Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
Допустимая величина износа указана в таблице ниже

Инструмент для заточки
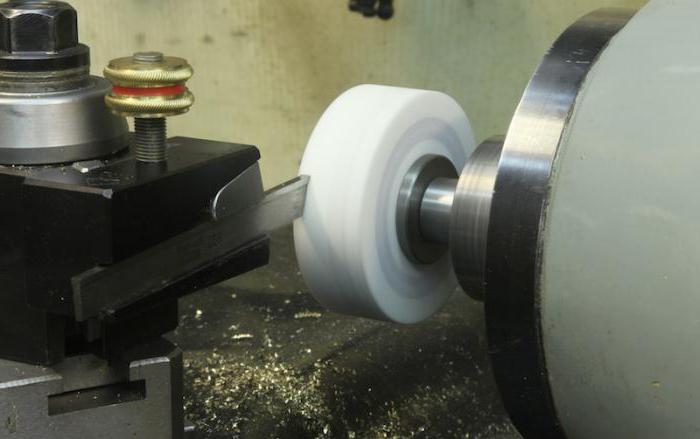
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
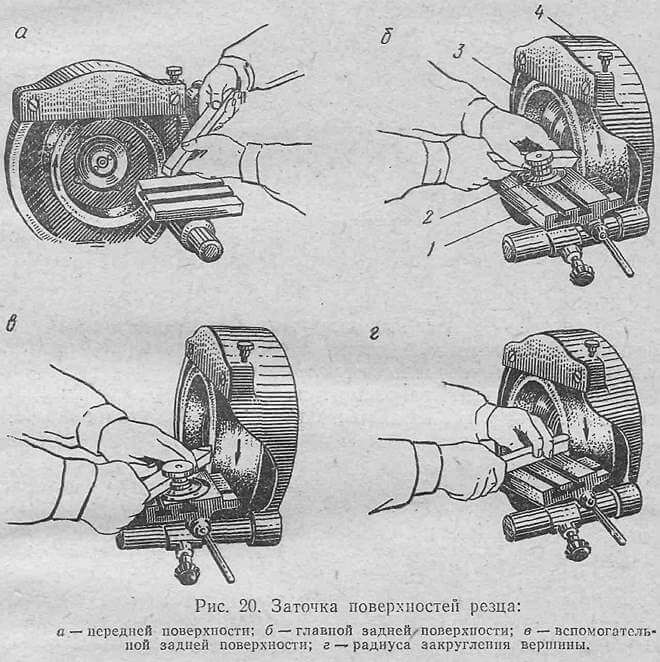
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца

Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
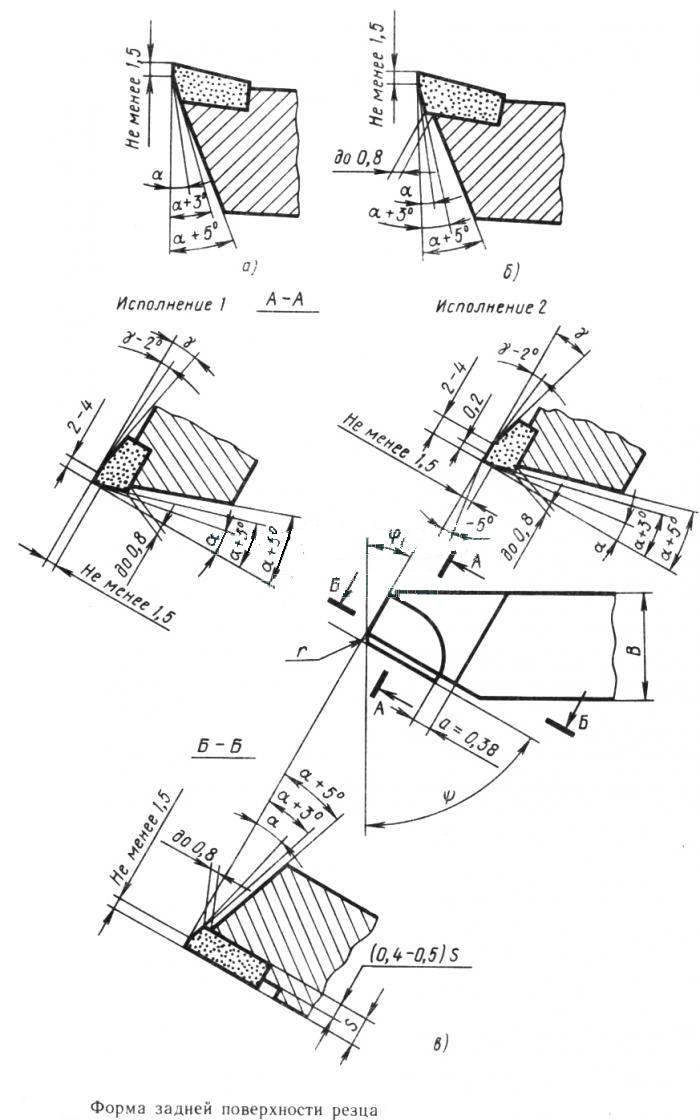
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
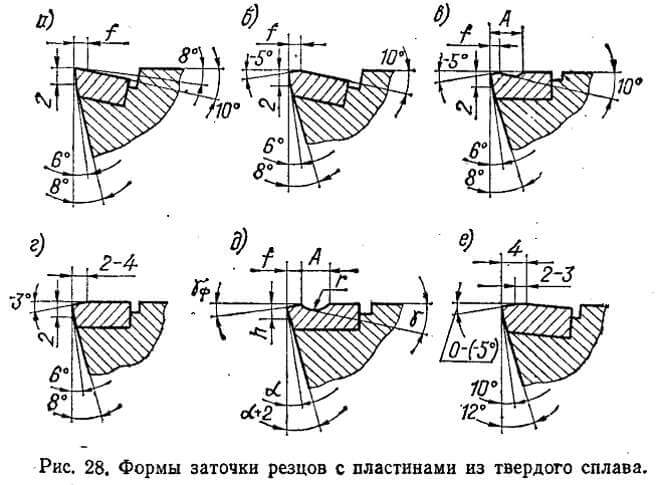
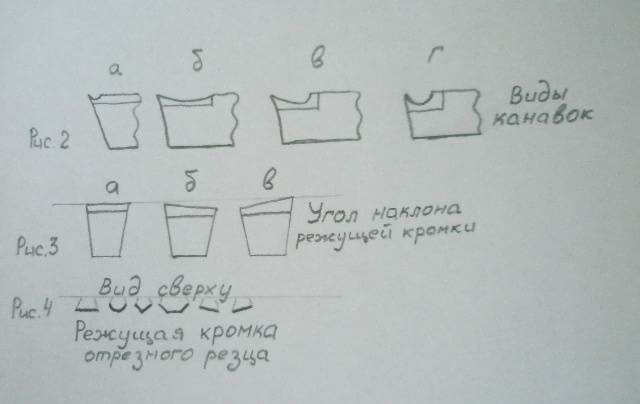
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).

Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
углы, станки, видео, своими руками
Технологические операции, проводимые на токарном станке с заготовками при помощи специальных приспособлений, связаны с получением в итоге изделия нужной конфигурации, представленной на чертеже. А чтобы точение было рациональным, точным необходима заточка токарных резцов по металлу, которая выполнит необходимый профиль, углы требуемой величины и соответствующие параметры рабочей части. Подготовке такого средства придается серьезное значение.
 Заточка токарного резца по металлу
Заточка токарного резца по металлуНазначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.

Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Порядок и правила заточки инструмента
Для предупреждения появления сколов и задиров на обрабатываемых деталях, поломки и других нежелательных факторов при работе на токарном агрегате, требуется правильная заточка резца. Эта процедура выполняется при изготовлении нового или износе старого устройства. Сам процесс заточки резцов заключается в придании требуемой формы и необходимого угла затупившемуся или новому приспособлению.
Восстановить режущую часть, можно применяя специальное оборудование по металлу при достаточном уровне мастерства и знаний работника. Ведь от правильной заточки токарных резцов зависит трудоемкость и производительность. На крупных предприятиях созданы подразделения занятые подготовкой оснастки. На малых заточка выполняется токарем.
На данный момент существуют следующие способы заточки токарных резцов:
- абразивный;
- химико-механический;
- с использованием специальных приспособлений;

Углы заточки в зависимости от вида точения стали и чугуна
Абразивная заточка резца выполняется на специальном заточном агрегате или стандартном наждаке. При использовании последнего варианта трудно выдержать нужные углы при обработке приспособления. Агрегаты для заточки имеют два круга. Абразив из белого электрокорунда используют для точения резца из быстрорежущей стали. Заточка устройств из твердых сплавов выполняется кругом из карбида кремния зеленого цвета.
Алмазным диском делают финишную шлифовку на токарном или другом агрегате. Химико-механический способ подразумевает точение в специальном составе. Точность заточки проверяют шаблонами.
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной. Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).

Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от – 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.
Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.
Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов
Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.

Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
Заточка резцов для токарного станка по металлу
Раньше токарное дело предполагало изготовление деталей небольшого диаметра, наиболее часто для этих целей использовали для этих целей прутья, из которых нарезали самодельные детали. Сегодня при наличии множества заготовительных станков токарных задача упростилась, и применение отрезных резцов ушло на второй план и стало необходимо только в домашних условиях при выполнении мелких токарных работ.
Большинство предметов, которые играют роль отрезных стамесок, прослужат намного дольше, если будет происходить заточка резцов, учитывать принцип и особенности таких видов работ, о них мы сегодня и поговорим.

Виды резцов
Конструкция токарных резцов
Заточка резцов для токарного станка по металлу не будет выполнена правильно, пока мастер не разберется в нюансах, особенностях и правилах заточки токарных резцов. Основными составляющими такой конструкции являются стержень, который закрепляет приспособление к токарному станку, и рабочая головка, ее режущую часть нужно регулировать и постоянно затачивать.
Рассмотрим более подробно головку инструмента. Она состоит из двух видов основания – задней и передней. Передняя имеет отличительную особенность – она выполняет отвод получившейся в ходе работы стружки. Задней поверхностью называют ту часть приспособления, к которой расположена в процессе обработке заготовка. В зависимости от расположения она может быть вспомогательной или основной.
Главной составляющей резца является режущая кромка, она расположена на месте сечения передней и задней плоскостью. В устройстве заточки стамесок по дереву и резцов также имеется дополнительная кромка, которая расположена на сечении основного и вспомогательного основания.
Основными характеристиками заточки токарных резцов по металлу являются углы заточки резцов, которые делятся на дополнительные и главные. О них мы расскажем далее.

Конструкция токарных резцов
Правила заточки токарного инструмента
Чтобы правильно заточить резцы по дереву на токарном станке нужно обрабатывать не только инструмент, но и режущую часть, которая имеет форму тонкой пластины. Для осуществления этого процесса в крупном производстве применяется специальное приспособление, на котором работы выполняет специально обученный человек.
Что выполнить заточку стамески на токарном станке по дереву своими руками вам понадобиться знание определенной методики выполнения процедуры. Осуществить этот процесс можно при помощи точильного круга или авауловой сверхострой заточки. Круг абразивный для резцов является наиболее бюджетным способ выполнения процедуры.
Обратите внимание! Такой токарный способ дает возможность придать заготовке нужную геометрическую форму наиболее эффективно.
Наиболее качественно токарная заточка стамесок по металлу осуществляется при помощи специального токарного станка, который предназначен именно для таких видов работ. Если же такого инструмента для заточки токарных резцов по металлу у вас в наличии нет, то можно использовать точильный круг и заточный универсальный станок для резцов. При выборе круга также следует быть внимательным, поскольку в таком процессе играет важную роль материал, из которого он изготовлен. Например, для того чтобы выполнить заточку резцы из твердого сплава, вам потребуется расточный круг из карборунда. Чтобы обработать резец цеда по дереву больше подойдут приспособления, которые выполнены из быстрорежущего или углеродистого металла.
Обратите внимание! Обработку заготовок на токарном станке можно осуществлять с охлаждением или без него. Первый вариант более предпочтительный, поскольку при охлаждении не требуется следить за тем, чтобы инструмент не охладился слишком быстро после затачивания. Такая мера обезопасит вас от растрескивания режущей поверхности.
Также для заточки резца по дереву на токарном станке можно применять специальный камень, который придаст заготовке необходимую форму. На последних этапах процедуры для устранения мелких дефектов и неровностей для заточки средней плотности резцов по дереву применяют наждак. Им удобно обрабатывать углы и удалять стружку.
Немаловажную роль в процессе обработки заготовок по дереву играет выбор вида токарного инструмента для станка. Наиболее популярны при выполнении работ в домашних условиях являются токарные стамески по дереву рейер и мейсель. Мейсель предназначена для выполнения чистовой обработки, она представляет собой ровную токарную поверхность с лезвием на правую или левую сторону. Рейер в свою очередь имеет полукруглую форму и предназначена для работ с нестандартными деталями.

Правила заточки
Особенности затачивания
В процессе заточки токарных резцов по дереву нужно следить за тем, чтобы режущая кромка была расположена по центру токарного станка. Прижим державки к пластине нужно обеспечить вращением круга. При осуществлении обработки желательно применять охлаждающую жидкость.
Чтобы заточить одинарный рейсфедер по дереву, нужно применять при процедуре легкий нажим и регулярное движение в направлении пересечения круга, для обеспечения ровного основания. После выполнения работ геометрию изделия можно проверить при помощи специальных приборов или шаблонов.
Типы и углы затачивания
Для того чтобы определить угол режущего инструмента или заточки стамески на станке применяют 2 плоскости:
- Главная – она накладывается на сторону опоры резца и находится в его нижней части;
- Поверхность нарезания – расположена относительно плоскости затачиваемой заготовки по касательной.
В рабочей поверхности заготовки имеется несколько видов углов:
- Угол заострения – находится между задней и передней основой.
- Главный задний угол – расположен между поверхностью нарезания и задней плоскостью.
- Главный передний – находится на пересечении перпендикуляра поверхности резания и передней стороной инструмента.
Измерение углов производится при помощи угломера настольного. Его располагают по центру, на месте, где соприкасается кромка и плоскость. Значение определяют с помощью специальной линейки.

