Отрезной резец: виды токарных резцов и их назначение
Содержание статьи:
Большинство токарных обработок производится с помощью резцов. Среди основных видов отрезной резец занимает лидирующее место по частоте использования. Их изготавливают из специальных марок стали особой твердости.
Назначение отрезного резца
отрезной резец
В зависимости от вида операции используются основные типы резцов:
- резьбовые для внешней и внутренней нарезки;
- проходные прямые, отогнутые и упорные;
- расточные для глухих и сквозных отверстий;
- отрезные.
Токарные отрезные резцы применяют для отрезания детали от прута малого диаметра и формирования канавок в заготовке. Их вырезают отрезными инструментами особого назначения — канавочными. Форма рабочей головки соответствует размерам и форме будущей канавки. Зачастую в один проход паз нужного размера сделать не получается. В несколько заходов работают и с твердыми металлами, а также при большой ширине паза.
Длина рабочей области должна составлять немногим больше половины от поперечника разрезаемой детали.
Виды конструкций отрезных инструментов:
- цельные: выточен из единого куска металла. Их изготавливают из инструментальной углеродистой стали, мелкие — из быстрорежущих. Не нашли широкого применения на практике;
- с приваренными пластинками: на головке приварена твердосплавная или быстрорежущая пластинка. При их приваривании важно соблюдать технологию, иначе возникают трещины, инструмент быстро разрушается;
- с механической фиксацией пластин: в головку инструмента вставляется режущая пластинка и крепится механически. Их часто используют для минералкерамических режущих пластин.
Токарные резаки могут быть левыми и правыми, прямыми или отогнутыми. Наиболее распространены на практике левые отогнутые и правые прямые.
Конструкция отрезного резца
углы заточки отрезного резца
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Потому во время токарных работ отрезные инструменты с твердосплавными напайками часто выкрашиваются, скалываются режущие кромки, отпадают напайки.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Необходимо выдержать следующие углы:
- передний угол: определяет, насколько легко будет удаляться стружка с металлической болванки и как качественно она срезается;
- главный задний угол: это угол между поверхностью резца и плоскостью точения. Чем он острее, тем сильнее задняя поверхность резака трется о болванку;
- угол заострения: между передней и задней основной поверхностями. Чем он меньше, тем легче режется металл. Однако и режущая поверхность изнашивается быстрее, крошится.
Чтобы увеличить надежность крепления рабочей головки с державкой пластинку со скосами припаивают в шпунт, который выполняется в форме угла.
Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
 Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.Кроме этого, высота головки должна превышать длину стержня.
При отрезании заготовки инструмент не отрезает всю толщу материала, так как на определенной стадии деталь отламывается, в ее середине остается обломок стержня. Когда нужно начисто обработать торцевую часть, основную рабочую кромку затачивают под угол 75 — 80 градусов, в остальных случаях этот угол составляет 90 градусов.
На практике часто используются токарные резцы с ломаной симметричной рабочей кромкой, заточенной под 60 — 80 градусов в плане. Благодаря такой правке инструмент легче входит в материал, облегчается отвод стружки, уменьшается вероятность увода резака. Для этого же при угле 90 градусов с двух сторон выбирают фаски под углом 45 градусов, размером до 1,5 мм.
Установка резца
Инструмент устанавливают под углом 90 градусов к обрабатываемой заготовке, по ее центру. Перепад в доли миллиметра приводит к поломке резца.
Перепад в доли миллиметра приводит к поломке резца.
При токарной обработке хрупких металлов резец держат под углом до 10 градусов. В противном случае заготовка отломается быстрее, чем резак достигнет центра. При работе с быстрорежущими инструментами из цельного металла необходимо соблюдать скорость обработки не более 30 м\минуту. Твердосплавные резаки с напайками работают на повышенных скоростях — до 130 метров в минуту.
Резец отрезной инвертированный
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.
Очень удобен большой вылет режущей пластинки, благодаря которому можно отрезать толстые заготовки, их желательно смазывать во время работы. Инструмент хорош для выборки узких пазов, особенно в местах соприкосновения плоскостей.
Критерии выбора резца
Чтобы отрезной резец служил эффективно и долго, необходимо учитывать следующие параметры при его выборе:
- обрабатываемый материал и виды обработок, интенсивность нагрузок;
- приоритет качеству поверхности или точности габаритов детали;
- степень износостойкости инструмента.

Видеоролик о том, как самому сделать отрезные резцы и правильно его заточить:
Резец отрезной
Оглавление
Виды отрезных резцовОсновные размеры
Геометрия отрезного резца
Выбор отрезного резца
Режимы резания при использовании отрезного резца
Маркировка
Резец отрезной является инструментом, который используется в токарном оборудовании. Его основным предназначением является отрезание относительно небольших слоев металла с заготовки, а также для прорезки узких канавок.
Резец токарный отрезной сталкивается в работе со сложными условиями, которые связаны с затруднительным отводом побочной стружки, которая может скапливаться в зоне резания. Это требует дополнительного охлаждения, которого зачастую нет. Форма резца неблагоприятно располагает к этому, так как у нее получается малая жесткость за счет малой толщины и большого вылета. Такие условия нередко приводят к выкрашиванию кромки и сколам на пластинке. При повышении скорости резания ситуация только усугубляется, так что к подбору и режиму резания стоит подходить достаточно ответственно.
