Заточка резца для токарного станка. Основные способы заточки
Представленное в настоящем каталоге токарное оборудование по металлу пригодно для совершения разных производственных операций. Любой токарный станок является универсальным. С его помощью можно нарезать резьбу, проделать отверстия, улучшить форму и характеристики поверхности рабочих заготовок. Для осуществления таких операций в качестве рабочих орудий применяются режущие изделия разного формата, изготовленные из стального закаленного материала.
Главными особенностями резца, определяющими его предназначение, являются основные и вспомогательные заточные углы. Заточить резец необходимо для того, чтобы привести его в функциональное состояние.
Способы заточки
Крупные предприятия, которые занимаются обработкой металлов, имеют в своем штате персонал, специализирующийся на том, чтобы затачивать резцы, для чего применяются определенные токарные станки. В небольших мастерских эти операции осуществляются силами обычных мастеров.
Чтобы заточить резец токарного станка, используются такие методы:
- абразивный – при помощи шлифовальных кругов;
- механико-химический – заключается в обработке металла определенными веществами;
- при помощи специализированного оборудования.
Заточить резец абразивным способом можно при помощи заточного токарного станка или используя только лишь шлифовальный брусок. Ручной способ не отличается высоким качеством, поскольку трудно выдержать необходимые углы. Кроме того, при разогреве металлом утрачиваются первоначальные качества, из-за чего результат будет целиком зависеть от навыков и знаний мастера.
Резцы из твердых сплавов обрабатываются посредством зеленого карборунда. Стальные рабочие элементы обтачивают с участием шлифовальных деталей вращения, обладающих умеренной твердостью.
Первоначальные операции осуществляются с применением точильных брусков, абразив которых составляет от 36 до 46, а заключительные – с абразивом в пределах 60-80. Перед монтажом элемента вращения на оборудование нужно проверить его цельность. В процессе работы шлифовальные круги иногда разламываются, нанося травмы операторам и смещая угол заточки.
Перед монтажом элемента вращения на оборудование нужно проверить его цельность. В процессе работы шлифовальные круги иногда разламываются, нанося травмы операторам и смещая угол заточки.
Механико-химический способ отличает высокая оперативность и результативность, при этом создается идеальная по характеристикам поверхность без трещин и разломов. Метод используется для того, чтобы заточить большие резцы из твердых сплавов. Предварительно на них необходимо нанести медный купорос, обеспечивающий внешнюю защиту. Удаление вещества происходит с помощью присутствующих в нем же абразивных включений. Для осуществления данного способа пригоден токарный станок, укомплектованный вместилищем с динамичным шлифовальщиком. Зафиксированный режущий инструмент осуществляет цикличные перемещения, придавливаясь под давлением к абразивной плоскости.
Что необходимо учитывать, чтобы заточить заготовку
Режущее орудие специализированного токарного станка может перемещаться как параллельно, так и перпендикулярно центру вращения обрабатываемого инструмента резки. Станок, осуществляющий такие операции, должен предельно соответствовать производственным нормам, для чего при выборе этого оборудования необходимо учесть такие параметры:
- диаметр обработки;
- длину рабочей детали;
- интервал между центрами;
- параметры шпиндельного проема;
- мощность двигателя.
Для небольшого производства подойдут компактные настольные типы токарных станков. Цена такой техники существенно ниже оборудования для больших предприятий. При этом необходимо учитывать, что универсальность станка увеличивается пропорционально его цене. Чем дороже стоимость устройство, тем выше его функциональность.
В первую очередь нужно заточить главную заднюю плоскость, затем вспомогательную заднюю плоскость, после – лицевую поверхность и в заключение – концевое закругление.
Для получения идеальной гладкой поверхности необходимо регулярное перемещение инструмента параллельно шлифовальной плоскости. Это способствует равномерному износу и долговечности шлифовального круга.
Это способствует равномерному износу и долговечности шлифовального круга.
В процессе работы резец, который нужно заточить, обрабатывают водой, чтобы снизить температуру нагрева.
Ручная доводка осуществляется:
- малозернистым оселком с применением масляных и керосиновых растворов или стальных приспособлений;
- медным кругом с помощью борного карбида и масла.
Доводка осуществляется только для резцов с кромочной шириной не выше трех миллиметров. Лучше доводить резцовый инструмент с помощью токарного станка с чугунным оселком. Это несложно и не займет много времени, зато будет существенно увеличен срок применения и повышен уровень работоспособности изделия. Кроме того, чтобы удачно заточить инструмент, необходимо четко выдерживать требуемые углы.
Заточка резцов для станка по металлу: способы, технология, видео
Эффективность и безопасность токарных работ напрямую зависят от вида и качества заточки используемого инструмента, во избежание ошибок важно уметь правильно его выбирать и подготавливать. В промышленных масштабах эти действия проводятся с помощью специальных станков, в остальных случаях резцы приходится заострять своими руками. Несмотря на простую последовательность, работы по заточке требуют опыта и учета многих нюансов: от материала инструмента до его типа и назначения.
Оглавление:
- Особенности
- Классификация резцов
- Технология заточки
- Рекомендации по выполнению работ и видео уроки
Конструктивные особенности токарных резцов
Этот инструмент имеет простое исполнение и состоит из двух элементов: стержня, удерживающего его в станке, и рабочей головки с режущей частью, непосредственно обрабатывающей металлы и твердые материалы и нуждающейся в периодическом затачивании. Фиксирующая часть как правило имеет геометрическое (квадратное или прямоугольное) сечение, снижающее риски проворачивания, смещения или выбивания резца из токарного станка, и вытянутую форму.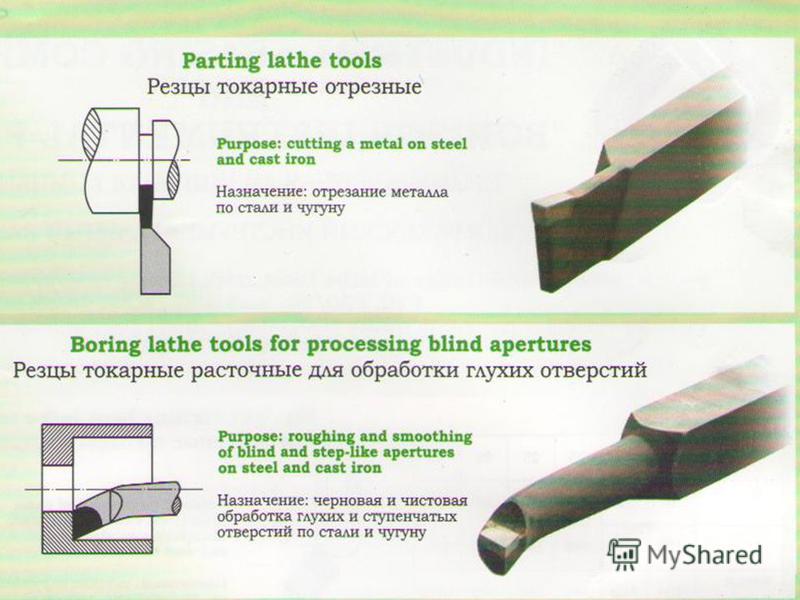
Головка резца имеет 2 поверхности: переднюю, отводящую стружку, и задние стороны, обращенные к детали и разделяемые на основные и вспомогательные. Это же относится к режущим кромкам, главная из которых образуется при пересечении передней поверхности и задней основной. Углы их заточки определяют назначение резца и считаются важной характеристикой: в зависимости от месторасположения они разделяются на заострения, задние главные и такие же передние, их сумма с отклонениями от соответствующей оси резания всегда равняется 90°. Конструкцию рабочей головки резца также определяют углы между плоскостью обработки и передней поверхностью, проекциями кромок, направлением подачи и отображением главной линии реза.
Виды инструментов для токарного оборудования
Классификация резцов условная, ассортимент включает изделия с разным направлением подачи (левые и правые), конструктивным исполнением (прямые, отогнутые с отклонением оси головки влево или вправо, изогнутые, оттянутые и имеющие уникальную форму), сечением (круглые, квадратные или прямоугольные), способом изготовления (цельные и составные, с режущей частью в виде пластины) и установкой (радиальные и тангенциальные). Соответственно токарные резцы используются при разных работах: от черновых до шлифовальных, в зависимости от целевого назначения и способа обработки заготовки выделяют следующие разновидности:
- Проходные, предназначенные для снятия основной массы припуска с поверхности заготовки вдоль ее оси вращения. Как правило, их режущая часть имеет форму пластины и изготавливается из быстрорежущего металла, а стержень – из стали 45 или 50.
- Подрезные, используемые при черновой обработке деталей, точении наружных поверхностей и торцевании. Особенностью этих резцов является наличие криволинейного профиля передней части, способствующего завиванию стружки, и фаски, упрочняющей режущую кромку.
 Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.
Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов. - Расточные, для обработки готовых глухих или сквозных отверстий, полученных путем сверления, отливки или штамповки. Эти операции считаются более сложными в сравнении с наружным обтачиванием, при выборе и заточке этой разновидности учитывается, что размер поперечного сечения токарного резца всегда должен быть меньше диаметра прохода.
- Канавочные или прорезные, относящиеся к многофункциональным, и используемые при формировании канавок на деталях со сложной конфигурацией (включая цилиндрические и конические), выполнения осевой проточки, порезки торцов и других токарных операций. Размеры и форма режущей кромки у этой разновидности подбираются исходя из ширины формируемой борозды, в зависимости от требуемой радиальности канавки их заточка бывает прямо- и криволинейной.
- Фасонные, относящиеся к нестандартным, и устанавливаемые при необходимости высокоточной обработки сложных деталей, в большинстве случаев их изготавливают под конкретные типоразмеры и формы.
- Резьбонарезные, используемые для создания с помощью токарных станков внутренних и внешних резьб с разным шагом и профилем. Они воздействуют на заготовку всеми точками кромки и совершают относительно нее винтовое движение.
- Фасочные, предназначенные для снятия фасок, чаще всего под углом в 30 и 45°.
 Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.
Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.В зависимости от материала основы и режущей части все токарные резцы разделяются на:
- Изготовленные из разных марок инструментальной стали: углеродистой (оптимальные при ведении обработки на малых скоростях), легированной (имеющие средние показатели теплостойкости и прочности) и быстрорежущей (характеризующиеся повышенной производительностью).
- Твердосплавные, используемые при высоких скоростях реза, и устанавливаемыми на токарных станках по металлу, работающими с особо твердыми и прочными заготовками или выполняющими высокоточные операции.
- Металлокерамические, представляющие собой композиты на основе вольфрама, титана, тантала или их смесей, цементируемые кобальтом.
- Минералокерамические (технический глинозем), отличающиеся повышенной теплостойкостью, но из-за хрупкости не используемые при необходимости ударных работ и массового выпуска изделий на токарном оборудовании.
- Керметовые, представляющие собой сплавы минералов, металлов и карбидов и обладающие более высокой стойкостью к механическим воздействиям в сравнении с предыдущей разновидностью.
- Алмазные токарные резцы, используемые в автоматических линиях с крупносерийным и массовым производством однородных изделий с первым и вторым классом точности, и высокой чистотой поверхностей. Эти изделия оказывают минимальное влияние на структуру материала заготовки вне зависимости от его степени твердости и не нуждаются в заточке.
- Эльборовые, представляющие собой резцы с пластинами из сверхтвердого синтетического материала.

Правила заточки токарного инструмента, нюансы и схемы
В данной процедуре нуждаются все резцы за исключением имеющих сменные твердосплавные пластины, при отсутствии специальных станков токарь проводит ее своими силами. Среди практикуемых и проверенных временем способов выделяют:
- Абразивную заточку режущего инструмента, выполняемую на станке с шлифовальным кругом или с помощью бруса. Материал оселок подбирают исходя из твердости обрабатываемого металла или композита. Разновидности из твердых сплавов советуют заточить на зеленом корунде, из обычных сталей – на белом.
- Химико-механическую обработку, заключающуюся в нанесении на режущую кромку раствора медного купороса с последующим смывом его абразивными составами с шлифованием подвижным элементом. Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.
