Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные — для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
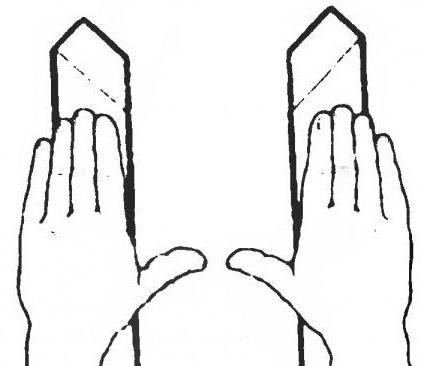
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
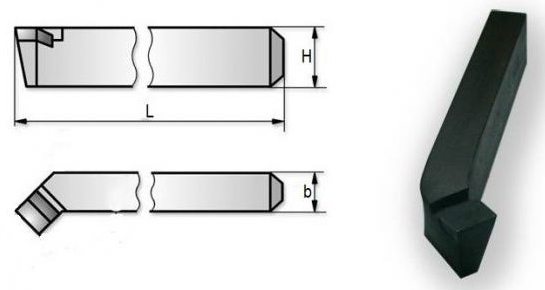
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.
В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
Резец подрезной
Оглавление
Виды подрезных резцовОсновные размеры
Геометрия подрезного резца
Выбор подрезного резца
Режимы резания
Маркировка
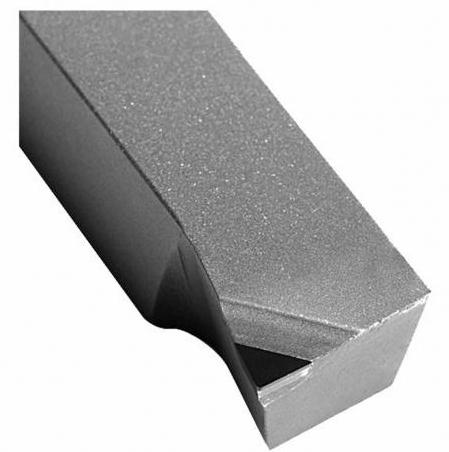
Резец подрезной является одним из основных видов токарных инструментов, которые используются для обработки изделий. Он имеет криволинейный профиль передней поверхности. Благодаря такой особенности конструкции стружка при работе завивается, что облегчает ее уборку. Также здесь присутствует фаска, которая упрочняет режущую кромку. Токарные подрезные резцы могут использоваться для выполнения фасок, точения наружных поверхностей, торцевания деталей или заготовок и так далее. Нередко эти изделия применяются для черновой обработки, когда после них еще до конечного этапа приходится выполнить еще несколько операций.
Для изделий из быстрорежущей стали соответствует ГОСТ 18871-73, а для резцов из твердосплавных материалов – ГОСТ 18880-73. Разница в материале изготовлении несколько расширяет сферу применения, так как появляется возможность работать с заготовками из различных материалов. Чаще всего они используются при изготовлении деталей из заготовок. Для процесса обработки используется продольная и поперечная подача станка. Резец токарный подрезной торцевой, в основном, предназначается для выполнения простых операций по стачиванию лишних элементов. Во многих токарных мастерских резец подрезной является одним из основных инструментов, так как обработка торцов требуется во многих заготовках при изготовлении.
фото:резец токарный подрезной отогнутый
Несмотря на то, что данные изделия применяются для одного из самых простых видов работ, здесь имеется несколько разновидностей, которые влияют на принцип работы. Резец подрезной прямой не имеет каких-либо изгибов и его использую в тех случаях, когда нужно обточить лишние части на детали. Его применяют для грубой обработки, когда нужно снимать большую часть, что нередко совершается за несколько проходов.
Помимо этого встречается еще резец подрезной погнутый. Им можно совершать все те же операции, но уже с более сложными формами изделий. Изогнутая форма дает возможность дойти до труднодоступных мест, которые идут в средине детали и так далее. Данный тип также не всегда используется для чистовой обработки, причем многое зависит от параметров самого резца, так как толщина и вид материала влияют на способ работы.
Резец токарный подрезной торцевой упорный рекомендуется использовать для точения изделий, материал которых обладает слабой жесткостью. Его применяют для обточки ступенчатых поверхностей и подрезки бортиков.
