Зачем анодируют алюминий
Зачем анодируют алюминий – подробный анализ
Зачем анодировать алюминий? Чтобы ответить на этот вопрос, предлагаем рассмотреть подробнее преимущества анодирования для алюминия – самого популярного материала при изготовлении профиля для светодиодных лент.
Чем обладает анодированный профиль для светодиодной ленты?
Одной из причин уменьшения срока службы металлических изделий, в том числе изделий из алюминия, является коррозия. Это повреждение защитной пленки, которая образуется при контакте металла с кислородом, ведущее к окислению металла и постепенному его разрушению.
Если обработать металл методом анодирования, он становится устойчивым к коррозии и агрессивному воздействию внешних факторов. Оксидная анодированная пленка обеспечивает алюминию несколько преимуществ:
- Высокие защитные свойства от внешних воздействий, в том числе механических;
- Ровную и однородную поверхность, что делает изделия более эстетичными;
- Защитная пленка надежно держится на поверхности, без отслаивания и появления трещин;
- Покрытие устойчиво к солнечным лучам;
- Нет специальных требований к уходу за анодированным изделием;
- Мелкие повреждения (царапины и полосы) на поверхности становятся незаметными;
- Анодирование позволяет выбрать толщину защитной пленки, желаемый оттенок поверхности, а также матовый или глянцевый эффект;
- Изделия из анодированного алюминия могут устанавливаться в местах с повышенной влажностью, в том числе на улице.
Анодированный профиль для светодиодной ленты выглядит благородно и эстетично, что позволяет ему стать гармоничной деталью даже самого респектабельного интерьера. Высокая прочность и надежность покрытия обеспечивают долговечность и практичность самих осветительных конструкций.
Как осуществляется анодирование алюминия?
Анодирование – это химический процесс, состоящий из нескольких этапов: обезжиривания, травления, нейтрализации, нанесения защитной анодированной пленки, добавления красителя, уплотнения. Оно делится на холодное (проводится при температуре от +10°C до -10°C) и теплое анодирование (диапазон температур 15-20°C). Добросовестные фабрики выбирают метод холодного анодирования, который обеспечивает весь спектр защит для металла.
Оно делится на холодное (проводится при температуре от +10°C до -10°C) и теплое анодирование (диапазон температур 15-20°C). Добросовестные фабрики выбирают метод холодного анодирования, который обеспечивает весь спектр защит для металла.
Продукция ведущих производителей профилей для светодиодных лент обязательно анодируется. Яркий пример – профили компании Arlight, например, новые встраиваемые и накладные профили S-2 LUX, известные своей прочностью и долгим сроком службы.
Статья по анодированию алюминия переменным током
Анодирование алюминия – это образование особенного защитного покрытия на поверхности изделий электрическим методом. Оксидные пленки, которые образуется при этом процессе, имеют толщину от 5 до 25 мкм и надежно защищают металл от коррозии. Их же используют как основу для лакокрасочных покрытий. Данную процедуру могут применять и в декоративных целях. Перед тем как проводить анодирование постоянным током, деталь предварительно обезжиривают ацетоном и раствором едкого натра.
Для проведения процесса анодирования алюминия нужно приготовить два насыщенных раствора – поваренной соли и питьевой соды. Делают их в течение не менее получаса, иногда помешивая получившийся раствор. После этого растворы отстаиваются в течение пятнадцати минут и фильтруют. Затем нужно приготовить электролит, смешав девять объемных частей питьевой соды с одной объемной частью раствора соли.
Перед тем как проводить анодирование деталей, нужно тщательно зачистить наждачной бумагой или напильником, а потом обезжирить. После этого нужно провести химическое полирование. Для этого алюминиевая деталь помещается на десять минут в состав из 75 объемных долей ортофосфорной кислоты и 25 серной кислоты. После полирования деталь нужно промыть и опустить в ванную, которая заполнена 20%-нам раствором серной кислоты. Затем ее можно погружать в раствор электролита. Положительный заряд источника тока присоединяется к детали, а отрицательный – к токопроводящей емкости с электролитом.
Анодированные детали имеют серый, золотистый, оливковый, черный или коричневый оттенок и незначительную приятную шероховатость. Качество анодировки можно проверить следующим образом: по анодированной поверхности нужно провести черту химическим карандашом. Если черта не смоется проточной водой, то процедура выполнена хорошо.
Анодирование переменным током
Если анодировать деталь не постоянным током, как описано выше, а переменным, то все подготовительные и заключительные операции нужно проводить так, как уже было описано. Различие состоит в том, что анодироваться должны сразу две детали. Если есть всего одна деталь, то в качестве второго электрода нужно использовать болванку или лист из алюминия. При переменном напряжении 10-12 В можно добиться такой же плотности тока, как и при постоянном токе. Время анодирования при этом составляет 25-30 минут.
При анодировании деталь можно окрасить. Делается это в растворе анилинового красителя. Когда проводится цветное анодирование, красящий раствор должен содержать 15 грамм красителя и 1 миллиграмм уксусной кислоты на литр воды. Окрашивание должно проводиться в подогретом растворе. Деталь нужно выдерживать в растворе красителя не менее 10-15 минут. Для того чтобы закрепить окраску, покрашенную деталь нужно выдержать в кипящей воде в течение 1-1,5 минут.
Зачем нужно анодирование
Для читателей нашего блога действует скидка 10%
по промокоду blog-BB30 на все товары, представленные в нашем магазине
Что такое анодирование и зачем оно нужно?
- Суть явления
- Зачем это нужно
Вы, возможно, обращали внимание, что на дорогих велосипедах некоторые запчасти и компоненты не покрашены и не отполированы, а как будто покрыты каким-то исключительно гладким и красивым материалом. Обычно это ноги вилки и шток амортизатора, но зачастую встречаются и другие детали, начиная от крупных, типа руля или ободьев, заканчивая всякой мелочью, типа крутилок настройки и колпачков. Так вот, это необычное покрытие и называется анодированием. И несет в себе оно сразу несколько полезных функций.
Обычно это ноги вилки и шток амортизатора, но зачастую встречаются и другие детали, начиная от крупных, типа руля или ободьев, заканчивая всякой мелочью, типа крутилок настройки и колпачков. Так вот, это необычное покрытие и называется анодированием. И несет в себе оно сразу несколько полезных функций.
Суть явления
Не будем здесь вдаваться в лютую физику и прочие инженерные дебри. Поэтому опишем коротко и понятно. Говорим об анодировании, особенно в велосипедной теме, — скорее всего подразумеваем, что наша деталь сделана из алюминия. Этот процесс применяется и к другим металлам, но в процентном соотношении безоговорочный лидер именно алюминий.
Итак, анодирование — это процесс, при котором деталь погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Благодаря этому на поверхности детали образуется оксидный слой, который защищает ее от зла и добавляет целую пачку полезных свойств. Поскольку деталь является «анодом» в этом электролитическом процессе, то весь процесс и называют «анодированием».
Методов анодирования и составов растворов довольно много. В зависимости от химического состава используемого раствора и дополнительных добавок варьируется цвет покрытия готовой детали. Как правило, это разнообразные оттенки желтого, оранжевого или коричневого цветов, а также черный. Однако существуют специальные красители для анодирования, которые позволяют получить на выходе почти любой цвет.
Зачем это нужно
Это все ясно, но зачем же это все нужно в велоиндустрии? Как только цена велосипеда взлетает вверх использовать в нем сталь становится малость не комильфо. Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Можно выделить три взаимодополняющих назначения анодирования в велотеме.
- Защита от коррозии.
Любому будет неприятно, если ваша любимая деталь вдруг покроется противными пятнами и со временем просто-напросто сгниет. Анодирование, пока оно цело, отлично защищает детали от этой напасти. Главное не забывайте следить. К тому же, в случае таких важных деталей как ноги вилки и шток амортизатора повреждение анодирования повлечет за собой помимо коррозии, окисления и некрасивого вида массу неприятностей, таких как, например, протекание масла через образовавшуюся щель.
- Антифрикционные свойства анодированного покрытия.
Если речь идет не о руле или звездах, а о ногах вилки на первый план выходят именно эти свойства анодирования. Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Ну и, разумеется, определенное значение имеет эстетический момент. Анодированные детали отличаются внешне от крашеных. Для тех, кому важны внешний вид и цветовая гамма байка рынок предлагает огромный ассортимент разноцветных анодированных деталей, начиная от выносов и педалей, заканчивая бонками и колпачками на камеры. В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
Особенности ухода за анодированным покрытием
Речь пойдет о вилках и амортизаторах. Царапина или потертость на анодированном руле скорее всего ничего кроме проблем с эстетикой не сулит. А вот с подвижными ногами все намного сложнее и драматичнее. Начнем с того, что даже маленькая царапина на ноге может повлечь огромные проблемы, особенно если расположена в наиболее подвижной части ноги. Поэтому, в идеале надо стараться вообще не допускать царапин и потертостей на ногах.
Если злой рок все-таки оказался неизбежен, то постарайтесь аккуратно наждачкой-нулевкой убрать все образовавшиеся заусенцы. Иначе они будут царапать башинг и пыльники, а те в отместку будут развивать объем царапины, и придет все к тому, что образуется цель такого диаметра, что из нее начнет со свистом вытекать масло.
В случае, если царапина или потертость прям масштабная и неумолимая, несите в ремонт. Там применят сильное колдовство, начиная от лака для ногтей и заканчивая восстановлением покрытия. В таком случае вам повезло, но так бывает не всегда. Возможно все очень плохо и ремонту не подлежит вообще. Тут выход один — донорство. Причем в обе стороны.
Старайтесь следить за состоянием пыльников и башингов, потому что, будучи забиты песком, они имеют неприятную особенность начинать обирать ноги. А также следите за тем, чтобы вилка не работала на сухую. Чревато теми же проблемами.
РезюмеЕсли вы гордый обладатель спортивного горного велосипеда, скорее всего на нем установлена вилка, имеющая ноги с анодированным покрытием. Это хорошо, она легкая, долговечная и отзывчивая в работе. Следите за ней, вовремя меняйте масло, не кладите велосипед на ноги, проверяйте башинги и по возможности делайте регулярное ТО, особенно после эксплуатации велосипеда в жестких условиях с обилием грязи и пыли. И тогда ваш велосипед принесет вам много положительных эмоций.
Для читателей нашего блога действует скидка 10% по промокоду blog-BB30 на все товары, представленные в нашем магазине
Анодирование как способ обработки поверхности |Schüco - окна, двери и фасады
Анодирование представляет собой электрохимический способ обработки поверхности, при котором положительно поляризованный субстрат алюминия (напр., неокрашенный профиль) погружается в водный подкисленный электролитный раствор. На контактирующей поверхности алюминия с электролитным раствором начинает происходить электрохимическая реакция, завершающаяся образованием определенного защитного слоя из оксида алюминия.