- Заточку резцов на специализированном оборудовании со сменными или разными кругами, включая алмазные доводочные.

При выполнении работ своими руками чаще всего выбирается абразивный способ, как более доступный и простой. При его реализации придерживаются четкой последовательности действий: первой следует заточить основную заднюю грань, следующей идет задняя вспомогательная и только потом передняя. Работы завершаются затачиванием радиуса закругления, на всех этапах режущий инструмент прижимают к абразивному камню с постоянным смещением вдоль поверхности, как с целью сокращения износа круга, так и во избежание перегрева резца. Вне зависимости от вида обрабатываемой плоскости, в ходе абразивной заточки избегают как отрыва, так и чрезмерного придавливания.
Проверить насколько хорошо заточен ваш резец помогают специальные трафареты. Их можно купить или сделать самому из листа металла, вырезая в нужных местах шаблон, соответствующий ходовым линиям и углам заточки. Впоследствии такую заготовку рекомендуют закалить и использовать как при проверке правильности подготовки резца, так и с целью оценки его состояния. Сверке подлежат все углы, чем выше требования к качеству изделий, получаемых на токарных станках, тем точнее должен быть сделанный своими руками шаблон.
Заточить инструмент на крупном абразиве недостаточно, завершающим этапом является доводка небольших участков поверхностей резца, примыкающих к его режущим граням. Для этих целей на край круглого диска наносится абразивная паста на основе борных карбидов или полировальные составы ГОИ, после чего к нему прижимается нужной стороной токарный резец и запускается процесс вращения с направленностью к пластине.
Этот этап несложно выполнить самостоятельно, при такой обработке мелкие зерна устраняют малейшие неровности, что в конечном итоге увеличивает ресурс инструмента. При доводке составами с низкой абразивностью или заточке твердосплавных резцов поверхность круга рекомендуется дополнительно намазать керосином или аналогичным веществом, при использовании современных паст или круга из меди в этом нет необходимости.
Советы
Заточка резцов для токарного станка требует постоянного внимания, для достижения оптимального результата рекомендуется:
- Охлаждать инструмент водой или делать перерывы в работе.
- Использовать для заточки станки с возможностью регулировки высоты и угла поворота шлифовального круга или размещать под них специальные подкладки. В идеальном варианте уровень режущей кромки и центральной оси точила совпадают или смещается не более чем на 3-5 мм вниз.
- Отслеживать углы заточки, абразивность шлифовального круга и скорость его вращения в зависимости от материала инструмента и вида обработки (чистовой или черновой) с помощью соответствующих таблиц режимов затачивания.
- Контролировать направление движения круга. При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.
Правильная заточка резцов по металлу
Эффективность и безопасность токарных работ напрямую зависят от вида и качества заточки используемого инструмента, во избежание ошибок важно уметь правильно его выбирать и подготавливать. В промышленных масштабах эти действия проводятся с помощью специальных станков, в остальных случаях резцы приходится заострять своими руками. Несмотря на простую последовательность, работы по заточке требуют опыта и учета многих нюансов: от материала инструмента до его типа и назначения.
Конструктивные особенности токарных резцов
Этот инструмент имеет простое исполнение и состоит из двух элементов: стержня, удерживающего его в станке, и рабочей головки с режущей частью, непосредственно обрабатывающей металлы и твердые материалы и нуждающейся в периодическом затачивании. Фиксирующая часть как правило имеет геометрическое (квадратное или прямоугольное) сечение, снижающее риски проворачивания, смещения или выбивания резца из токарного станка, и вытянутую форму. Режущая часть (рабочая) отличается более сложным исполнением, она формируется из нескольких смежных кромок и плоскостей с разными углами затачивания.
Фиксирующая часть как правило имеет геометрическое (квадратное или прямоугольное) сечение, снижающее риски проворачивания, смещения или выбивания резца из токарного станка, и вытянутую форму. Режущая часть (рабочая) отличается более сложным исполнением, она формируется из нескольких смежных кромок и плоскостей с разными углами затачивания.
Головка резца имеет 2 поверхности: переднюю, отводящую стружку, и задние стороны, обращенные к детали и разделяемые на основные и вспомогательные. Это же относится к режущим кромкам, главная из которых образуется при пересечении передней поверхности и задней основной. Углы их заточки определяют назначение резца и считаются важной характеристикой: в зависимости от месторасположения они разделяются на заострения, задние главные и такие же передние, их сумма с отклонениями от соответствующей оси резания всегда равняется 90°. Конструкцию рабочей головки резца также определяют углы между плоскостью обработки и передней поверхностью, проекциями кромок, направлением подачи и отображением главной линии реза.
Виды инструментов для токарного оборудования
Классификация резцов условная, ассортимент включает изделия с разным направлением подачи (левые и правые), конструктивным исполнением (прямые, отогнутые с отклонением оси головки влево или вправо, изогнутые, оттянутые и имеющие уникальную форму), сечением (круглые, квадратные или прямоугольные), способом изготовления (цельные и составные, с режущей частью в виде пластины) и установкой (радиальные и тангенциальные). Соответственно токарные резцы используются при разных работах: от черновых до шлифовальных, в зависимости от целевого назначения и способа обработки заготовки выделяют следующие разновидности:
- Проходные, предназначенные для снятия основной массы припуска с поверхности заготовки вдоль ее оси вращения. Как правило, их режущая часть имеет форму пластины и изготавливается из быстрорежущего металла, а стержень – из стали 45 или 50.
- Подрезные, используемые при черновой обработке деталей, точении наружных поверхностей и торцевании. Особенностью этих резцов является наличие криволинейного профиля передней части, способствующего завиванию стружки, и фаски, упрочняющей режущую кромку. Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.
- Расточные, для обработки готовых глухих или сквозных отверстий, полученных путем сверления, отливки или штамповки. Эти операции считаются более сложными в сравнении с наружным обтачиванием, при выборе и заточке этой разновидности учитывается, что размер поперечного сечения токарного резца всегда должен быть меньше диаметра прохода.
- Канавочные или прорезные, относящиеся к многофункциональным, и используемые при формировании канавок на деталях со сложной конфигурацией (включая цилиндрические и конические), выполнения осевой проточки, порезки торцов и других токарных операций. Размеры и форма режущей кромки у этой разновидности подбираются исходя из ширины формируемой борозды, в зависимости от требуемой радиальности канавки их заточка бывает прямо- и криволинейной.
- Фасонные, относящиеся к нестандартным, и устанавливаемые при необходимости высокоточной обработки сложных деталей, в большинстве случаев их изготавливают под конкретные типоразмеры и формы.
- Резьбонарезные, используемые для создания с помощью токарных станков внутренних и внешних резьб с разным шагом и профилем. Они воздействуют на заготовку всеми точками кромки и совершают относительно нее винтовое движение.
- Фасочные, предназначенные для снятия фасок, чаще всего под углом в 30 и 45°.
 Особенностью этих резцов является наличие криволинейного профиля передней части, способствующего завиванию стружки, и фаски, упрочняющей режущую кромку. Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.
Особенностью этих резцов является наличие криволинейного профиля передней части, способствующего завиванию стружки, и фаски, упрочняющей режущую кромку. Эту разновидность изготавливают как из легированных сталей, так и из особо твердых сплавов металлов.В зависимости от материала основы и режущей части все токарные резцы разделяются на:
- Изготовленные из разных марок инструментальной стали: углеродистой (оптимальные при ведении обработки на малых скоростях), легированной (имеющие средние показатели теплостойкости и прочности) и быстрорежущей (характеризующиеся повышенной производительностью).
- Твердосплавные, используемые при высоких скоростях реза, и устанавливаемыми на токарных станках по металлу, работающими с особо твердыми и прочными заготовками или выполняющими высокоточные операции.
- Металлокерамические, представляющие собой композиты на основе вольфрама, титана, тантала или их смесей, цементируемые кобальтом.
- Минералокерамические (технический глинозем), отличающиеся повышенной теплостойкостью, но из-за хрупкости не используемые при необходимости ударных работ и массового выпуска изделий на токарном оборудовании.
- Керметовые, представляющие собой сплавы минералов, металлов и карбидов и обладающие более высокой стойкостью к механическим воздействиям в сравнении с предыдущей разновидностью.
- Алмазные токарные резцы, используемые в автоматических линиях с крупносерийным и массовым производством однородных изделий с первым и вторым классом точности, и высокой чистотой поверхностей. Эти изделия оказывают минимальное влияние на структуру материала заготовки вне зависимости от его степени твердости и не нуждаются в заточке.
- Эльборовые, представляющие собой резцы с пластинами из сверхтвердого синтетического материала.

Правила заточки токарного инструмента, нюансы и схемы
В данной процедуре нуждаются все резцы за исключением имеющих сменные твердосплавные пластины, при отсутствии специальных станков токарь проводит ее своими силами. Среди практикуемых и проверенных временем способов выделяют:
- Абразивную заточку режущего инструмента, выполняемую на станке с шлифовальным кругом или с помощью бруса. Материал оселок подбирают исходя из твердости обрабатываемого металла или композита. Разновидности из твердых сплавов советуют заточить на зеленом корунде, из обычных сталей – на белом.
- Химико-механическую обработку, заключающуюся в нанесении на режущую кромку раствора медного купороса с последующим смывом его абразивными составами с шлифованием подвижным элементом. Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.
- Заточку резцов на специализированном оборудовании со сменными или разными кругами, включая алмазные доводочные.
При выполнении работ своими руками чаще всего выбирается абразивный способ, как более доступный и простой. При его реализации придерживаются четкой последовательности действий: первой следует заточить основную заднюю грань, следующей идет задняя вспомогательная и только потом передняя. Работы завершаются затачиванием радиуса закругления, на всех этапах режущий инструмент прижимают к абразивному камню с постоянным смещением вдоль поверхности, как с целью сокращения износа круга, так и во избежание перегрева резца. Вне зависимости от вида обрабатываемой плоскости, в ходе абразивной заточки избегают как отрыва, так и чрезмерного придавливания.
Проверить насколько хорошо заточен ваш резец помогают специальные трафареты. Их можно купить или сделать самому из листа металла, вырезая в нужных местах шаблон, соответствующий ходовым линиям и углам заточки. Впоследствии такую заготовку рекомендуют закалить и использовать как при проверке правильности подготовки резца, так и с целью оценки его состояния. Сверке подлежат все углы, чем выше требования к качеству изделий, получаемых на токарных станках, тем точнее должен быть сделанный своими руками шаблон.
Заточить инструмент на крупном абразиве недостаточно, завершающим этапом является доводка небольших участков поверхностей резца, примыкающих к его режущим граням. Для этих целей на край круглого диска наносится абразивная паста на основе борных карбидов или полировальные составы ГОИ, после чего к нему прижимается нужной стороной токарный резец и запускается процесс вращения с направленностью к пластине.
Этот этап несложно выполнить самостоятельно, при такой обработке мелкие зерна устраняют малейшие неровности, что в конечном итоге увеличивает ресурс инструмента. При доводке составами с низкой абразивностью или заточке твердосплавных резцов поверхность круга рекомендуется дополнительно намазать керосином или аналогичным веществом, при использовании современных паст или круга из меди в этом нет необходимости.
Советы
Заточка резцов для токарного станка требует постоянного внимания, для достижения оптимального результата рекомендуется:
- Охлаждать инструмент водой или делать перерывы в работе.
- Использовать для заточки станки с возможностью регулировки высоты и угла поворота шлифовального круга или размещать под них специальные подкладки. В идеальном варианте уровень режущей кромки и центральной оси точила совпадают или смещается не более чем на 3-5 мм вниз.
- Отслеживать углы заточки, абразивность шлифовального круга и скорость его вращения в зависимости от материала инструмента и вида обработки (чистовой или черновой) с помощью соответствующих таблиц режимов затачивания.
- Контролировать направление движения круга. При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.
Металлические заготовки выдерживают многочисленные технологические операции. Но самой распространенной обработкой деталей является токарная. Рабочий инструмент агрегата должен всегда быть в идеальном состоянии, иначе заготовка получится не такого качества, как требуется. А так как рабочий инструмент, в большинстве случаев, резец, тогда он всегда должен быть правильно заточен.