фото:отрезные резцы
Виды отрезных резцов
Существует несколько основных разновидностей, так как резец отрезной может применять в различных производственных случаях. Виды подбираются согласно тому, с чем будет работать инструмент. К примеру:
- Резец отрезной 25х16х140 ВК8 относится к тем изделиям, которые изготавливаются из быстрорежущей стали. Его нельзя применять для работы с калеными металлами и жесткими материалами. Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна.
- Резец отрезной 25х16х140 Т5К10 – это весьма распространенный вид инструмента, так как режущая его часть изготавливается из твердосплавных пластин. Главным преимуществом здесь является то, что он лучше всех противостоит ударам. Отрезные резцы для токарного станка такого вида могут работать с любыми металлами и выдерживают относительно высокие температуры, которые получаются при работе.
- Резец отрезной 25х16 Т15К6 – этот вид также изготавливается из твердосплавных материалов, но главной его особенностью является возможность переносить практически любые высокие температуры. Это самый жаростойкий тип из всей отрезной серии.
 Главным преимуществом здесь является то, что он лучше всех противостоит ударам. Отрезные резцы для токарного станка такого вида могут работать с любыми металлами и выдерживают относительно высокие температуры, которые получаются при работе.
Главным преимуществом здесь является то, что он лучше всех противостоит ударам. Отрезные резцы для токарного станка такого вида могут работать с любыми металлами и выдерживают относительно высокие температуры, которые получаются при работе.
Основные размеры
| Высота,мм | Ширина,мм | Длина,мм | Маркировка |
|---|---|---|---|
| 12 | 12 | 100 | ВК8 |
| 12 | 12 | 100 | Т15К6 |
| 12 | 12 | 100 | Т5К10 |
| 25 | 16 | 140 | ВК8 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 16 | 140 | Т5К10 |
| 32 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т15К6 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 25 | 200 | Т15К6 |
| 40 | 25 | 200 | Т5К10 |
Геометрические параметры отрезного резца
Резец отрезной имеет свое уникальное соотношение параметров в форме резца. Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
фото:геометрические параметры отрезного резца
Выбор отрезного резца
Отрезные резцы для токарного станка при неправильном выборе или использовании не по назначению могут быстро сломаться. В первую очередь стоит отметить, что для постоянного использования нужно подбирать что-то из твердосплавных материалов. Отрезной резец ВК8 будет более дешевым, но его можно использовать только в тех случаях, если потребность в данных операциях возникает периодически.
«Совет профессионалов! Для автоматического оборудования следует подбирать только резец автоматный отрезной. » Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
» Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
Режимы резания при использовании отрезного резца
Отрезные резцы по металлу следует ставить исключительно под прямым углом к оси детали, которая подвергается обработке. Режущая кромка устанавливается выше, в пределах 0,1-0,2 мм, чем обрабатываемая заготовка. Если установить резец кромки ниже, то на торце детали останется необработанный выступ. Расстояние от обработанного торца в прутке до торца закрепляющего приспособления не должно быть более диаметра этого самого прутка.
С учетом того, что резцы данного типа обладают низкой прочностью, отрезание заготовок следует проводить при помощи изогнутого инструмента, у которого режущая кромка направлена вниз. При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
Процесс отрезания следует делать как можно ближе к части, которая отвечает за закрепление. Когда происходит резка хрупкого материала, то на поверхности, где происходит отрезание могут появляться углубления. Это значит, что деталь отломилась в процессе резки. Чтобы такого не случилось, не стоит увеличивать скорость резки, а сам процесс стоит делать очень постепенно.
Маркировка
Маркировка отрезных резцов идет согласно материалу изготовления их режущей пластины. К примеру, Т15К6 относят к твердосплавным материалам, к титановольфрамовой группе. Содержание карбида титана достигает 15%, а кобальта – 6%.
ГОСТ 18874-73 Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры (с Изменениями N 1, 2)
ГОСТ 18874-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПРОРЕЗНЫЕ И ОТРЕЗНЫЕ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
HSS grooving and cutting-off turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222
ВЗАМЕН ГОСТ 10043-62 в части типов VIII и IX; МН 646-64; 647-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в январе 1981 г., декабре 1985 г. (ИУС 4-81, 3-85)
1. Настоящий стандарт распространяется на токарные прорезные и отрезные резцы общего назначения из быстрорежущей стали.
2. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Резец прорезной
Черт.1
Таблица 1
Размеры, мм
Обозначение резцов | Применяемость | Сечение резца | ||||
2120-0501 | 4х4 | 4 | 4 | |||
2120-0502 | 6х6 | 6 | 5 | |||
2120-0503 | 50 | — | 3 | |||
2120-0504 | 8х8 | 8 | 4 | |||
2120-0505 | 5 | |||||
2120-0507 | 4 | |||||
2120-0520 | 5 | |||||
2120-0508 | 10х10 | 60 | 10 | 6 | ||
2120-0509 | 8 | |||||
2120-0511 | 4 | |||||
2120-0521 | 5 | |||||
2120-0512 | 12х12 | 70 | 12 | 30 | 6 | |
2120-0513 | 8 | |||||
2120-0514 | 10 | |||||
2120-0515 | 5 | |||||
2120-0516 | 6 | |||||
2120-0517 | 16х16 | 80 | 15 | 8 | ||
2120-0518 | 10 | |||||
2120-0519 | 12 |
Пример условного обозначения отрезного правого резца сечением мм, с шириной мм, при :
Резец 2130-0517 ГОСТ 18874-73
(Измененная редакция, Изм. N 1).
N 1).
Резец отрезной
Черт.2
Таблица 2
Размеры, мм
Резцы | ||||||||||||||
правые | левые | Испол- нение | Сечение резца | |||||||||||
при | при | при | при | |||||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | |||||||
2130-0501 | 2130-0502 | 2130-0361 | 2130-0362 | 6х6 | 50 | 6 | — | 1,5 | ||||||
2130-0503 | 2130-0504 | 2130-0363 | 2130-0364 | 8х8 | 8 | 2,0 | — | |||||||
2130-0505 | 2130-0506 | 2130-0365 | 2130-0366 | 1 | 10х10 | 60 | 30 | |||||||
2130-0507 | 2130-0508 | 2130-0367 | 2130-0368 | 12х12 | 70 | 10 | ||||||||
2130-0509 | 2130-0510 | 2130-0371 | 2130-0372 | 16х10 | 100 | 20 | 3,0 | |||||||
2130-0511 | 2130-0512 | 2130-0373 | 2130-0374 | 20х12 | 120 | 20 | 50 | 5 | ||||||
2130-0513 | 2130-0514 | 2130-0375 | 2130-0376 | 25 | 4,0 | |||||||||
2130-0515 | 2130-0516 | 2130-0377 | 2130-0378 | 2 | 25х16 | 140 | 20 | 3,0 | ||||||
2130-0517 | 2130-0518 | 2130-0381 | 2130-0382 | 35 | 60 | 5,0 | 6 | |||||||
2130-0519 | 2130-0520 | 2130-0383 | 2130-0384 | 32х20 | 170 | 25 | 4,0 | |||||||
2130-0521 | 2130-0522 | 2130-0385 | 2130-0386 | 40 | 6,0 | |||||||||
2130-0401 | 2130-0402 | 2130-0387 | 2130-0388 | 20х12 | 120 | 4,0 | ||||||||
2130-0403 | 2130-0404 | 2130-0391 | 2130-0392 | 3 | 25х16 | 140 | — | — | 5,0 | — | ||||
2130-0405 | 2130-0406 | 2130-0393 | 2130-0394 | 32х20 | 170 | 4,0 | ||||||||
2130-0407 | 2130-0408 | 2130-0395 | 2130-0396 | 8,0 | ||||||||||
Пример условного обозначения прорезного резца сечением мм, с шириной мм:
Резец 2120-0507 ГОСТ 18874-73
3. Размеры радиусов скруглений и фасок, не указанные на чертеже, принимаются по технологическим соображениям.
Размеры радиусов скруглений и фасок, не указанные на чертеже, принимаются по технологическим соображениям.
4. Элементы конструкций и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
6. Технические требования — по ГОСТ 10047-62.
7. Маркировать — по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Элементы конструкций и геометрические параметры прорезных резцов указаны на черт.1 и в табл.1.
Черт.1
Черт.1
Таблица 1
Размеры, мм
Сечение резца | |
4х4 | 4 |
6х6 | |
8х8 | 6 |
10х10 | 8 |
12х12 | 10 |
16х16 | 12 |
2. Элементы конструкций и геометрические параметры отрезных резцов указаны на черт.2 и в табл.2.
Элементы конструкций и геометрические параметры отрезных резцов указаны на черт.2 и в табл.2.
Черт.2
Черт.2
Таблица 2
Размеры, мм
Сечение резца | Наибольший диаметр отрезка | ||
6х6 | 1,5 | 10 | |
8х8 | 5 | 2,0 | 12 |
10х10 | |||
12х12 | 8 | 16 | |
16х10 | 3,0 | 30 | |
20х12 | 12 | ||
4,0 | 35 | ||
25х16 | 14 | 3,0 | 30 |
5,0 | 50 | ||
32х20 | 18 | 4,0 | 35 |
6,0 | 60 | ||
разновидности, свойства и область применения
В настоящее время в промышленной индустрии во многих станках используются такие приспособления, как резцы. Существуют различные типы данных изделий. Они применяются в токарном, строгальном, токарно–револьверном, долбежном, специальном станках.
Существуют различные типы данных изделий. Они применяются в токарном, строгальном, токарно–револьверном, долбежном, специальном станках.
