основные элементы и углы, режущая часть
Резец – один из главных инструментов для резания, который применяется в стандартном станке. Размеры геометрических показателей резца определяют его основные характеристики, в том числе и точность обработки.
Любой токарь должен разбираться в геометрии резца, чтобы выполнить работу качественно.
Параметры режущего инструмента
Для закрепления резца в любом токарном станке используется державка, а обеспечивает процесс разрезания металлических заготовок рабочая головка. На режущей части инструмента токарного оборудования различают три типа поверхности:
- передняя, которая служит для схода стружечных отходов в процессе обработки;
- основная задняя;
- вторичная задняя.
Обе последние поверхности развернуты лицевой стороной к болванке, которая обрабатывается на оборудовании. Основные поверхности между собой так ж пересекаются с образованием режущей кромки инструмента. Есть аналогичная вспомогательная кромка, которая образована на пересечении передней поверхности и вспомогательной задней.
Наиболее важными параметрами резцов для токарной работы являются их углы. Именно они определяют расположение непосредственно остальных поверхностей инструмента. Параметры углов зависят от:
- условия работы резца;
- материалов, из которых он изготовлен;
- разных характеристик того материала, который подвергается обработке.
Геометрия
Все наиболее важные показатели и технические особенности резца определяются значением его углов. Помимо, основных имеются углы при вершине, а также углы наклона режущей кромки.
Основные углы режущего инструмента
Во время заточки самое важное – обеспечить точные параметры углов. Ориентация кромки проходит по 3 стандартным плоскостям: задней, передней и дополнительной.
Главный задний
Увеличение параметров основного угла заднего значительно снижает прочность и делает не надежную фиксацию инструмента на держателе резца. Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Если параметры уменьшить – это приведет к увеличению площади взаимодействия кромки, которая режет и поверхности обрабатываемой заготовки.
Главный передний
Это основной угол, который и определяет качественные показатели поверхности удаления. Увеличение параметров ведет к повышенному количеству изменений в верхнем слое.
Если параметры у угла незначительные, то это обеспечивает более легкое удаление верхнего слоя металла с обрабатываемой поверхности.
Угол резания
Угол резания должен быть в пределах 60–100° и находится между передом резца и непосредственно плоскостью резания.
Угол заострения
Этот угол расположен между главными поверхностями задней и передней. Его параметры указывают на уровень заострения вершины.
Основной в плане
Параметры данного угла также характеризуют свойства токарного резца.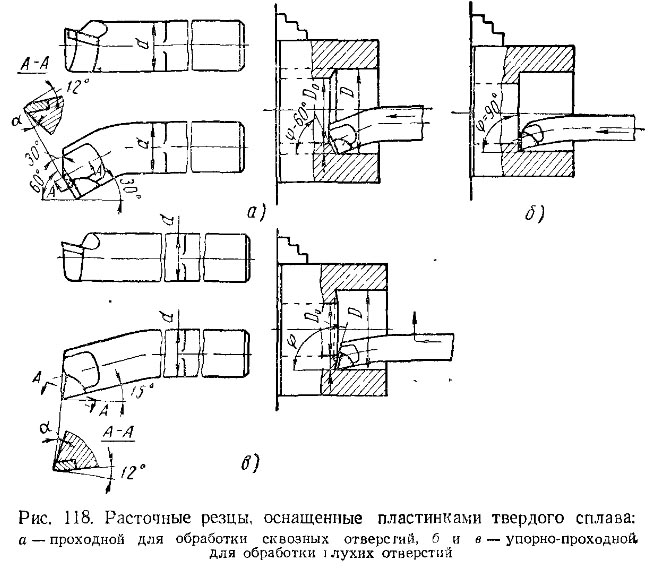 Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.
Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.
Вторичный в плане
Вторичный в плане угол образуется из проекции вспомогательной кромки на поверхность с тем же направлением продольной подачи.
Задний вспомогательный
Этот угол необходим, чтобы снизить трение между задней поверхностью резца и непосредственно обрабатываемой деталью. В результате снижается нагрев и износ инструмента. Если угол будет слишком большой, то резец может ослабнуть и сломаться.
Вершина между задней вспомогательной поверхностью и кромкой режущего инструмента
Угол наклона режущей части
Определяет направление, куда сходит стружка во время рабочего процесса. Эти показатели могут быть положительными, отрицательными и нулевыми.
Измерение углов режущего инструмента
Эта процедура производится с помощью специализированного ручного оборудования для измерения.
Стандартный настольный вариант угломера представляет собой конструкцию из следующих элементов:
- основа измерительного прибора;
- стойка с подвижным шаблоном;
- измерительной части с градусной линейкой;
- стопорного винта, чтобы фиксировать направление.
Алгоритм измерения детали:
- Образец нужно разместить на основании.
- Кромку совместить с плоскостью стойки.
- На градусной части линейки отображается полученный результат.
Для измерения углов в плане используется угломерное оборудование с наличием нониуса.
Плоскости резания
Для того, чтобы отсчитывать гулы резцов необходимо ориентироваться на координатные плоскости:
- основная плоскость является параллельной поверхностью по отношению к направлениям продольной и поперечной подачи;
- плоскость резания проходит непосредственно через главное лезвие и по касательной линии к площади отрезания болванки.


Также имеются секущие плоскости: основная и вторичная. Основная проходит через свободную точку основного лезвия под прямым углом к его проекции на основную координатную плоскость. Вспомогательная – через свободную точку вспомогательного лезвия также под прямым углом к главной плоскости.
При измерении всех основных и вспомогательных углов точные параметры заносят в специальную документацию. От этих показателей зависит и срок службы резца, и качество выполняемой работы.
Поделиться в социальных сетях
Углы токарного резца
Значение углов резца и общие соображения при их выборе. Все перечисленные углы имеют важное значение для процесса резания и к выбору величины их следует подходить очень осторожно.
Чем больше передний угол у резца, тем легче происходит снятие стружки. Но с увеличением этого угла уменьшается угол заострения резца, а поэтому и прочность его.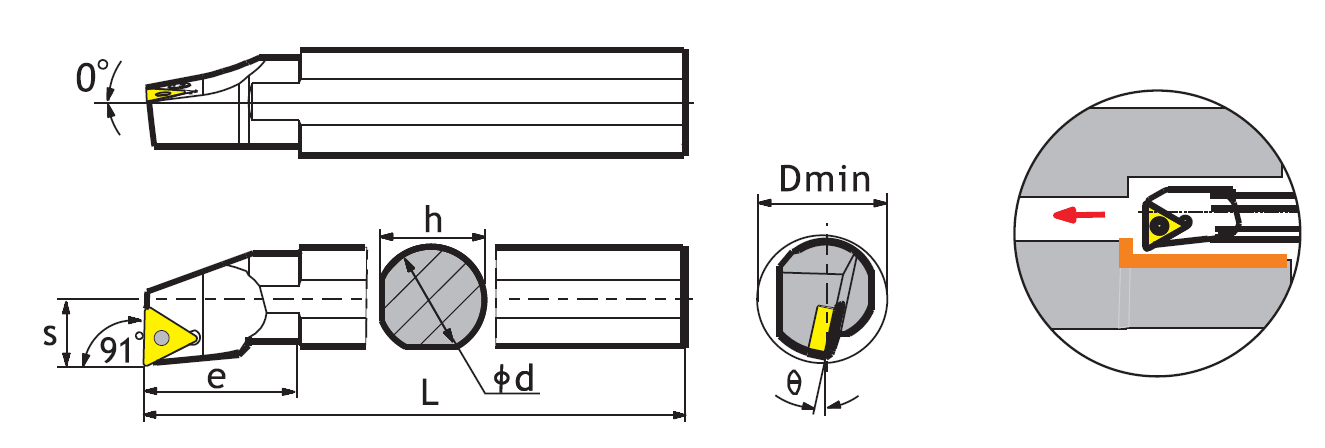
Передний угол резца
Углы наклона главной режущей кромки: положительный (а),
равный нулю (б) п отрицательный (в).
