положение, поэтому поверхность, созданная инструментом, будет находиться в другом положении.Погрешность расположения поверхности в инструментах с углом наклона спирали изменяется по осевой глубине резания из-за запаздывания режущей кромки из-за спирали (Schmitz and Mann, 2006).
Существуют исключения при фрезеровании, когда сила резания может быть приблизительно постоянной. Первый — при фрезеровании с полным погружением инструментом с четырьмя режущими кромками, когда векторная сумма сил на зубьях в резании остается постоянной. Вторая ситуация, когда силы резания постоянны, возникает, когда используются инструменты с заданным углом наклона спирали.Если осевая глубина резания равна или кратна высоте спирали шага инструмента, всегда задействована одна и та же часть режущей кромки, что приводит к постоянной силе резания. Этот эффект был продемонстрирован в третьем примере раздела 3.6.3.
3.7.2 Самовозбуждающиеся колебания при фрезеровании
При фрезеровании, а также в некоторых процессах обработки, таких как токарная обработка, сверление и т. Д., Зубья инструмента должны резать поверхность, которая была предварительно обработана, в случае фрезерования, предыдущим зубом.Реальная толщина стружки, которую режет зуб, зависит от положения предыдущего зуба и текущего положения. Следовательно, поскольку силы резания и вибрация связаны толщиной стружки, процесс фрезерования представляет собой систему, которая может самовозбуживаться, что приводит к вибрации около модальной частоты, называемой вибрацией. Связь между толщиной стружки, силами резания и разницей положения может быть представлена блок-схемой замкнутого контура с обратной связью, как на рис. 3.39 (Merrit, 1965).
Рисунок 3.39. Представление динамики фрезерования в виде замкнутого контура обратной связи
Дребезжание при фрезеровании — очень распространенная проблема в обрабатывающей промышленности. Он возникает, когда системе не хватает динамической жесткости, захватывающих режимов структурных компонентов станка, режимов шпинделя и инструмента или режимов работы детали, когда у нее тонкие стены или пол. Основные характеристики этих проблем:
- ■
Дребезжание станка — инструмент : Обычно это наблюдается при черновой обработке больших стальных листов инструментами диаметром более 80 мм и более 6 зубцов.Дребезжание сильно возбуждает моды структуры, проявляющиеся на низкой частоте ниже 100 Гц. Это проблема для машинистов, но также и для производителей станков, которым необходимо сосредоточить свои усилия на разработке надежных и динамически жестких станков.
- ■
Дребезжание шпинделя и инструментальной системы : Этот вид дребезга возникает при фрезеровании на высоких скоростях шпинделя, обычно при обработке алюминиевых деталей для авиационной промышленности инструментами диаметром от 12 до 32 мм и от 2 до 4 зубы.Это высокочастотная вибрация, обычно создающая характеристический шум выше 500 Гц. Это сильно снижает срок службы инструмента, даже ломает его, а также подшипников шпинделя, замена которых очень дорога.
- ■
Обработка тонких деталей с вибрацией : Подходит для чистового фрезерования тонких стен и полов конструктивных элементов и компонентов турбин для авиационной промышленности, как из алюминия, так и из титана. Это также высокочастотная вибрация, выше 600 Гц, которая влияет на целостность и качество детали.Несколько следов дребезга можно увидеть на рис. 3.40.
Рисунок 3.40. Следы вибрации при фрезеровании
Основными типами самовозбуждающейся вибрации во время процесса фрезерования являются регенеративная вибрация и удвоение периода или повторяющаяся вибрация при ударе. Регенеративная вибрация возникает, когда режущая кромка режет поверхность, ранее обработанную другим зубом. Если предыдущий зуб вибрировал, поверхность будет волнистой, поэтому текущая кромка будет резать стружку переменной толщины, и в процессе будут создаваться переменные силы резания.Эти изменения силы возбуждают моды системы, увеличивая вибрацию и волнистость, оставшуюся на поверхности. Следующий зуб будет резать более толстую и изменяемую толщину стружки, еще больше захватывая режимы системы станка. Этот порочный круг, в котором толщина стружки и вибрация становятся выше, известен как регенеративный механизм. Этот механизм представлен на рис. 3.41, где показана концевая фреза с одним зубом, режущая деталь. Разница фаз между вибрацией и волнистостью, оставшейся в предыдущем обороте или периоде резания, приводит к переменной толщине стружки, которая будет постепенно увеличиваться.