Выполнение процедуры зависит:
- от материала, с которым работают;
- типа режущего инструментария. Резцы подразделяются на несколько моделей, например, чтобы нарезать резьбу, растачивать и др.
Затачивание резцовых деталей — это очень ответственное мероприятие. От того, насколько качественно оно проведено зависит эффективность и точность обработки заготовочного изделия на токарном агрегате. Затачивание инструментария регулярное, чтобы рабочая часть соответствовала требуемой форме, а получаемые углы — заданным параметрам.
Углы заточки, преимущественно передний, влияют на силу резки. Увеличение угла приводит к уменьшению силы. Поэтому металлический стружечный материал отсоединяется легче. Но передний угол увеличивают аккуратно. Если переусердствовать, то снизится надежность инструментария, задействованного в работе. Кромка резца сильно изнашивается, крошится. Специалисты стараются подобрать такое значение переднего угла, чтобы металлорежущий инструмент был износостойким, имел прочную кромку, но при этом уменьшилась сила резания. Обточить закаленные или твердые металлоизделия лучше резцами, величина переднего угла которых отрицательная.
Поверхность режущего изделия изнашивается по-разному — только спереди, только сзади, или с обеих сторон. Основные аспекты, влияющие на этот процесс:
- физические и механические свойства обрабатываемой заготовки;
- материал резцового изделия;
- в каком состоянии находится поверхность металлорежущего изделия и его края;
- разновидность смазочно-охлаждающей жидкости, ее физические и химические характеристики;
- режим резки;
- состояние токарного агрегата;
- дополнительные условия механической обработки.
Особенности выполнения заточки
Необходимы буквально несколько этапов, чтобы заточить заднюю и переднюю область металлорежущего изделия. Обработка задней зоны изделия происходит в несколько этапов:
- под углом, идентичному заднему углу державки, который больше на пять градусов;
- режущей пластины. Угол заточки на два градуса больше заднего угла резания;
- формирование угла доводкой.
Обработка передней части рабочего инструмента:
- на угол, идентичный углу режущего элемента;
- формирование угла резания чистовым затачиванием или доводкой.
С использованием накладок процедура затачивания существенно упрощается. Они устанавливаются между поверхностями опоры и станочного стола. Рабочая кромка металлорежущего инструмента при заточке располагается на одной линии, соответствующей середине абразивного круга.
Когда процедура завершена, специальным закаленным шаблоном проверяют качество ее исполнения. Его отверстия совпадают с ходовыми углами затачивания. Правильность заточки зависит от точности шаблона. Доводка осуществляется присадочными элементами.
Методы проведения процедуры
- абразивно,
- механико-химически,
- специальными приборами.
В первом случае используется шлифовальный круг, заточное или токарное устройство. Второй вариант — обработка резца спецсредствами. Заточка эффективная, без образования трещинок и сколов. Этим способом затачивают большие твердосплавные инструменты, обрабатываемые раствором купороса. Идет химическая реакция. Поверхность покрывается тонкой защитной пленкой. Ее смывают мельчайшие абразивные элементы раствора. Характеристики алмазного режущего инструмента восстанавливают кремниевым кругом или электрокорундовым.
Выполнение доводки
Когда заточка инструментария завершена, он подвергается конечной обработке. Выполняют доводку на чугунном диске. Предпочтение отдают борному карбиду. Скорость вращения дискового устройства — 1-2 м/с. Направление его вращения — от опоры резца к рабочему краю. В этот период на резце устраняют неровности, его поверхность и лезвия притираются в последовательном порядке.
Обработка на токарных агрегатах затупляет рабочий инструмент. Он быстро теряет эксплуатационные характеристики, выполняя возложенные на него задачи. Ведь пластина постоянно трется о деталь и стружку. Поэтому резцу и необходима доводка, чтобы вернуть высокие эксплуатационные характеристики. Резцовое изделие более устойчиво к износу, если пластина ровнее, поскольку трение ослабевает.
В составе абразивного пастообразного вещества, чтобы доводить инструментарий — борный карбид. Резцовые лезвия располагаются по отношению к середине диска на одной линии. Как вариант — несколько ниже. Вращение дискового элемента направлено к пластине. При доводке рабочее изделие прижимается, и составляющие пастообразной массы измельчаются. Они проходят по кромке резца, и не провоцируют образование трещин. Зернистые элементы пасты шлифуют резцовую поверхность и делают ее ровной.
Они проходят по кромке резца, и не провоцируют образование трещин. Зернистые элементы пасты шлифуют резцовую поверхность и делают ее ровной.
Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.
Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление – шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер
Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.
Узкий рейер и резец для точения чаш
Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.
Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.
Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель
Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.
Полукруглый скребок
Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.
станок по дереву и по металлу для заточки токарных резцов, правильный угол и способы заточки отрезных резцов
Заточка резцов для токарного станка – естественная и необходимая стадия работ, когда из-за периодической и интенсивной нагрузки они затупились. Затупленные лезвия режут во много раз хуже, скорость и эффективность работы стремительно падает, и настаёт момент, когда она останавливается.
Когда нужна?
Трение стружки о режущие грани резака – неотъемлемый процесс. Идеального разрезания и спиливания, стачивания рабочей детали не бывает. В процессе любой токарной работы обрабатываемый материал медленно, но верно воздействует на инструменты. Трение всегда сопровождается выделением тепла – часть механической энергии превращается в тепловую. При повышенной температуре резак изнашивается. Работа затупленным инструментом ставит под вопрос качество и долговечность вытачиваемых деталей и всего устройства в целом, где они используются. Чтобы производить подтачивание режущих кромок резака своевременно и адекватно, обратите внимание на степень износа.
Соблюдение приведённых в таблице нормативов по необходимости заточки способно продлить срок службы инструмента. В результате интенсивной работы в течение многих часов, многочисленных заточек режущие слои истончаются, и резак отправляется в утиль.
В результате интенсивной работы в течение многих часов, многочисленных заточек режущие слои истончаются, и резак отправляется в утиль.
Какие инструменты и заточные станки можно использовать?
Инструментарий для затачивания резаков токарного станка представлен различными приспособлениями.
-
Мусаты – стальной стержень с рубчиком. Рукоятка позволяет управлять углом заточки, выставляя правильный его допуск.
-
Точильные бруски и круги – можно заточить без использования привода. Чаще всего количество проводок инструмента по абразивной поверхности круга – порядка 10. Мастер обладает некоторой сноровкой, позволяющей оперативно и быстро заточить резец.
-
Механизированные затачивающие приводы. Выставляется угол наклона резца, чтобы режущее ребро быстро и высококачественно подточилось.
-
Электроинструменты – например, болгарка с затачивающим кругом. В качестве такого инструмента применяется диск с алмазным напылением. Алмаз – один из наиболее твёрдых материалов, способный заточить даже победитовый резак. Он позволяет заточить на 30% больше инструментов, чем обычный пильно-шлифовальный диск. Альтернатива – наждачный круг: им не менее эффективно затачивают быстрорежущую сталь.
Наточив затупившийся резак, работу продолжают с того места, где она была прервана.
Способы заточки
Основная часть резака – режущая – рассчитана на металл или дерево. Сходство между тем и другим инструментом имеется – конструктивное. Крепление присутствует на каждом таком станке. Отслеживание стачивания лишнего материала с обрабатываемой деталью производится разными методами, определяющими вид резака. Последний, в свою очередь, отличается числом рабочих поверхностей – как правило, их не менее двух. Характеристики каждой из них зависят от ширины и формы резца.
Сходство между тем и другим инструментом имеется – конструктивное. Крепление присутствует на каждом таком станке. Отслеживание стачивания лишнего материала с обрабатываемой деталью производится разными методами, определяющими вид резака. Последний, в свою очередь, отличается числом рабочих поверхностей – как правило, их не менее двух. Характеристики каждой из них зависят от ширины и формы резца.
Выбрать подходящую режущую кромку можно, опираясь на виды предстоящих работ по обточке деталей. Так, для обточки деревянных деталей и нарезки резьбы на стальных понадобятся резцы, существенно отличающиеся друг от друга. От вида резца зависит метод его затачивания.
Плоские прямые резцы обтачиваются исходя из обработки ими различных поверхностей, создания пазов и выемок в простом исполнении. С их помощью создаются прямоугольные отверстия, при этом ширина лезвий колеблется в пределах 4-40 мм. Угол заточки – 25-40 градусов. Затачиваются они по простой схеме.
-
Специалист выравнивает погнутый торец.
-
Обработка выполняется с помощью аккуратной заточки. Не рекомендуется стачивать большее количество стали, чем задумано.
-
Ручка устанавливается последней. В станке зажимают 2-3 прямых плоских резца – отдача от станка на практике окажется оптимальной.
-
Каждый резец затачивается по отдельности.
Косые прямые резцы точатся с двух сторон, но по упрощённой схеме.
На заточке выбираются нужные значения ширины – порядка 4-40 мм. Толщина также устанавливается оптимально.
-
Обтачивается один из углов, соотношение не более 75 градусов.
-
После грубой обточки производится точная, под втрое меньшим углом.
При обтачивании следите за тем, чтобы режущая кромка не отклонялась, иначе заточка окажется некачественной. Она должна сохранять симметричность.
Отрезные кромки обладают угловым резцом. Заточка производится с одной стороны, а не с обеих. Посредством обрезной кромки выполняются заготовки и вытачиваются начерно деревянные и металлические комплектующие. Методика заточки сводится к следующему:
-
вырезание угла торца в 45 градусов, превышать эту величину нельзя;
-
более точное обтачивание под углом 30-40 градусов.
Выходить за рамки угла обточки нельзя – инструмент может оказаться либо неэффективным, либо при серьёзной нагрузке затупится за считаные секунды.
Полукруглые плоские режущие кромки обтачиваются с помощью выемки в виде полукруга. Стадии затачивания этих резцов следующие:
-
обтачивание элементов посредством наждачки;
-
проверка торца на соответствие исходной (штатной) форме;
-
затачивание (точное) кромки под углом в 20-45 градусов.

Для мастеров, чья работа – форменные выемки и пазы, декорация деталей, представлены несколько вариантов заточки.
Желобчатые резаки обладают отличиями, ставящими их на особый уровень. Режущие кромки напоминают настоящий жёлоб, отчего их ширина колеблется в пределах 3-х см. Они применяются для создания рельефа-впадины и в качестве инструмента, позволяющего выполнить грубую обработку древесины. В гаражных условиях их изготовление затруднительно – к этому варианту прибегают при их невозможности быстро приобрести в ближайшем хозяйственном или строительном магазине. Изношенная конструкция резака всё ещё годится в качестве основы. Заточка делается по следующей схеме:
-
торец обрабатывается до 10 см, в результате образуется полукруг;
-
остальной слой стали снимается методом обрезания;
-
протачивается выемка – с помощью отдельного инструмента;
-
нижняя сторона, находящаяся на выпуклой поверхности, затачивается под углом в 40 градусов.
Точение резаков в состоянии выполнять начинающий мастер, не имеющий большого опыта, чего не скажешь о выделке желобчатого резака с нуля. Угол заточки может отличаться до 7 градусов – скорость, оперативность высококачественной резки деталей не пострадает.
Техника безопасности
Не стоит пренебрегать правилами ТБ – при работе с металлом и стружкой потребуются защитные очки, каска, перчатки или варежки из толстой и грубой материи. Дотрагиваться до заточенного резака и обработанных деталей можно лишь после полного их остывания.
Дотрагиваться до заточенного резака и обработанных деталей можно лишь после полного их остывания.
Обточка резака конкретного вида (или определённой разновидности) осуществляется лишь оговоренным для него видом. После заточки нельзя охлаждать резцы водой – они станут хрупкими, так как сталь «отпускается». Но при обточке можно заранее подавать воду – резак при этом почти не нагреется. Кромки обтачиваются в следующем порядке: задняя – главная – боковые. Точная огранка может проводиться при смачивании в керосине, а шлифовка – при помощи мелкозернистой наждачки или такой же абразивности бруска.