углы заточки
Выполнение доводки
После выбора станка для заточки металлических резцов и осуществления самой процедуры следует провести притирку рабочих элементов. Ее выполняют по тому же алгоритму, что и обработку. Доводка нужна для устранения шероховатостей и полирования основания до блеска. Чем качественней вы сделаете доводку, тем меньше будет трение и устойчивей инструмент.
Доводку делают при помощи абразивной пасты бора карбида на крутящемся диске из чугуна. Также можно применять для этих целей пасты ГОИ или другие средства, которые предназначены для полировки. Такое средство наносят на диск и выполняют его вращение, при этом стамеска должна плотно прилегать к кругу. Это необходимо чтобы зерна пасты абразивной сгладили шероховатости. Таким способом будет полностью восстановлена геометрия изделия, пригодность к применению и его первоначальная чистота.
Процедура обработки стамесок в домашних условиях предполагает наличие у мастера определенных навыков и знаний необходимых методик. Осуществить процесс не сложно, но при этом от человека потребуется немало усилий и четкое соблюдение правил выполнения работ. В противном случае геометрия деталей не будет восстановлена полностью, в результате чего уменьшится качество и срок ее эксплуатации.
Заточные токарные резцы HSS
Каковы типичные углы наклона и зазора (разгрузки) для долота инструмента HSS?
См. Рисунок A – 1 и таблицу A – 1.

Рисунок A – 1. Номенклатура долота инструмента.
Материал | Боковой зазор | Передний клиренс | Side | Назад |
Алюминий | 12 | 8 | 16 | 35 |
латунь | 10 | 8 | 5 до 24 | 0 |
Бронза | 10 | 8 | 5 до 24 | 0 |
Чугун | 10 | 8 | 12 | 5 |
Медь | 12 | 10 | 20 | 16 |
Машинная Сталь | 10–12 | 8 | 12–18 | 8–15 |
Инструментальная сталь | 10 | 8 | 12 | 8 |
Нержавеющая сталь | 10 | 8 | 15–20 | 8 |
Таблица A – 1.Клиренс и грабли в градусах для обычных металлов.
Какая процедура заточки токарных инструментов общего назначения HSS?
Начните с шлифовки шлифовального круга. Затем найдите типичные углы для материала заготовки, а затем выполните шаги, показанные на рисунке A-2. Часто погружайте инструмент в охлаждающую жидкость, чтобы он не перегревался и не отжигался. Любое изменение цвета на бите означает, что он больше не может быть укреплен. Если это произойдет, рассмотрите возможность начать заново с самого начала.Углы долота инструмента не являются критическими, и большинство инструментов будет резать материал удовлетворительно, но менее эффективно.

Рисунок A – 2. Шаги для заточки инструментальных бит HSS.
,Усовершенствованная заточка инструмента
Продвинутая Заточка Инструментов Усовершенствованная заточка инструмента для токарного станка
с особым акцентом на
Резьбонарезные инструменты
Многие люди создают токарные инструменты HSS, используя не более чем настольный шлифовальный станок, и получают вполне приемлемые, если не прямо отлично, результаты. Для большинства проектов нормального размера с умеренными допусками это может быть все, что вам когда-либо понадобится.Как допуски стать плотнее, или для уменьшения размеров деталей требуются улучшенные качества поверхности, нужны лучшие инструменты. Ты не можешь бриться десятых и одновременно получайте отличный финиш с тупым инструментом.
Моя цель — показать вам некоторые практические приемы, которые можно быстро применить для улучшения качества ваших инструментов. Методы не являются ни авторитетными, ни подкрепленными обширными исследованиями. Это просто вещи, которые я подобрал за много лет строил тесные собрания толерантности, научные инструменты, читал и смотрел, как другие Машинисты, некоторые из которых имеют гораздо больше знаний и опыта, чем я, делают вещи.С некоторой мыслью вы вполне можете опираться на и улучшить, идеи, охватываемые здесь.
Следует отметить, что я сосредоточен исключительно на создании очень острых краев, и вы не можете применять это вслепую тип оснастки для любой ситуации. Острые края бритвы — это именно то, что вам , а не в большинстве высокоскоростных производств ситуации с нержавеющей сталью и другими сплавами. Этот инструмент не предназначен для черновой или чистовой обработки окалины стали.Эти края не будут иметь долговечности, необходимой для массового производства.
Итак, когда до вам нужны эти инструменты?
- Когда нужно контролировать размер на десятом уровне или ниже.
- Когда конус — проблема с неподдерживаемым запасом, и вы не можете использовать центр.
- Когда заготовка имеет тенденцию работать, затвердеть во время резки.
- При изготовлении регулировочных винтов любого шага, где важны гладкость и посадка.
- При изготовлении тонких нитей свыше 40 т / д.
- При изготовлении резьб, где важно низкое трение.
Углы инструмента хорошо освещены во многих местах — от «Как запустить токарный станок» в Саутбенде до паутины и «Справочника по машиностроению», поэтому Я не буду тратить время на поиск идеального переднего угла для резки алюминия 6061. Информация о том, как добиться максимума Резкость режущих кромок намного сложнее, и это реальная тема этой страницы.Я должен добавить что мы все, кажется, впитали в себя много ошибочного фольклора, касающегося резкости, начиная с хорошего смысла друга или родственник показал нам, как точить этот первый карманный нож. Разговор о твердосплавном инструменте также в порядке, так как его вариант со многими преимуществами и недостатками, особенно для домашнего машиниста.
Точные подробности того, что происходит, когда мы «режем» металл, также выходят за рамки этой страницы, но читателю рекомендуется сделать дополнительное исследование.Начните с поиска «механика резки металла». Если вы посмотрите на режущее действие Типичный токарный инструмент, вы увидите, что реальная резка происходит вдоль линии, и обычно очень короткая. Линия может быть изогнута и иметь радиус, но при наличии достаточного рельефа то, что происходит на расстоянии 25 тыс. От этой линии не имеет отношения к процессу. Таким образом, когда мы говорим об углах инструмента, важен именно угол прямо у режущей кромки. Все, что я представляю ниже, является попыткой контролировать геометрию в той крошечной области инструмента, где происходит резка.
Вы не можете получить хорошую заточку кромки от руки
Требуется только один проход на камне или миллисекунда на мельнице под неправильным углом, чтобы разрушить геометрию передовой. Нет способа оттачивать от руки и получить качественное преимущество. Вы должны использовать какую-то направляющую систему.Я уже слышу, как старые хулиганцы называют меня идиотом и делают разные заявления о том, как им бриться их заточенные от руки инструменты. Дело в том, что они могут. Зачем? Они обманывают. Они используют систему гида, осознают ли они это или нет.
Хрустящие старые машинисты
Неофит часто качает свой инструмент по всему шлифовальному кругу из-за отсутствия навыков и практики. Хрустящий старый машинист может делать то же самое, но только для увеличения скорости удаления металла при черновой обработке.После этого он обычно держит Вся поверхность инструмента в тесном контакте с колесом. Вы увидите только пустотелый участок земли с одним радиусом на своем инструменты. По мере того, как он подносит инструмент к колесу, и особенно когда он его снимает, он старается не заточить режущий инструмент. край. Таким образом, даже если он не осознает этого, режущая кромка защищена встроенной системой направляющих изогнутая поверхность инструмента прижимается к изогнутому шлифовальному дискуЭто не идеально, но это техника, которую вы должны освоить, потому что это приводит к следующему этапу уточнения.
Вот как должен выглядеть инструмент, сходящий с дробилки. Вы также хотели бы получить некоторые лучшие грабли и, возможно, чип-прерыватель для большинство приложений, но обратите внимание на чистые и слегка изогнутые лица. Это было размолоть на обычной 8-дюймовой ручной шлифовальной машине, не используя отдыхает на всех. Основная (боковая) режущая кромка — это та, что обращена к вам, хотя инструмент также будет очень хорошо резать, если глубина резания (DOC) мала.