Описание и конструктивные особенности
Отрезной резец применяется в токарных станках для резки металлических изделий и проделывания узких канавок в деталях. Данное приспособление может иметь разную конструкцию. Для каждого вида токарных работ применяются специальные виды резцов. Все зависит от типа обработки. Так, например, углубления в детали осуществляют с помощью канавочного резца. Режущая головка такого приспособления подобна форме проделываемой канавки. Все зависит от размера требуемого углубления. При использовании жесткого металла приходится выполнять по несколько заходов для того, чтобы сделать канавку.
Резцы токарные отрезные подразделяют по следующим характеристикам.
- По направлению: правые и левые, отогнутые и прямые.
- По типу отделки металла: отрезной резец для черновой, чистовой и тонкой обработки.
- По форме сечения: круглые, квадратные и прямоугольные.
- По разнице в установке по отношению к детали: радиальные и тангенциальные резцы.
- Еще данные приспособления различаются в зависимости от конструкции устройства для ломки стружки и материала, из которого они изготовлены.
Работа отрезного резца происходит в сложных условиях. Любая ненужная нагрузка может привести к выходу из строя данного приспособления в результате того, что его рабочая поверхность слишком мала. При правильной заточке и установке резца можно избежать его поломки. Чтобы увеличить срок службы этого изделия, припаивают пластинку в проточенный угловой паз. Для недопущения поломки режущего инструмента или недоработки выступа на торце детали резец следует устанавливать не выше и не ниже оси. Обработку хрупких материалов проводят под углом примерно 5-10°.
Резец токарный отрезной – установка изделия
Данный процесс не является слишком сложным. Большое распространение имеют резцы из цельного металла, и немного реже применяются данные приспособления с твердосплавной напаянной пластиной. Так как в работе головка данного изделия подвержена сильному боковому трению, то его нужно заузить на 1-2 градуса. И монтируют такое приспособление к обтачиваемому предмету под прямым углом. Существенным моментом при установке является нахождение отрезного резца точно в центре детали. Это является немаловажным в данном случае. В токарных работах с хрупкими материалами применяемый режущий инструмент устанавливают под небольшими углами — 5-10 градусов. В противном случае обрабатываемый пруток может сломаться. Для быстрорежущих приспособлений рабочая скорость должна находиться в интервале от 25 до 30 м/минуту, а для данных изделий с напайкой из твердого сплава – от 125 до 150 м/мин.
Совет
Следует помнить, что отрезной резец должен быть правильно установлен и заточен, иначе он может выйти из строя. Для повышения прочности и жесткости головки указанного изделия ее высота делается больше, чем у стержня. Также необходимо знать, что с целью предотвращения отрывания от державки пластинки целесообразно в угловой паз осуществлять ее напайку, что приведет к увеличению ее площади прилегания и эксплуатационного срока резца.
Для повышения прочности и жесткости головки указанного изделия ее высота делается больше, чем у стержня. Также необходимо знать, что с целью предотвращения отрывания от державки пластинки целесообразно в угловой паз осуществлять ее напайку, что приведет к увеличению ее площади прилегания и эксплуатационного срока резца.
Отрезные и канавочные токарные резцы. Основные виды
Всем привет! Мы продолжаем обзор типов токарных резцов, используемых на универсальных токарных станках и их современных аналогах, которые чаще всего применяются на станках с ЧПУ. В этой статье мы рассмотрим отрезные и канавочные резцы для токарных станков.
А также в конце статьи самым простым способом получим 3д модели современных отрезных и канавочных резцов в SolidWorks.
Начнем с универсальных отрезных и канавочных резцов
Универсальные отрезные и канавочные резцы
Определяется данный вид резца очень просто, его характеризует тонкая
ножка на конце которой напаивается пластина из твердого сплава. Применяется
данный тип резцов, как понятно из названия, для отрезки деталей и обработки
канавок.
Применяется
данный тип резцов, как понятно из названия, для отрезки деталей и обработки
канавок.
По расположению ножки с напаянной пластиной различаются правосторонние и левосторонние отрезные и канавочные резцы.
Все, что описано выше относится к наружной обработки деталей. Но также существуют канавочные резцы для универсальных станков и для внутренней обработки.
Канавочный резец для внутренней обработки.Как ясно из названия он служит для обработки внутренних канавок. Пример данной обработки мы посмотрим в конце урока на примере современного токарного резца для обработки внутренних канавок со сменной пластиной.