Чтобы резец не затуплялся преждевременно, его во время работы непрерывно охлаждают, либо устраивают периодические перерывы – это не даст ему перегреваться.
Станок, на котором производится заточка резака своими руками, должен обладать возможностью регулировки угла заточки. В крайнем случае применяются подкладки. Уровень оси вращения точильного привода и местоположение затачиваемого резца не должны различаться более чем на полсантиметра.
Параметры затачивания резцов отслеживаются посредством вышеприведённых табличных нормативов. В расчёт берётся характер обработки (грубая или точная), материал (сорта сталей и другие сплавы, из которых сфабрикован резак), угол затачивания, показатель зернистости точильного круга.
Направление вращения точильно-кругового камня также выставляется с учётом параметров резака, его расположения относительно привода. Затачивание металла сопровождается отлетанием отстающих по ходу обточки частиц. Придавив их точильным кругом в процессе затачивания, минимизируют риск их разлёта во все стороны.
Не рекомендуется для малогабаритных резаков использовать привод с большим разбросом по мощности. Резак попросту может сломаться. Мощность привода токарного станка должна согласовываться с габаритами режущего инструмента.
Заточка резцов | Профессиональная заточка инструментов
Профессиональная заточка резцов в Москве — специальное Шведское оборудование с водным охлаждением
При обработке заготовок на токарных станках используется резец – режущий инструмент. Это стержень, состоящий из державки и головки с режущей частью. В зависимости от назначения существует большое количество разновидностей резцов.
Мастера хорошо знают и понимают, что от заточки резца зависит качественное выполнение работ. В процессе обработки заготовки на станке резец подвергается значительным нагрузкам, в результате которых режущая поверхность приходит в негодность. Восстановить режущую кромку можно, используя специальное оборудование. Не обойтись и без определенного уровня знаний и мастерства. Правильная заточка токарных резцов по дереву и металлу значительно облегчит работу с этими материалами.
Современное оборудование для заточки резцов облегчает процесс восстановления режущей поверхности. Возможность регулировки скорости двигателя и его мощность в сочетании с возможностью проводить работы с высокой точностью позволяет качественно произвести заточку и шлифовку резцов.
Заточка алмазных резцов
Применение в промышленности алмазных резцов из синтетических алмазов растет с каждым днем. Данный вид резцов позволяет осуществлять чистовое точение деталей из цветных сплавов, пластмасс и прочих материалов. Алмазные резцы по сравнению с твердосплавными обладают лучшими эксплуатационными показателями. При работе с латунью и бронзой их стойкость превышает твердосплавные резцы в 100 раз, при работе с пластмассой этот показатель увеличивается до 150-200 раз. Недостаток – стоимость таких резцов, она в 6-7 раз выше.
При работе с латунью и бронзой их стойкость превышает твердосплавные резцы в 100 раз, при работе с пластмассой этот показатель увеличивается до 150-200 раз. Недостаток – стоимость таких резцов, она в 6-7 раз выше.
Несмотря на высокие эксплуатационные характеристики, заточка алмазных резцов имеет место из-за отсутствия идеальных эксплуатационных условий. Толчки, биение, вибрации и удары во время работы станка негативно влияют на алмазные резцы.
Ручная заточка алмазных резцов требует высокой квалификации заточника и специального оборудования. От того, насколько качественно будет выполнена работа, зависят срок эксплуатации резцов и качество обработки поверхности детали.
Заточка резцов на видео наглядно иллюстрирует процесс.
Заточка резцов по металлу
Любой резец по металлу можно заточить, исключение составляют резцы, на которых установлены сменные пластины. В этом случае требуется только заменить пластину на новую и острую. Существует несколько способов заточки токарных резцов по металлу: химико-механический, при помощи шлифовальных кругов и с использованием различных приспособлений. После заточки производят доводку.
Провести качественную заточку резца может далеко не каждый. На крупных предприятиях есть специально обученные люди и оборудование, которое обеспечивает качественную заточку. Качество заточки можно проверить специальными шаблонами. При неправильном проведении работ по заточке можно испортить резец.
Заточка резцов по дереву
Использование в работе по дереву заточенных приспособлений помогает избежать многих неприятностей. Тяжело получить качественное изделие из дерева, если резец оставляет на заготовке сколы и задиры. Работу самого лучшего современного токарного станка можно испортить плохо заточенным резцом по дереву.
Учитывая большое разнообразие резцов по дереву, следует правильно подходить к данному вопросу. Оптимально подобранные абразивный диск и скорость заточки позволяют избежать перегрева резца, в результате он прослужит дольше и будет меньше подвержен износу. Правильно проведенная заточка токарных резцов по дереву позволяет значительно повысить точность обработки заготовки и продлить срок службы резца.
где? заточить, наточить, поточить, резцы. «Москва»
Заточка токарных резцов по металлу
Осуществляемые на токарном станке технологические операции с применением специального оборудования, связаны с получением в конечном счете изделия требуемой конфигурации. Для обеспечения подходящего точения требуется заточка токарных резцов, которая придаст рабочей части подходящую конфигурацию, углы определенной величины и нужный профиль. Подготовке токарных резцов придается немаловажное значение.
В каких случаях требуется заточка
Затачивание токарных резцов проводится при износе старого инструмента (даже самые твердые сплавы имеют свойство изнашиваться), либо при производстве нового. Новому, или иступившемуся устройству придается нужный угол и определенная форма. Когда износ резца достигает предельно допустимой величины, резец необходимо переточить, для обеспечения дальнейшей нормальной токарной обработки деталей. Работа устаревшим резцом зачастую ухудшает точность обработки и снижает производительность труда.
Особенности заточки
На предприятиях затачивание токарных резцов совершается на станках, имеющих специальные приспособления, а сами работы зачастую проводятся в обособленном структурном подразделении. Операция может выполняться с помощью обычных кругов для точения или с использованием химических реактивов. На универсальных или узкоспециализированных станках затачивание может производиться на абразивных кругах, являющихся одновременно эффективным и недорогим способом придания токарным резцам необходимых геометрических параметров. Выполнение обработки, как передней, так и задней поверхности токарного резца обычно производится в несколько этапов.
Выполнение обработки, как передней, так и задней поверхности токарного резца обычно производится в несколько этапов.
Инструмент для заточки
Главным оборудованием, необходимым для осуществления процесса затачивания токарного резца, является специально спроектированный заточный станок. Для обеспечения лучшего качества заточки требуется цельный круг, не имеющий повреждений и геометрия которого не нарушена. Для проведения затачивания токарных резцов нередко используются алмазные круги, что значительно повышает чистоту режущей поверхности и благоприятно сказывается на эффективности работ. Для твердосплавных инструментов применяются карборундовые круги.
Доводка
После заточки токарного резца, обязательным этапом является доводка данного элемента на чугунном диске, имеющим скорость вращения 1-2 м/с, борным карбидом. Лезвия резца в процессе доводки поочередно притираются в той же последовательности, в которой производилась заточка. Резцы доводятся до блеска, и, кроме того, происходит удаление всех неровностей и шероховатостей, что восстанавливает изначальную чистоту поверхности резца для обеспечения его пригодности к последующему использованию.
Что такое резец-рейер?
Резец-рейер представляет собой разновидность токарного инструмента, который предназначен для первоначальной, грубой обработки материалов. Главной отличительной особенностью такого резца является лезвие, которое по форме напоминает полукруг. Затачивается рабочая часть также в виде полукруга. Изготавливают резец-рейер из желобка, имеющего полукруглое сечение или из толстой металлической пластины. Благодаря такому виду резцов заготовке можно придать первоначальные приблизительные очертания в черновом виде.
Угол заточки
Заточка резца и угол заточкиНе будем брать примеры из учебников, так как на самом деле в практике все по другому. Расскажу, как применить тот или иной режущий инструмент и предложу варианты заточки резцов.
Расскажу, как применить тот или иной режущий инструмент и предложу варианты заточки резцов.
Существует обработка внутренних и наружных поверхностей и для обработки необходимы определенные виды резцов например: внутренние расточные, подрезные, прорезные, отрезные, фасонные, резьбовые и много какие еще виды. Умение затачивать и применять на практике режущий инструмент приходит с опытом.
На рисунке 1 показан передний угол, его заточка должна быть от 2 до 15 градусов при этом не желательно уменьшать тело, иначе пластина будет висеть как бы в воздухе (возможен скол режущей кромки при точении детали).
На рисунке 2 показаны варианты канавок.
Рисунок 2а – канавка служит для чистовой отделки.
Рисунок 2б – такая канавка как (совковая лопата) применяется на отрезных резцах и резцах черновой обработки, с большой глубиной резания.
Рисунок 2в – такой вид канавки применяется при скоростном точении заготовок.
Рисунок 2г – применяется такая канавка для разного вида точения, другими словами это классический вид заточки. На рисунке 3 показан угол наклона режущей кромки. Рисунок 3а прямая режущая кромка и стружка при такой заточке будет сходить ровно по канавке. Рисунок 3 б,в режущая кромка делается с наклоном, стружка при точении будет сходить вправо или лево относительно пластины резца.
Рисунок 4 это вид сверху. Такая заточка режущей кромки применяется на отрезных резцах. Этот вид заточки применяется в зависимости от обрабатываемых материалов.
Острые кромки необходимо притуплять или делать не большой радиус до 0.3, но режущая кромка должна быть острой. Притупление режущей кромки применяется при обдирке.
Резцы бывают быстрорежущие — применяются для точения мягких сталей или материалов например: алюминий, второпласт, текстолит и некоторые другие. Быстрорежущий отрезной резец можно применять при отрезании заготовок из стали и в некоторых случаях нержавейку. Марки быстрорежущих резцов бывают: Р18, Р6М5К5, Р9К5 и другие.
Резцы твердосплавные – применяются для точения более твердых и прочных материалов например: нержавейка, бериллиевая бронзы, каленые стали и другие. Марки твердосплавных резцов бывают: ВК8, ВК6, ВК6М, ВК6ОМ, ВК10ХОМ и другие. Более хрупкие твердосплавные резцы применяются для точения сырых сталей Ст20, Ст40, Ст45 и другие. Марки резцов: Т5К10, Т15К6, Т10К5 и другие.
Попробуйте заточить резец по образцу и попробуйте его в работе. По стружке можно определить, правильно ли заточен резец или нет. При правильной заточке стружка будет сходить сливная (завитая, плотная, а не хаотичная).
Заточка резцов производится на заточных станках. Заточные станки оборудованы кругами из электрокорунда (белый цвет круга), применяется при заточке быстрорежущих резцов. Круг зеленого цвета (карбида кремния), применяется при заточке твердосплавных резцов. Алмазные круги служат для доводки режущего инструмента.
В теории много не понятного и сложного для восприятия. Конечно же теория не заменит практику, но и без теории ни куда. Ознакомившись с первоначальными навыками теории можно приступать к практическим упражнениям. Для молодых специалистов порекомендую больше пробовать различных заточек резцов, таким образом вы быстро вникните в процесс работы и поймете правильность заточки режущего инструмента.
Как затачивать токарные инструменты по металлу
Токарный станок — это станок, который быстро вращает заготовку; режущий инструмент затем медленно продвигается в заготовку, удаляя материал, когда заготовка вращается против нее. Токарные станки часто используются в профессиональных и любительских мастерских и представляют собой универсальный инструмент.