Вышеуказанные типы могут изготавливаться как из быстрорежущей стали, и тогда их используют для работы с относительно небольшими размерами заготовок. Даже в случае если нужно снимать большой слой металла, то рекомендуется делать несколько проходов. Здесь же есть ограничения по работе с заготовками из прочного металла, так как сама быстрорежущая сталь не является очень прочной и какая бы заточка не была, при работе с калеными изделиями, бронзой и так далее, они просто быстро затупятся.
Резец подрезной из твердосплавными вставками хоть и является более дорогостоящим, но при этом может работать с любыми заготовками.
Основные размеры
| Высота,мм | Ширина,мм | Длина,мм | Марка |
|---|---|---|---|
| 12 | 12 | 50 | ВК8 |
| 16 | 10 | 100 | ВК8 |
| 16 | 12 | 100 | ВК8 |
| 20 | 12 | 120 | Т5К10 |
| 20 | 16 | 120 | Т5К10 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | |
| 40 | 32 | 260 | Т15К6 |
Здесь в основном встречаются такие материалы изготовления, как два сорта твердосплавной стали и одна быстрорежущая.
Геометрия подрезного резца
Вне зависимости от типа и изгиба инструмента, резец подрезной имеет очень схожую геометрию и состоит из одних и тех же составных частей:
- Головка – основная рабочая часть, которая выполнена из стальной пластины.
- Стержень или тело – выполняется из обыкновенной стали и служит только для крепления в станке.
- Опорная поверхность – с ее помощью закрепляется резец в держателе станка.
- Передняя поверхность – именно через нее происходит откат стружки с поверхности заготовки.
- Главная режущая кромка – она разрезает материал.
- Вспомогательная кромка – образует вершину резца на пересечении с главной режущей кромкой.
- Вершина лезвия – ею является точка соприкосновения режущего инструмента и заготовки.
- Главная задняя поверхность – поддерживает пластину.
- Вспомогательная задняя поверхность – позволяет режущему инструменту свободно передвигаться по поверхности, которая подвергается обработке.
Выбор подрезного резца
Когда вы выбираете инструмент, то необходимо учитывать несколько основных рекомендаций. В первую очередь следует определиться, с какими металлами будет взаимодействие, так как обрабатываемая деталь всегда должна быть менее жесткой, чем материал резца. Это следует выяснять путем сравнения марок стали, из которых они состоят.
Чтобы подобрать инструмент по геометрическим параметрам и классифицирующим признакам, следует сначала определиться, что является более важным, качество обрабатываемой поверхности или точность геометрических размеров. Износостойкость материала напрямую зависит от его жесткости.
«Совет профессионалов! Несмотря на высокую стоимость жестких твердосплавных резцов, для ежедневной многочасовой работы стоит выбирать именно их, так как они будут изнашиваться намного дольше.»
Режимы резания
Когда используется резец подрезной ВК8, то процесс подрезания уступов и торцов совершается при помощи продольной и поперечной передачи, как и при работе с цилиндрическими поверхностями. Черновая обработка происходит при поперечной подаче в пределах от 0,3 до 0,7 мм за один оборот, а глубина резания идет на 2-5 мм. Для чистовой обработки эти параметры составляют от 0,1 до 0,3 мм за один оборот и до 1 мм глубины соответственно.
Маркировка
В маркировке, как правило, указывают марку стали, используемую в режущей поверхности. К примеру, резец подрезной Т15К6, который принадлежит к титановольфрамовой группе, означает следующее:
- Т15 – содержание карбида титана 15%;
- К6 – содержание кобальта 6%.
ГОСТ 18880-73 Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры (с Изменениями N 1, 2, 3), ГОСТ от 08 июня 1973 года №18880-73
ГОСТ 18880-73
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ ПОДРЕЗНЫЕ ОТОГНУТЫЕ
С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped bent side turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 20.02.81 N 866
ВЗАМЕН ГОСТ 6743-61 в части типа V; МН 592-64
ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в феврале 1981 г., июне 1985 г., январе 1986 г. (ИУС 5-81, 9-85, 5-86)
1. Настоящий стандарт распространяется на токарные подрезные отогнутые резцы общего назначения с напаянными пластинами из твердого сплава.
Стандарт полностью соответствует СТ СЭВ 192-75.
(Измененная редакция, Изм. N 1, 2).
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
Черт.
_________________
* Размеры для справок.