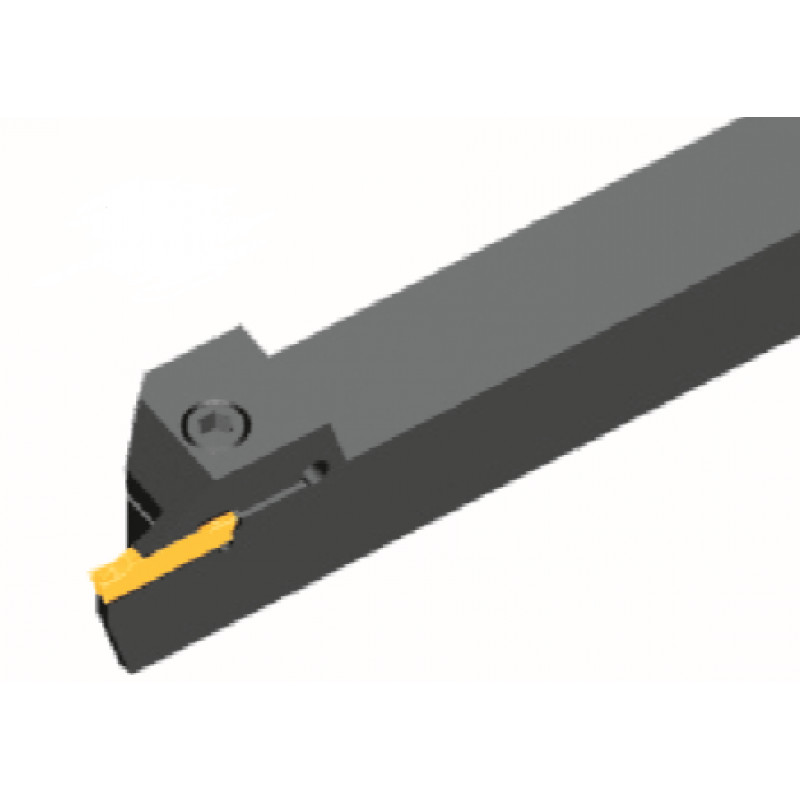
Современные отрезные и канавочные резцы.
Как и все современные токарные резцы данный тип резцов также состоит из державки и сменной платины.
Современные канавочные и отрезные резцы.Как видно из картинки геометрия данных резцов довольно разнообразна.
Модели отрезных и канавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт производителя инструмента «Sandvik coromant», и для примера скачиваем две модели резцов под обозначениями: «RAG123h20-32B», «RF123h23-2525BM».
Сайт «Sandvik coromant»И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».
Скачивание 3д модели инструмента с сайта «Sandvik coromant»Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
Резец для обработки внутренних канавок RAG123h20-32B Резец для отрезки и обработки канавок RF123h23-2525BMКак видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!
Видео анимация токарной обработки с применением резцов для отрезки и обработки канавок
На видео анимации показаны в работе резцы скаченные выше.
Виды токарных резцов. Видео анимация токарной обработки.
Вы можете скачать модели данных резцов для SolidWorks по ссылке ниже:
Скачать 3D модели для SolidWorks токарных резцов для отрезки и обработки канавок.
В этом уроке мы разобрались какие существуют резцы для отрезки и обработки канавок и на этом заканчиваем.
До встречи в следующем уроке!
Пружинный отрезной резец
Пружинный резец для настольного токарного станка типа С3, Калибр, Корвет, итд.
Я бы специально не стал делать, такой резец, но наткнулся на металлическом форуме на тему и почитал, народ доволен пробными результатами.
Я как раз занимался задней бабкой точнее нижним прижимом, смотрю на остаток железки, да вот он мой пружинный отрезной резец.
Попробовать нужно обязательно, что за зверь, решил по быстрому допилить заготовку.
Заготовка, это обрезок фланца трубы.
Сталь, скорее всего обычная СТ30 или ниже, вязкость присутствует а в местах где была сварка, закалка материала не произошла.
Вот что у меня получилось видно на фото.
Вполне работа способная вещь, нужно привыкнуть малость к подаче резца на заготовку.
Пружинный резец режет мягче и снижает уровень вибрации, за счет чего можно увеличить обороты по сравнению с обычным отрезным резцом.
Вот как это было сделано.
Фрезеруем.
Примеряем отрезную пластину.
Фрезерую площадку под прижимной винт пластины.
Нарезаем резьбу и проверяем фиксацию пластины.
Сверлю отверстия и зенкую их для крепления адаптера.
Сверлю под винты режу резьбу и сразу фиксирую планку адаптера.
Адаптер, это просто брусок нужного размера.
Режим.
Собираю и удаляю лишнею длину витов.
Вот и готово.
Так выглядит на станке мой пружинный отрезной резец.
Фото резец в работе.
Фото пробный рез.
Интересно как он работает, обратите внимание на большой свес.
После небольшой эксплуатации вылезло слабое звено, это винты которые соединяют державку и адаптер под кассету или резцедержатель.
У меня правда винты самые обычный крепёж.
Что происходит с ними, так как я сместил крепление всё назад, нагрузка на первый винт резко возрастает в момент работы резца.
И через некоторое время винт срезает, я поменял два раза, вторые были из нержавейки, не помогло, более крепких винтов не нашлось под рукой.
Тогда сделал небольшое углубление под сам адаптер.
Идеально будет если кассета и державка будет представлять одно целое звено а не набор разных элементов как у меня сейчас.
Тут есть моё небольшое видео, оно не очень хорошо вышло, ну это не важно там всё видно а главное слышно, звук станка, для тех кому нужно «3Д» ставят мне минус, не читая что написано под видео.
Видео я переделаю позже, когда будет готова новая пружинная державка, монолитная с кассетой.
Вот даю ссылку на тему для тех кто пропустил и не читал, «Пружинный отрезной резец…» , там полно разного видео в разном качестве и главное много вариантов исполнения державки для разных станков.
Как показали люди на форуме, такой тип державок уже давно использовался и в старых книгах по токарным работам был описан, но всё новое, это хорошо забытое старое.