Режущие коронки для токарного станка, в частности для токарного станка по металлу, требуют периодической заточки. Долота для токарных инструментов не похожи на часто хрупкие долота обычных сверл; их блочная форма и общая конструкция токарного станка означают, что большую часть работы выполняет сам инструмент, а не бит.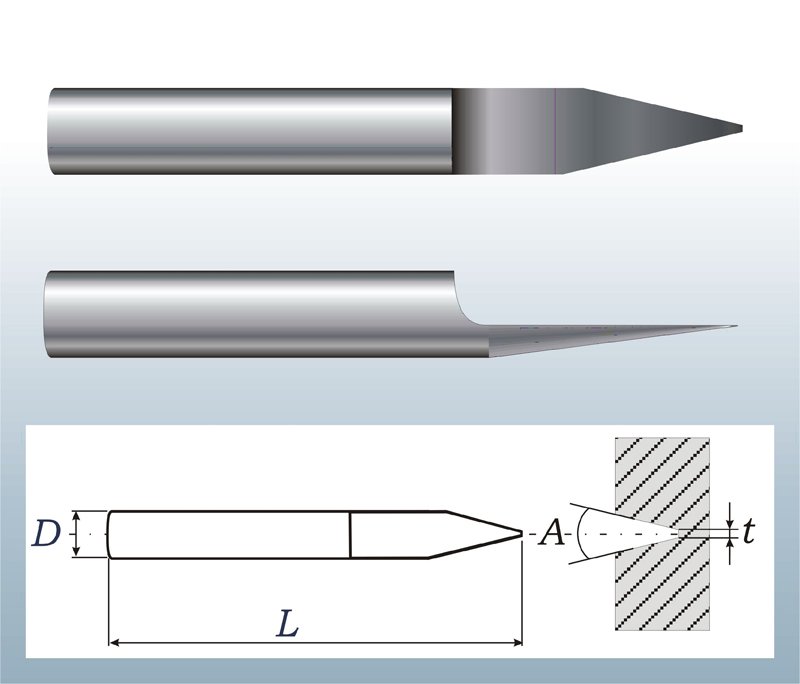
Тем не менее, режущие насадки для токарных станков требуют заточки или правки, повторной полировки кромок, которые соприкасаются с заготовкой, и предотвращения их закругления. Биты, потерявшие остроту, могут вызвать стук или плохую обработку поверхности.
Это руководство даст вам основные шаги и оборудование, необходимые для поддержания ваших токарных инструментов в отличном состоянии.
Необходимые инструменты
- Шлифовальный круг — основной инструмент для заточки металлических инструментов с незапамятных времен.У вас может быть старомодный каменный круг или, что более вероятно, вы будете использовать современный точильный станок.
- Заточка бит
- Средства индивидуальной защиты — защитная маска и защита ушей жизненно важны. Избегайте свободной одежды.
- Шлифовальный шаблон — это приспособление для шлифования — это изготовленная на заказ направляющая для ваших бит, которая удерживает их на месте под правильным углом к шлифовальному кругу. Установка приспособления требует точного измерения углов, но после установки у вас будет готовое руководство для быстрой заточки.
Препарат
- Закрепите и закрепите колесо
Убедитесь, что настольный шлифовальный станок надежно закреплен на полу, не раскачивается и не деформируется. Если вы недавно пользовались настольным шлифовальным станком, вам нужно будет его усовершенствовать, удалив старые частицы мусора, застрявшие в камне. Это легко сделать с помощью алмазного инструмента для заточки; просто включите колесо и проведите инструментом по поверхности камня.
Когда вы затачиваете насадку для токарного инструмента, вы действительно заново рисуете ряд критических углов.Эти углы на вашей коронке определяют, насколько быстро или агрессивно инструмент врезается в заготовку и даже насколько велики стружки и стружки. Большинство углов небольшие — от 5 до 30 градусов, — но вам нужно знать, как они взаимодействуют друг с другом.
Изображения с сайта metalartspress.com
- Закрепите зажимное приспособление / контакт для тестирования
Убедитесь, что ваше приспособление плотно прилегает к ограждению настольного шлифовального станка. Медленно подайте биту вперед, чтобы убедиться, что она плавно перемещается по скамейке и имеет хороший контакт.
Шлифовальный
Фактический процесс шлифования довольно прост, но есть несколько вещей, которые вам нужно запомнить.
- Измельчайте с шагом в десять секунд
Вы, вероятно, сразу увидите искры. Это нормально, но есть реальный риск перегрева, если вы будете работать слишком долго. Каждые десять секунд охлаждайте насадку в ведре с водой.
- Отшлифуйте каждую грань отдельно
Еще один простой шаг. Остудите насадку, прежде чем переходить к следующей грани, и будьте осторожны, чтобы не перетереть ни одну грань.
Заточить токарные инструменты по металлу несложно, но когда дело касается правильных углов, требуются некоторые знания. Проведите исследование, узнайте лучшие углы для вашего инструмента и подходящего металла и используйте угловой зажим, чтобы избежать ошибок.
Расширенная заточка инструментов
Расширенная заточка инструментовУлучшенная заточка инструмента для токарного станка
с особым упором на
Инструменты для нарезания резьбы
Многие люди создают токарные станки из быстрорежущей стали, не используя ничего, кроме настольного шлифовального станка, и становятся вполне приемлемыми, если не сказать прямо.
отлично, результаты.Для большинства проектов нормального размера с умеренными допусками это может быть все, что вам когда-либо понадобится. Как допуски
становятся более плотными, или для уменьшения размеров деталей требуется улучшенная обработка поверхности, требуются более совершенные инструменты. Ты не можешь бриться
десятых и одновременно получить отличную отделку тупым инструментом.
Моя цель — показать вам некоторые практические приемы, которые можно быстро применить для улучшения качества кромок ваших инструментов. Эти методы не являются авторитетными и не подкреплены обширными исследованиями.Это просто вещи, которые я подобрал за достаточное количество лет, создавая сборки с жестким допуском, научные инструменты, а также читая и наблюдая за тем, как другие Машинисты, некоторые из которых имеют гораздо больше знаний и опыта, чем я, делают вещи. С некоторой мыслью вы вполне можете продолжить, и улучшить, идеи, рассмотренные здесь.
Следует упомянуть, что я сосредоточен исключительно на создании чрезвычайно острых краев, и вы не можете применять это вслепую. тип инструмента для любой ситуации.Острые как бритва края — это именно то, что не нужно для большинства высокоскоростных производств. ситуации с нержавеющей сталью и другими сплавами. Этот инструмент не предназначен для черновой обработки или очистки окалины от финишной обработки. сталь. Эти кромки не будут обладать прочностью, необходимой для серийного производства.
Итак, когда станет , вам понадобятся эти инструменты?
- Когда необходимо контролировать размер на десятом уровне или ниже.
- Когда конус является проблемой с неподдерживаемым прикладом, и вы не можете использовать центр.
- Когда припуск имеет тенденцию к деформации, затвердевает во время резки.
- При изготовлении регулировочных винтов любого шага, когда важны плавность хода и посадка.
- При нарезании тонкой резьбы более 40 TPI.
- При изготовлении резьбы, где важно низкое трение.
Углы инструмента хорошо освещены во многих местах, от Southbend’s How to Run a Lathe, до Интернета и Руководства по машинному оборудованию, так что
Я не буду тратить время на поиск идеального переднего угла для резки алюминия 6061. Информация о том, как достичь максимума
Труднее добиться остроты режущих кромок, и это настоящая тема этой страницы. Я должен добавить
что все мы, кажется, впитали много ошибочного фольклора относительно резкости, начиная с того времени, когда друг из лучших побуждений
или родственник показал нам, как точить этот первый перочинный нож. Разговор о твердосплавной оснастке тоже уместен, так как ее
вариант с множеством сильных сторон и недостатков, особенно для домашнего машиниста.
Информация о том, как достичь максимума
Труднее добиться остроты режущих кромок, и это настоящая тема этой страницы. Я должен добавить
что все мы, кажется, впитали много ошибочного фольклора относительно резкости, начиная с того времени, когда друг из лучших побуждений
или родственник показал нам, как точить этот первый перочинный нож. Разговор о твердосплавной оснастке тоже уместен, так как ее
вариант с множеством сильных сторон и недостатков, особенно для домашнего машиниста.
Точные подробности того, что происходит, когда мы «режем» металл, также выходят за рамки этой страницы, но читателю предлагается сделайте дополнительное исследование. Начните с поискового запроса «механика резки металла». Если вы посмотрите на режущее действие На типичном токарном станке вы увидите, что на самом деле резка происходит вдоль линии, причем обычно очень короткой. Линия может быть изогнутой и иметь радиус, но до тех пор, пока присутствует достаточный рельеф, что происходит в 25 тысячах от этой линии. не имеет отношения к процессу.Таким образом, когда мы говорим об углах инструмента, важен именно угол на режущей кромке. Все, что я представляю ниже, является попыткой управлять геометрией в той крошечной области инструмента, где происходит резка.
Невозможно получить хорошую заточку кромки от руки
Достаточно одного прохода по камню или миллисекунды на шлифовальном станке под неправильным углом, чтобы разрушить геометрию камня.
передовой. Нет возможности заточить от руки и получить качественную кромку. Вы должны использовать какую-то систему направляющих.
Я уже слышу, как Хрустящие Старые Машинисты называют меня идиотом и делают всевозможные заявления о том, как они могут бриться.
их инструменты, заточенные от руки. На самом деле они могут. Почему? Они обманывают. Они используют систему направляющих, осознают они это или нет.
Хрустящие Старые Машинисты
Новичок часто раскачивает свой инструмент по точильному кругу из-за недостатка навыков и практики.Хрустящий старый машинист может делать то же самое, но только для увеличения скорости съема металла при черновой обработке. После этого он обычно сохраняет вся лицевая сторона инструмента в непосредственном контакте с колесом. Вы увидите только полый участок земли с одним радиусом на его инструменты. Когда он подносит инструмент к кругу, и особенно когда он его вынимает, он осторожен, чтобы не задеть режущий инструмент. край. Таким образом, даже если он может этого не осознавать, режущая кромка защищена встроенной направляющей системой изогнутая поверхность инструмента скользит по изогнутому шлифовальному кругу.Это не идеально, но вам следует овладеть этой техникой, потому что это приводит к следующему этапу уточнения.
Вот как должен выглядеть инструмент после выхода из шлифовальной машины. Вам также понадобится верхний рейк и, возможно, стружколом для большинство приложений, но обратите внимание на чистые и слегка изогнутые грани. Его шлифовали на обычной 8-дюймовой шлифовальной машине без отдыхает совсем. Основная (боковая) режущая кромка обращена к вам, хотя инструмент также хорошо режет и в другую сторону, если глубина резания (DOC) мала.
Уточнение края по старинке
Если вы выполнили грубую шлифовку правильно, несколько вещей будут выполнены. Во-первых, режущая кромка будет достаточно
острый, пригодный для многих вещей как есть. Во-вторых, под кромкой будет значительный рельефный угол, потому что угол
больше среднего угла криволинейной шлифовки. В-третьих, и это очень важно, на краю будет четко очерченный край.
нижняя сторона инструмента.Эта кромка представляет собой простую направляющую систему, которая предотвратит повреждение, поскольку режущая кромка забита камнями. совершенство.
совершенство.
Пока нижний край инструмента остается в контакте с камнем, вы можете избежать ошибочного удара, создающего новый фаска на режущей кромке. Поднимите этот нижний край и одним движением по камню вы создадите небольшую грань на неправильный угол, для удаления которого требуется огромное количество корректирующих камней. Нижний край также определяет угол наклона, который будет производиться, поэтому обратите внимание во время шлифования, чтобы убедиться, что общая форма правильная.
Подумайте о гранях, как на огранке алмаза. Когда они ловят свет, они должны выглядеть как идеальные самолеты, без закруглений по краям. Некоторые люди затачивают инструменты, используя бумагу из карбида кремния. Хотя это может быть эффективным для острие, он неизменно закругляет края, притупляя инструмент и вызывая трение чуть ниже реальной режущей кромки. В профиль это выглядит как изношенный инструмент. Хотя общий угол рельефа может составлять 8 °, это почти микроскопический угол при край, который имеет значение.Помните, что при некотором увеличении край всегда будет выглядеть тусклым, а рельефный угол не существует, поэтому требуется определенное количество суждений, чтобы сопоставить край с приложением. Когда режущая кромка трется вам нужно дополнительное давление, чтобы заставить его разрезать. Правильно сформированный край будет обрезаться почти при контакте, смывая столько или меньше пыли материал по мере необходимости.
Подходящие абразивные инструменты для обработки кромки включают твердые камни Арканзаса, камни из синтетического масла, более жесткую японскую воду.