Пропускание постоянного тока через серную кислоту — один из наиболее часто используемых способов анодирования в строительстве. В ходе этого процесса происходит закупоривание пор образованного слоя оксида алюминия. В итоге на поверхности образуется бесцветная и прозрачная оксидная пленка, обеспечивающая долговечную защиту металла. Путем механической обработки поверхностей из алюминия в исполнении E1 до E5 (см. раздел предварительная обработка) можно значительно улучшить внешний вид и стойкость алюминиевой поверхности и обеспечить ее надежную защиту в процессе анодирования. Путем добавления металлических соединений в поры перед их закупориванием достигается окрашивание бесцветной оксидной пленки (в легкий, светлый, средний и темный бронзовый, а также в черный цвет). При обработке поверхности методом SANDALOR® за счет применения органических пигментов цветовую палитру можно дополнить желтыми, коричневыми, красными и синими оттенками цвета.
В результате анодирования в соответствии с EURAS/Qualanod:
- визуальные дефекты алюминия, например, полосы, потертости, царапины, не устраняются при предварительной химической обработке (метод E6) и, таким образом, остаются заметны и после анодирования. Подобные допустимые дефекты поверхности могут быть сглажены только путем механической предобработки алюминия.

- Используемый листовой сплав должен иметь качество анодирования согласно DIN 17611. При другом качестве анодирования могут возникать различия в цвете и внешнем виде поверхности. Различия внешнего вида анодированного листа и анодированного профиля, обусловленные свойствами материала, не могут быть устранены.
- Существуют различные виды анодированных поверхностей:
— INOX Optic Classic — очень мягкий рисунок шлифованной поверхности в цветовом диапазоне между C31 и C32
— INOX Optic Plus — более грубый рисунок шлифованной поверхности в цветовом диапазоне между C0 и C31
— SANDALOR — визуальные акценты за счет цветовых эффектов металлических анодированных поверхностей

Виды финишной обработки
Защитное анодирование
При защитном анодировании, на поверхности алюминия выращивается слой оксидной пленки до 10 микрон. Как правило, данный вид анодирования, применяется в качестве «временного» покрытия для защиты поверхности от механических повреждений и коррозии под дальнейшую порошковую покраску поверхности изделия.
Декоративное анодирование
Данный вид анодирования, чаще всего применяется для изделий, которые используются внутри помещений. Это могут быть: элементы обрамления корпусной мебели, ручки и направляющие шкафов-купе, витрины, торговое оборудование, навигационные таблички и.т.д.
Оксидная пленка имеет толщину 10-15 микрон и хорошо защищает поверхность изделия от механических повреждений и коррозии. Главной особенностью декоративного анодирования, является богатый и респектабельный внешний вид поверхности. Различают два типа покрытия поверхности: матовая и глянцевая. Для придания поверхности матового оттенка, изделие проходит стадию предварительной подготовки поверхности мелкой дробью и затем следует на линию анодирования. Получение глянцевой поверхности достигается без предварительной обработки. Для получения необходимого оттенка применяются специальные красители.![]() Самые распространенные оттенки: «Золото», «Серебро», «Шампань», «Бронза», «Коньяк» и «Черный».
Самые распространенные оттенки: «Золото», «Серебро», «Шампань», «Бронза», «Коньяк» и «Черный».
Архитектурное анодирование
Архитектурное анодирование дает покрытие тверже, чем стекло, а это значит, что оно менее подвержено повреждениям, износу и при необходимости может быть очищено при помощи абразива для восстановления исходного блеска.
Преимущества анодированного алюминия в архитектуре:
Эстетика
Прозрачный оксидный слой подчеркивает богатый металлический внешний вид алюминия, а не скрывает его, как краска. Оксидный слой, в отличии от порошковой покраски не отслаивается и не шелушится.
Коррозионная стойкость
Оксидный слой устойчив к коррозии и это является одним из самых главных преимуществ анодированного алюминия.
Слой оксида алюминия является стойким, твердым и самообновляющимся, потому что алюминий спонтанно образует тонкий, но эффективный защитный оксидный слой, который предотвращает дальнейшее окисление или коррозию при механическом повреждении.
Анодированный алюминий не будет патинироваться, как медь и цинк, не ржавеет как сталь. Это отличный материал для использования в морской среде и прибрежных водах.
Анодированный алюминий обладает высокой устойчивостью к атмосферным воздействиям даже во многих промышленных средах, в которых часто корродируют другие металлы. Основными загрязнителями в городской среде являются окись углерода и двуокись углерода, которые не влияют на анодированную алюминиевую поверхность.
Долговечность
Обладая очень прочным и устойчивым к истиранию оксидным слоем, анодированный алюминий достаточно прочен, чтобы выдерживать суровые и неблагоприятные климатические условия.
Стойкость к механическим повреждениям
Оксид алюминия является очень твердым соединением, которое признано вторым по твердости после алмаза по шкале минеральной твердости Мооса. Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Без отслоения
Анодирование является электролитическим процессом, который преобразует поверхность металла в оксидный слой, интегрированный в сам металл. Это не покрытие, нанесенное на поверхности металла. Следовательно, нет рисков разрушения анодной пленки, связанных с такими процессами, как пыление, образование пузырей, трещин, сколов или отслоений.
Без выцветания
Такие оттенки как серебро, шампань, бронза, золото и черный не содержат органических элементов. Эти покрытия не выцветают в течение всего срока службы.
Без пыления
Пыление – это формирование мелкодисперсного порошка на окрашенной поверхности пленки под воздействием атмосферных явлений (песчинок, переносимых ветром). Оно может вызвать значительное ухудшение внешнего вида поверхности со снижением уровня глянца, поверхностного блеска и цвета.
Анодированный алюминий не подвержен данной проблеме: он устойчив к негативному воздействию окружающей среды, одинаково стабилен в условиях жаркого (пустынного), морского или влажного климата.
Без образования нитевидной коррозии
Нитевидная коррозия– это «атака» на скрытую область между алюминием и слоем покраски, которая приводит к распространению коррозии под покрасочным слоем.
При анодировании анодный (оксидный) слой составляет одно целое с алюминием, и межуровневый слой просто отсутствует. А это значит, что покрытие никогда не будет подвержено нитевидной коррозии.
Причем в случае повреждения поверхности от удара или прокола, алюминий просто восстановит себя путем естественного окисления.
Равномерное покрытие
При анодировании, изделие полностью погружается в ванну, что обеспечивает равномерное покрытие поверхности оксидной пленкой.
Твердое анодирование
Толщина покрытия до 50 микрон.
Твердое анодирование — это анодирование, для получения покрытия, которое в первую очередь должно обеспечить высокую износостойкость или микротвердость.
Преимущества:
- Высокая стойкость к истиранию;
- высокая коррозионная стойкость;
- высокая твёрдость;
- высокая стойкость к электрическому пробою;
- высокая термостойкость;
- отличные теплоизоляционные свойства.
Применение:
- Пневматические и гидравлические цилиндры;
- поршни;
- автомобильная промышленность;
- авиационная и аэрокосмическая промышленность;
- оборонная промышленность.
Химическое полирование
Толщина покрытия от 5 до 25 микрон
Химическое полирование — это предварительная обработка алюминия перед анодированием для получения декоративного эффекта зеркальной или полированной поверхности. В процессе химического полирования, происходит растворение верхнего слоя металла. При растворении, все микронеровности удаляются и поверхность детали приобретает блеск. Алюминиевый профиль и детали с химическим полированием активно применяются во многих сферах промышленности и в том числе в мебельной.
Органическое окрашивание
Толщина покрытия от 5 до 25 микрон.
Органическое окрашивание – технологический процесс нанесения на анодированную поверхность алюминия различных красителей. Органическое окрашивание позволяет получить более широкий спектр цветов, чем обычное анодирование. Оксидные пленки на алюминии и его сплавах, полученные электрохимическим анодированием, характеризуются высокой адсорбционной способностью. Они хорошо впитывают и удерживают в себе минеральные соли и органические соединения — красители. Органические красители окрашивают пленку, адсорбируясь в ее порах, в основном по внешней их части. Наиболее подходящими для окрашивания органическими красителями являются оксидные пленки, сформированные в сернокислом электролите. Наиболее чистые тона получаются при окрашивании оксидных пленок на алюминии и его сплавах с магнием или марганцем. Литейные сплавы типа силумина образуют при оксидировании темную пятнистую пленку, которую не удается окрашивать в светлые тона и получать однородный цвет. Органическое окрашивание применяется в: автомобильной, судостроительной, авиационной и мебельной промышленности.
Наиболее подходящими для окрашивания органическими красителями являются оксидные пленки, сформированные в сернокислом электролите. Наиболее чистые тона получаются при окрашивании оксидных пленок на алюминии и его сплавах с магнием или марганцем. Литейные сплавы типа силумина образуют при оксидировании темную пятнистую пленку, которую не удается окрашивать в светлые тона и получать однородный цвет. Органическое окрашивание применяется в: автомобильной, судостроительной, авиационной и мебельной промышленности.
Анодирование алюминия и цель этой процедуры — Статьи — Красприбор
Когда детали из алюминия, либо же изделия контактируют с внешней средой, в том числе воздухом, их поверхность покрывается сероватым налетом в виде пятен. Разумеется, это ухудшает внешний вид изделия или детали. Во избежание подобных процессов зачастую используют анодирование алюминия. Анодирование – это процесс образование оксидной пленки на поверхности металлических изделий методом электролиза. Полученный тонкий пассивный слой препятствует коррозии алюминия. Поверхность анодированный алюминий становится ровного серого, оливкового, золотистого, коричневого или черного цвета. Здесь все зависит от электролита. К тому же после анодирование алюминия металл становится менее подверженным механическим повреждениям. Это чрезвычайное твердое вещество инертное абсолютно безопасно для здоровья. Стоит добавить, что анодирование вовсе не исключает все преимущества алюминия, а лишь дополняет их.
После анодирования алюминия деталь или изделие может быть с легкостью окрашено практически в любой цвет (например, обычным анилиновым красителем). Как правило, анодирование производят в растворе 20% раствора серной кислоты. Но есть и другие способы. Продолжительность процесса может варьироваться от одного до полутора часов. Для того чтобы проверить качество анодирования обычно применяют химический карандаш. Им проводят черту по анодированной поверхности, если после этого черта не смывается проточной водой, делают вывод, что процесс завершен удачно. Используют анодирование для защиты алюминиевой посуды, декоративной отделки изделий из алюминия и его сплавов. Для архитектуры анодирование алюминия очень полезно. Суть в ремонтопригодности анодированных алюминиевых фасадов. После нескольких лет эксплуатации стоит лишь провести незначительные работы по абразивной очистке от пыли и грязи.
Используют анодирование для защиты алюминиевой посуды, декоративной отделки изделий из алюминия и его сплавов. Для архитектуры анодирование алюминия очень полезно. Суть в ремонтопригодности анодированных алюминиевых фасадов. После нескольких лет эксплуатации стоит лишь провести незначительные работы по абразивной очистке от пыли и грязи.
Молодая и перспективная компания «НПФ Крас-Прибор» осуществляет анодирование алюминия, его сплавов и других металлов. Также в списке предоставляемых услуг Вы можете найти: гальванику никеля, токарные работы, фрезерные работы и токарно-фрезерные работы. Рабочие компании делают практически все виды металлической обработки металлов, в том числе химическую и термическую.