Передний угол может быть и отрицательным, что способствует повышению прочности резца.
Ясно, что с уменьшением переднего угла резца увеличивается угол резания. Сопоставляя это со сказанным выше о зависимости переднего угла от твердости обрабатываемого материала, можно сказать, что чем тверже обрабатываемый материал, тем больше должен быть угол резания, и наоборот.
900 — 250=650
если передний угол составляет — 50, то угол резания будет равен:
900-(-50)=950
Задний угол резца а необходим для того, чтобы между задней поверхностью резца и поверхностью резания обрабатываемой детали не было трения.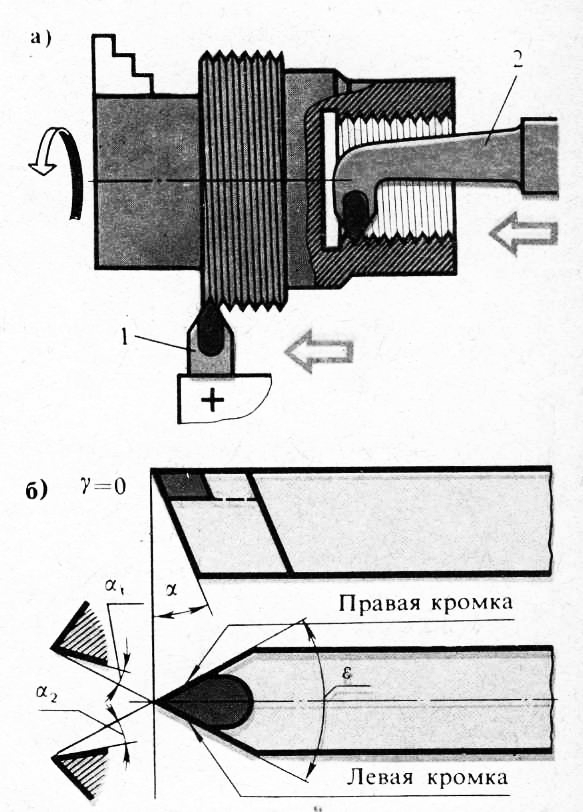
Величина угла заострения в определяется сама собой после того, как выбраны задний и передний углы резца.
Влияние главного угла в плане на процесс резания.
В самом деле очевидно, что для определения угла заострения данного резца достаточно вычесть из 90° сумму заднего и переднего его углов. Так, например, если резец имеет задний угол равным 8°, а передний 25°, то угол заострения его равен
90° — (8° + 25°) = 90° — 33° = 57°.
Это правило следует помнить, так как им иногда приходится пользоваться при измерении
Значение главного угла в плане ф вытекает из сопоставлений на которых схематически показаны условия работы резцов при одинаковых подачах s и глубине резания t, но при разных значениях главного угла в плане.
При главном угле в плане, равном 60°, сила Р, возникающая в процессе резания, вызывает меньший прогиб обрабатываемой детали, чем аналогичная сила Q при угле в плане 30°. Поэтому резец с углом ф = 60° более пригоден для обработки нежестких деталей (относительно небольшого диаметра при большой длине) в сравнении с резцом, имеющим угол tp = 30°. С другой стороны, при угле ф = 30° длина l2 режущей кромки резца, непосредственно участвующая в его работе, больше соответственной длины 11 при ф = 60°. Поэтому резец, изображенный на рис. 8, б, лучше поглощает теплоту, возникающую при образовании стружки и дольше работает от одной заточки до другой. Значение угла наклона y заключается в том, что, выбирая положительное или отрицательное значение его, мы можем направлять отходящую стружку в ту или другую сторону, что в некоторых случаях бывает очень полезно. Если угол наклона главной режущей кромки
 б; при отрицательном угле наклона стружка отходит влево рис. в.
б; при отрицательном угле наклона стружка отходит влево рис. в.
Направление схода стружки при положительном угле наклона главной режущей кромки (а),
равном нулю (б) и отрицательном (в).
Токарные резцы
Важнейшим условием хорошей работы станка является правильный выбор режущего инструмента — токарного резца — и придание ему надлежащей формы, иначе говоря — правильная заточка его. Употребление резца неподходящей для данной работы формы, а тем более — тупого или неправильно заточенного, влечет за собой в лучшем случае непроизводительную потерю времени, а зачастую и поломку резца или брак обрабатываемого изделия. Это верно в отношении не только токарных резцов, но всех режущих инструментов вообще. Поэтому, приступая к работе на станке, необходимо иметь совершенно ясное представление об основных условиях успешной работы инструмента, а также о том, как и какие грани его надо затачивать.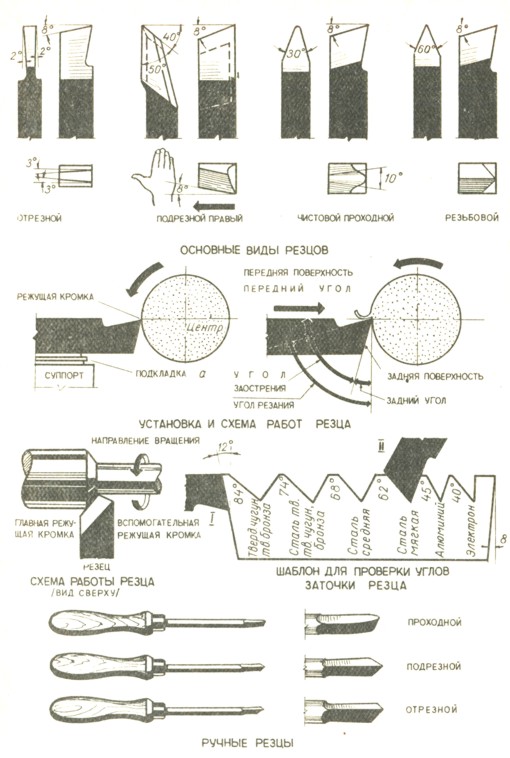
1. Токарные резцы. Основы процесса резания металлов
Условия высокой производительности механического режущего инструмента
Действие режущих инструментов, применяемых на станках по металлу, в частности — токарных резцов, зависит от трех главных условий: 1) от устойчивости обрабатываемого изделия, т.-е. от прочности материала его и способа закрепления его на станке; 2) от прочности инструмента, иначе говоря, от размеров его и способа закрепления; 3) от формы режущей части инструмента.