камни (редко используются для металлорежущих инструментов) и различные пластиковые притирочные пленки.Не используйте клей, чувствительный к давлению
Притирочные пленки на основе (PSA), поскольку податливость клея приведет к закруглению кромки инструмента. Вы можете хранить простые пленки
от скольжения, нанеся каплю воды на спину. Используйте пленки с толстым листом стекла или поверхностной пластиной. Притирка
пленки доступны практически со всеми известными абразивами. Алмаз подходит для твердых сплавов и приемлемо для HSS, в
несмотря на общий совет не использовать алмаз с черными металлами.Оксид алюминия дешевле и хорошо подходит для HSS.
12 микрон — хороший сплав общего назначения. 9 микрон, вероятно, настолько хорошо, насколько это действительно необходимо. Для более грубой работы обычно
имеющиеся в наличии гальванические алмазные камни довольно хороши и очень долговечны. Обязательно достаньте цельный, как с перфорацией.
имеют тенденцию зацепляться за кончик инструмента.
Используйте пленки с толстым листом стекла или поверхностной пластиной. Притирка
пленки доступны практически со всеми известными абразивами. Алмаз подходит для твердых сплавов и приемлемо для HSS, в
несмотря на общий совет не использовать алмаз с черными металлами.Оксид алюминия дешевле и хорошо подходит для HSS.
12 микрон — хороший сплав общего назначения. 9 микрон, вероятно, настолько хорошо, насколько это действительно необходимо. Для более грубой работы обычно
имеющиеся в наличии гальванические алмазные камни довольно хороши и очень долговечны. Обязательно достаньте цельный, как с перфорацией.
имеют тенденцию зацепляться за кончик инструмента.
Вот тот же самый инструмент выше, забитый вручную маленьким средним Арканзасом, а затем тонким черным, используя оба края в качестве система направляющих.Всегда удерживая оба края в контакте с камнем, можно избежать закругления режущей кромки. Гладкий Радиус также был забит камнями между гранями. Помните, что качество этого радиуса будет определять, насколько хороша поверхность. закончить можно. Иногда люди продолжают увеличивать радиус, пытаясь улучшить качество поверхности, когда они на самом деле просто нужна высококачественная режущая кромка по радиусу, который у них уже есть. Большой радиус увеличит тенденцию болтать.Небольшой радиус, как этот, нужно подавать очень медленно, но он также не будет отклонять мелкие запасы. Облегчение угол под режущей кромкой составляет 6 ° (также известный как угол наклона конца), а передняя кромка отклоняется от режущей кромки под углом 15 ° (также известный как угол режущей кромки на конце).
Не забывайте другую сторону инструмента
Верхнюю поверхность инструмента часто игнорируют, но она так же важна, как и грани. Если верхняя поверхность шероховатая, ничего
побития камнями на другие грани даст чистый режущий край.Следы шлифования наверху будут проходить сквозь режущую кромку. край, ухудшающий качество поверхности обрабатываемой детали. Они также снизят долговечность режущей кромки. Если
вы втираете грабли в верхнюю поверхность, следуйте той же процедуре, что и выше, и гладьте ее. Если оставить верхнюю часть
инструмент плоский, все еще неплохо забивать его камнями. Я ускоряю процесс, наклеивая на заднюю часть инструмента тонкий кусок ленты.
Это дает крошечный отрицательный угол наклона, но позволяет быстро улучшить наконечник без удаления большого количества металла.
край, ухудшающий качество поверхности обрабатываемой детали. Они также снизят долговечность режущей кромки. Если
вы втираете грабли в верхнюю поверхность, следуйте той же процедуре, что и выше, и гладьте ее. Если оставить верхнюю часть
инструмент плоский, все еще неплохо забивать его камнями. Я ускоряю процесс, наклеивая на заднюю часть инструмента тонкий кусок ленты.
Это дает крошечный отрицательный угол наклона, но позволяет быстро улучшить наконечник без удаления большого количества металла.
Современная торговая практика стремится к инструментам с нулевым или даже отрицательным рейком, но они редко подходят для домашнего магазина. Положительный грабли сделают ваши инструменты свободными, уменьшая прогиб и потребляемую мощность. Со сталью можно использовать 10-20 градусов, но никогда не пытайтесь использовать инструмент, шлифованный по стали по латуни; он схватит и, возможно, вырвет ложу из патрона или повредит сам токарный станок. Обратитесь к различным справочным материалам, чтобы узнать правильные углы для использования с различными материалами.Острые инструменты с правильный угол может иметь решающее значение между гладкой работой или просто неприятностями.
Линии шлифования всегда должны быть перпендикулярны режущей кромке. Если линии параллельны краю, край будет
более хрупкий. В качестве примера приспособления для заточки сверл обычно показаны установленными на горизонтальной средней линии круга,
делая шлифовальные линии параллельными режущей кромке. В идеале они должны быть подняты так, чтобы наконечник сверла касался колеса на
вертикальная осевая линия, чтобы шлифовальные линии были перпендикулярны режущей кромке.Или вы можете поднять болгарку и работать
на нижней части колеса. Если характер установки ставит шлифовальные линии параллельно режущей кромке, камнями
еще важнее довести кромку до чистых граней и предотвратить выход режущей кромки из строя на большом горизонтальном участке. область.
область.
Очень острые края не всегда долговечны, но чем более гладкими и бездефектными вы их сделаете, тем дольше они прослужат. последний.
Срезной инструмент
Хорошо, я не собирался говорить об углах инструмента, но режущий инструмент заслуживает особого упоминания.Я видел это только в описании мало текстов по механической обработке, и описание обычно было непонятным. Я никогда не разбирался в инструменте, пока он не был правильно описано в онлайн-форуме. У него есть только одно специальное назначение — отделочные материалы, которые имеют свойство рваться. если ты не можете получить хорошую отделку на некоторых сложных сортах стали, это инструмент, который стоит попробовать. Имейте в виду, что у него много ограничений. Как Как показано, резка выполняется только справа налево, а глубина резания редко бывает больше 0.001 «. Трудно подобраться к заплечик без тщательной шлифовки и с низкой точкой контакта. Как скорость шпинделя, так и скорость подачи обычно остаются довольно низкими. Таким образом, предпочтительна медленная подача мощности, особенно если деталь длинная. Используйте масло.
Передняя часть инструмента отшлифована под небольшим углом для обеспечения зазора всего в несколько градусов. Режущая кромка обычно 30-40 градусов. от вертикали. Камень, пока он не станет гладким и острым. Как видно ниже, вертикальное положение инструмента не критично, по сути когда одно место потускнеет, просто немного приподнимите или опустите инструмент.При правильной работе этот инструмент будет производить микросхему, которая выглядит почти как стальная вата. При правильных условиях режущий инструмент может дать настолько гладкую поверхность, что ее можно будет принять за земля.
Другие светильники
Поставленные на заводе опоры для большинства шлифовальных машин практически бесполезны. Немного поискав в сети, вы можете найти планы
для значительно улучшенных опор и держателей инструмента. Я также рекомендую купить копию Tool and Cutter Sharpening от Harold Hall,
Серия практических семинаров №38, которая включает множество полезных советов, а также планы для многих простых в сборке шлифовальных машин.
светильники.
Немного поискав в сети, вы можете найти планы
для значительно улучшенных опор и держателей инструмента. Я также рекомендую купить копию Tool and Cutter Sharpening от Harold Hall,
Серия практических семинаров №38, которая включает множество полезных советов, а также планы для многих простых в сборке шлифовальных машин.
светильники.
Тем не менее, большая часть того, что доступно, касается только шлифовальной части процесса, и я сосредоточен на получении лучшего края. чем одно только измельчение может дать. Я упоминал карманные ножи ранее, и ничто не дает лучшего лезвия ножа чем оригинальная система заточки Lansky. В них используется направляющая, прикрепленная к лезвию, что предотвращает случайное забивание камнями. край, даже ненадолго, под неправильным углом. У каждого камня есть длинный стержень, идущий от спины, который едет в направляющей.Одинаковый Принцип можно применить практически к любой кромке, которую вы хотите подкрасить, включая концевые фрезы и фрезы «ласточкин хвост». Ты можешь создавайте свои собственные камни, приклеивая их к бруску или используя притирочную пленку (здесь пригодится PSA), но я просто использую камни Ланского прямо из стандартного набора. Вот основная идея ремонта концевой фрезы, хотя хотелось бы вещи связаны немного лучше, чем сидеть в студии без шва. Да, я знаю, что речь идет о токарных инструментах; использовать немного воображение и примените технику к любому краю, с которым вам нужно иметь дело.
Инструменты для нарезания резьбы и приспособления
Вышеупомянутые методы подходят почти для всех типичных токарных операций с использованием заготовок из быстрорежущей стали и литых сплавов. В углы могут быть определены с достаточной точностью на глаз и опыт. Это не относится к потокам. Как минимум, вы следует использовать датчик «рыбий хвост», чтобы проверить включенный угол и перпендикулярность инструмента, но это все равно оставляет вам долгие пути из того, что может быть достигнуто с очень небольшими дополнительными усилиями.
После того, как вы обработали инструмент на шлифовальном станке, вам понадобится приспособление для улучшения углов. Я сделал приспособление, показанное здесь из лома обрезки Делрина. Некоторое время назад я сделал прямоугольную, но у нее выросли ноги, поэтому они должны быть желанными. Точная форма и размеры не важны, хотя вы должны стараться держать две ножки и наконечник инструмента рядом с точками. равностороннего треугольника. Единственное строгое требование заключается в том, чтобы насадку можно было закрепить очень близко под углом 30 °. и что все углы можно точно настроить с помощью двух регулируемых ножек.Светильник кинематической конструкции; у него три контакта указывает, что делает его полностью стабильным в использовании. Углы можно немного изменить, но для Acme потребуется другое приспособление. или другие резьбы со значительно отличающимися углами.
PDF-файл для приспособления для нарезания резьбы
Из алюминиевого кровельного оклада можно сделать красивый угловой шаблон. Просто начертите его и разрежьте на резак для бумаги (не роторный резак).Вот приспособление, устанавливаемое на основной угол 30 °. Если вы хотите работать с другой стороны инструмент или сам приспособление, шаблон, безусловно, можно вырезать, чтобы отразить это предпочтение.
Затем мы переходим к задней части инструмента, чтобы установить угол наклона. Надо будет пару раз пройти туда и обратно потому что корректировки взаимодействуют.
Если вы присмотритесь, то увидите идеальную грань на кончике, созданную ультратонким черным арканзасским камнем.Рядом Край инструмента ловит свет, но это все еще неровная поверхность и не ударяется о камень.
Также можно использовать светильник на стекле или поверхности с притирочной пленкой. Это чувствительная к давлению пленка из оксида алюминия, а клейкая основа слегка закругляет грань, в результате чего режущий кончик становится немного менее острым и менее свободным. Попытаться получить гладкая притирочная пленка.
Теперь переверните инструмент в приспособлении, отрегулируйте и настройте другую сторону.Вы можете удалить лишний материал, который не требует притирки, как описано вкратце, поэтому операция притирки выполняется быстро. Правильно заточенным инструментом притирка не должно занимать больше десяти минут.
Хорошо, скажите еще раз, зачем нам нужен такой уровень контроля над краями? Для правильного функционирования резьбы боковые стороны винт должен контактировать с торцами гайки. Если углы не совпадают, контактная площадка будет узкой линией высокого давления около ID или OD резьбы.Смазка не сможет выдержать давление, и вы, возможно, получите контакт металла с металлом. истирание и, безусловно, более высокое трение, чем было бы в противном случае. Если вы делаете болт 1/4 x 20, он, вероятно, не иметь значение. Если вы делаете регулировочный винт для крепления лазерного зеркала, это, безусловно, имеет значение.
Для обычных токарных станков из быстрорежущей стали хорошо подходит метод полого шлифования, описанный выше. Для резьбонарезных инструментов, которые притираются с помощью приспособления можно сэкономить огромное количество работы, удалив ненужный материал на шлифовальном круге.Ты должен быть притирка минимального количества материала, необходимого для работы инструмента. Если для поддержки передний край, не тратьте время, пытаясь нахлестать больше, чем это. Если максимальная глубина резьбы, которую вы когда-либо нарезали, составляет 0,025 дюйма, отшлифуйте инструмент, так что вам не придется притирать 0,5 дюйма каждый раз, когда вы его затачиваете. Это еще больше экономия времени с твердосплавным сплавом.