Ремонт анодированного алюминия
РЕМОНТ ИЗДЕЛИЙ ИЗ АНОДИРОВАННОГО АЛЮМИНИЯ УФ СМОЛОЙ
Материалы:
Набор с УФ-полимером «5 секунд», (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Что такое анодирование алюминия?
Коррозийное разъедание металла способно существенно изменить свойства и качества металла. В этом процессе два участника — вода и электрохимическая реакция, а также на коррозию влияют температура и влажность воздуха.
Алюминий отличается стойкостью к коррозии, но он очень чувствителен к воздействию кислорода, в результате чего он теряет блеск, и на поверхности появляется прочная пленка — оксид алюминия (Аl2О3), не растворяющаяся в воде. Эта пленка защищает алюминий от разрушений при влажности, но не обеспечивает защиту от коррозии.
Анодирование алюминия — это способ химической или электрохимической обработки поверхности, который предотвращает окисление. Такая обработанная поверхность хорошо сцепляется с грунтовкой.
В отличие от традиционного метода гальванизации при анодировании не наносится поверхностный слой из другого металла. Здесь поверхность детали из легкого металла покрывается оксидным слоем в результате анодного оксидирования в электролите.
Поскольку оксидный слой образуется из базового материала, то увеличение размера составляет только 50-55%. Остальная часть проникает в основной материал, в результате чего возникает хорошая адгезия с основой. Слои анодирования отличаются твердостью, устойчивостью к коррозии, износостойкостью и обладают электро- и теплоизоляционным эффектом.
Остальная часть проникает в основной материал, в результате чего возникает хорошая адгезия с основой. Слои анодирования отличаются твердостью, устойчивостью к коррозии, износостойкостью и обладают электро- и теплоизоляционным эффектом.
Для применения подходят все области, в которых существует спрос на алюминий с повышенными техническими требованиями.
Ремонт поврежденного участка анодированного алюминиевого изделия на примере вилки велосипеда.
Алюминиевые конструкции с анодированием призваны прослужить намного дольше конструкций без такой защиты, но осуществить процесс анодирования самостоятельно под силу далеко не каждому. Поэтому весьма актуальной задачей является ремонт поврежденного участка анодированного алюминиевого изделия. В том случае, если поврежденный участок имеет небольшую площадь, а само изделие с повреждением активно перемещается относительно другого изделия, изготовленного из более мягких материалов, способных разрушиться от возникшего трения, быстрый и качественный ремонт участка может стать экономически более оправданной процедурой по сравнению с обновлением анодированного покрытия всего изделия.
Например, части передней амортизационной вилки дорогостоящего велосипеда, именуемые «ноги», сегодня зачастую изготавливают из анодированного алюминия. В виду того, что «ноги» передней вилки в ходе езды активно движутся внутри так называемых «штанов», повреждения анодированной поверхности «ног» (царапины, сколы, выбоины) очень быстро могут разрушить изготовленные из более мягких материалов пыльники и сальники, привести к утечкам смазки. Со временем поврежденная таким образом вилка перестанет выполнять свою основную функцию.
Некоторые специалисты по ремонту нашли выход из подобной ситуации, применяя в ходе устранения дефектов на поверхности анодированного алюминия смолу ультрафиолетового отверждения.
Набор с УФ-полимером «5 секунд», (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Для того, чтобы отремонтировать поврежденный участок анодированного алюминия нам понадобится:
— грунтовка для алюминия, нержавеющей стали и гальванических покрытий,
— мелкая наждачная бумага,
— Смола ультрафиолетового отверждения «5 секунд»,
— источник ультрафиолетового света с длиной волны 365нм или 395нм (лампа или фонарик),
— изопропиловый спирт для обезжиривания поверхности
Порядок действий:
1. Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой. Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200;
Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой. Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200;
2. Обезжирьте поверхность, используя изопропиловый спирт;
3. После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка ложится плохо. Вот почему так важно наложить первый слой грунта как можно скорее.
Через несколько минут, после того как первый слой грунтовки высохнет, нужно нанести второй слой грунтовки для лучшей адгезии УФ-смолы к вашему изделию.
4. Нанесите на ремонтируемый участок тонкий слой УФ-смолы. Разровняйте его (например, деревянной зубочисткой), излишки смолы удалите.
5. Произведите засветку смолы ультрафиолетовым фонариком в течение 1-2 минут. Удалите липкий слой с помощью изопропилового спирта.
6. Для дополнительной защиты изделия можно покрыть его слоем лака.
Если в точности следовать данной инструкции, то отремонтированный участок на анодированном алюминиевом изделии визуально будет сложно отличить от заводского покрытия. Гель будет держаться долгие годы, а само изделие будет выглядеть как новое!
Требования безопасности:
1. При осуществлении ремонта анодированного алюминия необходимо работать в хорошо проветриваемом помещении и не забывайте о средствах индивидуальной защиты
2. Ремонт нужно осуществлять в чистом и не пыльном помещении.
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, в котором я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию и так далее. Если вы хотели, чтобы что-то было сделано для личного проекта, просто отложите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное. Так что для моих собственных небольших проектов я провел небольшое исследование того, как я могу осуществить это дома, в моем гараже.
Я обнаружил, что информация действительно разрознена. Вот почему я собрал все, что узнал, в эту статью. Это должно быть все, что вам нужно для начала.
В этом посте я расскажу о том, что я узнал о том, как добиться успеха, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома — совсем другое дело. Ожидайте, что потребуется несколько попыток, прежде чем вы сделаете процесс правильным.
Что делает анодированный алюминий?
Вероятно, неплохо было бы начать это руководство с того, чтобы понять, в чем заключается процесс. Это поможет вам понять, что происходит и почему это важно, по мере прохождения этапов.
Что делает анодированный алюминий? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более грубую поверхность, что позволяет красителям или краскам прилипать к металлу. Он тверже алюминия, поэтому обеспечивает определенную защиту.Это также придает алюминию коррозионную стойкость. Поскольку это такой тонкий слой, который окисляется, его можно наносить на прецизионные детали с минимальным влиянием на геометрию.
Это также обычно делается для косметики, даже на тех частях, которые не подлежат окрашиванию или окрашиванию. Анодирование придает алюминию матовый светло-серый цвет. Он также не подвергнется коррозии от таких вещей, как соль на ваших руках, и со временем оставит мутные пятна, похожие на яркий алюминий.
Что вам нужно
Сам процесс анодирования не так уж и сложен, и его не так дорого наладить (я знаю, все относительно).
Это то, что вам нужно для анодирования алюминия:
- Источник питания с соединениями
- Кислота
- Дистиллированная вода
- Катод
- Емкость
- Краситель (нужен только в том случае, если вы хотите сделать его другого цвета)
- Алюминиевая или титановая проволока
- Обезжириватель
- Кислотный нейтрализатор
- Мешалка (опция)
- Защитное снаряжение
- Вентилируемая зона для работы
Многое из этого можно убрать, но некоторые вещи работают лучше, другие.Я рассмотрю несколько вариантов того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Установка для мелкомасштабного анодирования
Если анодирование — это то, что вы хотите делать довольно часто и не возражаете против того, чтобы потратить немного денег, то это то, что имеет смысл.
Полные комплекты бывает сложно найти в Интернете, иногда их нужно покупать отдельно.
Вот краткий обзор того, что доступно.Если это не то, что вас интересует, просто переходите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: маршрут «Сделай сам» даст вам очень неоднозначные результаты.
Примечание: Онлайн-цены колеблются, поэтому я мог бы написать эту статью сегодня, а завтра они будут другими. Я изо всех сил старался дать довольно хорошее представление о том, для чего нужны эти штуки, но в этом случае не упираюсь в огонь! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, способное выдавать около 18 В и выше.
Сила тока важна в зависимости от площади поверхности детали, которую вы хотите анодировать. Однако это немного легче сбалансировать, поскольку вы можете компенсировать это, просто бегая на нем дольше. В любом случае вам, вероятно, понадобится хотя бы один усилитель для небольших декораций и виджетов.
В Интернете можно найти достойные источники питания по цене от 60 до 100 долларов. Плюс в том, что эти источники питания универсальны — вы можете использовать их и для других вещей, например для покрытия.
Это тот, который я бы порекомендовал забрать.Он рассчитан на 30 вольт и 5 ампер, поэтому он подойдет для большинства проектов, площадь которых составляет около одного квадратного фута. В нем также есть несколько красивых зажимов из кожи аллигатора, которые облегчают жизнь для таких проектов.
Как правило, вам нужно примерно от 0,02 до 0,03 ампер на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, возможно, вам удастся обойтись без автомобильного зарядного устройства большего размера. Преимущество этого в том, что у вас уже может быть такой, который будет работать.Недостатком является то, что у вас нет почти такого же контроля над мощностью, вам будет сложно настроить процесс, чтобы все было правильно. Анодирование может быть непростым делом.
Кислота
Самая распространенная кислота, которую вы встретите в гаражах, — это серная кислота. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Совет от профессионала: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, она также имеет несколько присадок.Для наших целей это прекрасно работает. Обычно вы можете получить его немного дешевле, чем лабораторный. Вот пример того, что будет работать на Amazon.
Это необязательно, но использование действительно сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает, и он дешевый. Вам не нужно много этого.
Краситель
Многие интернет-ресурсы говорят, что просто используйте краситель для ткани, если вы хотите покрасить анодированную деталь.Исходя из моего опыта, этот обычно работает как , но не всегда. Иногда цвета действительно нечеткие — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. Д.
Иногда цвета действительно нечеткие — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. Д.
Но если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете получить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто возьмите подходящий краситель для анодирования. Вот пример того, что отлично подойдет. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его купите.
Катод
Технически для этого можно было бы просто использовать кусок алюминия, но свинец работает лучше и служит долго. Я получил наилучшие результаты, используя листовой свинец, так как он имеет такую большую площадь поверхности.
Вы можете просто взять свинцовую огранку в домашнем центре или взять листок на Amazon. По сути, это будет разовая покупка, так как качество свинца на самом деле не ухудшается.
Контейнер
Пластиковые контейнеры отлично работают.Не нужно над этим задумываться. Для деталей среднего или большего размера используйте красивое и чистое ведро из полиэтилена высокой плотности на 5 галлонов. Для действительно мелких вещей вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите что-нибудь, что не проводит электричество и может сопротивляться кислоте.
Стеллажи для проволоки
Для фиксации детали можно использовать алюминиевую или титановую проволоку. Я очень предпочитаю использовать титан. Вот почему.
Стеллажи должны надежно проводить электричество.Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она также будет анодирована. Титан — нет. Таким образом, титановый провод можно не только использовать повторно, но и с меньшей вероятностью потерять соединение во время процесса.
В любом случае оба провода будут работать, и они не будут стоить много. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Можно подобрать титановую проволоку (чуть дороже) или алюминиевую (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нет ничего лишнего, просто что-то, что удалит жир или масло с детали, чтобы сделать ее красивой и чистой. Возможно, в вашем гараже уже есть что-то хорошее. Это будет отлично работать.
Кислотный нейтрализатор
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. В основном это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов.Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный прием.
Используйте воздушный насос аквариума. Если вы не можете «одолжить» одну из аквариума вашего ребенка какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам потребуются средства защиты глаз, респираторная маска от химикатов и перчатки.