Очищение края по старинке
Если вы правильно сделали черновое шлифование, будет выполнено несколько вещей. Во-первых, передний край будет довольно острый, пригодный для многих вещей, как есть. Во-вторых, под кромкой будет значительный угол сброса, поскольку угол больше, чем средний угол изогнутого помола. В-третьих, и это очень важно, на нижняя сторона инструмента.Этот край — простая направляющая система, которая предотвратит повреждение, поскольку режущая кромка забита камнями совершенство.
Пока этот нижний край инструмента остается в контакте с камнем, вы можете избежать ошибочного удара, который создает новый грань на режущей кромке. Снимите этот нижний край и одним движением по камню создайте небольшую грань на неправильный угол, который требует огромного количества корректирующих камней для удаления. Нижний край также определяет угол сброса, который будет производиться, поэтому обратите внимание во время шлифования, чтобы убедиться, что общая форма является правильной.
Думайте с точки зрения граней, точно так же, как огранки на бриллианте. Когда они ловят свет, они должны выглядеть как идеальные самолеты, без закругления по краям. Некоторые люди точат инструменты, используя бумагу из карбида кремния. Хотя это может быть эффективным для точка, это неизменно закругляет края, притупляя инструмент и вызывая трение чуть ниже фактической режущей кромки. В профиль это выглядит как изношенный инструмент. Хотя общий угол сброса может составлять 8 °, это почти микроскопический угол при край, который имеет значение.Поймите, что при некотором увеличении край всегда будет выглядеть тусклым, а угол рельефа не существует, поэтому требуется определенное количество суждений, чтобы соответствовать краю приложения. Когда режущая кромка трется вам нужно дополнительное давление, чтобы сделать это. Правильно сформированный край будет разрезать почти на контакте, отряхивая столько же или меньше материал, как вам нужно.
Подходящие абразивные инструменты для очистки кромки включают твердые арканзасские камни, синтетические нефтяные камни, жесткую японскую воду камни (редко используются для металлорежущих инструментов) и различные пластиковые притирочные пленки.Не используйте чувствительный к давлению клей (PSA) притирочные пленки на подложке, поскольку совместимость клея приведет к закруглению кромки инструмента. Вы можете держать простые фильмы от скольжения, положив каплю воды на спину. Используйте пленки с тяжелым листом стекла или поверхностной пластиной. Доводка Фильмы доступны практически со всеми известными абразивными материалами. Алмаз подходит для карбида и приемлемо работает с HSS, в Несмотря на общие советы не использовать алмаз с черными металлами.Оксид алюминия дешевле и хорошо работает для HSS. 12 микрон — хороший класс общего назначения. 9 микрон, вероятно, так хорошо, как это действительно нужно. Для более грубой работы обычно Доступные гальванические алмазы достаточно хороши и очень долговечны. Обязательно получите солидный, как те, что с перфорацией имеют тенденцию ловить наконечник инструмента.
Вот тот же самый инструмент выше, рука обкурилась небольшим средним арканзасским, а затем мелким черным, используя оба края в качестве направляющая система.Постоянно удерживая обе кромки в контакте с камнем, исключается закругление режущей кромки. Гладкий радиус также был забросан камнями между гранями. Помните, что качество этого радиуса будет определять, насколько хорошо поверхность закончить можно получить. Иногда люди продолжают увеличивать радиус, пытаясь улучшить качество поверхности, когда они на самом деле просто нужна качественная режущая кромка на радиусе, который они уже получили. Большой радиус увеличит тенденцию болтать.Небольшой радиус, как этот, нужно подавать очень медленно, но он также не отклоняет небольшой запас. Рельеф угол под режущей кромкой составляет 6 ° (он же угол сброса), а передняя кромка отклоняет наконечник на 15 ° (он же угол конца режущей кромки).

Не забывайте другое лицо инструмента
Верхняя поверхность инструмента часто игнорируется, но это так же важно, как и грани. Если верхняя поверхность шероховатая, нет суммы забивание камнями на других лицах даст чистый режущий край.Следы шлифования в верхней части будут проходить через резку край, ухудшающий поверхностную отделку обрабатываемой работы. Они также уменьшат долговечность режущей кромки. Если вы шлифуете грабли в верхнюю поверхность, следуйте той же процедуре, что и выше, и наносите камень гладко. Если вы оставите верхнюю часть инструмент плоской, это все еще хорошая практика, чтобы забить его. Я ускоряю работу, помещая тонкий кусок ленты на заднюю часть инструмента. Это дает небольшое количество отрицательных рейков, но позволяет быстро улучшить наконечник без необходимости удаления большого количества металла.
Современная практика магазина стремится к нулю или даже к отрицательным инструментам граблей, но они редко подходят для домашнего магазина. положительный Рейк сделает ваши инструменты свободной резки, уменьшая прогиб и требования к мощности. Со сталью можно использовать 10-20 градусов, но никогда не пытайтесь использовать инструмент для шлифовки стали на латуни; он схватит и, возможно, вырвет шток из патрона или повредит сам токарный станок Обратитесь к различным ссылкам для правильных углов для использования с различными материалами.Острые инструменты с Правильные углы могут сделать разницу между работой, которая идет гладко, или просто проблемой.
Шлифовальные линии всегда должны быть перпендикулярны режущей кромке. Если линии параллельны краю, край будет более хрупкий. Например, приспособления для заточки сверла обычно показаны на горизонтальной осевой линии колеса, делая линии шлифования параллельно режущей кромке. В идеале они должны быть подняты так, чтобы кончик сверла касался вертикальная осевая линия, поэтому линии шлифования перпендикулярны режущей кромке.Или вы можете поднять кофемолку и работать на нижней части колеса. Если характер установки ставит линии шлифования параллельно режущей кромке, забивание камнями еще более важно уточнить кромку в чистые грани и предотвратить провал режущей кромки на большой горизонтали площадь.
Очень острые края не долговечны, но чем более гладкими и без дефектов вы можете сделать их, тем дольше они будут последний.
Ножницы
Хорошо, я не собирался говорить об углах инструмента, но инструмент сдвига заслуживает особого упоминания.Я только видел это описано в несколько текстов обработки, и описание, как правило, было непонятно. Я никогда не понимал инструмент, пока он не был правильно описано на форуме онлайн. Он имеет только одну специализированную цель — отделочные материалы, которые имеют тенденцию разрываться. если ты не может быть хорошей отделкой на некоторых сложных марках стали, это инструмент, который стоит попробовать. Имейте в виду, что у этого есть много ограничений. Так как показано, что он будет резать только справа налево, а глубина резания редко превышает 0.001 «. Трудно подобраться к плечо без тщательного шлифования и низкая точка контакта. Как скорость шпинделя, так и скорость подачи, как правило, сохраняются довольно медленными. Поэтому предпочтительна медленная подача питания, особенно если деталь длинная. Используйте масло.
Нос инструмента заточен под небольшим углом, чтобы обеспечить зазор всего в несколько градусов. Режущая кромка обычно составляет 30-40 градусов от вертикали. Камень пока гладкий и острый. Как вы можете видеть ниже, вертикальное положение инструмента не является критическим, на самом деле когда одно пятно становится тусклым, просто немного поднимите или опустите инструмент.Работая правильно, этот инструмент будет производить чип, который выглядит почти так же, как стальная шерсть. При правильных условиях срезной инструмент может дать гладкую поверхность, которую можно принять за земля.