Всем удачи в творчестве.
Архив режущих инструментов — Hällde
Слайсеры
Нарезает твердые и мягкие овощи, фрукты, грибы и т.д. Кубиками в сочетании с подходящей сеткой для нарезки кубиками. Нарежьте картофель фри в сочетании с решеткой для картофельных чипсов.
СпектрHC Слайсеры
СлайсерыHC имеют двойные ножи и, соответственно, большую производительность. Нарежьте твердые овощи и фрукты и нарежьте кубиками, если используете рекомендованную сетку для нарезания кубиками. Нарежьте картофельные чипсы при использовании решетки для картофельных чипсов.
СпектрСтандартные слайсеры
Нарежьте твердые / твердые продукты, такие как корнеплоды и т. Д. Нарежьте кубиками в сочетании с подходящей сеткой для нарезки кубиками.
СпектрСлайсеры для тонкой нарезки
Нарежьте твердые и мягкие овощи, фрукты, грибы и т. Д. Нарежьте кубиками, смешав их с подходящей сеткой для нарезки кубиками.
СпектрМягкие слайсеры
Нарезать мягкие овощи, фрукты, грибы и т. Д. Нарезать кубиками мягкие продукты в сочетании с подходящей сеткой для нарезки кубиками.
Д. Нарезать кубиками мягкие продукты в сочетании с подходящей сеткой для нарезки кубиками.
Обжимные ножницы
Нарезает декоративные гофрированные ломтики свеклы, огурца, моркови и т. Д.
СпектрОбжимные ножницы HC
Обжимные слайсерыHC имеют двойные ножи и, соответственно, большую производительность. Нарезанные декоративные рифленые дольки свеклы, огурца, моркови и др.
СпектрЖюльен Каттерс
Нарезка соломки из твердых продуктов для супов, салатов, тушеных блюд, украшений и т. Д.Подходит для нарезки слегка изогнутых картофельных чипсов / картофеля фри.
СпектрРезаки HC Julienne
HC Juliennes имеют двойные лопасти и, соответственно, большую производительность. Приготовьте нарезки Жюльен из твердых продуктов для супов, салатов, рагу, гарниров и т. Д. Подходит для нарезки картофельных чипсов.
СпектрТерки / измельчители
Натереть морковь и капусту для сырых салатов. Натереть орехи, миндаль и сухой хлеб. Терка 6 или 8 мм обычно используется для терки сыра для пиццы и для шинковки капусты.
Терка 6 или 8 мм обычно используется для терки сыра для пиццы и для шинковки капусты.
Тёрка мелкая
Для мелко натертых продуктов, например сырого картофеля для шведских картофельных оладий и хлеба для приготовления панировочных сухарей.
СпектрТерка для твердого сыра
Идеально подходит для терки твердых сыров, таких как пармезан. Дает несколько более крупную решетку, чем мелкая терка, очень мелкая.
СпектрТерка мелкая, Экстра мелкая
Натереть на мелкой терке продукты, например, черный редис, натертый на терке для пюре, и картофель для пюре.
СпектрРешетки нарезки кубиками
Нарежьте кубики вместе с подходящим типом слайсера. Нарезать кубиками как твердые, так и мягкие овощи, фрукты и т. Д.
СпектрРешетка для картофельных чипсов / картофеля фри
Нарезайте картофельные чипсы вместе с слайсером 10 мм, HC Slicer 10 мм или Soft Slicer 10 мм.
СпектрВозможности игры в кости
Широкий выбор решеток для нарезки кубиками доступен для машин HALLDE для приготовления овощей и комбинированных резаков. Они предназначены для резки кубиков в сочетании с любым рекомендуемым типом слайсера.
Они предназначены для резки кубиков в сочетании с любым рекомендуемым типом слайсера.