Я видел, как многие люди используют простую респираторную маску, когда делают подобные вещи. Я бы действительно не рекомендовал это, поскольку маски от пыли не задерживают дым, а только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и поможет избавиться от паров. В комплекте также есть защитные очки на случай, если у вас их еще нет. Кислота в глаза — отстой.
Дело не в том, что пары слишком токсичны, но лучше не вдыхать их.
Вам также понадобятся перчатки. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это сделано не только для защиты рук от кислотных ожогов, но и для предотвращения попадания масла на детали.Если коснуться детали голыми руками, после анодирования останутся постоянные отпечатки пальцев.
Разные Handy Stuff
Есть несколько вещей, которые необязательны, но действительно помогают вам делать хорошую работу.
Шарики для пинг-понга могут плавать над кислотной смесью. Это довольно хорошо устраняет кислотный туман, который вы получите, когда в резервуаре начнут пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на весь срок службы анодирования.
ПодушечкиScotch brite — хороший способ сделать поверхность красивой даже до анодирования. Не требуется, но если вы анодируете обработанные детали, все отметки будут видны. Это просто придает детали более профессиональный вид. Вы можете купить большую их упаковку, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я все время использую этот материал для разных проектов, поэтому у меня всегда есть запас на полке.
Чайник для разогрева краски (если вы хотите раскрасить детали).Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы окунаете деталь, и использование электрического чайника делает этот шаг действительно простым. Вы можете купить дешевый на Амазоне. Только не используйте его после приготовления чая.
Обогреватель аквариума позволит вам регулировать температуру в аквариуме. Вы хотите, чтобы он был как можно ближе к 70F. Если вы делаете это в помещении с контролируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую. Вы можете проверить цену на Amazon здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки температуры красок. Не обязательно, но хорошая идея. Вы можете получить его по дешевке в Интернете.
Общая сумма
Скорее всего, у вас в гараже есть немало этих вещей, или вы можете поискать. Но если вам нужно покупать абсолютно все новое, вот разбивка того, чего ожидать, если вы платите за все довольно среднюю цену.
| Источник питания | 80 долл. США | ||||||||||||||||||||||||||||
| Серная кислота | долл. США США | ||||||||||||||||||||||||||||
| Щелок | долл. США Катод | $ 25 | |||||||||||||||||||||||||||
| Титановая проволока | $ 10 | ||||||||||||||||||||||||||||
| Обезжиривающее средство | $ 15 | ||||||||||||||||||||||||||||
| Пищевая сода | $ 2 | ||||||||||||||||||||||||||||
| Резервуар для воды | $ 25 | ||||||||||||||||||||||||||||
| Коробка нитриловых перчаток | $ 10 | ||||||||||||||||||||||||||||
| Шарики для пинг-понга | $ 10 | ||||||||||||||||||||||||||||
| Набор подушечек Scotch Brite $ | $ 20 | Танк для чая | Нагреватель | $ 15 | |||||||||||||||||||||||||
| Термометр | $ 2 901 80 | ||||||||||||||||||||||||||||
| Дистиллированная вода (местного производства) | 5 долларов | ||||||||||||||||||||||||||||
| ИТОГО | 317 долларовРазумное количество этого материала не является обязательным, и вы также можете купить его в меньшем количестве, если хотите. Но начиная с нуля, это установка, которая позволит вам сделать действительно качественное анодирование прямо в вашем гараже. Многие парни используют подобные установки для изготовления деталей, которые они продают в Интернете. После того, как вы все настроите, обслуживание вашей системы станет совсем не дорогим. Вам нужно будет добавить кислоту, щелок, краситель, обезжириватель, пищевую соду, перчатки и скотч-брайт, но вы действительно не так много используете.Этого хватит на время. Анодирование — не дорогой процесс, если у вас есть оборудование. Как анодировать алюминий своими рукамиИтак, как только у вас будет все необходимое, вот пошаговые инструкции, как это сделать. Имейте в виду, что все настройки индивидуальны, и вам нужно будет точно настроить свой процесс, чтобы получить желаемые результаты. Не ждите, что первые несколько раз все получится идеально. Скотч-Брайт Алюминий Это даст красивую, ровную поверхность, которая будет хорошо выглядеть после анодирования.Это не обязательно, но серьезно делает деталь более профессионально выглядящей. Если не использовать скотч-брайт, следы обработки будут хорошо видны. Деталь будет блестящей на участках с более красивой обработкой поверхности и тусклой на участках, где она не идеальна. Это просто более заметно после анодирования. Надень шестеренкуДержите респиратор под рукой. Наденьте защитные очки. Самое главное на этом этапе надеть перчатки !!! Если вы не наденете перчатки, на вашей стороне останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно. Очистите деталиДостаньте обезжириватель и чистую тряпку. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой. Протравить деталиДостаньте щелок и смешайте его с дистиллированной водой. Соотношение составляет примерно 3-5 столовых ложек чистого щелока на 1 галлон воды. Убедитесь, что на этом этапе вы надели респиратор и защитные очки, щелок может быть неприятным. Дайте детали впитаться в течение 3-5 минут, затем смойте дистиллированной водой. Проверка чистотыНа этом этапе вы можете провести тест воды на детали, чтобы убедиться, что она очищена должным образом. При правильной очистке вода должна плавно стекать с поверхности детали. Если вы напортачили, вода брызжет на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки. Этот шаг действительно важен. Анодирование подействует только на действительно чистую деталь. Совершенно необходимо, чтобы на этом этапе вы не позволяли детали соприкасаться с чем-либо грязным.Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность. Стеллаж для деталей Закрепите детали на алюминиевой или титановой проволоке. Имейте в виду, что там, где провод контактировал с деталью, останется неанодированная отметка. Большинству парней нравится использовать внутреннюю часть отверстия в качестве точки контакта, чтобы ее не было видно. Один из приемов заключается в том, чтобы скрутить конец проволоки и воткнуть ее в отверстие. Пружинность проволоки проделает отверстие в детали, и на анодированной поверхности не останется видимых следов. Важно одно: вам нужно хорошее соединение. Если соединение ненадежно, процесс гарантированно завершится ошибкой. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Какая боль. Налейте ваннуПоместите контейнер в хорошо проветриваемое место. Анодирование работает лучше всего, когда оно проводится при температуре около 70 F. При необходимости дайте жидкости время для акклиматизации. Анодирование при температуре более 75 градусов не даст очень хороших результатов. Сначала налейте в емкость дистиллированную воду. Затем добавьте серную кислоту. Соотношение составляет 1 часть кислоты на 3 части воды. Я знаю, что другие сайты говорят, что нужно делать половину или половину. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле. Всегда добавляйте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы все испортите. Настройка GearПоместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей.Мне нравится, когда им оборачивают внутреннюю часть ведра, чтобы получить красивый, ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет значение или нет, но я этим занимаюсь. Поместите воздушный насос прямо под то место, где будут находиться детали. Чем больше волнений вокруг деталей, тем лучше. Поместите нагреватель и термометр в резервуар. Перед запуском убедитесь, что температура в ванне максимально приближена к температуре 70 F Подвесьте детали в бак. Если вы решили получить шары для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смесью. Добавить мощностьНастройте блок питания. Присоедините положительный полюс к проводу на ваших деталях. Присоедините отрицательную сторону к свинцовому катоду. Подсказка: детали — это ваш анод, свинец — это катод. Анодирование = детали — аноды. Детали всегда положительные. Когда все будет выглядеть безопасным, пора включить блок питания.Вот где это становится суетливым. Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампера на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампера на квадратный дюйм даст более мягкую поверхность, но при этом потребуется больше красителя. В любом случае, нужно немного поэкспериментировать, чтобы сделать этот вид именно таким, каким вы хотите. Попробуйте запустить для запуска при напряжении 16 В. На самом деле, есть целый ряд вычислений, которые вы можете проделать, чтобы получить это теоретически совершенное, но это руководство для новичков.Это достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, которые влияют на расчеты, которые действительно сложно достичь с помощью одной из этих домашних настроек. Итак, вот действительно упрощенный калькулятор, который я придумал, и он хорошо мне подходит, когда я делаю это дома. Имейте в виду, что это , а не , который я использую на работе для профессионального управляемого аэрокосмического анодирования, но, похоже, он неплохо работает для этих более самодельных установок. Хорошая идея (по крайней мере, хорошая практика) — медленно увеличивать громкость усилителя.Это то, чем мы занимаемся профессионально — довольно часто при запуске партии мы увеличиваем скорость на 5 или 10 минут. Установите таймер для любого числа, которое вам дал калькулятор, и сделайте перерыв на кофе! Pro Совет: Если вы анодируете несколько деталей или одну большую деталь, следите за температурой ванны. Он может согреться, если будет усерднее работать. Если вы видите, что температура достигает 75 F или выше, попробуйте сделать что-нибудь, чтобы было прохладнее. Вы также должны убедиться, что он не опускается ниже 60 F. Вот где вам действительно пригодится нагреватель для аквариума. Нагреть красительДостаньте чайник и разогрейте краситель, проверяя температуру термометром для мяса. Это может быть немного суетливым шагом. Большинство красителей хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например, 120 F. Я бы рекомендовал попробовать первую партию при 140 F, а если вы не довольны результатами, попробуйте следующую. немного круче. Подготовьте ваннуХорошо, на этом этапе мы собираемся установить пару ванн. Я знаю, что другие люди могут подойти к этому шагу по-другому, но это то, что мне подходит. Установите одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды. Налейте немного дистиллированной воды в распылитель. Не обязательно, но это удобно. Затем установите один резервуар со смесью пищевой соды и дистиллированной воды.Это нейтрализует кислоту и повысит вероятность того, что на деталях не останется никаких пятен. Обычно я использую соотношение 3 столовые ложки пищевой соды на литр воды. За этим нет ничего научного, это просто то, что я делаю. Вам не понадобится тонна этой смеси, достаточно, чтобы покрыть части, чтобы они могли впитаться в течение нескольких минут. Затем откройте крышку чайника с краской. Вы можете просто окунуть детали напрямую. Частичное погружениеВыключите питание резервуара для анодирования.Частично приподнимите детали из резервуара и несколько раз обрызгайте их дистиллированной водой. Я распыляю прямо в резервуар, чтобы не было беспорядка. Теперь прополощите детали в баке с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты. Затем поместите детали в емкость для пищевой соды. Слегка взболтайте и оставьте на 5 минут. Теперь снова промойте детали в дистиллированной воде. Будьте внимательны. Дважды проверьте температуру красителя и при необходимости отрегулируйте. Окуните детали в краситель. Размешайте его достаточно энергично, чтобы сбить пузырьки с деталей, но не создавайте большого беспорядка. Этот материал очень сложно чистить. Вы должны увидеть, как детали сразу начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Дайте деталям впитаться в краситель на 10-15 минут. Позже вы можете точно настроить время выдержки в зависимости от желаемой глубины цвета. УплотнениеЭта часть действительно проста. Как только краска пропитается, варите детали около 15 минут. Здесь пригодится дополнительный чайник или плита, на которой можно вскипятить кастрюлю с водой. Это только сделает краску более жесткой и уменьшит вероятность того, что краска обесцветится или легко оторвется. Даже если вы не красили детали, это хорошая идея. Готово, процесс завершен! В целом, мне очень нравится анодировать дома.