Резцы | Тип пластин | ||||||||||||
Угол врезки пластин 10° | Угол врезки пластин 0° | Сечение резца | по ГОСТ 25397-90 | ||||||||||
правые | левые | правые | левые | Угол врезки | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | 10° | 0° | ||||
2112-0101 | 2112-0102 | 2112-0103 | 2112-0140 | 12х12 | 100 | 6 | 06 | ||||||
2112-0084 | 2112-0085 | 2112-0086 | 2112-0087 | 16х10 | 110 | 5 | |||||||
2112-0011 | 2112-0012 | 2112-0051 | 2112-0052 | 16х12 | 100 | 7 | 0,4 | ||||||
2112-0003 | 2112-0004 | 2112-0053 | 2112-0054 | 20х12 | 125 | 6 | |||||||
2112-0013 | 2112-0014 | 2112-0055 | 2112-0056 | 20х16 | 120 | 8 | |||||||
2112-0005 | 2112-0006 | 2112-0057 | 2112-0058 | 25х16 | 140 | 8 | 06 | ||||||
2112-0015 | 2112-0016 | 2112-0061 | 2112-0062 | 25х20 | 140 | 11 | 66 | ||||||
2112-0007 | 2112-0008 | 2112-0063 | 2112-0064 | 32х20 | 170 | 10 | |||||||
2112-0017 | 2112-0018 | 2112-0065 | 2112-0066 | 32х25 | 170 | 13 | 0,8 | ||||||
2112-0009 | 2112-0010 | 2112-0067 | 2112-0068 | 40х25 | 200 | 12 | |||||||
2112-0019 | 2112-0020 | 2112-0071 | 2112-0072 | 40х32 | 200 | 13 | |||||||
2112-0021 | 2112-0022 | 2112-0073 | 2112-0074 | 50х32 | 240 | 14 | |||||||
Пример условного обозначения правого подрезного резца сечением мм, с углом врезки в стержень 10°, с пластиной из твердого сплава марки ВК6:
Резец 2112-0005 ВК6 ГОСТ 18880-73
(Измененная редакция, Изм. N 1, 2, 3).
3. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°.
4. (Исключен, Изм. N 1).
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688-61.
8. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Элементы конструкций и геометрические параметры резцов указаны на черт.1, 2 и в таблице.
Черт.1
Черт.1
Черт.2
Черт.2
Размеры в мм
Обозначение пластин по ГОСТ 25397-90 | ||||||||||||
Сечение резца | Угол врезки пластин | Угол врезки пластин | ||||||||||
10° | 0° | 0° | 10° | 0° | ||||||||
правых | левых | правых | левых | |||||||||
12х12 | 5,0 | 8,8 | 6,8 | 7,2 | 9,0 | — | 11 | 06030 | ||||
16х10 | 4,0 | 7,0 | 6,0 | 6,5 | 13,5 | — | 9 | 06010 | 06010 | |||
16х12 | 5,0 | 8,8 | 6,8 | 7,2 | 13,0 | — | 11 | 06030 | 06030 | |||
20х12 | 17,0 | — | ||||||||||
20х16 | 6,0 | 10,4 | 8,5 | 9,2 | 15,3 | 15,5 | 17,5 | 13 | 06050 | 06060 | 66050 | 66060 |
25х16 | 20,3 | 20,5 | 22,5 | |||||||||
25х20 | 8,0 | 14,0 | 12,1 | 13,0 | 19,3 | 19,5 | 22,0 | 17 | 06090 | 06100 | 66090 | 66100 |
32х20 | 26,3 | 26,5 | 29,0 | |||||||||
32х25 | 10,0 | 17,6 | 15,8 | 16,8 | 25,3 | 25,5 | 28,5 | 21 | 06130 | 06140 | 66130 | 66140 |
40х25 | 33,3 | 33,5 | 36,5 | 23 | ||||||||
40х32 | 12,5 | 22,2 | 17,3 | 18,6 | 32,2 | 32,5 | 36,0 | 06170 | 06180 | 66170 | 66180 | |
50х32 | 42,2 | 42,5 | 46,0 | 24 | ||||||||
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1, 2, 3).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. —
М.: ИПК Издательство стандартов, 2003
ГОСТ 18871-73 Резцы токарные подрезные торцовые с пластинами из быстрорежущей стали. Конструкция и размеры (с Изменением N 1), ГОСТ от 07 июня 1973 года №18871-73
ГОСТ 18871-73
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ПОДРЕЗНЫЕ ТОРЦОВЫЕ
С ПЛАСТИНАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Конструкция и размеры
HSS tipperd face side turning tools.
Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 июня 1973 г. N 1428
Ограничение срока действия снято Постановлением Госстандарта СССР от 23.01.81 N 222
ВЗАМЕН ГОСТ 10043-62 в части типа V; МН 5221-64
ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81)
1. Настоящий стандарт распространяется на токарные подрезные торцовые резцы общего назначения с напаянными пластинами из быстрорежущей стали.
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
Размеры, мм
Резцы | |||||||
правые | левые | Сечение резца | Форма пластин по ГОСТ 2379-77 | ||||
Обозначение | Приме- няемость | Обозначение | Приме- няемость | ||||
2112-0031 | 2112-0032 | 16х10 | 100 | 4 | |||
2112-0033 | 2112-0034 | 20х12 | 120 | 5 | |||
2112-0035 | 2112-0036 | 25х16 | 140 | 6 | 43 | ||
2112-0037 | 2112-0038 | 32х20 | 170 | 8 | |||
2112-0039 | 2112-0040 | 40х25 | 200 | 10 | |||
Пример условного обозначения правого резца сечением мм:
Резец 2112-0035 ГОСТ 18871-73
1, 2. (Измененная редакция, Изм. N 1).
3. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
4. Элементы конструкций и геометрические параметры резцов указаны в приложении.
5. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18868-73.
6. Технические требования — по ГОСТ 10047-62.
7. Маркировать — по ГОСТ 10047-62 с добавлением обозначения резца.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
Элементы конструкций и геометрические параметры резцов указаны на чертеже и в таблице.
Чертеж
Размеры, мм
Сечение резца | Номера пластин по ГОСТ 2379-77 | ||||
Правые | Левые | ||||
16х10 | 10 | 7,6 | 10,5 | 4301 | 4302 |
20х12 | 12 | 14,5 | 4303 | 4304 | |
25х16 | 16 | 9,1 | 18,5 | 4305 | 4306 |
32х20 | 20 | 12,1 | 23,5 | 4307 | 4308 |
40х25 | 25 | 15,2 | 29,0 | 4309 | 4310 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
Резцы. Конструкция и размеры.
Часть 1: Сб. ГОСТов. —
М.: ИПК Издательство стандартов, 2003
Настройки постоянства
Как работает приложение AppExpert
Начать работу с AppExpert
Настроить конфигурацию AppExpert
Настроить аутентификацию пользователя
Мониторинг статистики NetScaler
Удалить приложение AppExpert
Настроить аутентификацию, авторизацию и аудит приложений.
Настроить собственное приложение NetScaler
Создание и управление файлами шаблонов
Приложения NetScaler Gateway
Настройка конфигурации
Использование постоянных томов | Руководство разработчика
Если вы точно знаете, какой PersistentVolume вам нужен, PersistentVolumeClaim для привязки, вы можете указать PV в своем PVC, используя volumeName поле. Этот метод пропускает обычный процесс сопоставления и привязки.
PVC сможет связываться только с PV, имя которого указано в имя тома . Если такой PV с таким именем существует и равен Доступно , PV и
PVC будет связан независимо от того, соответствует ли PV этикетке PVC.
селектор, режимы доступа и запросы ресурсов.
Пример 1. Определение объекта утверждения постоянного тома с именем тома
apiVersion: "v1"
вид: "PersistentVolumeClaim"
метаданные:
имя: "заявка1"
спецификации:
accessModes:
- «ReadWriteOnce»
Ресурсы:
Запросы:
хранилище: «1Gi»
volumeName: "pv0001" Возможность установки |
Администратор кластера должен сначала подумать о настройке
селектор-метка
привязка тома, прежде чем прибегать к настройке |
Вы также можете захотеть, чтобы администратор кластера «зарезервировал» том только для
ваше требование, чтобы никто другой не мог быть связан с ним раньше вашего. В
В этом случае администратор может указать PVC в PV, используя claimRef поле.PV сможет связываться только с PVC с таким же именем и
пространство имен, указанное в claimRef . Режимы доступа PVC и запросы ресурсов
все же должно быть выполнено, чтобы PV и PVC были связаны, хотя
селектор меток игнорируется.
