⚙ Рейтинг точилок для сверл на 2020 год
- 📺 Бытовая техника
- 👪 Дом и быт
- 👩⚕ Здоровье
- 🐠 Зоотовары
- 🎀 Красота
- 🎁 Подарки
- 🥑 Продукты
- 🌿 Растения
- 🛠️ Ремонт
- 🌳 Садовая техника
- 🏆 Спорт
- 🎈 Товары для детей
- 🚀 Электроника
- 🎨 Хобби
- 📚 Книги
- ⚙ Программы и приложения
- Обзоры
- Рейтинги
Поиск
Лучшие рейтинги и обзоры- Обзоры
- Рейтинги
- Рейтинги
- 🛠️ Ремонт
Автор
Никита Иванович 1Рекомендации по заточке сверл своими руками и изготовлению приспособления для этого
 Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам.
Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам.Не понимая физических процессов резания, не зная параметров углов и, главное, почему для каждого материала имеется свой угол заточки сверла, невозможно сделать приспособление. В связи с этим считаем важным для всех мастеров краткую техническую информацию о сверлах.
Сверла
Важно. Сразу предупреждаем, что универсального приспособления для заточки всех видов сверл в природе не существует. Такой агрегат не могут сделать даже на самых современных промышленных предприятиях, не говоря уже о кустарных условиях.
Мы дадим инструкцию изготовления приспособления лишь для наиболее используемых и простых с технической точки зрения режущих инструментов.
Приспособление для заточки свёрл
Вне зависимости от конкретного назначения и вида все сверла по дереву имеют острый наконечник, он удерживает центр при начале сверления.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.
Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.
Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.
Сверла по металлу Haisser
Цены на набор сверл по металлу
Набор сверл по металлу
Самодельные приспособления для заточки сверл никогда не смогут заточить сложные режущие поверхности, они не в состоянии полностью восстановить первоначальные технические свойства инструментов. Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Инструкция по изготовлению приспособления для сверл большого диаметра
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях. Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.

Сверло перекалено
Так выглядит перегретое сверло
- Быстро уменьшается длина сверла. Если заводское приспособление снимет доли миллиметра в зависимости от сложности повреждений, приспособление не более миллиметра, то при ручной заточке длина сверла за один раз может уменьшаться сразу на несколько миллиметров. Сроки пользования сокращаются, не все отверстия таким сверлом уже можно сделать.
- Режущие кромки расположены не по центру сверла.
Режущие кромки расположены не по центру сверла
Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр. Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.
Слом сверла
Как вытащить застрявшее сверло из дрели

Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции.
Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции.
Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно.
Цена работы только потерянное время.
Цены на станки и приспособления для заточки инструмента
Станки и приспособления для заточки инструмента
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.
Подготовленные материалы
Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.
На внутреннем сгибе болгаркой спилен отлив
Добейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.
Плотное соприкосновение уголков
Шаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание.
Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении. Длина тонкой трубы примерно 50 мм, короткой примерно 30 мм.
Размены произвольные, они никакого влияния на работоспособность приспособления не оказывают.
Один отрезок трубы должен плотно входить в другой
Распил длинного отрезка трубы
Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла.
Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.
Вырезана ниша под уголок
Угол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.
Угол между двумя режущими плоскостями сверла
Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.
Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.
Приварен уголок
Шаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
Цены на популярные модели сварочных аппаратов
Сварочные аппараты
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.
Приварена гайка
- Подготовьте небольшую упорную пластинку и высверлите в ней отверстие под болт. Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.
Приварена пластинка и вторая гайка
 Приварите к трубке пластинку.
Приварите к трубке пластинку.Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.
Приварена пластина-основание
Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.
Проверка функциональности
Проверка положения сверла
Шаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.
Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.
Гайка и болтик
Не забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.
Готовое приспособление для фиксации сверла
Приспособление приварено к основной направляющей
Но для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла.
Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом.