Прочие светильники
Поставляемые на заводе опоры большинства дробилок практически бесполезны. Немного поиска в сети, вы можете найти планы для значительно улучшенных упоров и держателей инструментов.Я также рекомендую приобрести копию инструмента и заточки режущего инструмента от Гарольда Холла, Семинар-практикум № 38, который включает в себя много полезных советов, а также планы по созданию простого шлифования светильники.
Тем не менее, большая часть того, что доступно, касается только шлифовальной части процесса, и я сосредоточен на том, чтобы получить лучшее преимущество чем может дать только помол. Я упоминал карманные ножи ранее, и ничто не дает лучшего края лезвию ножа чем оригинальная система заточки Lansky.Они используют направляющую, прикрепленную к лезвию, которая предотвращает случайное забивание камнями край, даже кратко, под неправильным углом. У каждого камня есть длинный стержень, идущий от спины, который едет в направляющей. Такой же Принцип может быть применен практически к любой кромке, которую вы хотите подправить, включая концевые фрезы и резцы ласточкиного хвоста. Ты можешь Придумайте свои камни, приклеив их к бруску или используя притирочную пленку (здесь полезен PSA), но я просто использую Ланские камни прямо из стандартного набора.Вот основная идея подкрасить концевую мельницу, хотя хотелось бы вещи связаны немного лучше, чем сидеть на студии без проблем. Да, я знаю, что это про токарные инструменты; использовать некоторые воображение и применить технику к любому краю, с которым вам нужно иметь дело.

Резьбонарезной инструмент и крепеж
Методы, описанные выше, подойдут почти для всех типичных задач токарной обработки с использованием заготовок для инструментов из HSS и литого сплава. углы могут быть проведены с достаточной точностью на глаз и опыта. Это не относится к потокам. Как минимум, вы следует использовать датчик «рыбий хвост» для проверки включенного угла и прямоугольности инструмента, но это все еще оставляет вам долгий путь из того, что может быть достигнуто с очень небольшими дополнительными усилиями.
После того, как вы вырубили инструмент на шлифовальной машине, вам нужно приспособление для улучшения углов. Я сделал прибор, показанный здесь с обрезки лома делрина.Некоторое время назад я сделал прямоугольник, но у него выросли ноги, поэтому они должны быть желанными. Точная форма и размеры не важны, хотя вы должны стараться держать две ножки и острие инструмента рядом с точками равностороннего треугольника. Единственное строгое требование состоит в том, что инструментальный наконечник может быть закреплен очень близко под углом 30 ° и что все углы можно точно настроить с помощью двух регулируемых ножек. Светильник — кинематический дизайн; у него три контакта указывает, что делает его полностью стабильным в использовании.Углы можно немного изменить, но для Acme вам понадобится другое приспособление или другие темы с существенно разными углами.

PDF-файл для приспособления для хонингования резьбы
Вы можете сделать хороший угловой шаблон из алюминиевой кровли. Просто нарисуйте его и порежьте на бумагорезальной машине (не роторный резак). Вот приспособление, устанавливаемое для основного угла 30 °.Если вы хотите работать с другой стороны инструмент, или сам прибор, шаблон, безусловно, можно вырезать, чтобы отразить это предпочтение.

Далее мы переходим к задней части инструмента, чтобы установить угол сброса. Надо будет идти туда-сюда пару раз потому что настройки взаимодействуют.

Если вы посмотрите внимательно, то сможете увидеть идеальную грань на кончике, созданную ультратонким черным арканзасским камнем.Поблизости Край инструмента ловит свет, но он все еще неровный и не попал в камень.

Вы также можете использовать приспособление на стекле или пластине с притирочной пленкой. Это чувствительная к давлению пленка оксида алюминия, и клейкая подложка слегка закругляет грань, что приводит к чуть менее острому и менее свободному режущему наконечнику. Попытаться получить обычная притирочная пленка.