Решетка для нарезки кубиками диаметром 185 мм
| Арт. | Описание | Совместима с | Может использоваться со следующими моделями |
|---|---|---|---|
| 83290 | Сетка для нарезки кубиками 6 × 6 мм | Слайсер 3-6 мм | RG-100 RG-200 RG-250 RG-250 diwash |
| 83291 | Сетка для нарезки кубиками 8 × 8 мм | Слайсер 3-8 мм Мягкий слайсер 8 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83292 | Сетка для нарезки кубиками 10 × 10 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83293 | Сетка для нарезки кубиками 12 × 12 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83294 | Сетка для нарезки кубиками низкая 12 × 12 мм | Мягкая ломтерезка 12 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83295 | Сетка для нарезки кубиками 15 × 15 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83296 | Сетка для нарезки кубиками низкая 15 × 15 мм | Fine Cut Slicer 15 мм Soft Slicer 12-15 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83297 | Сетка для нарезки кубиками 20 × 20 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм | CC-34 RG-50 RG-100 RG-200 RG-250 RG-250 diwash |
| 83298 | Сетка для нарезки кубиками низкая 20 × 20 мм | Fine Cut Slicer 15 мм Soft Slicer 15 мм | RG-100 RG-200 RG-250 RG-250 diwash |
| 83299 | Сетка для нарезки кубиками Extra Low 20 × 20 мм | Стандартный слайсер 20 мм | RG-250 RG-250 diwash |
Решетки для нарезки кубиками диаметром 215 мм, из нержавеющей стали
Арт. | Описание | Можно комбинировать с | Может использоваться в следующих моделях |
| 37177 | Сетка для нарезки кубиками 6 × 6 мм | Слайсер 3-6 мм HC Слайсер 4-6 мм | RG-350 RG-300i RG-400i |
| 37178 | Сетка для нарезки кубиками 8 × 8 мм | Слайсер 3-8 мм Мягкий слайсер 8 мм HC Слайсер 4-8 мм | RG-350 RG-300i RG-400i |
| 37179 | Сетка для нарезки кубиками 10 × 10 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм HC Слайсер 4-10 мм | RG-350 RG-300i RG-400i |
| 37180 | Сетка для нарезки кубиками 12 × 12 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм HC Слайсер 4-10 мм | RG-350 RG-300i RG-400i |
| 37181 | Сетка для нарезки кубиками низкая 12 × 12 мм | Soft Slicer 12 мм HC Slicer 12 мм | RG-350 RG-300i RG-400i |
| 37182 | Сетка для нарезки кубиками 15 × 15 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм HC Слайсер 4-10 мм | RG-350 RG-300i RG-400i |
| 37183 | Сетка для нарезки кубиками низкая 15 × 15 мм | Fine Cut Slicer 14 мм Soft Slicer 12-15 мм HC Slicer 12-15 мм | RG-350 RG-300i RG-400i |
| 37184 | Сетка для нарезки кубиками 20 × 20 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм HC Слайсер 4-10 мм | RG-350 RG-300i RG-400i |
| 37185 | Сетка для нарезки кубиками низкая 20 × 20 мм | Fine Cut Slicer 14-20 мм Soft Slicer 12-15 мм HC Slicer 12-20 мм | RG-350 RG-300i RG-400i |
| 37186 | Сетка для нарезки кубиками 25 × 25 мм | Слайсер 3-10 мм Мягкий слайсер 8-10 мм HC Слайсер 4-10 мм | RG-350 RG-300i RG-400i |
| 37187 | Сетка для нарезки кубиками низкая 25 × 25 мм | Fine Cut Slicer 14-20 мм Soft Slicer 12-15 мм HC Slicer 12-20 мм | RG-350 RG-300i RG-400i |
Излишки режущего инструмента и новые твердосплавные пластины дешево для грязи
 youtube.com/embed/FjcUU4878iA» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/FjcUU4878iA» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»allowfullscreen»/> Скидки на оснастку для станочных цехов и производственных компаний
С 2011 года, излишки режущего инструмента, также известные как SurplusCuttingTools.com смогла предоставить станочным цехам и производственным компаниям большие скидки на излишки металлорежущего инструмента, станков, оборудования и промышленных материалов. Всего за 5 лет работы мы уже создали базу постоянных клиентов, насчитывающую более 8 500 мастерских и производственных компаний по всей территории Соединенных Штатов Америки. Большинство наших клиентов — это небольшие и средние машиностроительные и производственные цеха. Очевидно, что большинство малых и средних машинных мастерских не могут позволить себе неограниченный ежемесячный бюджет на инструменты.И не только это, но и эти трудолюбивые и высококвалифицированные машинные мастерские составляют прямую конкуренцию зарубежным производственным компаниям. Как мы все знаем, у этих зарубежных производственных компаний гораздо более низкая стоимость рабочей силы, что делает невозможным для американских машиностроительных заводов конкурировать, когда дело касается цены. В Surplus Cutting Tools, также известном как SurplusCuttingTools.com, мы поставили перед собой задачу предоставить машинным цехам и производственным компаниям в США возможность сэкономить до 70% на новом промышленном инструменте известного бренда.
Как мы все знаем, у этих зарубежных производственных компаний гораздо более низкая стоимость рабочей силы, что делает невозможным для американских машиностроительных заводов конкурировать, когда дело касается цены. В Surplus Cutting Tools, также известном как SurplusCuttingTools.com, мы поставили перед собой задачу предоставить машинным цехам и производственным компаниям в США возможность сэкономить до 70% на новом промышленном инструменте известного бренда.
Surplus Cutting Tools, также известный как SurplusCuttingTools.com, является надежным продавцом излишков станков, режущих инструментов и промышленных принадлежностей. Посещая аукционные продажи Surplus по всей стране, мы смогли постоянно закупать новые режущие инструменты известных брендов и промышленные материалы по очень низкой цене. Все дело в выплате вперед и передаче экономии нашим клиентам.Так что, если мы видим сделку, мы сразу к ней присоединяемся! Это также означает, что мы должны хранить большое количество товаров на регулярной основе, что может быть довольно рискованно и, возможно, привести к потере денег на сделке. Все, что вы видите на этом сайте, будет со скидкой 50-75% … Совершенно новый Surplus менее чем за 1/2 цены — это то, что мы делаем. Никогда больше не платите полную цену за режущие инструменты !!! В основном то, что вы найдете на этом сайте, — это излишки твердосплавных пластин, но следите за ними, потому что вы никогда не знаете, с чем можете столкнуться.Некоторые из наших излишков режущего инструмента включают твердосплавные пластины, твердосплавные сверла, метчики, штампы, сверла из кобальта и быстрорежущей стали, твердосплавные инструменты, абразивные материалы, торцевые фрезы, фрезы, измерительные приборы, шлифовальные станки, защитное оборудование, оборудование, перчатки, алмазные изделия. , алмазные диски, алмазные инструменты, держатели инструментов, воздушный шланг, шлифовальные ленты, расточные оправки, активные центры, мертвые точки, токарные инструменты, сменные чеки, цанги, центрирующие сверла, зондовые сверла, пневматические инструменты, полотна для продольной резки, полотна для ленточных пил, циферблат индикаторы, v-образные блоки, комплекты для обслуживания и многое другое.