Рисунок 3.41. Представление механизмов вибрации регенеративного и удвоения периода. · f TCF / 2 , где n = 1, 2, 3… Обычно появляется в системах с очень низкой динамической жесткостью, таких как фрезерование инструментами с соотношением вылет / диаметр более 7, и в условиях сильно прерывистого резания, то есть с малым радиальным погружением.Механизм дребезга удвоения периода представлен на рисунке 3.41. Когда инструмент вибрирует в упомянутых условиях, зубья попеременно режут стружку большой и малой толщины, поочередно создавая высокое и низкое усилие резания. Однако высокое усилие резания выполняется синхронно со скоростью вибрации, а низкое усилие резания — противоположно ему. В результате в процессе процесса альтернативно в инструмент передается больше кинетической энергии, чем вычитаемая, поэтому вибрация нарастает очень быстро (Zatarain et al., 2006). Такая вибрация наносит еще больший вред инструменту, чем регенеративная вибрация.
Однако для обоих случаев дребезга начало самовозбуждения зависит от условий резания. Если процесс нестабильный, вибрация нарастает до тех пор, пока амплитуда вибрации не станет настолько большой, что зубья выскочат из детали. Сила резания немедленно спадает, поэтому нарастающее самовозбуждение прерывается (Tlusty and Ismail, 1981). Затем вибрация снова будет нарастать, пока снова не появятся скачки.В этой ситуации амплитуда вибрации достигает точки насыщения. Один из методов искусственного прерывания регенеративного механизма — это нарушение периодичности ударов зубьев с помощью инструмента с переменным шагом или переменной спирали или непрерывного изменения скорости шпинделя (Bediaga et al., 2007).
Ключевым параметром, определяющим стабильность фрезерования, является ширина резания b , хотя чаще используется осевая глубина резания a p .Пороговое значение, ниже которого вибрация не возникает, называется критической глубиной резания pcrit . Это значение зависит от модальных параметров системы, геометрии и количества зубьев инструмента, материала заготовки и других условий резания, таких как радиальная глубина резания. При наличии доминирующего режима критическая глубина резания может быть получена как функция модальной жесткости k , коэффициента демпфирования ξ , количества зубьев Z, тангенциального коэффициента резания K t и средний коэффициент направленности α, который может быть положительным или отрицательным и связывает модальное направление, направление подачи и направление регенерации толщины стружки.
[3.15] α> 0 → apcris = 2πZ · Kt · 4kξ1 − ξαα <0 → apcris = 2πZ · Kt · 4kξ1 − ξα
Другой ключевой параметр — скорость шпинделя или частота прохождения зуба, поскольку оба связаны к количеству зубцов. Это определяет разность фаз между волнистостью, оставленной предыдущим зубом, и вибрацией текущего зуба. При фрезеровании разность фаз, скорость шпинделя, количество режущих кромок и частота вибрации связаны. Фактически, они определяют количество волн, оставшихся на поверхности детали за каждый период резания:
[3.16] n + ε2π = fc · 60NZ
, где f c — частота дребезга в Гц, N скорость вращения шпинделя в об / мин, n — количество полных волн, оставшихся на поверхности и ε /2 π — доля волны до завершения одного периода резания. Как показано на рисунке 3.42, когда разность фаз близка к нулю, стабильность процесса выше, поскольку толщина стружки остается примерно постоянной. Возможно фрезерование на глубине резания выше критического параметра.Как ни парадоксально, глядя на уравнение. 3.16, это происходит, когда фрезерование находится в резонансе. Для других значений разности фаз толщина чипа меняется, что приводит к возбуждению режимов системы. Что касается регенеративной вибрации, наихудшие условия возникают при разности фаз 90 ° (Tlusty, 2000).
Рисунок 3.42. Влияние разности фаз между вибрацией инструмента и ранее обработанной поверхностью на толщину стружки
Диаграммы лепестков устойчивости
Диаграммы лепестков устойчивости представляют границу между стабильными и нестабильными режимами резания.При фрезеровании для каждого значения радиальной глубины резания есть диаграмма, которая показывает, какова предельная глубина резания при каждой скорости шпинделя. Лепестковая форма границы — вот что дало им название. На рис. 3.43 приведен пример диаграммы лепестков устойчивости. По оси абсцисс указана частота вращения шпинделя, а также отношение собственной частоты к частоте прохождения зуба. Основные стабильные области могут быть найдены там, где частота прохождения зуба или ее гармоники совпадают с собственной частотой или частотой дребезга, как показано в уравнении.3.16. На правой стороне лепестка первого порядка есть еще одна стабильная область, которая работает на более высоких скоростях шпинделя. Там повышенная стабильность связана с разностью фаз, стремящейся к нулю. Более широкие стабильные области всегда находятся между лопастями нижнего порядка с более высокой скоростью вращения шпинделя. На более низких скоростях шпинделя, где находятся лепестки более высокого порядка, стабильные области становятся более узкими, более чувствительными и более сложными в использовании.