Надлежащая устойчивость и прочность станка также, конечно, необходимы.
Работающему на станке обычно приходится самому затачивать и устанавливать требуемые для работы резцы, а потому он должен быть хорошо знаком с требованиями, предъявляемыми к ним.
Токарные резцы
Кованные токарные резцы
- Подрезной резец (на рисунке — правый) применяется для торцовой (лобовой) обточки. Имеет боковой и передний зазор. Режущее ребро затачивается под таким углом, чтобы резец не задевал заднего центра станка при приближении к центру обтачиваемой поверхности. Резец имеет лишь поперечный уклон. Продольного уклона нет.
- Остроносый резец (на рис.— правый) в настоящее время применяется редко, так как вытеснен «нормальными» резцами Тэйлора.
- Изогнутый остроносый резец (на рис.— левый). Концы резцов большинства типов часто отгибаются вправо или влево. Для некоторых работ, напр., для обработки заплечиков, это представляет удобство.
- Нормальный проходной резец. Этот тип резца выработан Тэйлором в результате многолетних опытов, показавших, что такая форма резца является наиболее выгодной для обточки. Средний продольный уклон 8°, средний поперечный уклон 14°. В дальнейшем этот резец для краткости называется „нормальным».
- Отрезной резец. Подробно рассмотрен в §§ 147 и 148.
- Круглоносый резец. Режущее ребро закруглено по произвольному радиусу, что отличает его от нормального резца. Применяется для проточки полукруглых канавок, галтелей (выкружек), заплечиков и т. под.
- Резец для латуни. Затачивается, как резец типа 6, носок которого закруглен по малому радиусу. Не имеет ни продольного, ни поперечного уклона, во избежание врезания резца в мягкую латунь.
- Широкий отделочный резец. Очень полезен для выверки передних центров и обточки коротких конусов. Применяется часто при крупной подаче для снятия самой тонкой чистовой стружки с чугуна. Продольного уклона не имеет.
- Пружинный резец. Для обточки широких заплечиков и др. фасонных работ, где требуется снимать широкую стружку, а также для чистовой отделки чугуна и стали (с водой) Когда этот резец пружинит, режущее ребро его отходит от обрабатываемой поверхности.
- Плоский (тупоносый) резец. Очень удобен для лобовой обточки торцов большого диаметра, когда требуется снять много металла. Подача от окружности к центру. Применяется также для чистовой обработки стали, при крупной подаче и малой глубине резания («тонкой стружке»). Для самой чистой отделки — охлаждение водой с содой. Имеет только продольный уклон, поперечного нет. Боковой зазор — с обеих сторон, следовательно, может работать как правый и как левый резец.
- Центровочный резец (резец-сверло). Затачивается под углом 120°— соответственно углу вершины спирального сверла. Работает аналогично перке. Зазор обоих режущих ребер направлен в противоположные стороны. Применяется для наметки центра отверстий, которые должны быть просверлены спиральным сверлом.
- Резец для нарезки винтовой резьбы. Носок его затачивается точно по профилю резьбы. Подробно — см. гл. 16,
- Резец для расточки. См. § 162.
 Режущее ребро затачивается под таким углом, чтобы резец не задевал заднего центра станка при приближении к центру обтачиваемой поверхности. Резец имеет лишь поперечный уклон. Продольного уклона нет.
Режущее ребро затачивается под таким углом, чтобы резец не задевал заднего центра станка при приближении к центру обтачиваемой поверхности. Резец имеет лишь поперечный уклон. Продольного уклона нет.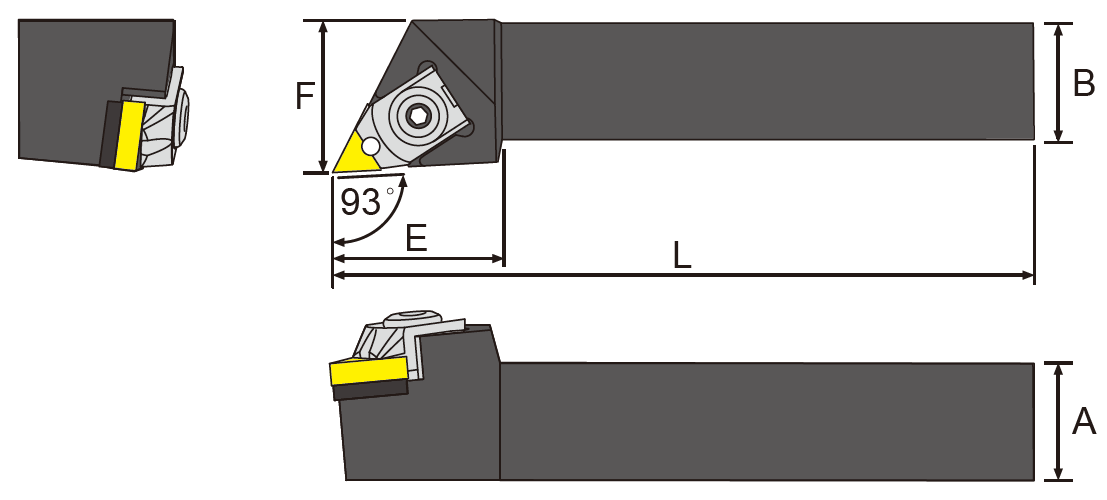 Применяется для проточки полукруглых канавок, галтелей (выкружек), заплечиков и т. под.
Применяется для проточки полукруглых канавок, галтелей (выкружек), заплечиков и т. под. Для самой чистой отделки — охлаждение водой с содой. Имеет только продольный уклон, поперечного нет. Боковой зазор — с обеих сторон, следовательно, может работать как правый и как левый резец.
Для самой чистой отделки — охлаждение водой с содой. Имеет только продольный уклон, поперечного нет. Боковой зазор — с обеих сторон, следовательно, может работать как правый и как левый резец.Токарный станок применяется для весьма разнообразных работ — для обточки, нарезки резьбы, расточки отверстий и т. д., причем для каждой операции требуются резцы особой формы. На фиг. 62 изображены различные типы кованных токарных резцов. Впрочем, в последнее время они постепенно вытесняются более экономичными резцами небольших размеров, вставляемыми в специальные державки (см. фиг. 66).
фиг. 66).
Основные принципы, лежащие в основе выбора углов заточки резца, углов зазора и пр., изложенные в дальнейших- параграфах, являются общими для всех режущих по металлу инструментов. Тот, кто знает, почему токарный резец затачивают так, а не иначе, знает, почему выбирают определенные углы уклона и т. д., и умеет держать резец во время заточки на шлифовальном круге, быстро научится правильно затачивать и другие инструменты и поймет, какую форму они должны иметь.
Материал, из которого изготовляются резцы, должен быть достаточно тверд и вязок, чтобы противостоять усилиям, действующим на резец во время резания. Поэтому режущий инструмент по металлу изготовляют из стали, закаливают и затем отпускают.
Угол заострения резца
Действие каждого режущего инструмента аналогично действию клина, который раздвигает частицы материала. По отношению к резцам угол клина, образуемого его гранями, называется углом заострения резца или, короче, — углом резца (см. фиг. 63).