Карбид — замечательная вещь для многих работ. В настоящее время в коммерческих целях используется очень мало HSS.Вы услышите, что карбид не такой подходит для домашнего магазина как HSS, но я не полностью разделяю это мнение. Проблема в том, что стандартные твердосплавные пластины разработан для производственного использования на совершенно иных машинах, чем большинство HSM. Обычно они не очень острые, могут иметь отрицательный передний угол и может иметь покрытия, которые работают только при высоких скоростях резания, вызывающих высокие температуры. Существуют острые немелованные вставки для алюминия, и они должны подойти даже на небольшом легком станке, который обычно можно найти в домашнем магазине.В В общем, я считаю, что вставки — дорогое и ненужное усложнение для HSM.
Паяный твердосплавный инструмент варьируется от плохо сделанного импортного инструмента до очень тонкого инструмента Micro 100. Помимо этих высококачественных инструментов, Немногие паяные инструменты работают на полную мощность прямо из коробки, и вы не можете исправить это, используя , только , зеленый твердосплавный диск. Скорее всего, вы сделаете хуже. Если вы хотите, чтобы твердый сплав работал как HSS, вы должны создать острые кромки, такие как HSS, а для этого нужны алмазные абразивы. Для резьбонарезных инструментов выполните описанные выше процедуры, но используйте зеленый круг, а затем алмазные притирочные пленки. Легко, проблема решена. Для других токарных инструментов лучшим решением является тихоходный алмазный круглошлифовальный станок, такой как Accu-Finish или сделанная своими руками версия того же самого. В отсутствие этого алмазные пленки для притирки доставят вас туда, куда вы хотите, медленно, но как только вы воспользуетесь специальной твердосплавной шлифовальной машиной с надлежащим регулируемым подвижным столом и алмазными кругами, вы сможете быть слишком избалованным, чтобы думать о чем-либо еще.
Я мог бы добавить, что, чтобы вы не подумали, что я переборщил, специалисты Accu-Finish предоставляют гладкий керамический шлифовальный диск, а также бутылка тонкой алмазной жидкости для его зарядки. Результатом является зеркальная полировка карбида и лезвие, напоминающее бритву. Нет вопросов что большинство работ можно выполнить, используя гораздо более простые методы, но когда вам нужно совершенство, хорошо знать, как его достичь.
Будьте бдительны!
ДОМ
Заточка бит для токарных станков из быстрорежущей стали
Каковы типичные углы наклона и зазора (спуска) для коронок из быстрорежущей стали?
См. Рисунок A – 1 и таблицу A – 1.
Рисунок A – 1. Номенклатура инструментальных долот.
Материал | Боковой зазор | Передний просвет | Сторона | Задний |
Алюминий | 12 | 8 | 16 | 35 |
Латунь | 10 | 8 | от 5 до 24 | 0 |
бронза | 10 | 8 | от 5 до 24 | 0 |
Чугун | 10 | 8 | 12 | 5 |
Медь | 12 | 10 | 20 | 16 |
Машинная сталь | 10–12 | 8 | 12–18 | 8–15 |
Инструментальная сталь | 10 | 8 | 12 | 8 |
Нержавеющая сталь | 10 | 8 | 15–20 | 8 |
Таблица A – 1.Свободный и передний углы в градусах для обычных металлов.
Какова процедура заточки токарных инструментов общего назначения из быстрорежущей стали?
Начните с правки шлифовального круга. Затем найдите типичные углы для материала заготовки и следуйте инструкциям на Рисунке A – 2. Часто окунайте инструмент в охлаждающую жидкость, чтобы не допустить его перегрева и отжига. Любое изменение цвета биты указывает на то, что она больше не затвердевает. Если это произойдет, подумайте о том, чтобы начать заново с самого начала.Углы резцов не являются критичными, и большинство инструментов удовлетворительно режут материал, только менее эффективно.
Рисунок A – 2. Этапы заточки резцов из быстрорежущей стали.
Токарный станок — Насадки для шлифовальных инструментов — Blondihacks
Простой способ начать работу.
High Speed Steel — замечательная штука. В наши дни все говорят об инструментах с твердосплавными пластинами и интернет-продавцы, практически раздающие твердосплавные инструменты, легко забыть, почему высокоскоростная сталь была основным продуктом обработки на протяжении 107 лет.HSS дешев, как борщ, легко измельчается, многоразовый и выдерживает термические нагрузки, как чемпион. За несколько минут вы можете изготовить любой специальный инструмент, который вам нужен.
Шлифовка коронок из быстрорежущей стали — это очень устрашающая область обработки. Есть много видео по этой теме и множество диаграмм в Интернете всех огромных углов, которые вам нужно каким-то образом создать. Большинство обучающих видеороликов предполагают высокий уровень владения шлифовальной машиной от руки, и весь процесс кажется недоступным.Я собираюсь представить здесь очень простой метод, чтобы начать создавать свои собственные основные токарные / торцевые инструменты. Кривая обучения мягкая, и полученные кусочки хорошо подходят для завершения. Если вы следили за моей серией токарных станков, вы уже выполнили несколько проектов, используя купленные в магазине биты, но теперь пора научиться делать свои собственные. Имейте в виду, что этот процесс на самом деле довольно щадящий. Все, что вы шлифуете из HSS, режет сталь на вашем токарном станке. Вопрос только в том, насколько хорошо. Как и при заточке карандаша, вы всегда можете еще немного заточить кусочки, чтобы заострить их или придать им лучшую форму.
Возможно, вы сопротивляетесь изучению этого из-за наличия твердосплавного инструмента, но биты из быстрорежущей стали по-прежнему являются наиболее гибкими и простыми в использовании любителями настольных станков. Как я уже говорил ранее, твердосплавный инструмент имеет минимальных скоростей вращения и глубины резания, необходимых для хорошей работы, и, как правило, машины для любителей не имеют для этого мощности. Кроме того, получать удовольствие от обработки красивого предмета с помощью инструмента, который вы сделали сами.
Мне нравятся эти видео от Tubalcain and Tom’s Techniques, чтобы получить некоторую предысторию всего процесса.Я думаю, что моему методу легче научиться, но просмотр этих видео может дать вам некоторый контекст. Если вас интересует реальная физика того, как работают режущие кусочки (а вы именно такие), у этого старого Тони есть действительно потрясающее видео, в котором он объясняет, почему существуют все углы. У Тони также есть отличное видео о том, почему вы не хотите использовать те дешевые наборы инструментов из твердого сплава, которые есть повсюду.
Перво-наперво, вам понадобится верстак! Здесь не нужно слишком увлекаться. 8 дюймов — это хорошо, потому что легче получить плоские грани, но 6 дюймов тоже подойдут.Вам нужны диски из оксида алюминия. Белые хороши, потому что их легко увидеть, когда они загружены и нуждаются в одевании, но серые тоже подойдут. Вам понадобится более мелкая крупа, чем обычно поставляется с машиной. Обычно они имеют зернистость 36 и 60. Для заточки резцов из быстрорежущей стали мне нравятся 60 и 120. Вам также понадобится емкость с водой, чтобы окунуться в нее. Некоторые шлифовальные машины или стойки для шлифовальных машин включают ее. Убедитесь, что кофемолка поставляется с приспособлением для правки, или купите его, если нет. Правка — это процесс удаления тонкого слоя с шлифовального круга, чтобы обнажить свежий песок.Обычно это делается с помощью какой-либо алмазной поверхности, и в результате вы в течение недели вычищаете песок из зубов. Закройте рот во время одевания шлифовального круга.
Одна из важных особенностей, на которую вы должны обратить внимание, — это регулируемая по углу подставка для инструмента, которая оборачивается вокруг колес. У большинства машин это есть, но убедитесь. Это ключ к моему процессу. На некоторых более дешевых шлифовальных машинах угол опоры инструмента не регулируется.
Для практики возьмите квадратную ложу из низкоуглеродистой стали, по размеру аналогичную той, которую вы хотите заточить.Низкоуглеродистая сталь быстро измельчается, и ее легко освоить. Я рекомендую вырезать три части и потренироваться на каждом конце. К тому времени, когда вы сделаете шесть концов, вы будете достаточно компетентны для настоящего материала из быстрорежущей стали.
При шлифовании низкоуглеродистой стали она перегревается и становится синей. Обычно это проблема, но здесь это не имеет значения, потому что мы ни для чего не будем их использовать. Настоящая HSS выдерживает высокую температуру, поэтому вам не нужно беспокоиться о ее перегреве. Вы будете часто мочить кусок во время шлифования, но это нужно для того, чтобы спасти ваши руки, а не сталь.Вы действительно не можете перегреть HSS, делая это. Фактически, это и есть быстрорежущая сталь — это сталь, которая может резать с высокой скоростью (по сравнению с более ранними технологиями), потому что она может выдерживать тепло (буквально).
Вот мои первые шесть попыток сделать насадки для инструментов, сохраненные для потомков. В хронологическом порядке слева направо вы можете видеть, как я становился все лучше и лучше в этом. У меня нет навыков, о которых можно было бы говорить, так что, если я могу это сделать, вы определенно сможете.Приступим!
Сначала настройте настольную шлифовальную машину.Как я уже сказал, вам нужны диски из оксида алюминия с зернистостью 60 и 120. Измельчители создают облако мелкого зерна в радиусе пяти футов, поэтому используйте его вдали от станков (и от кофе, если на то пошло). Зернистость шлифовки вредна для точного оборудования (и для вашего рта).
Установите упоры для инструмента на 10 ° так, чтобы внутренний угол между лицевой стороной колеса и верхней поверхностью составлял 100 °. Этот трюк избавит меня от необходимости думать сложными углами, что повредило моему примитивному мозгу приматов.
Пора заточить насадку. Вот мой процесс создания основного правостороннего токарного / торцевого инструмента, объясненный на рисунках.
Нанесите жидкость для макетов на верхнюю поверхность и дайте ей полностью попробовать. Используя острый предмет, отметьте точку примерно на 2/3 длины сверху и на 1/2 дюйма снизу. Обведите конец квадрата машиниста, чтобы создать раскладку под углом 90 ° на конце между двумя отмеченными точками. Я вроде как пропустил отметку (буквально) слева там, но ничего страшного.Этот процесс довольно щадящий. Вот общая форма нашего бита. К болгарке!Используя шлифовальный круг с зернистостью 60, сначала отшлифуйте длинную кромку. Прижмите его к упору для инструмента (который, помните, находится под углом 10 ° вниз) и плавно перемещайте вперед и назад по всему колесу. Когда он станет достаточно горячим, чтобы обжечь пальцы, окуните его в воду и продолжайте. Чем мертвее нервы в ваших пальцах, тем быстрее это пойдет. Как долго вы можете делать паузы между данками, — вот мера истинной выдержки.Видеть? Я только что сделал каламбур. Как часто писатель это делает?
Удерживая сверло ровно напротив упора для инструмента и перемещая его вперед и назад по кругу, сначала отшлифуйте длинную сторону. Это быстро пройдет с практичной мягкой сталью, но, похоже, навсегда останется с HSS. Наберитесь терпения и постарайтесь обезвредить свои тепловые нервы.По ходу дела поправляйте колесо каждый раз, когда оно нагружается темной пылью. Чем дальше вы продвигаетесь, тем меньше шлифование, потому что материал становится шире.Терпение и нервный жар-смерть — добродетели машиниста. Я ношу тяжелую перчатку на руке, держащей наконечник возле колеса. Это немного увеличивает время между данками, что ускоряет процесс.
Затем отрежьте короткий конец, используя ту же технику. Я останавливаюсь прямо перед начерченными линиями здесь для наглядности.Это два основных угла. Из-за угла упора инструмента 10 ° произошло нечто волшебное. Мы создали угол въезда, передний задний угол, передний задний угол и задний задний угол с помощью двух простых операций шлифования (и не понимая, что означают все эти слова).