Рисунок 3.43. Диаграммы лепестков устойчивости
Еще одна стабильная область, которую можно использовать, — это область, создаваемая эффектом демпфирования процесса при скоростях шпинделя ниже, чем лепесток 8 порядка, не представленная на рисунке 3.44. В таких условиях поверхность зубов очень волнистая. Во время вибрации задний угол режущих кромок может быть нулевым или даже отрицательным, что означает, что кромка сталкивается с поверхностью. Возникающее трение рассеивает некоторую кинетическую энергию, стабилизируя вибрацию. Это представлено на рисунке 3.44. Этот эффект имеет большое значение при обработке титана и других сплавов с низкой обрабатываемостью, когда скорость резания ограничена целостностью инструмента и, следовательно, допустимые скорости вращения шпинделя низки по сравнению с теми, которые необходимы для использования преимуществ широких стабильных областей ( Altintas et al., 2008).
Рисунок 3.44. Представление механизма «демпфирования процесса»: изменение эффективного угла зазора инструмента из-за волнистости поверхности
Что касается лепестков диаграммы стабильности, можно найти два типа: лепестки Хопфа, которые возникают из-за регенеративной вибрации и имеют более гладкая форма и перевернутые доли из-за дребезга удвоения периода. На рис. 3.45 показан пример диаграммы устойчивости с лепестками переворота первого нижнего порядка и пятью лепестками Хопфа.
Рисунок 3.45. Диаграмма лепестков устойчивости и диаграмма частот вибрации: лепестки переворота и Хопфа при фрезеровании с двумя режущими кромками, при фрезеровании и радиальном погружении на 10% диаметра инструмента.
Вместе с диаграммой лепестков устойчивости можно составить диаграмму частоты вибрации. быть полученным. Для каждой скорости шпинделя он представляет собой частоту вибрации, если используется глубина резания выше предельной. На рисунке 3.45 можно увидеть, как частота дребезга, связанная с регенерирующими лепестками дребезга, близка к модальной частоте системы, тогда как частота дребезга в дребезжании удвоения периода составляет 1/2 от частоты прохождения зуба в первом лепестке переворота. , 3/2 во втором лепестке переворота, 5/2 в третьем и т. Д.
Есть две альтернативы для получения диаграммы лепестков устойчивости:
- ■
Экспериментально : проводя испытания резания с использованием нескольких значений скорости шпинделя и глубины резания, можно составить экспериментальную диаграмму стабильности. Главный недостаток заключается в том, что проверка большого количества инструментов и материалов деталей может быть дорогостоящей.
- ■
Моделируя : Это может быть более дешевая и более универсальная альтернатива, хотя требуется более глубокое знание процесса.Могут использоваться два типа моделей:
- —
Численные модели во временной области : они основаны на численном интегрировании уравнений движения и позволяют ввести точную кинематику процесса, а также некоторые нелинейности, например, выпад кромок из детали. Они могут предоставить много информации о процессе, помимо областей устойчивости: силы резания, смещения, шероховатость поверхности и т. Д. Наиболее распространенным методом является численное интегрирование уравнения движения, где силы зависят от толщины стружки и толщины стружки на смещения.Из исследований, в которых используется этот метод, стоит упомянуть исследования, проведенные (Tlusty and Ismail, 1981), (Montgomery and Altintas, 1991), а также работы, выполненные (Sánchez, 1998) для предсказания вибрация инструмента и ее влияние на поверхность.
- —
Аналитические модели : они изучают стабильность уравнений, которые представляют динамику процесса измельчения. Они предоставляют только диаграмму устойчивости, хотя они намного быстрее, чем численные методы.Доли рассчитываются в секундах. Наиболее популярными методами являются одночастотные и многочастотные методы Будака и Алтинтаса и метод полудискретизации Инспергера и др., Хотя существуют альтернативы, такие как использование полиномов Чебышева или метод конечных элементов во времени (Budak и Altintas I, 1998; Insperger et al., 2003).
Влияние параметров процесса на стабильность
Здесь представлена схема влияния основных параметров процесса измельчения на стабильность.