Вероятно, потребуется немного практики, чтобы получить детали с должным анодированием и без дефектов, но это действительно крутой процесс. Также очень весело настраивать и настраивать то, как вы это делаете, чтобы вы могли получить именно тот вид, который вам нужен — существует множество переменных, и каждая из них в конечном итоге влияет на внешний вид детали. Анодирование пробовали? Каковы были ваши результаты, и чем ваш процесс отличается от моего? Или есть вопросы? Размещайте их в комментариях! Связанные вопросыЧто такое твердое анодирование? Жесткое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре.В результате получается значительно более толстый оксидный слой, часто около 0,002 дюйма. Этот слой чрезвычайно твердый и может значительно повысить износостойкость и коррозионную стойкость алюминия. Требования к этому процессу намного выше, и не все отделочные предприятия имеют такую возможность. При твердом анодировании следует учитывать то обстоятельство, что из-за большой толщины оксидного слоя это вызовет заметные изменения размеров прецизионных компонентов. Сколько стоит профессиональное анодирование? Чтобы получить что-то профессионально анодированное, потребуется минимальная плата, цена за квадратный дюйм площади и, возможно, плата за стеллаж.Конечно, это будет сильно варьироваться в зависимости от местоположения и объекта, но вы можете ожидать от 75-125 долларов за меньшую партию. Хорошее эмпирическое правило для определения «небольшой партии» — это все, что вы можете носить с собой в коробке. Truckload = наверное не маленькая партия. Что такое анодированный алюминий? — Lorin Industries Мировой лидер в области анодирования алюминияЧто такое анодированный алюминий?Анодированный алюминий — это алюминий, обработанный для получения исключительно прочного покрытия.Чтобы создать анодированный алюминий, вы используете электрохимический процесс, при котором металл погружается в серию резервуаров, в которых один из резервуаров, анодный слой, выращивается из самого металла. Поскольку этот анодированный слой создается из самого алюминия, а не окрашивается или наносится, этот анодированный алюминий никогда не трескается, не отслаивается или не отслаивается, и он намного более долговечен, чем любой другой аналогичный материал на рынке. Чем отличается алюминий, анодированный катушкой?В Lorin Industries мы производим анодированный алюминий, используя строго контролируемый процесс анодирования рулонов, который обеспечивает более высокое качество продукции при более низких затратах на обработку. Рулонный сырой алюминий разматывается и протягивается через серию резервуаров, которые очищают, анодируют, окрашивают, запечатывают и, наконец, перематывают рулон одним непрерывным движением. В конце процесса у нас остается анодированный алюминий в рулонах исключительного качества, который отличается прочностью, универсальностью и обеспечивает постоянное соответствие цвета в соответствии с конкретным запросом нашего клиента.Уже прокатанный анодированный алюминий готов к отправке в пункт назначения. Процесс анодирования алюминия в рулонах исключает несколько этапов, которые являются частью более традиционного процесса периодического анодирования алюминия, что увеличивает стоимость и приводит к нестабильности отделки. При периодическом анодировании необходимо создать точку электрического контакта, чтобы электрический ток работал, чтобы способствовать росту анодного слоя. Это делается путем прикрепления каждой анодируемой детали с помощью металлического крючка или стойки, которые часто оставляют следы ожогов, также известные как следы реек на материале, которые необходимо обрезать, что увеличивает отходы и затраты. Поскольку каждый квадратный дюйм материала в форме рулона тратит одинаковое количество времени на каждой части процесса, вы можете быть уверены, что цвет будет одинаковым. В отличие от процесса анодирования рулонов, во время пакетной обработки алюминиевые детали или панели по отдельности погружаются в каждый резервуар, что приводит к тому, что некоторые части металла тратят больше времени на каждую часть процесса, что приводит к несоответствию цвета и толщины анодированного слоя. Узнайте больше об отдельных этапах процесса анодирования рулонов здесь. Анодированный алюминий в рулонах обеспечивает одинаковый цвет и отделку и превращает стандартный алюминий в удивительно универсальный продукт с превосходными функциями. Каковы преимущества анодированного алюминия?ДолговечностьАлюминий — это изначально прочный материал, но после процесса анодирования его поверхность становится даже жестче, чем базовый алюминий.Анодированный алюминий создает поверхность, которая в три раза тверже, чем стандартный алюминий, и не трескается, не отслаивается или не отслаивается даже при обработке для придания цвета. Поскольку процесс анодирования — это контролируемое окисление алюминия, продукт никогда не ржавеет, не подвергается патине или погодным условиям. Анодированный алюминий — один из самых прочных и универсальных металлических изделий на рынке. Внешний видАнодированный алюминий имеет внешний вид, который придает красоту любому предмету. Когда анодированный алюминий остается естественным, он приобретает новый яркий серебристый цвет, и его можно анодировать таким образом, чтобы оставить матовый или яркий цвет.У вас также есть возможность выбрать индивидуальную текстуру, например тон штукатурки, браширования или мелкой гальки, чтобы придать вашему продукту уникальный внешний вид. Пользовательские параметры цвета Из-за открытой пористой структуры анодного слоя перед герметизацией анодированный алюминий может быть обработан так, чтобы он соответствовал почти любому цвету бренда или образцу Pantone, который вы можете себе представить. Легкий весАнодированный алюминий — это легкий металл, который весит примерно на 60 процентов меньше, чем нержавеющая сталь, медь или латунь.Это делает доставку материала намного более рентабельной и может решить множество дизайнерских проблем. Анодированный алюминий — универсальное решение, от архитектуры до конструирования товаров народного потребления, везде, где требуется легкий, прочный и привлекательный материал. Стоимость Поскольку анодированный алюминий намного легче других металлических изделий, его доставка на строительную площадку или производственный объект стоит значительно дешевле. Благодаря высокому соотношению прочности и веса анодированный алюминий имеет более низкую общую стоимость квадратного фута для использования в проектах, чем такие материалы, как сталь, цинк, бронза, латунь и медь, при этом обеспечивая тот же визуальный эффект.Поскольку алюминия много и его можно возобновлять, а также он является единственным металлом, который на 100% пригоден для вторичной переработки, в сочетании с тем, что процесс создания анодированного алюминия настолько безопасен для окружающей среды, что его воздействие на окружающую среду намного меньше, чем у других продуктов. Все эти факторы составляют универсальный и прочный продукт, который прослужит дольше, чем другие материалы на рынке. Где используется анодированный алюминий?Анодированный алюминий можно использовать в любом приложении, в котором уже используется другой металлический материал.В Lorin Industries мы производим анодированный алюминий для следующих отраслей: АрхитектураАнодированный алюминий никогда не ржавеет, не подвергается патине или погодным условиям, что делает его привлекательным выбором для красивых, современных зданий, экстерьеров и интерьеров зданий. Поскольку анодированный алюминий может быть изготовлен на заказ любого цвета, отделки или текстуры, он также является привлекательным, легким и доступным вариантом для внутренней отделки, такой как потолочные панели, вывески магазинов и панели лифтов. ТранспортировкаАнодированный алюминий в три раза прочнее, чем сырье, работает на любой скорости. Анодированный алюминий — от интерьеров коммерческих самолетов до панелей железнодорожных вагонов до яркой внешней отделки спортивных автомобилей — обеспечивает долговечность и устойчивость к атмосферным воздействиям, которые необходимы транспортным средствам, а также исключительный стиль, который они желают. Потребительские товарыПотребители хотят привлекательные, долговечные товары, отражающие их эстетику и образ жизни. Независимо от того, какой внешний вид, текстура или цвет вы ищете, анодированный алюминий подойдет.Анодированный алюминий — от кухонных фартуков до микроволновых печей, кофеварок и других товаров народного потребления — предлагает универсальность и качество, которые требуются вашим потребителям. Создаете ли вы впечатляющие здания и сооружения, произведения искусства, новейшую линейку роскошных автомобилей или высококлассную бытовую технику, анодированный алюминий может стать прекрасной частью вашего проекта или продукта. Процесс анодирования является экологически чистым и обеспечивает непревзойденную динамичную красоту, долговечность и долговечность. Свяжитесь с нами, чтобы обсудить, как можно творить без ограничений с помощью услуг Lorin по анодированию алюминия. Анодирование алюминия | Анодированный алюминийАнодирование алюминия для металлических деталейАнодирование алюминия — это управляемый электрохимический процесс, который увеличивает толщину оксидных слоев, которые естественным образом существуют на алюминиевых поверхностях, улучшая коррозионную стойкость.Эти типы оксидных слоев обеспечивают изоляционные свойства и могут быть окрашены в широкий диапазон цветов. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и служат отличным субстратом для декоративной отделки. Самый распространенный метод анодирования алюминия, известный как тип II, позволяет получить покрытие толщиной до 1 мил, которое не вступает в реакцию, устойчиво к коррозии и легко очищается. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и используются во многих эстетических целях. Arrow Cryogenics предлагает стандартное ( MIL-A-8625 тип II) анодирование алюминия на нашем современном предприятии в Блейне, штат Миннесота. Мы также обеспечиваем твердое анодирование покрытия ( MIL-A-8625 Type III). Наши анодированные покрытия могут быть изготовлены по индивидуальному заказу в соответствии со спецификациями по весу покрытия, коррозионной стойкости, адгезии краски и стойкости к истиранию. Кроме того, у нас есть собственные строгие правила в отношении внешнего вида, качества изготовления, проверки, тестирования и многого другого. Свяжитесь с нами, чтобы узнать больше о наших вариантах анодирования алюминия. Основы процесса анодирования алюминия Процесс анодирования алюминия осуществляется путем пропускания электричества постоянного тока через раствор электролита, в который погружена алюминиевая заготовка. Короче говоря, анодирование алюминия создает оксидное покрытие, которое защищает и улучшает внешний вид конечного продукта. Анодирование типа II лучше всего подходит для алюминия, но его также можно использовать для цветных металлов, таких как титан или магний. В чем разница между анодированием типа II и типа III?Arrow Cryogenics предлагает два различных варианта анодирования алюминия: стандартное анодирование типа II и анодирование алюминия с твердым покрытием типа III. Оба обеспечивают защитный барьер и используются в соответствии с военной спецификацией MIL-A-8625, но есть несколько отличий, которые следует учитывать перед выбором процесса:
Герметизация обычно требуется после выполнения процесса анодирования твердым покрытием, поскольку детали липкие из-за процесса.Герметизация деталей после процесса анодирования твердым покрытием закрывает поры, удаляет липкие остатки и предотвращает прилипание нежелательного материала к деталям. Герметизация также требуется для окрашенных деталей, чтобы запечатать цвет в поры алюминия и уменьшить выцветание. Как анодирование алюминия влияет на размеры?При анодировании алюминиевых деталей с малыми размерами важно понимать, что покрытие повлияет на окончательные размеры. Как правило, 50% анодированного покрытия проникает через поверхность материала, а 50% покрытия накапливается на поверхности.Изменение окончательных размеров определяется толщиной покрытия. Используя самые современные средства управления, Arrow Cryogenics может контролировать толщину наших покрытий с исключительной точностью. Мы тесно сотрудничаем с нашими клиентами, чтобы обеспечить соблюдение всех допусков. Преимущества стандартного анодирования алюминияАлюминиевый адонизатор типа II используется в широком диапазоне применений, от компьютеров до аэрокосмической промышленности, и имеет ряд преимуществ, в том числе:
Анодирование также используется для улучшения внешнего вида готовых алюминиевых деталей. Используя специальные химические вещества во время предварительной обработки анодированного алюминия, мы можем добиться матового покрытия, которое помогает:
Окрашенный и неокрашенный анодированный алюминий ЦветаПосле анодирования детали можно либо оставить неокрашенными (класс 1), либо покрасить в набор цветов (класс 2).Неокрашенный алюминий приобретет сероватый оттенок, аналогичный изображенному ниже. Arrow Cryogenics также может достигать множества цветов путем окрашивания алюминия после его анодирования. После того, как алюминий окрашен, цвет навсегда запечатывается в алюминии, создавая декоративную отделку. Ниже приведены некоторые из доступных цветов для нанесения на анодированный алюминий. Примечание. Цвета показаны только для справки и могут зависеть от настроек цвета на мониторе вашего компьютера.Другие цвета могут быть доступны по запросу. Анодирование алюминияArrow Cryogenics соответствует требованиям спецификации MIL-A-8625 для традиционного процесса анодирования алюминия класса 1 (неокрашенный) и класса 2 (окрашенный) с использованием серной кислоты. Сертификат NADCAPArrow Cryogenics сертифицирована Nadcap для химической обработки и соответствует системе качества AC7004 Aerospace для авиационной, космической и оборонной промышленности.В рамках аккредитации Nadcap наши процессы прошли аудит на основе строгих отраслевых рекомендаций и регулярно проверяются на предмет соответствия.Свяжитесь с нами, чтобы узнать больше о нашей сертификации Nadcap или обсудить услуги отделки для вашего аэрокосмического приложения. Contact Arrow Cryogenics для анодирования алюминия типа IIArrow Cryogenics имеет сертификаты ISO: 9000: 2015 и NADCAP для наших услуг по анодированию алюминия в широком спектре цветов и покрытий. Сообщите нам, что вы хотите узнать больше об анодировании алюминия.Если вы готовы начать проект, предоставьте нам некоторую информацию о своем приложении, чтобы получить расценки. Базовое руководство по анодированию алюминия
Что такое анодированный алюминий?Анодирование — это распространенный метод финишной обработки, используемый при выборе материалов из цветных металлов, включая алюминий, титан и магний. Анодирование представляет собой электрохимический процесс, который преобразует внешнюю поверхность металлических деталей в прочный и устойчивый к коррозии и царапинам слой. Как работает анодирование алюминия?Анодировать можно практически любую алюминиевую деталь, независимо от того, была ли она обработана на станке с ЧПУ или изготовлена из листового металла. Процесс, который может показаться сложным из-за протекающих различных электрохимических реакций, на самом деле довольно прост и рентабелен, что делает анодирование популярным во многих отраслях промышленности.Вот как анодировать алюминий: Во-первых, перед анодированием необходимо очистить алюминиевую деталь. Затем его помещают в ванну с электролитическим раствором и прикладывают постоянный электрический ток. Это создает положительный электрический заряд в алюминии и отрицательный заряд в пластинах электролита раствора. Результирующая электрохимическая реакция создает поры на поверхности алюминиевого компонента, которые позволяют алюминиевой подложке связываться с отрицательно заряженными ионами O2 в растворе с образованием оксида алюминия. В конечном итоге это приводит к созданию барьерного слоя из анодного оксида на поверхности детали, который более устойчив и долговечен, чем нижележащий алюминий. Доступные материалы для анодированияАнодирование в зависимости от принципа доступно только для токопроводящих материалов, таких как металлы, но это не означает, что алюминий является единственным вариантом. Фактически, анодированные металлы также включают магний и титан. Однако, поскольку многие люди задаются вопросом, можно ли анодировать сталь или нержавеющую сталь, это недоступно, потому что оксид железа (ржавчина) не образует плотного, стойкого, устойчивого к коррозии покрытия на стали, поэтому его нельзя анодировать с пользой. Различные типы анодирования алюминия Существует три обычно используемых типа анодирования, каждый из которых приводит к разному набору функциональных и эстетических свойств. При анодировании типа I хромовая кислота используется для создания тонкого покрытия на поверхности металлических деталей (до 0,0001 дюйма). Хотя тип I является самым тонким анодирующим покрытием, он все же приводит к получению деталей с повышенной коррозионной стойкостью. Однако тип I также дает наименьшее поглощение цвета при окрашивании. Тип II — анодирование серной кислотойПри анодировании типа II вместо хромовой кислоты используется серная кислота, что приводит к немного более толстому поверхностному слою на алюминиевой детали. Анодированная серная кислота имеет толщину от 0,0002 до 0,001 дюйма и лучше подходит для окрашивания деталей. Тип III — анодирование с твердым покрытиемТип III, часто называемый «твердым анодированием», также использует сернокислотный подход, но дает более толстый (> 0,001 дюйма) анодированный слой по сравнению с типом II.Детали из анодированного твердого покрытия имеют лучшую стойкость к истиранию и способность к окрашиванию; однако тип III не может быть идеальным для деталей с очень жесткими допусками. Какой тип анодирования выбрать? Какая разница?Учитывая различный сценарий применения, в котором будут использоваться ваши детали, выбор типа процесса анодирования является весьма важным шагом. Вот краткое сравнение для вашей справки. Тип I использует хромовую кислоту для создания тонкого покрытия на поверхности металлических деталей.Он обычно используется там, где требуется устойчивость к коррозии, в том числе для деталей самолетов. При анодировании типа II используется серная кислота для создания немного более толстого поверхностного слоя на алюминиевой детали. Он обычно используется для отделки товаров народного потребления, компонентов самолетов, архитектурных деталей и кухонной посуды. Тип III аналогичен типу II, но дает более толстый коррозионно-стойкий слой, что делает его хорошо подходящим для деталей, которые должны выдерживать экстремальные температуры и химическое воздействие. Если вы не можете решить, какой тип анодирования больше подходит для вашего проекта, RapidDirect может помочь. Мы даем профессиональные предложения на основе вашего проекта. Загрузите свои файлы дизайна и свяжитесь с нами. Каковы варианты цвета анодированного алюминия?Одно из самых значительных преимуществ анодирования — это наличие различных цветов. Стандартные цвета анодирования включают прозрачный, бронзовый, шампанский и черный.RapidDirect также предоставляет цветные карточки с номером Pantone, чтобы вы могли выбрать нужный цвет. Некоторые из дополнительных цветов анодированного алюминия можно найти на изображении ниже: Преимущества анодированного алюминияАлюминий — широко используемый материал из-за его полезных свойств, хотя металл не ржавеет, он все же подвержен воздействию элементов и он может изнашиваться, особенно из-за воздействия кислорода. В этом разделе мы расскажем о преимуществах анодирования алюминиевых деталей. 1. Улучшение свойств материалаВо-первых, процесс чистовой обработки значительно улучшает свойства материала на поверхности детали, включая повышение устойчивости к коррозии, царапинам и погодным условиям. Кроме того, поскольку процесс является электрохимическим, барьерный слой, созданный с помощью анодирования, становится частью компонента, а это означает, что он не может отслаиваться или отслаиваться, как лакокрасочные покрытия. Что касается свойств, следует отметить, что внешний анодированный слой детали обладает изоляционными свойствами, то есть детали могут иметь более низкую электропроводность, чем раньше. 2. Лучшее качество поверхностиВторая ключевая причина, по которой многие клиенты предпочитают анодировать свои алюминиевые изделия, — это декоративное анодированное покрытие. Анодирование также позволяет нанести цветную отделку на металлические детали. Советы по дизайну анодирования алюминия1. Следите за допускамиЕсли вы знаете, что хотите применить В процессе анодирования вашего алюминиевого компонента имейте в виду, что этот процесс действительно увеличивает толщину детали, что может (хотя и незначительно) повлиять на допуски детали. Если жесткие допуски имеют решающее значение, рассмотрите вариант анодирования типа I или типа II или примите во внимание дополнительный слой на этапе проектирования. 2. Кромки и углыПри анодировании важным советом при проектировании является обеспечение того, чтобы все кромки и углы заготовки имели радиус не менее 0,5 мм. Конструкции деталей также не должны иметь заусенцев. Причина таких конструктивных соображений заключается в том, что они помогают предотвратить перегрев (и даже возгорание) заготовки из-за высокой концентрации электрического тока. 3. Рассмотрите возможность использования других этапов чистовой обработки.Поскольку анодирование — это электрохимический процесс, он не имеет такого же эффекта, как дробеструйная очистка или полировка. То есть, если обработанная деталь сразу подвергается анодированию, вполне вероятно, что на поверхности готовой детали останутся следы станка или царапины. По этой причине, если требуется полностью однородная обработка поверхности, может быть полезно заранее использовать полировку, дробеструйную очистку или другой процесс механической отделки.При этом анодирование сделает поверхность детали более гладкой, чем раньше. 4. Работа с партиями Если вы окрашиваете алюминиевые детали или изделия, рекомендуется анодировать их небольшими партиями. Это обеспечивает большую однородность цвета, поскольку может быть трудно точно сопоставить цвет от одной партии к другой. Применения для анодирования алюминияАнодирование — это высококачественный и доступный процесс окончательной обработки, который сделал его популярным для множества применений в самых разных отраслях промышленности.Его использование настолько широко, что вполне вероятно, что вы столкнетесь с анодированной металлической деталью в течение дня. Некоторые отрасли промышленности, которые регулярно используют анодирование, — это аэрокосмическая промышленность, автомобилестроение, архитектура, производство потребительских товаров и товаров для дома. И хотя невозможно перечислить все конкретные области применения анодированного алюминия, вот некоторые из них: кухонное оборудование, кожухи воздуховодов, осветительные приборы, продукты для приготовления пищи, фотооборудование, радиооборудование, электронные корпуса и многое другое. Как определить успешность анодирования?Есть способы узнать, подверглась ли деталь анодированию.Во-первых, обычно по матовому покрытию можно сказать, что создает анодирование. Кроме того, вы можете использовать простой скретч-тест. Поцарапайте монету по поверхности алюминиевой детали: если видна царапина, скорее всего, деталь только что отполирована, а не анодирована. Анодированная деталь будет полностью устойчивой к царапинам. Хорошее анодирование приведет к однородной поверхности с равномерным распределением цвета. Дефекты анодирования, на которые следует обратить внимание на готовом продукте, включают ожоги от анодирования, которые вызваны высокой плотностью тока и недостаточным перемешиванием в процессе анодирования. Заключение В RapidDirect анодирование является одним из наших неотъемлемых решений отделки металлических деталей, наряду с дробеструйной очисткой, щеткой, полировкой, гальваникой, порошковой окраской и покраской. Наша команда экспертов хорошо разбирается в процессе анодирования и гарантирует нашим клиентам высококачественные алюминиевые детали. Чтобы узнать, является ли анодирование лучшим решением для финишной обработки вашей детали или продукта, или чтобы узнать ценовое предложение, просто свяжитесь с членом команды RapidDirect.Мы к вашим услугам! FAQСколько стоит анодирование?Одна из причин, по которой анодирование является популярным процессом отделки, заключается в его высокой рентабельности. Стоимость процесса зависит от нескольких факторов, включая количество деталей, размер и форму детали, тип анодирования (т.е. толщину покрытия) и цвет. Короче говоря, анодирование сложной детали, которую необходимо покрасить, будет стоить дороже, чем простая деталь без цветного покрытия. Свяжитесь с нами в RapidDirect, чтобы получить расценки на анодирование для конкретных клиентов. Анодирование стирается? Как долго он может храниться?В процессе анодирования на поверхности алюминиевых деталей создается барьерный слой, который склеивается на молекулярном уровне. Это означает, что он не может отслаиваться или отслаиваться, в отличие от лакокрасочного покрытия. Правильно анодированная деталь не должна изнашиваться в течение многих десятилетий. Точно так же окрашенные анодированные детали, которые должным образом герметизированы, не должны выгорать по крайней мере пять лет, а часто и больше. Также следует отметить, что чем толще анодированный слой (тип III — самый толстый), тем меньше будет износ детали. Поделиться в социальных сетях …ТегиАнодирование алюминия