фиг. 63).
Чем тверже обрабатываемый материал, тем прочнее должно быть лезвие резца, т.-е. тем больше должен быть угол его заострения. Угол резца, подходящий для дерева, не годится для обработки железа или стали, так как величина его скоро изменится вследствие того, что режущее ребро закруглится («сдаст») под действием большого сопротивления металла резанию. Для резцов по металлу угол заострения делается от 60° до 80°, в зависимости от твердости обрабатываемого металла.
Углы зазора
Действие резца, снимающего с металла стружку, похоже на действие ножа, которым снимают кожуру с яблока. Снимаемая стружка трется об одну из граней, образующих клин, между тем как другая грань не должна касаться изделия и поэтому составляет с ним некоторый небольшой угол, т. наз. угол бокового зазора (фиг. 63). Этот угол не должен быть, вообще говоря, больше 6°, так как при увеличении его уменьшается угол резца, следовательно, резец придется чаще затачивать.
Действие силы сопротивления резанию на токарный резец направлено по касательной к окружности обтачиваемого изделия в точке соприкосновения резца с изделием (см. фиг. 64). Так как вершина — т. наз. носок — резца обычно устанавливается на высоте линии центров или несколько выше ее, то для того, чтобы не было трения между изделием и передней гранью резца, этой грани дают некоторый уклон. Угол между передней гранью и направлением резания называется углом переднего зазора или, короче, углом зазора. Обычная величина его—около 10°. Впрочем, она зависит от высоты закрепления резца в суппорте.
фиг. 64). Так как вершина — т. наз. носок — резца обычно устанавливается на высоте линии центров или несколько выше ее, то для того, чтобы не было трения между изделием и передней гранью резца, этой грани дают некоторый уклон. Угол между передней гранью и направлением резания называется углом переднего зазора или, короче, углом зазора. Обычная величина его—около 10°. Впрочем, она зависит от высоты закрепления резца в суппорте.
Углы уклона режущей грани
Для того, чтобы получить требуемый угол заострения, необходимо сточить верхнюю (режущую) грань резца так, чтобы она имела одновременно продольный уклон — от режущего ребра назад — и боковой уклон — от режущего ребра в сторону, противоположную подаче. Иначе угол заострения резца получится недостаточно острым. Уклон от носка резца назад называется углом продольного уклона режущей грани, а боковой уклон — углом поперечного уклона ее (фиг. 65). Величина этих углов зависит, естественно, от того, какой угол заострения требуется, так как чем больше уклон, тем меньше угол резца, т.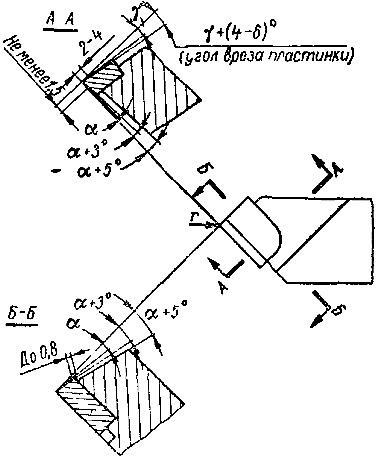 -е. тем острее режущий клин, образуемый его гранями. Для обточки чугуна и инструментальной углеродистой стали угол резца должен составлять в среднем около 70°, для мягкой поделочной стали — 60°. При заточке резца сначала снимают угол зазора, затем углы уклона, с таким расчетом, чтобы получить требуемый для обработки материала угол заострения.
-е. тем острее режущий клин, образуемый его гранями. Для обточки чугуна и инструментальной углеродистой стали угол резца должен составлять в среднем около 70°, для мягкой поделочной стали — 60°. При заточке резца сначала снимают угол зазора, затем углы уклона, с таким расчетом, чтобы получить требуемый для обработки материала угол заострения.
По сравнению с сталью латунь является металлом мягким и поэтому для обработки ее не требовалась бы придавать резцу такой же большой угол заострения, как резцу по стали. Однако, в действительности на резцах по латуни обычно углов уклона не затачивают, так как острые резцы имеют стремление «въедаться», т.-е. углубляться в мягкий материал.
Державки для резцов
Резцы из быстрорежущей стали работают примерно вдвое производительнее резцов из углеродистой инструментальной стали. Поэтому в последнее время токарные резцы, а также и другие режущие инструменты для обработки Металлов, изготовляют преимущественно из быстрорежущей стали. Так как она значительно дороже углеродистой, то широкое распространение получили различные державки, в которых надежно закрепляется небольшой кусок быстрорежущей стали, заточенный соответствующим образом. При этом получается экономия не только на стоимости стали, но и на расходах по отковке резцов.
Так как она значительно дороже углеродистой, то широкое распространение получили различные державки, в которых надежно закрепляется небольшой кусок быстрорежущей стали, заточенный соответствующим образом. При этом получается экономия не только на стоимости стали, но и на расходах по отковке резцов.
На фиг. 66 показано несколько распространенных типов державок для резцов. На фиг. 67 представлены справа — вставные токарные резачки (пластины) из быстрорежущей стали, заточенные для разных работ, слева — работа этих резачков, закрепленных в державки.
Заточка резцов
Правильно заточенный резец при работе в нормальных условиях остается острым в течение довольно долгого времени. Как только он обнаружит признаки затупления, необходимо немедленно переточить его, иначе пострадает не только резец, но и обрабатываемое им изделие. Тупой резец не столько режет металл, сколько вырывает частицы его, поэтому обрабатываемая поверхность не может получиться гладкой. Одним из основных факторов производительной работы станка является остро заточенный резец.
Одним из основных факторов производительной работы станка является остро заточенный резец.
Нужно помнить, что неправильная заточка резцов ложится тяжелым бременем на стоимость изделий уже одной только стоимостью излишне сношенного материала резцов и точильных кругов. Где надо затачивать резец — сверху, спереди, сбоку или со всех сторон понемногу? Дать определенные правила на этот счет нельзя, и при заточке резца следует исходить из того, для какой работы он предназначается. Способ заточки в большой степени зависит и от того, сколько времени должен работать резец без переточки и сколько времени всего он должен служить.
Затачивая резец из углеродистой стали, не следует слишком сильно прижимать его к точильному кругу, так как иначе режущее ребро нагреется (обычно оно принимает при этом синий цвет) и отпустится, т.-е. пропадет его закалка. Предпочтительнее пользоваться мокрым точилом. Резцы быстрорежущей стали теряют закалку не так легко, но иногда, при недостаточном количестве воды на поверхности их появляются трещины. Поэтому, во-первых, не надо жалеть воды, во-вторых — не следует чересчур сильно нажимать на резец во время заточки.
Не держите резец на одном месте, перемещайте его так, чтобы он прижимался к разным местам цилиндрической поверхности круга. При этом резец надо постепенно поворачивать, как показано на фиг. 68, т.-е., чтобы он принимал последовательно положения a, b, c.
Малые резцы не следует затачивать в державках, потому что, во-первых, это неудобно, во-вторых, можно одновременно сточить и конец державки. На фиг. 69 показано, как надо держать такие резцы во время заточки.