Теперь переверните инструмент в приспособлении, перенастройте и настройте другую сторону.Вы можете удалить лишний материал, который не требует притирки, как описано ниже, поэтому операция притирки проходит быстро. С правильно отшлифованным инструментом, притирка не должно быть больше десяти минут работы.
Хорошо, скажи мне еще раз, зачем нам нужен этот уровень контроля над краями? Для правильной работы нити, фланги Винт нужно соприкоснуть с фланцами гайки. Если углы выключены, область контакта будет узкой линией высокого давления рядом ID или OD потока.Смазка не сможет поддерживать давление, и вы получите контакт металла с металлом, возможно истирание и, конечно, более высокое трение, чем было бы в противном случае. Если вы делаете болт 1/4 х 20, это, вероятно, не иметь значение. Если вы делаете регулировочный винт для крепления лазерного зеркала, это, безусловно, имеет значение.
Для обычных токарных инструментов HSS хорошо подходит описанная выше полая шлифовальная техника. Для резьбонарезных инструментов Используя приспособление, вы можете сэкономить огромное количество работы, удалив ненужный материал на шлифовальном круге.Вы должны быть притирка минимального количества материала, необходимого для функционирования инструмента. Если это только 0,050 «материала для поддержки режущий край, не тратьте время, пытаясь сделать больше. Если максимальная глубина резания, которую вы когда-либо нарезали, составляет 0,025 дюйма инструмент, так что вам не придется колени .5 «каждый раз, когда вы точите его. Это еще больше экономит время с карбидом.
Карбид — замечательная вещь для многих работ. Очень мало HSS используется в коммерческих целях.Вы услышите, что карбид не так подходит для домашнего магазина как HSS, но я не полностью поддерживаю это мнение. Проблема в том, что коммерческие твердосплавные пластины Предназначен для производственного использования на машинах, отличных от тех, которые имеются у большинства ИМП. Они, как правило, не очень острые, могут иметь отрицательные грабли и могут иметь покрытия, которые работают только при высоких скоростях резания, которые производят высокие температуры. Там существуют острые вставки без покрытия для алюминия, и они должны подойти даже на небольшом легком станке, как это обычно делается в домашнем магазине.В Вообще я считаю, что вставки являются дорогим и ненужным осложнением для HSM.
Твердосплавный инструмент варьируется от плохо сделанного импорта до очень тонкого инструмента Micro 100. Кроме этих высококлассных инструментов, немногие паяные инструменты работают лучше всего сразу, и вы не можете это исправить, используя только с зеленым твердосплавным колесом. Скорее всего, вы сделаете все хуже. Если вы хотите, чтобы карбид работал как HSS, вы должны создать острые края, такие как HSS, и это требует алмазных абразивов. Для резьбонарезных инструментов следуйте инструкциям выше, но используйте зеленое колесо, а затем алмазные плёнки. Легко, проблема решена. Для других токарных инструментов наилучшим решением является медленная алмазная шлифовальная машинка Accu-Finish, или diy версия того же самого. Не имея этого, алмазные плёнки доставят вас туда, куда вы хотите, медленно, но как только вы используете специально созданную твердосплавную шлифовальную машину с соответствующим регулируемым скользящим столом и алмазными дисками, быть слишком избалованным, чтобы думать о чем-то еще.
Я мог бы добавить, что, если вы не думаете, что я зашел в тупик, специалисты Accu-Finish предоставляют гладкий керамический шлифовальный диск плюс бутылка тонкой алмазной жидкости для зарядки. Результатом является зеркальное покрытие карбида и лезвие, похожее на бритву. Там нет вопросов что большинство заданий может быть выполнено с использованием гораздо более простых методов, но когда вам нужно совершенство, полезно знать, как его получить.
Останься резким!
ДОМОЙ
,ЗАТОЧНЫЕ РЕМЕСЛЕННЫЕ ИНСТРУМЕНТЫ — PDF Free Download
ЧИСТЯЩАЯ РЕШЕТКА ДЛЯ ДУБЛИКАТОРА
 Положите плоскую поверхность фрезы или долота на плоскую верхнюю поверхность фрезы, а остальную часть фрезы нависайте над краем. Протрите резак или долото вверх и вниз по хону (Рисунок 24-44).Обязательно проведите
Положите плоскую поверхность фрезы или долота на плоскую верхнюю поверхность фрезы, а остальную часть фрезы нависайте над краем. Протрите резак или долото вверх и вниз по хону (Рисунок 24-44).Обязательно проведите
Изготовление зубчатых колес и реек шестерни
 Изготовление ножей с зубчатым колесом и шестерней При изготовлении часов ручной работы или при ремонтных работах иногда требуется резак нечетного размера.Иногда требуется только одна шестерня, которая не оправдывает стоимость рекламы
Изготовление ножей с зубчатым колесом и шестерней При изготовлении часов ручной работы или при ремонтных работах иногда требуется резак нечетного размера.Иногда требуется только одна шестерня, которая не оправдывает стоимость рекламы
Заточка Компаньон
 Повторное заточение Companion 10950 Правильные углы, рисунки и пошаговые инструкции Resharpening Companion призван стать руководством и кратким справочным пособием, которое поможет вам повысить резкость. Он не предназначен для замены
Повторное заточение Companion 10950 Правильные углы, рисунки и пошаговые инструкции Resharpening Companion призван стать руководством и кратким справочным пособием, которое поможет вам повысить резкость. Он не предназначен для замены
Основы притирки и полировки
 Основы притирки и полировки Лабораторный отчет по применениям 54 Притирка и полировка 1.0: Введение Притирка и полировка — это процесс, при котором материал точно удаляется из заготовки (или образца)
Основы притирки и полировки Лабораторный отчет по применениям 54 Притирка и полировка 1.0: Введение Притирка и полировка — это процесс, при котором материал точно удаляется из заготовки (или образца)
Инструмент Bonelle и шлифовальный станок
 Инструмент и режущий инструмент Bonelle Измельчитель был построен примерно в 1987 году и экспонировался на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. ME Vol164 № 3868, стр. 273). Впоследствии
Инструмент и режущий инструмент Bonelle Измельчитель был построен примерно в 1987 году и экспонировался на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. ME Vol164 № 3868, стр. 273). Впоследствии
СОВЕТЫ ПО СВАРКЕ TIG от Tom Bell
 (Это документ, состоящий из двух частей, сначала идет общая сварка TIG, а затем один специфичный для алюминия.) СОВЕТЫ ПО СВАРКЕ TIG от Tom Bell 1. Чем больше стержень, тем легче его кормить. Используйте стержни большего диаметра (3/32