Анодирование, электрохимическое окисление алюминия, широко используется во всем мире для различных функциональных и декоративных применений. При анодировании тонкая пленка оксида алюминия образуется на поверхности алюминиевой детали и действует как барьер против дальнейшего естественного окисления или коррозии. Перед тем, как анодировать, алюминий обрабатывают в различных химических ваннах, чтобы получить яркую, полужирную или матовую поверхность. Затем подготовленная поверхность алюминия попадает в ванну для анодирования, где присутствует сернокислый электролит с зарядом постоянного тока низкого напряжения, что приводит к электролитической реакции и образованию оксидного слоя. Эта пленка впоследствии может быть окрашена водными красителями, а затем окончательно запечатана в кипящей деионизированной воде. В результате получается декоративная и прочная отделка.Анодирование устойчиво к царапинам, не отслаивается, не отслаивается и не выцветает, и подходит для высокоскоростной подачи чаши. В течение некоторого времени анодирование называли «зеленой» или экологически чистой обработкой металлов. В процессе этого процесса в окружающую среду выделяется мало токсинов, почти не используются тяжелые металлы, а также используются химические вещества и металлы, которые легко перерабатываются. Готовые изделия из анодированного алюминия нетоксичны и безопасны для использования во многих упаковках для потребительских товаров, включая косметику и напитки. За последние несколько десятилетий производители контейнеров для косметики значительно сократили использование полированной и лакированной отделки, которые производят выбросы растворителей в качестве побочного продукта, или покрытий, которые используют тяжелые металлы и имеют остаточные опасные отходы, и перешли на анодированные алюминиевые покрытия . Почти все основные производители упаковки для косметики обычно используют анодированную отделку для металлических упаковок. Anomatic Corp. — один из таких производителей контейнеров.Компоненты из анодированного алюминия, которые она разрабатывает и производит, предназначены для упаковки насосов для ароматизаторов и лосьонов, колпачков и укупорочных средств для ухода, туши для ресниц, губных помад и карандашей для подводки глаз, и это лишь некоторые из них. Основная философия компании заключается в том, что производство продукции за счет нанесения ущерба окружающей среде недопустимо. Выбор алюминияПроизводство компонентов из анодированного алюминия в Anomatic начинается с выбора основного металла и сплава. Алюминий — самый коммерчески пригодный для вторичной переработки металл, используемый сегодня. Поскольку переработанный алюминий уже находится в металлическом состоянии, вся энергия, затрачиваемая на очистку руды и превращение ее в металл, сохраняется при ее переработке. Простое плавление алюминия снова делает его пригодным для использования. Все отходы на предприятии Anomatic (бракованные из-за несоответствия визуальным или габаритным характеристикам) отправляются на местные предприятия по переработке.Кроме того, алюминиевая отделка, которая снимается после штамповки, также отправляется на переработку. В то время как большая часть продукции, производимой компанией, производится из обычных базовых сплавов, таких как 5657 и 9020, некоторые производители косметической упаковки начали указывать переработанные алюминиевые сплавы, такие как 3004. Anomatic участвует в этой инициативе. Необходимо соблюдать осторожность, поскольку переработанный алюминий может содержать тяжелые металлы, особенно свинец и кадмий. Тяжелые металлы вызывают беспокойство, потому что этапы предварительной анодирования влекут за собой удаление металла, поэтому эти металлы могут попадать в сточные воды.Ограничение Коалиции северо-восточных губернаторов (CONEG) составляет 100 частей на миллион (PPM) для всех перечисленных металлов. Многие из переработанных сплавов имеют более высокие концентрации перечисленных металлов в результате плохой изоляции источников тяжелых металлов от алюминиевого лома. Однако при соблюдении надлежащих критериев выбора переработанный сплав может использоваться в соответствии с ограничениями CONEG. Штамповка и обезжиривание Этап изготовления включает в себя глубокую вытяжку алюминиевой рулонной заготовки различных форм и размеров с использованием высокоскоростных трансферных прессов. Штампованные изделия проходят обезжиривание на водной основе, где масла улавливаются через ультрафильтрацию и коалесцирующие фильтры, а затем отправляются на программу смешивания топлива. Поскольку при обезжиривании не используются какие-либо растворители, захваченные штамповочные масла не опасны и легко смешиваются с жидким топливом.Процессы штамповки и обезжиривания не производят выбросов или вредных отходов. АнодированиеВ процессе анодирования используется несколько неорганических кислот (азотная, серная и фосфорная). Кислоты смывают алюминиевые детали между этапами процесса, чтобы предотвратить загрязнение ванны. В этих кислотных ваннах растворяется металлический алюминий. Кислая промывочная вода должна быть обработана перед сбросом на местную станцию очистки сточных вод. Твердые вещества удаляют с помощью обычного осаждения гидроксидом с последующим осветлением и фильтрацией.Фильтр-пресс производит твердый осадок гидроксида алюминия, который является неопасным отходом и отправляется на свалку. Осветленная промывочная вода нейтрализуется и отправляется в канализацию. Все сточные воды, покидающие предприятие, контролируются с помощью устройства для непрерывного отбора проб, которое работает 24 часа в сутки, 365 дней в году. Аттестованная EPA химическая лаборатория на месте, в которой используется оборудование для влажного химического анализа и испытания металлов, укомплектована обученными специалистами в рабочее время.Результаты испытаний на чистоту сточных вод ежедневно передаются в местное предприятие по очистке сточных вод. Никель — это один из регулируемых тяжелых металлов, используемых в процессе анодирования Anomatic. Никель образуется из разбавленного раствора ацетата никеля, используемого в процессе герметизации, в котором анодная пора закрывается (герметизируется) путем гидролиза. Наконец, все кислотные выбросы в атмосферу улавливаются и тщательно очищаются системами очистки, которые разрешены и регулярно проверяются Агентством по охране окружающей среды Огайо. Газы оксидов азота (NOx), образующиеся в ваннах для химического осветления, химически преобразуются в газообразный азот и водяной пар. Кислые газы нейтрализуются, а запахи устраняются с помощью многоступенчатых башенных скрубберов с насадкой и абсорбцией щелочи с высоким pH. Вторичная переработкаПомимо усилий по переработке алюминия, штамповочного масла и металлического никеля, компания также имеет сложные процессы и программы по переработке фосфорной кислоты и титанового лома. Его система рециркуляции фосфорной кислоты использует оборудование ионного обмена и вакуумного разделения для очистки и повторного использования воды с фосфорной кислотой, выделенной на линиях анодирования. Более 85 процентов всей фосфорной кислоты перерабатывается, тем самым предотвращая крупномасштабное загрязнение фосфатами последующих систем водоснабжения. Титан используется в запатентованной системе конвейерных лент Anomatic и в ее стойках для анодирования. Поскольку ремни и стойки со временем изнашиваются, титановый лом улавливается и продается обратно на титановые заводы для повторного использования. Вопросы безопасностиПроцесс анодирования Anomatic не содержит никаких регулируемых тяжелых металлов (хром VI, свинец, ртуть, кадмий, барий, мышьяк и селен), как указано в Z66.1-1964 (правила безопасности игрушек), 16 CFR 1303 Комиссия по безопасности потребительских товаров, ASTM F 963 (спецификации безопасности потребителей в отношении безопасности игрушек), Законодательство CONEG по тяжелым металлам и Предложение 65. Единственными тяжелыми металлами, которые использует компания, являются никель II (используется в процессе герметизации) и хром III (красители). Гидроксид никеля в анодном покрытии находится в микроскопической концентрации и либо химически связан с анодной порой, либо осаждается внутри пор. Он стабилен как химически, так и физически, не растворяется в воде, поэтому не может быть растворен. Трехвалентный хром — это встречающаяся в природе форма хрома, которая является важным элементом нашего рациона и присутствует в витаминных добавках.Хром в красителях, используемых в Anomatic, содержит хром III, а не токсичный хром IV. Красители хрома III обычно считаются безопасными и полностью герметизированы внутри анодированного алюминиевого покрытия, предотвращая контакт или разрушение. Уильям Раш — президент Anomatic Corp., 1650 Tamarack Road, Newark, OH 43055, 740-522-2203, факс 740-522-3339, [email protected], www.anomatic.com. Что такое анодирование? — Стратегия проектированияАнодирование улучшает алюминий и его экологические достоинства.При анодировании используется основной металл — алюминиевый сплав — для создания тонкого, чрезвычайно прочного и устойчивого к коррозии покрытия. Анодированная поверхность очень твердая и, таким образом, сохраняет и продлевает срок службы алюминиевого изделия. В отличие от анодирования, покрытия — например, краска — могут значительно снизить возможность вторичной переработки алюминия и могут увеличить затраты. В производстве красок, пластмасс и гальванических покрытий используются проблемные материалы, которые могут поставить под угрозу экологические цели. С другой стороны, анодирование является «нейтральным для вторичного использования» с минимальным использованием таких материалов, как летучие органические соединения (ЛОС) и тяжелые металлы. Коррозионная стойкость анодированного алюминия хорошо зарекомендовала себя для промышленного применения. В транспортных компонентах, строительных элементах, контейнерах для хранения и технологическом оборудовании используется анодирование, чтобы продлить срок службы и расширить возможности алюминиевых конструкций. Анодированный алюминий безопасен для кухонной посуды и обеспечивает прочные рабочие поверхности для применений, требующих превосходной стойкости к истиранию. Анодирование также снижает трение и увеличивает смазывающую способность, что является преимуществом для установленных компонентов и для движущихся частей.Повышенная износостойкость означает более длительный срок службы. Анодирование с твердым покрытием дополнительно улучшает износостойкость и общую стойкость покрытия к физическим нагрузкам. Алюминий экономит энергию и материалы Все вышеупомянутые свойства анодирования вносят существенный вклад в жизненный цикл продукта и снижают потребность в энергии. Экологические аспекты процесса анодирования Подобная нейтрализация восстанавливает большинство анодирующих химикатов до обычных растворенных минералов. Большая часть анодирования выполняется без образования опасных отходов, и во многих случаях отходы анодирования с высоким содержанием алюминия являются экологически ценными для удаления загрязняющих веществ и осаждения твердых частиц в процессах очистки бытовых сточных вод. Анодирование — это не металлическое покрытие. Иногда их путают, но на самом деле это совершенно разные процессы.Анодное покрытие создается из основного металла и, таким образом, имеет по существу те же компоненты, что и алюминий. Поверхность состоит из металлов в виде ультратонкого нетоксичного оксида алюминия. Добавленные материалы составляют незначительное количество массы продукта; Паспорта безопасности материалов для анодированного алюминия идентичны паспортам для металла. Согласно правилам EPA, обычное анодирование не приводит к образованию опасных отходов; в нем не используются летучие органические соединения или токсичные органические вещества, внесенные в список EPA. Вовлечение тяжелых металлов значительно ниже, чем при использовании пигментов для наружных красок или гальванических покрытий. Возможность повторного использования не изменяется анодированием, и Анодированный алюминий — экологически чистый выбор для различных областей применения.
|


 Обычно я просто кладу кусок плоского стержня на ведро и подвешиваю к нему детали. Убедитесь, что они ничего не трогают!