Во-первых, очевидно, что стабильность определяется параметрами резки; следующие из них имеют наибольшее влияние на стабильность
- ■
Осевая глубина резания / ширина стружки : это работает как усиление в замкнутом контуре управления, то есть увеличение осевой глубины резания разрез может сделать процесс нестабильным.
- ■
Скорость вращения шпинделя : изменяет разность фаз между волнистостью, оставленной предыдущим зубом, и вибрацией текущего зуба в резании, тем самым влияя на стабильность.Кроме того, более высокие скорости шпинделя означают более высокие частоты прохождения зубьев, поэтому будут возбуждены более высокочастотные моды, и наоборот. С другой стороны, если скорость шпинделя очень низкая по сравнению с основной модальной частотой, может возникнуть демпфирование процесса.
- ■
Радиальная глубина резания : более высокие радиальные глубины резания увеличивают вероятность возникновения вибрации. Лепестки устойчивости смещены вниз. Полное иммерсионное фрезерование обычно является наиболее ограничивающим условием в том, что касается регенеративной вибрации, хотя при прерывистой резке лепестки переворота могут быть еще более ограничивающими.
- ■
Downfilling / Upmilling : вместе с радиальной глубиной резания и диаметром инструмента режим фрезерования напрямую влияет на радиальное погружение, углы, под которыми зуб входит и выходит из зоны резания, и косвенно направленные факторы. На лепестках устойчивости эффект нисходящего или повышающего фрезерования влияет на форму лепестков, которые могут быть ориентированы на стабильные скорости вращения шпинделя или нет, изменяя форму устойчивых участков, как показано на рисунке 3.46.
Рисунок 3.46. Лепестки устойчивости при нисходящем (слева) и повышающем фрезеровании (справа): видно изменение формы около первой стабильной скорости (пунктирная линия)
- ■
движение подачи : подача на зуб не имеет прямого влияние на стабильность. Фактически, модели устойчивости не учитывают этот параметр. С другой стороны, при вибрации станка решающим параметром является направление подачи. Форма и предельная глубина лепестков устойчивости резко меняется в зависимости от направления подачи, поскольку структурные режимы станка очень сложны и не обладают осевой симметрией относительно оси инструмента.Чтобы изучить этот эффект, разработчики станков используют диаграмму полярной стабильности, которая связывает критическую глубину резания как функцию направления подачи и показывает, в каком направлении станок ведет себя лучше. На рис. 3.47 сравниваются две конструкции машин. Можно использовать лепестки устойчивости как функцию направления подачи (слева), но полярная диаграмма (справа) лучше описывает поведение станка независимо от скорости шпинделя. На рис. 3.47 видно, что машина, представленная серым цветом, будет работать лучше во всех направлениях подачи.
Рисунок 3.47. Лепестки устойчивости и диаграммы для двух станков
Что касается материала заготовки, обрабатываемость имеет прямое влияние на стабильность, так как предельная глубина резания на границе устойчивости зависит от тангенциального коэффициента резания при сдвиге K tc , как уравнение. [3.15] показал. Фактически, предельная глубина резания обратно пропорциональна коэффициенту резания. Обрабатываемость также имеет косвенное влияние.Чем тверже материал, обычно тем ниже скорость резания, поэтому требуются более низкие скорости шпинделя, и возбуждаемые моды будут более низкочастотными.
Режущий инструмент — еще один ключевой фактор:
- ■
Количество режущих кромок : Тенденция к нестабильности увеличивается с увеличением количества режущих зубьев, как уравнение. [3.15] показал. С другой стороны, частота прохождения зубов зависит от количества зубов. Для заданной собственной частоты лепестки устойчивости перемещаются влево по мере увеличения числа зубцов.
- ■
Угол наклона винтовой линии : Этот угол имеет очень важное влияние на вибрацию удвоения периода, поскольку он может подавить ее, когда осевая глубина резания совпадает с кратной высотой спирали, деленной на количество зубьев, что когда силы резания постоянны, как было показано в разделе 3.6.3. На этих глубинах лепестки переворота фрагментируются на серию нестабильных островов.
- ■
Диаметр инструмента : Вместе с радиальной глубиной резания и типом фрезерования он определяет начальный и конечный углы зоны резания.Если все остальные параметры равны, лепестки устойчивости для инструментов разного диаметра, но с одинаковыми начальным и выходным углами одинаковы.
- ■
Форма режущих кромок : Форма режущих кромок: тороидальная, сферическая, передние углы, задний угол, износ кромок также влияют на стабильность за счет резки коэффициенты, характеризующие пару инструмент и материал заготовки.