(Это документ, состоящий из двух частей, сначала идет общая сварка TIG, а затем один специфичный для алюминия.) СОВЕТЫ ПО СВАРКЕ TIG от Tom Bell 1. Чем больше стержень, тем легче его кормить. Используйте стержни большего диаметра (3/32
Глава 9: Заточка инструмента
 Глава 9: Заточка инструмента За последние несколько лет в лечении пародонта произошел ряд интересных событий. Тем не менее, краеугольным камнем лечения пародонта остается механическая
Глава 9: Заточка инструмента За последние несколько лет в лечении пародонта произошел ряд интересных событий. Тем не менее, краеугольным камнем лечения пародонта остается механическая
Прямоугольный резак Speed-Mat
 Speed-Mat Rectangle Cutter 1 Сотовая плинтус.2 Удерживайте влево. 14 3 Удерживайте нижнюю часть. 4 4 Правило влево / вправо. 8 5 8 5 Указатель левого / правого правила. 1 6 Верхнее / нижнее правило. 7 Указатель верхнего / нижнего правила.
Speed-Mat Rectangle Cutter 1 Сотовая плинтус.2 Удерживайте влево. 14 3 Удерживайте нижнюю часть. 4 4 Правило влево / вправо. 8 5 8 5 Указатель левого / правого правила. 1 6 Верхнее / нижнее правило. 7 Указатель верхнего / нижнего правила.
Зубчатая передача PEPSI CAN STOVE ИНСТРУКЦИЯ
 Gear PEPSI CAN STOVE INSTRUCTIONS [ПРИМЕЧАНИЕ: обновленные инструкции теперь доступны. В новой печи меньше вероятность возникновения утечек пламени, а смесь топлива и воздуха улучшается. Инструкция для симмера
Gear PEPSI CAN STOVE INSTRUCTIONS [ПРИМЕЧАНИЕ: обновленные инструкции теперь доступны. В новой печи меньше вероятность возникновения утечек пламени, а смесь топлива и воздуха улучшается. Инструкция для симмера
УСТАНОВКА ДЛЯ ОБРЕЗКИ / АЛМАЗНЫЙ СТАНОК TST.13
 УСТАНОВКА ДЛЯ ОБРЕЗКИ / АЛМАЗНЫЙ СТАНОК TST.13 СПРАВОЧНИК 02.15 УСТАНОВКА УСТАНОВКИ / АЛМАЗНЫЙ СТАНОК TST.13 REL. 02.15 АНГЛИЙСКИЙ ЯЗЫК 1 ОПИСАНИЕ МАШИНЫ TST.13 был разработан и изготовлен для обработки метакрилата.
УСТАНОВКА ДЛЯ ОБРЕЗКИ / АЛМАЗНЫЙ СТАНОК TST.13 СПРАВОЧНИК 02.15 УСТАНОВКА УСТАНОВКИ / АЛМАЗНЫЙ СТАНОК TST.13 REL. 02.15 АНГЛИЙСКИЙ ЯЗЫК 1 ОПИСАНИЕ МАШИНЫ TST.13 был разработан и изготовлен для обработки метакрилата.
Проекты детской мебели
 Это отрывок из книги Джеффа Миллера «Проекты детской мебели», 2002 г., издательство The Taunton Press, www.taunton.com ДЕТСКИЕ РОККЕРСКИЕ ДЕТИ ВСЕГДА В ДВИЖЕНИИ. Это не легко получить их даже
Это отрывок из книги Джеффа Миллера «Проекты детской мебели», 2002 г., издательство The Taunton Press, www.taunton.com ДЕТСКИЕ РОККЕРСКИЕ ДЕТИ ВСЕГДА В ДВИЖЕНИИ. Это не легко получить их даже
КОМПАКТНЫЙ ЭЛИТ МАТ КУТЕР
 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ МОДЕЛЬ 350-1 COMPACT ELITE MAT CUTTER РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ И ЭКСПЛУАТАЦИИ 32-дюймовая (81см) система для резки матов со скосом и прямыми режущими кромками, ограничителями производства и квадратным прутом 20 дюймов (51 см).
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ МОДЕЛЬ 350-1 COMPACT ELITE MAT CUTTER РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ И ЭКСПЛУАТАЦИИ 32-дюймовая (81см) система для резки матов со скосом и прямыми режущими кромками, ограничителями производства и квадратным прутом 20 дюймов (51 см).
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ 8 »
 8 «РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ СТАБИЛЬНОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ ПРЕДУПРЕЖДЕНИЕ. Перед эксплуатацией внимательно прочитайте и изучите все ИНСТРУКЦИИ.Несоблюдение правил безопасности и других основных мер безопасности может привести к серьезным личным последствиям.
8 «РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ СТАБИЛЬНОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ ПРЕДУПРЕЖДЕНИЕ. Перед эксплуатацией внимательно прочитайте и изучите все ИНСТРУКЦИИ.Несоблюдение правил безопасности и других основных мер безопасности может привести к серьезным личным последствиям.
Введение в JIGS И FIXTURES
 Введение в JIGS И КРЕПЛЕНИЯ Введение Успешный запуск любого массового производства зависит от взаимозаменяемости, что облегчает сборку и снижает удельные затраты. Массовое производство
Введение в JIGS И КРЕПЛЕНИЯ Введение Успешный запуск любого массового производства зависит от взаимозаменяемости, что облегчает сборку и снижает удельные затраты. Массовое производство
ИНСТРУКЦИЯ ПО РЕМОНТУ ЛЕЗВИЙ
 БУКЛЕТ ИНСТРУКЦИИ ПО РЕМОНТУ ЛЕЗВИЯ Содержание I: Раздел II: Раздел III: Раздел IV: Раздел V: Раздел VI: Снятие лезвия Обратитесь к этому разделу, если вам необходимо снять лезвие с распашного вала.
БУКЛЕТ ИНСТРУКЦИИ ПО РЕМОНТУ ЛЕЗВИЯ Содержание I: Раздел II: Раздел III: Раздел IV: Раздел V: Раздел VI: Снятие лезвия Обратитесь к этому разделу, если вам необходимо снять лезвие с распашного вала.
ЛИДЕР ТЕХНОЛОГИИ РЕЗКИ
 ЛИДЕР ТЕХНОЛОГИИ РЕЗКИ ЗА 2 ЛЕТ ПРИЧИНЫ, ПОЧЕМУ ТРОНЕКС ЛУЧШИЙ В МИРЕ 1 2 ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ РЕЗАНИЯ Отрезать сотни тысяч раз, прежде чем притупить. Вырезать сотни тысяч
ЛИДЕР ТЕХНОЛОГИИ РЕЗКИ ЗА 2 ЛЕТ ПРИЧИНЫ, ПОЧЕМУ ТРОНЕКС ЛУЧШИЙ В МИРЕ 1 2 ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ РЕЗАНИЯ Отрезать сотни тысяч раз, прежде чем притупить. Вырезать сотни тысяч
Урок 6: Измерение деревьев
 Обзор и введение Урок 6: Измерение деревьев На уроке 4 и уроке 5 вы узнали, как создать фиксированный или переменный график.С вашим участком и вашими деревьями подсчитано
Обзор и введение Урок 6: Измерение деревьев На уроке 4 и уроке 5 вы узнали, как создать фиксированный или переменный график.С вашим участком и вашими деревьями подсчитано
S & W Race Cars and Components, Inc.
 S & W Race Cars and Components, Inc. 11 Меннонит Черч Роуд Спринг Сити, Пенсильвания 19475 ТЕХНОЛОГИИ И ИНФОРМАЦИЯ: 610-948-7303 ЗАКАЗЫ: 1-800-523-3353 ОФИС ФАКСА: 610-948-7342 EZ INFO FAX 610-792- 1234 ВНИМАНИЕ !!! —
S & W Race Cars and Components, Inc. 11 Меннонит Черч Роуд Спринг Сити, Пенсильвания 19475 ТЕХНОЛОГИИ И ИНФОРМАЦИЯ: 610-948-7303 ЗАКАЗЫ: 1-800-523-3353 ОФИС ФАКСА: 610-948-7342 EZ INFO FAX 610-792- 1234 ВНИМАНИЕ !!! —
MGB Chrome Bumper Conversion
 Инструкция по монтажу Chrome Bumper MGB для 1974 года. 1 / 2-1980 MGB Для этого комплекта требуется резка, сварка и покраска.Профессиональная установка рекомендуется. Примечание: каждый корпус MGB немного отличается
Инструкция по монтажу Chrome Bumper MGB для 1974 года. 1 / 2-1980 MGB Для этого комплекта требуется резка, сварка и покраска.Профессиональная установка рекомендуется. Примечание: каждый корпус MGB немного отличается
Основы деревянного сегментированного поворота
 Основы работы с сегментированными токарными станками Джима Роджерса Версия 1.2 Февраль, 2005 г. JL Rodgers, Incorporated 36 Briar Drive Martinez, CA 94553 9925) 229-5773 Основы работы с сегментированными токарными станками