Начинающему рекомендуется попрактиковаться сначала на маленьких кусках простой поделочной стали подходящей формы и только потом перейти к заточке вставных резцов быстрорежущей стали. Вначале получение заточкой правильного заднего угла на таком резце представляет некоторые затруднения, так как для работы резец вставляется в державку под известным углом. Поэтому в первое время, пока нет навыка, лучше всего пользоваться шаблоном. В тех случаях, когда требуется получить задний угол в 10°, удобно пользоваться шаблоном для токарных центров (см. фиг. 85), угол которого 60°, так как в большинстве державок резец закрепляется так, что верхняя грань его составляет 20° с горизонталью (фиг. 70). Если угол резца отличается от 60°, нетрудно вырезать соответствующий шаблон из куска листового металла.
Чего не следует делать при заточке резца
- Не затачивайте резец наугад; отдавайте себе отчет в том, где и сколько металла надо снять.
- Держите резец крепко и уверенно.
- Не прижимайте резец к кругу с левой руки; держите его надлежащим образом, это и легче всего.
- Не жалейте воды.
- Не держите резец все время на одном месте шлифовального круга, иначе вы прорежете канавку на нем.
- Не пользуйтесь, если это возможно, таким кругом, который потерял правильную цилиндрическую форму или поверхность которого сильно выщерблена.
- Не затачивайте резец на торцевой поверхности круга, если в этом нет необходимости: когда понадобится точить на торце, его поверхность будет уже не плоской, а исцарапанной вами или кем-нибудь другим.
- Не опирайте вставные резачки на подручник: держите их в левой руке и на подручник опирайтесь рукой.
- Не отодвигайте подручник дальше, чем на 1,5—2 мм от шлифовального круга.
- Не закругляйте вершину резца для нарезания резьбы и не превращайте, наоборот, резец с закругленным носком в резец для нарезки резьбы: это напрасная трата материала и времени.
2. Скорость резания, скорость подачи и глубина резания
Определения скорости резания, скорости подачи и толщины стружки
Скорость резания всякой операции, состоящей в снятии стружки или в разрезании металла, выражается в метрах в минуту или миллиметрах в секунду. Для токарных станков скорость резания равна длине, проходимой цилиндрической (при цилиндрической обточке) или торцевой (при лобовой обточке) поверхностью изделия в единицу времени по лезвию резца. Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.
Скоростью подачи или просто подачей (питанием) при обточке называется величина перемещения резца вдоль обрабатываемого предмета за один оборот последнего. Если, например, при обточке вала подача составляет 0,5 мм, то это значит, что когда изделие сделает 100 оборотов, суппорт передвинется на 0,5 х 100 = 50 мм. Часто употребляют выражения: «большая» или «крупная» подача, „малая» или „тонкая» подача. Эти выражения имеют смысл только в том случае, когда говорят о станках приблизительно одинаковой мощности. Понятно, что одна и та же подача может быть „малой» для крупного станка и „большой» для станка малой мощности.
Глубиной резания называется толщина слоя металла, снимаемого резцом; так называют иногда и толщину снимаемой стружки, хотя эти величины не вполне одинаковы вследствие деформирования металла при резании. Положим, например, что требуется стальную болванку диаметром 50 мм обточить на токарном станке до диаметра 47 мм с одного прохода. Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Элемент времени
Одним из основных факторов, определяющих производительность машины или мастерской, является время. От скорости, с которой металл снимается с изделия, зависит время полной обработки его. Количество снимаемой стружки зависит, в свою очередь, от трех элементов — глубины резания, величины подачи и скорости резания. Рассмотрим для примера токарную работу.
- Предположим, что требуется уменьшить диаметр изделия с 50 мм до 47 мм, т.-е. глубина резания должна быть 1,5 мм. Если резец может взять такую стружку с одного прохода, то нет никакого смысла делать два прохода, снимая стружку в 0,75 мм, так как при этом обточка потребовала бы вдвое больше времени. Следовательно, первым фактором производительности является глубина резания.
- Если при одном обороте изделия резец подается на 0,4 мм, в то время, как можно было бы сообщить ему подачу в 0,8 мм, то для прохода определенной длины потребуется вдвое большее число оборотов изделия, иначе говоря, при прочих равных условиях, вдвое больше времени. Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки.
- Пусть диаметр изделия 50 мм и число оборотов его 65 в минуту. Скорость резания составляет очевидно: π ✖ 0,050 ✖ 65 = 10 метр в минуту. Если резец может работать (без ненормально частой переточки) со скоростью резания 20 метр/мин, то неэкономично давать шпинделю станка только 65 об мин. Следовательно, третьим фактором производительности является скорость резания.
Задача производительной и экономичной работы мастерской сводится, поэтому, к умелому подбору скорости резания, величины подачи и глубины резания для каждой работы и к выбору соответствующего станка. Удачный подбор этих элементов требует большого опыта. Проще находить их при помощи подсчета по известным формулам.
Выбор скорости резания и величины подачи
Надлежащие подача и глубина резания определяются таким большим числом условий, что дать твердые правила для выбора их невозможно. Форма резца, способ закрепления его, сорт стали, из которой он сделан; род обрабатываемого материала — сталь машиноподелочная (конструкционная) или инструментальная, латунь или чугун; форма изделия и способность его сопротивляться давлению резца; род обработки (черновая или чистовая), все эти обстоятельства приходится учитывать при назначении глубины резания и величины подачи.
Точно также целый ряд условий определяет необходимую скорость резания, и нет возможности составить такую таблицу, которая охватывала бы все случаи обработки. Однако, для разных металлов существуют определенные, твердо установленные опытом средние, значения скоростей резания.
Средние значения скорости резания для резцов углеродистой стали:
- Отожженная инструментальная сталь — 7,5 метр/мин
- Поделочная сталь и железо — 10.5 метр/мин
- Чугун — 12 метр/мин
- Латунь — 30 метр/мин
Скорости резания для резцов из быстрорежущей стали — по крайней мере в два раза больше.
Не следует смешивать скорость резания с числом оборотов в минуту. Скорость резания при обточке выражается формулой:
V = π Dn
где V — скорость в метрах в минуту
D — диаметр изделия в метрах
п — число оборотов в минуту
Скорость в миллиметрах в секунду v:
v = πdn /60
где d — диаметр изделия в миллиметрах
п — число оборотов его в минуту
Из этих формул ясно, что для данной скорости резания число оборотов обратно пропорционально диаметру изделия.
Очевидно, число оборотов вычисляется по одной из приведенных формул:
n = V / πD или n = 60 v / πd
где буквы имеют только что указанные значения.
Так, например, если требуется обточить латунный валик диаметром 120 мм, то выбирая скорость резания по приведенной таблице V = 30 метр /мин, получим:
n = V / πD = 30 / π 0,120 = 80 об/мин
Определение числа оборотов обычно производят только начинающие токаря. Со временем вырабатывается профессиональное чутье, позволяющее давать станку нужную скорость, почти не думая об этом.
В современных научно-организованных заводах скорость резания или число оборотов станка назначается мастером, получающим соответствующие указания от нормировочного бюро завода.