Еще раз проверьте, где мы находимся. У нас есть угол 90 ° вверху, и обе эти стороны подрезаны на 10 °. Если вы хотите повернуться к внутреннему плечу с помощью этого инструмента, сделайте этот верхний угол более 85 ° (немного острее, чем 90 °).Последние два угла, которые нам нужны, — это боковые и задние грабли. Здесь есть некоторый навык, но не большой. Поскольку это правосторонний токарный инструмент, режущая кромка находится справа, когда острие обращено к вам. Положите режущую кромку сверла на опору для инструмента.
Используя зону охвата опоры для инструмента и прижимая режущую кромку ровно вниз, создайте обратный проход на верхней поверхности примерно на 10 °. Опять же, из-за угла опоры инструмента мы создаем как боковую, так и заднюю грабли одним движением. Конец инструмента в моей руке должен быть наклонен вперед, к задней части шлифовального круга. Это дает нам грабли для спины. Угол опоры инструмента дает нам боковой передний край. Вот наши новые задние грабли, показанные со стороны переднего края.Это очень мягкий угол наклона спины около 5 градусов. Немного больше угла здесь не было бы плохой идеей, но это довольно простительно. Этот угол — основная переменная, которую вы изменяете в зависимости от обрабатываемого материала. Для мягкой стали хорошей целью является 8-15 градусов. На данный момент у нас есть полезный инструмент. У него острая кромка в точке разреза, поэтому это может быть полезно для поворота к уступу, где вы хотите получить узкий внутренний угол. Если это то, что вам нужно, сделайте верхний угол 85 ° вместо 90 °.Еще не поздно вернуться и еще немного отшлифовать этот короткий край, чтобы добиться этого.Если вы хотите получить действительно хорошую поверхность за счет возможности попасть в узкие углы, последняя операция — это придать инструменту радиус при вершине. Эту часть нужно делать от руки, и я рекомендую диск с зернистостью 120, чтобы вы не взлетали слишком быстро. Это часть моего рабочего процесса, требующая наибольшего мастерства, но при этом она довольно снисходительна.
Совместите передний угол режущей кромки с диском с зернистостью 120 и немного поверните фрезу вперед и назад, чтобы скруглить эту кромку. Вот и наш последний кусочек, готовый к использованию! Я прошел быстрый тест, чтобы увидеть, как мы справились. Он тихо режется, из него получаются красивые стружки и остается отличный результат. Успех! Этот бит будет хорошо служить нам для многих проектов, и когда он станет тусклым, мы можем легко измельчить его еще немного, используя тот же метод, который показан выше.Обязательно перепроверяйте высоту инструмента каждый раз, когда будете немного шлифовать. Наверное, изменилось! Я предпочитаю оставлять одну державку для каждой наиболее распространенной коронки, потому что она «сохраняет настройку» высоты для вас.Еще одна причина, по которой я сделал опору для быстрой смены инструмента «требованием» в моей первой статье о токарном станке. Без него вы сойдете с ума, постоянно пытаясь установить высоту инструмента.
Вот и все. Надеюсь, вы попробуете измельчить собственные кусочки. Это недорого, полезно и действительно не так сложно, если у вас есть такой базовый метод, на котором можно основываться. Это станет важным навыком, поскольку мы собираемся овладеть более продвинутыми технологиями (и разными металлами), и все они потребуют разных инструментов.
Как затачивать твердосплавные фрезы — основы токарной обработки дерева
Примерно 3 года назад вы могли бы найти 2 или 3 парня, снимающих видео о том, как делать инструменты для токарной обработки древесины с твердосплавными фрезами. Теперь… должно быть около 100 учебных пособий или видео по токарным фрезерным инструментам с кабиной.
Вы можете сделать свои собственные твердосплавные токарные инструменты по дереву. ЩЕЛКНИТЕ ИЗОБРАЖЕНИЕ, чтобы увидеть фрезыИтак … секрет в том, как создать свой собственный режущий инструмент с твердосплавными пластинами, начните с твердосплавной фрезы, куска квадратного стального прутка 1/2 дюйма или больше, поверните деревянную ручку, медную проволоку, эпоксидную смолу, сверло и набор для метчиков.
Конечно, вы можете купить профессиональный набор твердосплавных инструментов в Easy Wood и насладиться профессионально сделанным токарным инструментом, который режет дерево как масло.
Существуют и другие бренды, но Easy Wood Tools, вероятно, один из лучших. Особенно, если вы ищете качественный инструмент для долбления
Или набор профессиональных фрез с твердым сплавом Токарные инструменты — лучшее, чем у инструментов Easy Wood, вы не найдете из-за качества твердосплавной фрезы и размера стального вала.На мой взгляд, они лучшие для любого токаря по дереву, особенно если вы только начинаете токарное дело.
Что касается меня, я использую твердосплавные инструменты, когда токарная обработка становится немного шероховатой make вы можете делать врезные надрезы, вы можете брить, вы можете резать чисто и вы можете делать полые в зависимости от инструментов. Кривая обучения короткая, и вы можете безопасно превратить проект, если вы любитель токарных работ по дереву.
Эти инструменты рекламируют тот факт, что их не нужно затачивать . Это большой плюс для токарных инструментов по дереву, потому что вам понадобится шлифовальный станок, дорогие шлифовальные круги и дорогое шлифовальное приспособление….Теперь, когда у вас есть все это, вам нужно знать, как им пользоваться. Смело смотрите кучу видео, но это не имеет значения, пока вы не попробуете!
Вот небольшой секрет по поводу твердосплавных фрез .
Вы можете изменять форму и затачивать их, не прилагая особых усилий и используя оборудование для заточки.
Верно, вас учат избавляться от твердосплавных фрез, как только они затупятся, и ставят новую. Ничего страшного, если у тебя есть деньги, чтобы сжечь Но если вы хотите вдохнуть больше жизни в свои твердосплавные фрезы, вы можете заточить их с помощью алмазной карты для заточки и небольшого количества смазочно-охлаждающей жидкости.
Чтобы заточить твердосплавные фрезы, достаточно потереть верхнюю часть фрезы (наибольшую площадь поверхности) алмазной картой для заточки, протереть ею до тех пор, пока суспензия не станет черной … взгляните на нее и затем попробуйте.
Заточка твердосплавных пластин
для токарных инструментов
Заточка твердосплавных фрез
Часто квадратные фрезы скалываются на концах, и в этом случае они становятся бесполезными … если вы не измените форму фрезы и не заточите твердосплавные фрезы с помощью твердосплавной карты.
Посмотрите это видео о восстановлении формы и заточке твердосплавных фрез .
Как затачивать токарные инструменты по металлу
Для безопасной и эффективной заточки токарных инструментов по металлу используйте следующие инструкции, которые были представлены в простой для понимания форме.
Шаг 1. Начало работы с базовой подготовкой
Начните с надевания надлежащих средств защиты глаз. При использовании токарного станка мелкие осколки металла разлетаются в воздухе.Точно так же важно ношение защитных перчаток. Перед началом заточки убедитесь, что шлифовальный станок полностью остановился. Для этого правильно установите опору для инструмента. Закрепите шлифовальный станок на верстаке с помощью зажимов.
Шаг 2 — Правка шлифовального круга
Шлифовальный круг — это основной инструмент, используемый для заточки токарных инструментов. Править нужно шлифовальный круг. По сути, это относится к процессу подготовки шлифовального круга. Это связано с тем, что на шлифовальном круге образуется небольшой налет, который может повлиять на его работу, т.е.е. его способность заточки. Обычно рекомендуется, чтобы при использовании настольного шлифовального станка алмазный инструмент для заточки был лучшим выбором для правки круга. Используя алмазный инструмент для заточки, несколько раз потрите внешние края шлифовального круга, чтобы удалить мусор и заточить его.
Шаг 3 — Обеспечение правильных углов
Помните, что разные токарные инструменты, как правило, имеют разные углы, под которыми они режут. Многие режущие кромки имеют угол от 7 до 30 градусов. Даже самые острые режущие кромки токарного инструмента не имеют угла резания более 90 градусов, так как это приведет к повышенному царапанию обрабатываемой детали.Рекомендуется не вмешиваться в эти углы, сохранение исходного края — самый безопасный вариант.
Шаг 4 — Обеспечение правильного контакта
Вам также следует поместить токарный инструмент на специальный упор и осторожно продвинуть его. Делайте это до тех пор, пока инструмент не коснется колеса. Убедитесь, что лезвие не прижимает к колесу — оно должно иметь минимальный контакт с колесом. Если угол неправильный или вы сильно нажимаете на токарный инструмент, велика вероятность того, что лезвие отскочит или начнет чрезмерно вибрировать, что ослабит вашу хватку.
Шаг 5 — Первый этап заточки токарных инструментов
Слегка прижмите токарный инструмент к шлифовальному кругу. Убедитесь, что вы ограничиваете контакт токарного инструмента с колесом в течение примерно 10 секунд. В течение этого короткого промежутка времени вы должны увидеть несколько искр, если угол и уровень контакта будут подходящими. Старайтесь аккуратно перемещать токарный инструмент из стороны в сторону при его заточке. Продолжайте проверять схему, по которой вспыхивают искры. Они должны быть видны по всему краю инструмента.Продолжайте перемещать и регулировать токарный инструмент, чтобы искры образовывались по всей его режущей кромке.
Шаг 6 — Второй этап заточки токарных инструментов
Повторите 10-секундные этапы заточки несколько раз. Когда вам покажется, что токарный инструмент достаточно острый, окуните его в таз с водой. Это охлаждение жизненно необходимо. Инструмент может стать слишком горячим из-за нагрева из-за сильного трения. Охлаждение гарантирует, что вы можете продолжать держать инструмент в течение оставшейся части процесса заточки.Теперь повторите тот же процесс с другой стороной токарного инструмента. Прежде чем продолжить, убедитесь, что поверхность высохла. Для этого можно протереть токарный инструмент сухой тряпкой. Убедитесь, что вы не переточите какую-либо сторону токарного инструмента, так как это создает риск ослабления наконечника инструмента и склонности к растрескиванию.
Как затачивать токарные долота: 4 шага
Вау, вы могли бы написать книгу о долотах, но поверьте мне, я не стану. Я объясню типы выбоин:
1.Черновая выемка — это большая выемка с высокими сторонами, используемая для придания шероховатости заготовке круглой формы. Эта выемка обычно шлифуется прямо поперек.
2. Continental Gouge — это канавка, обычно включаемая в дешевые наборы инструментов, она похожа на черновую канавку, но имеет гораздо более низкие стороны. Ожидайте, что эта выемка с прямым шлифованием проткнется в углу, это позор, потому что я считаю континентальную выемку с легкой шлифовкой ногтем невероятно щадящим долотом, способным производить отделку почти так же хорошо, как и перекос.
3. Струбцина шпинделя — это обычно шлифуется из цельного стального прутка с широкой мелкой шлифовкой. Они отлично работают со всеми видами гриндов для разных ситуаций.
4. Зубья для чаши — эти звери отшлифованы из прочной прутковой стали и могут быть найдены со всеми видами заточки на них. У меня есть модели с прямым заточкой, заточкой ногтями и агрессивным дизайном с вытянутой спинкой. Различные области и типы чаши требуют разного помола, я считаю, что конструкция со стреловидным задним краем отлично подходит для извлечения чаши, но слишком агрессивна для чистовой резки и обычно переключается на более мягкий помол.
Это выемки, давайте поговорим о помолах.
Для большинства выемок угол от 60 до 70 градусов является хорошим начальным углом для шлифования, поскольку вам удобнее или просто нужно более агрессивное долото, вы можете опускаться ниже 60 градусов, но будьте осторожны, эти штуки могут быстро удалить много древесины и вам нужен токарный станок с хорошей мощностью, чтобы обработать эту находку из дерева.
Самый простой и простой способ заточки канавки — установить правильный угол на плоской опоре для инструмента, а затем вращать инструмент вперед и назад до тех пор, пока он не будет заточен, в результате получается инструмент с прямой режущей кромкой и высокими крыльями.
Любая другая помолка требует либо опыта хорошей джиг-приманки, есть много марок джигов на выбор, либо вы можете сделать, как я, и сделать свою собственную.