Основы работы с сегментированными токарными станками Джима Роджерса Версия 1.2 Февраль, 2005 г. JL Rodgers, Incorporated 36 Briar Drive Martinez, CA 94553 9925) 229-5773 Основы работы с сегментированными токарными станками
Краткое руководство по шлифовке пола
 Краткое руководство по шлифовке пола Подготовка / зачистка полов Выравнивание полов Восстановление полов Шлифовка натурального камня Шлифовка / полировка бетона Шлифовка дерева HTC — Professional Floor Systems Руководство по инструменту Бетон
Краткое руководство по шлифовке пола Подготовка / зачистка полов Выравнивание полов Восстановление полов Шлифовка натурального камня Шлифовка / полировка бетона Шлифовка дерева HTC — Professional Floor Systems Руководство по инструменту Бетон
Промышленные ножи и лезвия
 Промышленные ножи и лезвия Hyde Tools производит специализированные инструменты, которые профессионалы во многих областях используют для быстрой и точной работы.Есть универсальные ножи и ручные ножи для пола
Промышленные ножи и лезвия Hyde Tools производит специализированные инструменты, которые профессионалы во многих областях используют для быстрой и точной работы.Есть универсальные ножи и ручные ножи для пола
для ручных инструментальных комнат
 УПРАВЛЕНИЕ МАШИНОСТРОЕНИЯ МАШИНОСТРОЕНИЯ МАШИНЫ МАГАЗИНА СТАНДАРТНОГО УПРАВЛЕНИЯ UC RIVERSIDE ПЕРЕЧЕНЬ ИНСТРУМЕНТОВ ДЛЯ ИНСТРУМЕНТОВ: V5 ДАТА: 11-28-2011 СОДЕРЖАНИЕ РАЗДЕЛ ТЕМА (И) СТРАНИЦА Основные возможности
УПРАВЛЕНИЕ МАШИНОСТРОЕНИЯ МАШИНОСТРОЕНИЯ МАШИНЫ МАГАЗИНА СТАНДАРТНОГО УПРАВЛЕНИЯ UC RIVERSIDE ПЕРЕЧЕНЬ ИНСТРУМЕНТОВ ДЛЯ ИНСТРУМЕНТОВ: V5 ДАТА: 11-28-2011 СОДЕРЖАНИЕ РАЗДЕЛ ТЕМА (И) СТРАНИЦА Основные возможности
74 Глава 5.5.5 Очистка CO 2
 74 Глава 5 5.5 Очистка CO 2 Метод CO 2 включает распыление снега CO 2 на оптическую поверхность. Снег производится с помощью специальной насадки (рис. 5.7), которая расширяет газ или жидкость через отверстие.
74 Глава 5 5.5 Очистка CO 2 Метод CO 2 включает распыление снега CO 2 на оптическую поверхность. Снег производится с помощью специальной насадки (рис. 5.7), которая расширяет газ или жидкость через отверстие.
Целые руки
 Упражнения Walk & Flip 5 Baton Twirl Поверните карандаш внутрь, вокруг и между пальцами, как будто это была дубинка.10 Проведите пальцами вверх по карандашу (ваш указатель будет похож на дюймового червяка, взбирающегося на
Упражнения Walk & Flip 5 Baton Twirl Поверните карандаш внутрь, вокруг и между пальцами, как будто это была дубинка.10 Проведите пальцами вверх по карандашу (ваш указатель будет похож на дюймового червяка, взбирающегося на
Думай аккуратно
 Подумайте о точности, подумайте о HSS РЕЗЮМЕ ОБРАБОТКИ ИНСТРУМЕНТОВ 2 Увеличьте развертку 3 Какой HSS для максимальной эффективности? 4 Покрытия для лучшей производительности 5 Словарь 6 Выберите правильный дизайн 7 Типы скоса
Подумайте о точности, подумайте о HSS РЕЗЮМЕ ОБРАБОТКИ ИНСТРУМЕНТОВ 2 Увеличьте развертку 3 Какой HSS для максимальной эффективности? 4 Покрытия для лучшей производительности 5 Словарь 6 Выберите правильный дизайн 7 Типы скоса
Автор: Уолтер Галан
 Замена передней панели ipad 2 GSM Замените переднюю панель вашего ipad 2 GSM.Автор: Walter Galan ВВЕДЕНИЕ Примечание: это полное руководство по замене простой передней панели. Если у вас есть фронт
Замена передней панели ipad 2 GSM Замените переднюю панель вашего ipad 2 GSM.Автор: Walter Galan ВВЕДЕНИЕ Примечание: это полное руководство по замене простой передней панели. Если у вас есть фронт
Токарный фрезерный станок
 Токарно-фрезерное навесное оборудование L C. MASON BY CLEVERLY, укладывающее холоднокатаный плоский прокат вместе, Т-образные пазы и ползун для этого токарно-фрезерного навесного оборудования изготавливаются без дорогостоящего оборудования. На самом деле только два инструмента,
Токарно-фрезерное навесное оборудование L C. MASON BY CLEVERLY, укладывающее холоднокатаный плоский прокат вместе, Т-образные пазы и ползун для этого токарно-фрезерного навесного оборудования изготавливаются без дорогостоящего оборудования. На самом деле только два инструмента,
ACRYLITE экструдированный лист (FF)
") Техническая информация ACRYLITE: экструдированный лист (FF) # 2 Резка дисковыми пилами В этом кратком описании даются рекомендации по: работе с оборудованием Устранение неисправностей оборудования Лист ACRYLITE обычно режется накладными расходами
Техническая информация ACRYLITE: экструдированный лист (FF) # 2 Резка дисковыми пилами В этом кратком описании даются рекомендации по: работе с оборудованием Устранение неисправностей оборудования Лист ACRYLITE обычно режется накладными расходами
Техническая информация
 касание Техническая информация Руководство по поиску и устранению неисправностей 115 КНОПКА НЕ НАЧИНАЕТСЯ Глубина программы: Размер сверла по методу: Острота метчика: Ход сжатия может использовать всю глубину программы.Проверьте размер сверла.
касание Техническая информация Руководство по поиску и устранению неисправностей 115 КНОПКА НЕ НАЧИНАЕТСЯ Глубина программы: Размер сверла по методу: Острота метчика: Ход сжатия может использовать всю глубину программы.Проверьте размер сверла.
Руководство для начинающих по сварке MIG
 Руководство для начинающих по сварке MIG Сварочные материалы MIG Сварка MIG, или MIG, является аббревиатурой от сварки металлическим инертным газом. MIG является общепринятым и общепринятым сленговым термином, который был уместен, когда процесс
Руководство для начинающих по сварке MIG Сварочные материалы MIG Сварка MIG, или MIG, является аббревиатурой от сварки металлическим инертным газом. MIG является общепринятым и общепринятым сленговым термином, который был уместен, когда процесс
Эскиз от руки. Разделы
 3 Разделы рисования от руки 3.1 Почему эскизы от руки? 3.2 Основы рисования от руки 3.3 Основы рисования от руки 3.4 Расширенные возможности рисования от руки Основные термины Цели Объясните, почему рисование от руки
3 Разделы рисования от руки 3.1 Почему эскизы от руки? 3.2 Основы рисования от руки 3.3 Основы рисования от руки 3.4 Расширенные возможности рисования от руки Основные термины Цели Объясните, почему рисование от руки
МАСТЕР КАСТЕР ИНСТРУКЦИИ 1/1/91
 АКСЕССУАРЫ ДЛЯ МАШИНЫ A. Отражатель дефлектора литника должен быть подвешен к существующей перегородке, чтобы помочь отделить литники и пули. B. Деревянная поворотная ручка для установки после распаковки.Вверните деревянную ручку в
АКСЕССУАРЫ ДЛЯ МАШИНЫ A. Отражатель дефлектора литника должен быть подвешен к существующей перегородке, чтобы помочь отделить литники и пули. B. Деревянная поворотная ручка для установки после распаковки.Вверните деревянную ручку в