Генри Д. Бэргард Слесарное дело. Токарные станки, Книга, 1930, Москва. (Henry D. Burghardt: Machine Tool Operation, Part I: The Lathe; Bench Work and Work at the Forge, New York: McGraw-Hill Book Co.; London: Hill Pub. Co., 1919) (Книга переиздана в 2015 году издательством Andesite Press)
Полезные ссылки по теме — Дополнительная информация
Резцы для токарного станка по металлу: виды и классификация
Токарные работы на любом предприятии или в домашней мастерской никак не могут обойтись без наличия всех необходимых приспособлений. Резцы для токарного станка по металлу в магазинах достаточно многообразны, и не всегда получается разобраться, какие же нужны. Часто полный комплект резцов идет в продаже вместе с установкой, но знать предназначение каждого необходимо и полезно.
Качество металлообработки и вид токарного резца
Основным критерием при оценке деталей из металла является качество и точность выполнения. Они напрямую зависят от подбора резцов для токарной обработки. Поэтому инструментальная оснастка имеет строгое предназначение по качеству выполняемых токарных работ:
Точение деталей осуществляется за счёт срезания резцом- Черновые (обдирочные).
- Получистовые.
- Чистовые.
- Операции высокой точности.
Чистовые и получистовые используются для доводки практически готовых изделий и токарных работ на малой скорости, как и высокоточные. Черновая обработка металла проходит на максимальных оборотах, позволяют снимать толстую стружку и ускорить процесс изготовления детали, но имеет низкое качество и малый срок службы.
На самом деле важно выбрать не только правильный резец, но и направление подачи. Инструменты любого типа делят на правые и левые. То есть в процессе они подаются справа налево или наоборот. Различить их достаточно просто: на инструмент, лежащий режущей поверхностью вниз, кладется правая рука: если режущий край остается со стороны большого пальца — правый, левая рука и край под большим пальцем — левый.
Еще одно различие токарных резцов по металлу влияющее на качество — способ установки:
- радиальные;
- тангенциальные.
Первые массово распространены, дешевы, снабжены простым креплением и устанавливаются на станок под прямым углом. На них выполняют основной объем заданий в любой мастерской. Вторые имеют сложное крепление и ставятся под углом к заготовке (не 900). Они позволяют работать более чисто и качественно, и ставятся на автоматы или агрегаты с ЧПУ.
Конструкция резцов
Все резцы для токарного станка по металлу составлены из державки и рабочей головки. Державка — это крепление к токарному станку прямоугольного или квадратного поперечного сечения. Головка непосредственно обрабатывает деталь. Она содержит заточенные режущие края (кромки) и плоскости. Углы заточки зависят от типа и маркировки металла обрабатываемой детали.
Строение головки предусматривает набор плоскостей и кромок:
- вершина;
- главная и вспомогательная режущие кромки;
- главная и вспомогательная задние поверхности;
- передняя поверхность.
Главную работу проводит режущий край, и важнейшей его характеристикой является угол заточки:
- Угол заострения. Легкость резки детали и входа в металл.
- Задний. Контролирует трение о деталь и износоустойчивость резца.
- Передний. Контроль качества и схода стружки.
Конструктивно резцы делят на несколько видов, в зависимости от формы:
- Прямые — державка и рабочая головка находятся на одной линии или параллельны.
- Изогнутые — в боковой проекции изогнуты.
- Отогнутые. Производятся отогнутые вперед и назад. Головка отогнута относительно оси державки.
- Оттянутые. Оттяжка может быть симметричной относительно осей или смещена влево, вправо. Ширина рабочей головки меньше, чем ширина державки.
Следующим видом классификации токарных резцов будет по категории производства:
- Цельные.
- Сварные.
- Разъемные.
Цельный резец изготавливается производится из стали, легированной или инструментальной. Максимально распространены инструменты с напаянной пластиной из твердосплавных материалов. У разъемных рабочие пластины прикручиваются болтами или прижимаются к головке, а при необходимости снимаются.
Виды резцов по металлу
Резцы для токарного станка делятся также по категории выполняемых работ. Каждый тип максимально приближен к определенным действиям и редко пригоден для остальных. Этот параметр стоит выбирать особенно внимательно.
| Вид резца | ГОСТ | Модификации | Выполняемое действие |
| Подрезной | 18880-73 18871-73 | отогнутые упорные отогнутые | Для проработки торцевых срезов станках с поперечной подачей. Форма действующей пластинки — треугольная. Обработка ведется перпендикулярно оси вращения заготовочной болванки. |
| Расточной | 18882-73 | для закрытых отверстий для сквозных отверстий | Для растачивания отверстий. Диаметр ограничен длиной державки. |
| Отрезной | 18884-73 | Для резки болванок и полотна из металла под прямым углом. Подходит для резки канавок. | |
| Проходной | 18878-73 18877-73 18879-73 | прямые отогнутые упорный отогнутый | Для обработки внешних поверхностей цилиндрических болванок, в том числе и торцевых. Подходят для съема фасок. Работа вдоль оси вращения заготовки. |
| Резьбовый | 18885-73 | для наружной резьбы для внутренней резьбы (только для станков с гитарой) | Для создания различной резьбы. В основном метрической, но при смене заточки можно добиться другого вида. Внутренняя резьба — только на больших диаметрах. |
| Фасочный | 18875-73 | Для создания сложных фасонных поверхностей с разными уровнями глубины. | |
| Сборные | Универсальный вид с креплениями для пластин различного назначения. | ||
Размеры и виды державок
Резцовая державка имеет несколько стандартных размеров:
Державка для токарного резца- 16*10 — в основном используется для установки на учебных станках и выполнения несложных операций.
- 20*12 — для деталей нестандартных размеров.
- 25*16 — самый распространенный размер, подходящий для обработки большинства стандартизированных деталей из металла.
- 32*20 — второй по популярности, для более крупных металлических болванок.
- 40*25 — редко встречается в продаже, в основном изготавливается под заказ.
Правильный выбор резцов для выполнения определенной работы иногда составляет 100% успеха в обработке металла. Это касается черновых работ и несложных операций. А вот ради тонких и чистовой подгонки стоит разжиться дополнительными инструментами.