Определение объекта постоянного тома с ClaimRef
API Версия: v1
вид: PersistentVolume
метаданные:
имя: pv0001
спецификации:
вместимость:
хранение: 1Gi
accessModes:
- ReadWriteOnce
nfs:
путь: / tmp
сервер: 172.17.0.2
persistentVolumeReclaimPolicy: Recycle
требованиеRef:
имя: претензия1
пространство имен: по умолчанию Указание volumeName в вашем PVC не предотвращает
PVC от привязки к указанному PV раньше вашего. Ваша претензия останется Ожидается , пока PV не станет Доступно .
Указание ClaimsRef в PV не препятствует тому, чтобы указанный PVC был
привязан к другому PV. PVC может выбрать другой PV для привязки
в соответствии с обычным процессом связывания.Поэтому, чтобы избежать этих сценариев и
убедитесь, что ваша претензия связана с требуемым объемом, вы должны убедиться, что оба volumeName и ClaimRef .
Вы можете сказать, что ваша установка volumeName и / или claimRef повлияла на
процесс сопоставления и привязки путем проверки пары Bound PV и PVC для pv.kubernetes.io/bound-by-controller аннотация. PV и PVC, где вы
задайте volumeName и / или claimRef , такой аннотации не будет,
но для обычных PV и PVC будет установлено значение «да» .
Когда PV имеет ClaimRef , установленную на некоторое имя PVC и пространство имен, и
утилизировано в соответствии с политикой возврата Retain или Recycle , его претензия Ref останется установленным на то же имя и пространство имен PVC, даже если PVC или весь
пространство имен больше не существует.
Настроить постоянные соединения
Введение в политики и выражения
Настройка инфраструктуры расширенных политик
Настройка расширенного выражения политики: начало работы
Расширенные выражения политики: оценка текста
Расширенные выражения политики: работа с датами, временем и числами
Расширенные выражения политики: анализ данных HTTP, TCP и UDP
Расширенные выражения политики: анализ сертификатов SSL
Расширенные выражения политики: IP- и MAC-адреса, пропускная способность, идентификаторы VLAN
Расширенные выражения политики: функции Stream Analytics
Расширенные выражения политики: DataStream
Приведение типов данных
постоянных томов | Kubernetes
Редактировать страницу
В этом документе описывается текущее состояние постоянных томов в Kubernetes. Предлагается знакомство с томами.
Введение
Управление хранилищем — это особая проблема, отличная от управления вычислительными экземплярами. Подсистема PersistentVolume предоставляет API для пользователей и администраторов, который абстрагирует детали того, как предоставляется хранилище, от того, как оно потребляется. Для этого мы представляем два новых ресурса API: PersistentVolume и PersistentVolumeClaim.
PersistentVolume (PV) — это часть хранилища в кластере, которая была предоставлена администратором или динамически предоставлена с использованием классов хранилища. Это ресурс в кластере, точно так же, как узел является ресурсом кластера. PV — это плагины томов, такие как Volumes, но их жизненный цикл не зависит от какого-либо отдельного модуля, использующего PV. Этот объект API фиксирует детали реализации хранилища, будь то NFS, iSCSI или система хранения, зависящая от облачного провайдера.
PersistentVolumeClaim (PVC) — это запрос пользователя на хранение. Это похоже на Pod. Поды потребляют ресурсы узлов, а PVC — фотоэлектрические ресурсы. Поды могут запрашивать определенные уровни ресурсов (ЦП и память). Заявления могут запрашивать определенный размер и режимы доступа (например, они могут быть смонтированы ReadWriteOnce, ReadOnlyMany или ReadWriteMany, см. AccessModes).
Хотя PersistentVolumeClaims позволяют пользователю использовать абстрактные ресурсы хранения, обычно пользователям требуются PersistentVolumes с различными свойствами, такими как производительность, для решения различных проблем.Администраторы кластера должны иметь возможность предлагать множество PersistentVolumes, которые отличаются не только размером и режимами доступа, но и не раскрывают пользователям подробности того, как эти тома реализованы. Для этих нужд есть ресурс StorageClass .
См. Подробное руководство с рабочими примерами.
Жизненный цикл тома и претензии
PV — это ресурсы в кластере. PVC являются запросами для этих ресурсов, а также действуют как проверки требований к ресурсу.Взаимодействие между PV и PVC следует этому жизненному циклу:
Provisioning
Есть два способа предоставления PV: статический или динамический.
Статический
Администратор кластера создает несколько PV. Они несут детали реального хранилища,
.