Все, что вы видите на этом сайте, будет со скидкой 50-75% … Совершенно новый Surplus менее чем за 1/2 цены — это то, что мы делаем. Никогда больше не платите полную цену за режущие инструменты !!! В основном то, что вы найдете на этом сайте, — это излишки твердосплавных пластин, но следите за ними, потому что вы никогда не знаете, с чем можете столкнуться.Некоторые из наших излишков режущего инструмента включают твердосплавные пластины, твердосплавные сверла, метчики, штампы, сверла из кобальта и быстрорежущей стали, твердосплавные инструменты, абразивные материалы, торцевые фрезы, фрезы, измерительные приборы, шлифовальные станки, защитное оборудование, оборудование, перчатки, алмазные изделия. , алмазные диски, алмазные инструменты, держатели инструментов, воздушный шланг, шлифовальные ленты, расточные оправки, активные центры, мертвые точки, токарные инструменты, сменные чеки, цанги, центрирующие сверла, зондовые сверла, пневматические инструменты, полотна для продольной резки, полотна для ленточных пил, циферблат индикаторы, v-образные блоки, комплекты для обслуживания и многое другое. …..
…..
Новые излишки добавляются еженедельно, поэтому, пожалуйста, проверяйте регулярно !!!
Режущие инструменты | Загрузки | SUMITOMO ELECTRIC HARDMETAL
Свяжитесь с нами Глобальный сайт Язык Язык- > японский
- > английский
- > китайский
- > португальский
- > Индонезийский
- > тайский
ЗАКРЫТЬ
МЕНЮ
- Продукты
Товары
Индекс продуктов
- Режущие инструменты
- Алмаз / CBN
- Лазерная оптика
- Карбидные материалы
- Выбор оценок
- Выбор стружколома
- Технология (карбид)
- Технология (CBN / PCD)
- Загрузки
Загрузки
Индекс загрузок
- Общий каталог
- Режущие инструменты
- электронные книги
- Данные САПР
- Алмаз / CBN
- Лазерная оптика
- Карбидные материалы
- Программы
- О нас
Насчет нас
О нас Указатель
- профиль компании
- Сеть продаж
- Производственная сеть
- Инструментальная инженерия
Центр - Принцип
- Развитие
- История брендов
- Свяжитесь с нами
- CSR
CSR
Индекс КСО
- Экологическая деятельность
- Переработка твердосплавных инструментов
- Экологическая деятельность
Выбрать язык
- Японский
- Английский
- Китайский
- Португальский
- Индонезийский
- Тайский
- Глобальный сайт
- Загрузки
- Режущие инструменты
- Общий каталог
- Пластины
- Держатели
- Обработка канавок / отрезка / нарезание резьбы
- Мелкие инструменты
- Инструмент
- Фрезы
- Отрасли промышленности
- Концевые фрезы
- Сверла
- CBN / PCD
Категория
- Режущие инструменты
- Общий каталог
- Вставки
- Держатели
- Обработка канавок / Отрезка / Нарезание резьбы
- Мелкие инструменты
- Инструменты
- Фрезы
- Отрасли промышленности
- Концевые фрезы
- Сверла
- CBN / PCD
- Бриллиант / CBN
- Лазерная оптика
- Карбидные материалы
Другое
- электронные книги
- Данные CAD
- Приложения
- Расчет резания
- Продукты
- Режущие инструменты
- Бриллиант / CBN
- Лазерная оптика
- Карбидные материалы
- Выбор марок
- Выбор стружколома
- Технология (карбид)
- Технология (CBN / PCD)
- Загрузки
- Режущие инструменты
- Бриллиант / CBN
- Лазерная оптика
- Карбидные материалы
- электронные книги
- CAD (DXF / STEP)
- Приложения
- Расчет резания
- О нас
- Торговая сеть
- Профиль компании
- История брендов
- Производственная сеть
- Центр инструментальной инженерии
- Принцип
- Развитие
- CSR
- SDS (Паспорт безопасности)
- Экологическая деятельность
- Переработка твердосплавного инструмента
- Свяжитесь с нами
- Политика пользователя
Присоединяйтесь к нам
- Карта сайта |
- Положения и условия |
- Политика конфиденциальности
- Карта сайта
- Положения и условия
- Политика конфиденциальности