Видео: Токарные резцы со сменными пластинами, различные виды
В ответ на ряд запросов на этой странице подробно рассказывается о шлифовании токарного инструмента общего назначения. Это попытка объяснить простым языком конструкцию инструмента, терминологию и процесс шлифования, необходимые для его создания. | |||||||
Это первое изображение показывает заготовку инструмента.5 лиц, которые стоит рассмотреть на режущий конец, но только 3 из них требуют шлифовки. Задняя (4) поверхность и нижнюю (5) поверхность можно оставить нетронутой. остальные три грани требуют шлифовки по двум осям, однако их все еще можно создать за три шлифовальные операции. На большинстве инструментов есть также четвертая операция шлифования, которая представляет собой радиус на вершине инструмента. Этот радиус увеличивает стойкость инструмента и улучшает качество поверхности. | |||||||
Пронумерованные лица на этом изображении также указывают порядок, в котором вырезаются три грани. Хотя нужно вырезать три грани, и для каждой из них нужно задать два угла, передняя и боковые грани имеют два критических угла и два не критично. Верхняя грань имеет два угла, оба из которых важны. | |||||||
| Геометрия инструмента. торцевые и боковые грани имеют зазор / заданный угол и еще одну кромку угол резания. Углы снятия нагрузки нужны для предотвращения трения инструмента.А инструмент с большим углом спуска обычно имеет меньшую скорость износа, но поскольку меньше материала для поддержки режущей кромки, инструмент может легче ломается, он также не может так эффективно отводить тепло. верхняя грань имеет два передних угла, потому что она может врезаться как «внутрь», так и «вдоль» заготовка. Эти углы обозначаются как угол бокового наклона и угол «задний передний». Передний угол определяет угол сдвига для срез. Больший передний угол снижает силы резания и увеличивает срок службы инструмента, но слишком большой передний угол может сделать инструмент хрупким. | |||||||
На схеме ниже показана терминология, используемая для описания режущих инструментов (щелкните, чтобы увеличить изображение). | |||||||
Разное материалы лучше всего вырезать, используя немного разные углы и стол ниже приведены некоторые предлагаемые углы для критических граней; но в Суммарно более твердые материалы имеют меньший передний угол, а более мягкие большие передние углы.Исключение составляют латунь и бронза, которые обычно режут с нулевым или отрицательным углом наклона, чтобы предотвратить «закапывание» инструмент. | |||||||
A Подставка для шлифования инструмента Точная шлифовка требуемых поверхностей легче достигается с помощью регулируемого шлифовального упора. фото справа показывает простую шлифовальную опору, которая имеет только угол регулируется (не по высоте) и имеет раздвижной упор, который можно использовать для держите резак под заданным углом, когда он проходит через край шлифовальный круг. Некоторые примечания по конструкции шлифовальной опоры можно найти здесь. | |||||||
| Последовательность заточки инструмента Во всем В этой последовательности температура инструмента поддерживалась разумной за счет частых окунание в кастрюлю с водой. Также — всегда следите за тем, чтобы защитные приспособления на шлифовальном круге и всегда ждите, пока он остановится перед настройкой остальных. | |||||||
Первой вырезанной гранью была боковая грань. В этом примере мы делаем нормальный правосторонний инструмент для токарного станка. | Шлифовка боковой грани инструмента | ||||||
шлифовальный упор был наклонен для обеспечения необходимого разгрузки бокового зазора и упор отрегулирован таким образом, чтобы получить угол боковой режущей кромки.Работа была подается через край шлифовального круга с легким внутренним давлением сделать разрез. Угол, установленный столом, является здесь важным углом, так же как и боковые облегчение. Угол ограждения не имеет решающего значения и используется просто так что боковой рельеф не нужно шлифовать по всей длине инструмент. | |||||||
Второй, которую нужно было разрезать, — это торец, показанный ниже зеленым цветом. | Шлифовка торца инструмента | ||||||
шлифовальный упор был наклонен, чтобы обеспечить требуемый угол заделки концов и упор отрегулирован для получения угла передней режущей кромки. Снова фронт угол режущей кромки не имел значения, хотя обычно он сделать чаевые и меньше 90. Угол рельефа является критическим. | |||||||
Если необходимо закруглить наконечник инструмента, он обрезается. Это может выполняться вручную на верстаке или вручную шлифовальный шликер, если нужен только очень маленький радиус. | Радиус заточки резца вручную | ||||||
Наконец была вырезана верхняя грань.У этой грани был боковой и задний передний угол. | Инструмент в сборе | ||||||
Кому срезал верхнюю грань, шлифовальный упор был наклонен для установки боковых граблей угол, а упор наклонен, чтобы сократить задний передний угол. Оба эти углы важны для создания эффективного инструмента. | |||||||
Инструмент в действии | Это На фотографии показан инструмент, режущий пруток из мягкой стали толщиной 25 мм и оставляющий хорошая отделка поверхности.Давление резания было небольшим, и инструмента не было болтовня. | ||||||
| изображение инструмента для шлифовки осталось. Распечатайте, ламинируйте, поделитесь и распространите по мере необходимости. | |||||||
Страница не найдена | MIT
Перейти к содержанию ↓- Образование
- Исследование
- Инновации
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
- Подробнее ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Увидеть больше результатов
Предложения или отзывы?
Полное руководство [Советы, методы и секреты]
Примечание : Это Урок 7 нашего мастер-класса по бесплатным кормам и скоростям.
Хотите улучшить качество фрезерования? Пытаетесь сократить объем финишной обработки после обработки или просто улучшить внешний вид деталей?
Вы попали в нужное место. Эта статья посвящена маленьким хитростям, специально предназначенным для улучшения отделки поверхности.
Понимание того, как будет измеряться чистота поверхности
Если ваша забота о чистоте поверхности основана на требованиях, предъявляемых к конкретной детали, узнайте, как будет измеряться чистота поверхности.Какая система измерения качества поверхности будет использоваться — RA, RZ или какая-то другая? Ссылка приведет вас на нашу страницу, посвященную измерению шероховатости поверхности, которая поможет вам разобраться в тонкостях этих систем, а также обеспечит удобное преобразование между различными системами.
Используйте правильную подачу и скорость
Абсолютно важно иметь правильную подачу и скорость для чистовой обработки — не гадать!
Используйте соответствующий калькулятор подачи и скорости, такой как G-Wizard — при выполнении большинства чистовых работ необходимо учитывать радиальное утонение стружки, компенсацию шарикового наконечника и множество других сложных факторов.
Поддерживайте скорость вращения на должном уровне и уменьшайте скорость подачи для более качественной отделки. В G-Wizard есть ползунок «Черепаха и Заяц» для выполнения этой настройки. Сдвиньте его до упора влево. Это специальная настройка «Чистая отделка», при которой нагрузка на стружку настолько близка к трению, насколько вы хотите для достижения наилучшего результата.
По завершении переместите рычаг «Черепаха и Заяц» до упора влево…
Не позволяйте стружке опускаться слишком низко, иначе вы будете тереть инструмент вместо чистых резов.В общем, ползунок «Черепаха-Заяц» обеспечивает компромисс между качеством отделки и скоростью удаления материала при черновой обработке.