Обычно я просто кладу кусок плоского стержня на ведро и подвешиваю к нему детали. Убедитесь, что они ничего не трогают!  Вам не нужно действовать так медленно, но просто не включайте мощность мгновенно — не торопитесь, повернув ручку вверх.
Вам не нужно действовать так медленно, но просто не включайте мощность мгновенно — не торопитесь, повернув ручку вверх.

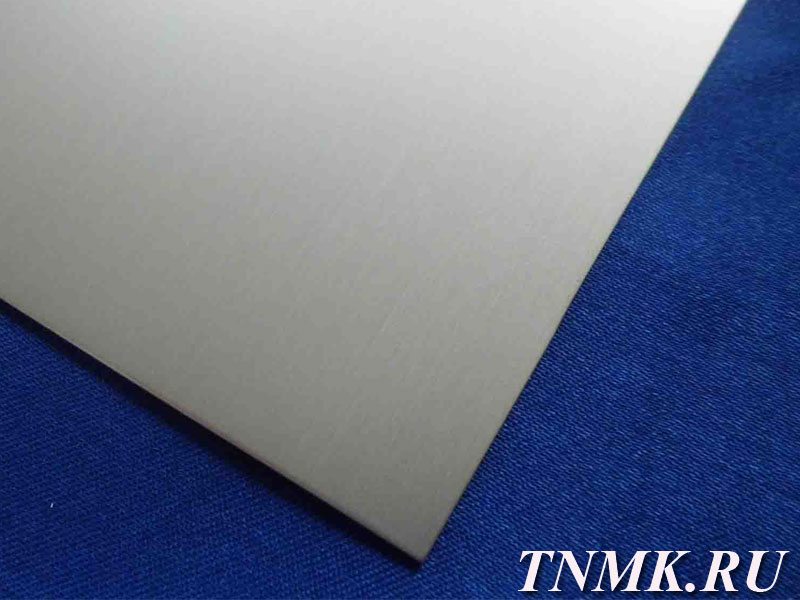 Анодированный алюминий в три раза тверже исходного материала и на 60 процентов легче других конкурирующих металлов, таких как нержавеющая сталь и медь.
Анодированный алюминий в три раза тверже исходного материала и на 60 процентов легче других конкурирующих металлов, таких как нержавеющая сталь и медь. Кроме того, поскольку каждый кусок металла должен быть отдельно установлен на стойках, чтобы их можно было окунуть в резервуары, могут возникнуть повреждения при транспортировке, которые увеличивают стоимость.Анодирование рулонов — это непрерывный процесс, который практически не требует обслуживания, что снижает вероятность повреждения и экономит деньги.
Кроме того, поскольку каждый кусок металла должен быть отдельно установлен на стойках, чтобы их можно было окунуть в резервуары, могут возникнуть повреждения при транспортировке, которые увеличивают стоимость.Анодирование рулонов — это непрерывный процесс, который практически не требует обслуживания, что снижает вероятность повреждения и экономит деньги. Универсальность материала также означает, что его можно сделать так, чтобы он отражал внешний вид других металлов, придавая вам вид золота, бронзы, меди, нержавеющей стали, латуни и т. Д. Без риска выветривания.Однако, если вам нравится обветренный вид, у Lorin есть множество вариантов отделки с обветренным внешним видом на выбор. Из-за природы анодированного алюминия, какой бы цвет вы ни выбрали, он не отслаивается, не отслаивается и не отслаивается и остается неизменным на протяжении всего срока службы изделия. И если вы выберете цвета от Lorin, указанные как устойчивые к ультрафиолетовому излучению, вы можете рассчитывать на то, что эти цвета прослужат долго.
Универсальность материала также означает, что его можно сделать так, чтобы он отражал внешний вид других металлов, придавая вам вид золота, бронзы, меди, нержавеющей стали, латуни и т. Д. Без риска выветривания.Однако, если вам нравится обветренный вид, у Lorin есть множество вариантов отделки с обветренным внешним видом на выбор. Из-за природы анодированного алюминия, какой бы цвет вы ни выбрали, он не отслаивается, не отслаивается и не отслаивается и остается неизменным на протяжении всего срока службы изделия. И если вы выберете цвета от Lorin, указанные как устойчивые к ультрафиолетовому излучению, вы можете рассчитывать на то, что эти цвета прослужат долго. Красота и универсальность делают анодированный алюминий Lorin идеальным практически для любого применения — не сдерживайтесь, отражайте свое видение с помощью анодированного алюминия в катушке.
Красота и универсальность делают анодированный алюминий Lorin идеальным практически для любого применения — не сдерживайтесь, отражайте свое видение с помощью анодированного алюминия в катушке.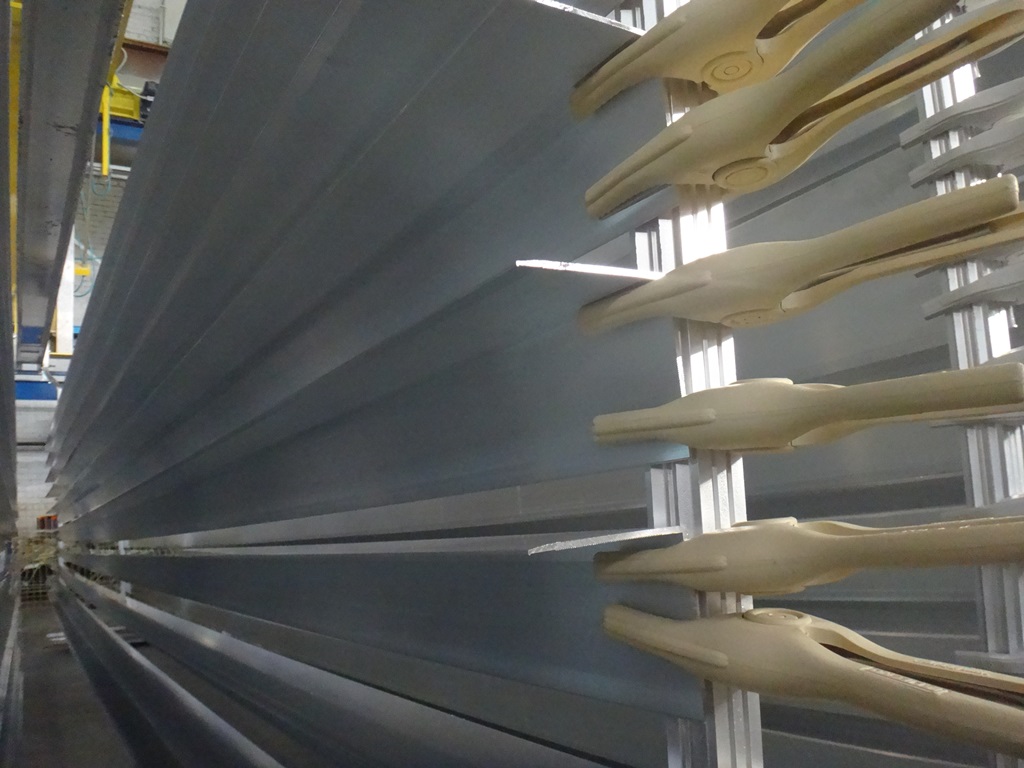 Электрический ток вызывает выделение кислорода на поверхности алюминия, создавая наросты оксида алюминия. Получающаяся анодная пленка значительно плотнее, чем при естественном окислении, и однородна по всей поверхности заготовки. Короче говоря, анодирование алюминия обычно выполняется в кислотном растворе.
Электрический ток вызывает выделение кислорода на поверхности алюминия, создавая наросты оксида алюминия. Получающаяся анодная пленка значительно плотнее, чем при естественном окислении, и однородна по всей поверхности заготовки. Короче говоря, анодирование алюминия обычно выполняется в кислотном растворе.

 Этот процесс также является очень декоративным, предлагая профессиональную блестящую отделку различных цветов.
Этот процесс также является очень декоративным, предлагая профессиональную блестящую отделку различных цветов. Например, анодирование типа III используется военными для изготовления прочных металлических деталей.
Например, анодирование типа III используется военными для изготовления прочных металлических деталей. Существует практически бесконечное количество цветов на выбор, включая прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. Д.
Существует практически бесконечное количество цветов на выбор, включая прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. Д. Идеальный сценарий для обеспечения однородности цвета — это сразу анодировать небольшую партию мелких деталей.
Идеальный сценарий для обеспечения однородности цвета — это сразу анодировать небольшую партию мелких деталей.

 В соответствии с этой философией компания взяла на себя долгосрочное обязательство по защите окружающей среды с помощью современных процессов обработки и переработки отходов.
В соответствии с этой философией компания взяла на себя долгосрочное обязательство по защите окружающей среды с помощью современных процессов обработки и переработки отходов. Масла для штамповки легко захватываются и используются повторно. Масляный лом пропускается через центробежный отжим для стружки, а затем чистый лом отправляется на переработку, а масло повторно используется в прессах.
Масла для штамповки легко захватываются и используются повторно. Масляный лом пропускается через центробежный отжим для стружки, а затем чистый лом отправляется на переработку, а масло повторно используется в прессах. Промывочная вода со стадии герметизации отделяется и проходит через отдельную систему обработки никелем. Металлический никель удаляют из сточных вод путем осаждения гидроксида металла с последующим осветлением и фильтрацией.Полученный кек гидроксида никеля отправляется на никелевый завод для переработки. Этот процесс анодирования не приводит к остаточным опасным отходам.
Промывочная вода со стадии герметизации отделяется и проходит через отдельную систему обработки никелем. Металлический никель удаляют из сточных вод путем осаждения гидроксида металла с последующим осветлением и фильтрацией.Полученный кек гидроксида никеля отправляется на никелевый завод для переработки. Этот процесс анодирования не приводит к остаточным опасным отходам.