Используйте чистовой проход с легкой резкой
Сохраняйте небольшую ширину реза (или глубину реза, если вы говорите о ямке на полу
Резка металла отрезными кругами
Наши сайты
- FMA
- FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- 50 лет FMA 9035 Категории Аддитивное производство Сварка алюминия Дуговая сварка Сборка и соединение Автоматизация и робототехника Гибка / складывание Расходные материалы Подготовка к сварке и резке Электромобили En Español Чистовая гидроформовка Лазерная резка Лазерная сварка Механическая обработка Производство Программное обеспечение Обработка металлов и материалов Кислородная резка Плазменная резка Электроинструменты Пробивка и другое сверление отверстий Профилактика валков Безопасная распиловка Управление цехом резки Штамповочные испытания и измерение Производство труб и труб Производство труб и труб Гидроабразивная резка Торговая выставка Электронный бюллетень Цифровое издание Реклама Подписка Поиск Поиск
- The FABRICATOR
- The WELDER
- Электронный бюллетень
- Цифровое издание
- Реклама
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка и складывание
- Расходные материалы
- Транспортные средства
- En Español
- Чистовая обработка
- Гидроформовка
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- Пескоструйная резка
- Инструменты для плазменной резки и прочее сверление
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Изготовление труб и труб
- Производство труб и труб
- Гидроабразивная резка
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продукции
- Глоссарий
- Справочник объявлений 9035 Зарегистрируйтесь в справочнике
- Ассоциация производителей и производителей
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- Наши публикации
- The FABRAMPICATOR
STUDE
Журнал - The Additive Report
- The Fabricator en Español
- The FABRICATOR
- From The FABRICATOR
- Подписка
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- See Mor e
- Журнал STAMPING
- Из журнала STAMPING
- Подписка
- Электронный бюллетень
- Цифровая версия
Наши публикации
Категории
Справочник отрасли
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши аффилированные веб-сайты
Вход в учетную запись
Поиск
Признательность горняков Cerro Rico
Восстановление производства в условиях пандемии 905 905 Лидеры производства продолжают превышать ожидания Магазин в Техасе выходит за рамки контрактного производства. Песочница
Вопросы и ответы: Как датчики и элементы управления помогают штамповщикам адаптироваться к новым нормам
5 способов автоматической обработки потоков штамповки и высечки отходов
Штампер второго поколения Michigan доказывает ее характер через прототипирование
Анализ системы штамповки металла
Инструмент для токарной обработки шейки PMA Модель A Нестандартный угол резца
Инструмент для токарной обработки шейки PMA — лучший токарный станок для шеи на сегодняшний день.Вы знаете, почему вам нужно или вы хотите, чтобы гриф «Turn Turn», но на рынке так много разных моделей, что вы выберете? Факторы, определяющие ваш выбор токарного инструмента для шейки, по существу сводятся к трем ключевым требованиям; легкость и повторяемость регулировки, удобство использования и качество резки. Этот инструмент полностью удовлетворяет этим требованиям.
В нашем инструменте для токарной обработки шейки не используется винт с прямым или точным приводом для перемещения фрезы к оправке или от нее. Мы не используем ненужный микрометр или индикатор часового типа.Мы также не вращаем оправку на эксцентрике, который меняет центр реза и имеет непостоянную регулировку. Наш инструмент для токарной обработки шейки Model A просто регулируется, перемещая оправку в направлении или от неподвижного резца с ОЧЕНЬ минимальным люфтом. В модели A используется сверхтонкий приводной винт 80TPI, дающий вам регулировку на 0,0002 дюйма между каждой меткой, между метками имеется достаточно места, что позволяет вам выполнять регулировку с точностью до 0,0001 дюйма. Инструмент не включает оправку.
Чтобы посмотреть видео об использовании этого инструмента для токарной обработки шейки, перейдите по адресу:
http: // atthebench.pmatool.com/index.php/videos/73-hands-on-model-a-neck-turning-tool
Особенности:
· Легко выполнить регулировку на 0,0002 дюйма
o (регулировка 0,0001 ”не исключение)
· Принимает оправки для точения шейки PMA или Sinclair (продаются отдельно)
o Также принимает оправки K&M с использованием переходника
· Твердосплавная фреза никогда не должна затупляться
o Доступен с несколькими углами резания
1.30˚ для различных картриджей, включая BR, PPC, RSAUM и 6.5×47
2. 30 ° для картриджей с коротким горлышком (<0,250 дюйма), таких как 204 Ruger, 17 FB и различных wildcats
3. 35˚ для картриджей семейства 284 и WSM
4. 40˚ для улучшенных патронов
5. 40 для картриджей с короткой горловиной (<0,250 дюйма), таких как Dasher и различные Wildcats
6. Фреза 17,5˚ для семейства 30-06
7. Резак 20˚ для семейств 308 и 338 Lapua
8.Фреза 23˚ для семейства 223
9. Резак 28˚ для 22-250 (также подходит для 6мм Rem)
10. Фреза 25 градусов
· Сменные фрезы приобретаются отдельно
· Большой эргономичный дизайн
o Хорошо лежит в руке, имеет хороший вес, но не слишком тяжелый
o Размер и форма позволяют легко управлять инструментом под крутящим моментом токарного станка или дрели
ТЕМА: ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК, КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ — скачать ppt
Презентация на тему: «ТЕМА: ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК, КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ» — стенограмма презентации:
1 ТЕМА: ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК, КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
ПОДГОТОВЛЕНЫ SOUNDHAR.А
2 Типы токарных станков Классифицируются по размеру, конструкции, способу привода и назначению Скоростной токарный станок Токарный станок для двигателя Станок токарно-настольный Станок токарный полуавтоматический Токарный полуавтоматический Станок специального назначения Токарный копировальный
3 Типы токарных станков Скоростной токарный станок Головная бабка, задняя бабка и регулируемые салазки
Ходовой винт, коробка подачи и фартук не входят в комплект Шпиндель — с приводом от высокоскоростного двигателя и ступенчатым коническим шкивом Инструмент — подача вручную Подходит для токарной обработки, прядения и полировки дерева Работа.Типы: Токарный станок по дереву Токарный станок по металлу Токарный станок по металлу Полировальный токарный станок
4 Типы токарных станков Двигатель Токарный станок Головная бабка, задняя бабка, каретка и станина
Поставляется ходовой винт, коробка подачи и фартук. Инструмент подается поперечно или продольно вручную или автоматически. Типы: Токарный станок с приводом ступенчатого конического шкива Токарный станок с редуктором
5 Типы токарных станков Верстак Токарный станок, установленный на столе
Имеет все детали, такие как токарный центр. Используется для обработки мелких деталей.
6 Типы токарных станков Токарный станок
Необходимые приспособления для точной и прецизионной обработки Получен больший диапазон скоростей и подач Используется в высокоточных работах
7 Типы токарных станков Полуавтоматический токарный станок
Операции — как ручные, так и автоматические Обработка — выполняется в надлежащей последовательности Револьверная головка — установлено количество инструментов Хвостовая бабка не используется Используется для массового производства Скорость и подача высокие Типы: Токарный станок с шпилем Токарно-револьверный станок
8 Типы токарных станков Токарный автомат Все работы выполняются автоматически
Кулачки используются для скорости, подачи и смены инструмента Достаточно начальной настройки заданий и инструментов — работы выполняются автоматически Используется для массового производства
9 Типы токарных станков Специальный токарный станок
Используется только для выполнения определенных операций Типы токарных станков: Токарный станок с кривошипным валом Токарный станок для коленчатого вала — специальный токарный станок Используется для чистовой обработки шейки Наращивание резьбы на колесах вагонов и локомотивов Дублирующий токарный станок
10 Типы токарных станков Копировально-токарные станки
Инструмент следует по шаблону с помощью щупа или трассирующего устройства, соединенного с режущим инструментом с помощью гидравлического устройства Инструменты перемещаются в соответствии с движением трассирующего устройства и выполняют операции обработки