Ограничитель изготавливается в несколько этапов.
Снизу приварен ограничитель хода
- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.
Как выглядит приспособление для заточки сверл
Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки.
Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.
Заточка сверла
Заточенное сверло
Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.
После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.
Проверка степени заточки
Ровное отверстие — показатель хорошего качества заточки сверла
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации.
Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании.
А как изготавливался стол можно прочитать на страницах нашего сайта.
Источник: https://mebel-expert.info/prisposoblenie-dlya-zatochki-svjorl-svoimi-rukami/
Чертежи приспособления для заточки сверл своими руками
Подобрав правильный чертеж приспособления для заточки сверл, можно в домашних условиях изготовить самодельное полноценное оборудование. Благодаря такому устройству существенно упрощается поставленная задача по обеспечению нужной геометрической формы инструмента.
Благодаря такому устройству существенно упрощается поставленная задача по обеспечению нужной геометрической формы инструмента.
При его использовании нет необходимости переживать не только о вращении потенциально опасных точильных камней, но и об углах заточки, которые нужно правильно выдерживать, вылавливая каждый градус вручную.
Особенности использования заточных самодельных приспособлений
В процессе сверления отверстий в металлических изделиях, сверла довольно сильно изнашиваются, что приводит к их нагреванию и утрате своих свойств. Во избежание такого явления, требуются меры по обеспечению регулярного восстановления их геометрических параметров.
Выполнить это можно посредством специального оборудования для заточки сверлильного инструмента. Создание такого нехитрого устройства, может быть выполнено самостоятельно, что позволит осуществлять качественное затачивание без каких-либо существенных финансовых затрат.
Многими опытными специалистами практически не применяются заточные приспособления, поскольку они абсолютно уверены в своем опыте и глазомере, который позволяет им правильно точить сверла.
Но на практике, использование таких устройств крайне необходимо, так как это позволяет провести механизацию данного процесса.
В результате таких работ будет обеспечиваться максимальная точность и качество выполненной заточки.
Современный рынок предлагает различные виды оборудования, которое позволяет качественным образом осуществить восстановление геометрии режущих инструментов, даже при отсутствии опыта в этом деле. При этом, нет острой необходимости в приобретении таких изделий, поскольку их можно изготовить своими руками по имеющимся чертежам приспособлений для заточки сверл.
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла.
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов.
Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки.
Такие самодельные приспособления для заточки сверл должны быть оснащены обоймами. Для их изготовления подойдут медные или алюминиевые трубки, внутренний диаметр которых равняется типовому размеру используемого сверлильного инструмента.
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов.
Благодаря им выполняется качественная и точная заточка инструментов.
Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
Конструкция состоит из следующих элементов:
Промопора Площадка промопоры Подвижная площадка Крепление для сверла и упорного винта Поворотная площадка Болты, гайки, штифты, винты
Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров. Для этого можно использовать шаблон.
Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм.
При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр.
Видео «Приспособление для заточки сверл по чертежу»
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически н
точилки для сверл по металлу и станки, другие устройства. Как сделать их своими руками по чертежам
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
- Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.
- Центровка произведена точно, но режущая кромка обладает несимметричными углами. Из этого последует, что при сверлении отверстия работать будет только одна рабочая поверхность. То есть процедура обработки будет проходить очень медленно, а рабочая деталь может перегреться и сломаться. Помимо этого, отверстие получится разбитым, то есть его размер будет больше размера используемого сверла.
 При этом рабочий элемент, скорее всего, попросту сломается.
При этом рабочий элемент, скорее всего, попросту сломается.Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.

Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону
Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
 Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр
Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Рекомендации по использованию станка
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
В первую очередь следует определиться с необходимым углом заточки.
Важно расположиться так, чтобы шлифовальный круг находился справа.
Следует выполнить центровку. Для этого большим и указательным пальцем берут рабочую поверхность, а вторая рука держит хвостовую кромку.
Сверло по металлу необходимо вращать таким образом, чтобы режущая кромка располагалась параллельно.
Немаловажным моментом является устранение зазубрин.
Все движения следует выполнять в определенной последовательности
Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
 youtube.com/embed/65S1VqlKwBw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/65S1VqlKwBw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Заточной станок – купить или сделать?
Сделать своими руками. Покупка оборудования сэкономит время. Но возникает масса вопросов по совмещению и монтажу дополнительных приспособлений. Экономные китайские мастера на бытовых приборах ставят неремонтопригодные корпуса, ограждения из хлипких жестянок.
Станок для заточки сверл
Станок для заточки свёрл своими руками начнём с подбора двигателя. Постарайтесь приобрести электродвигатель 0,5–08 кВт. Величина мощности ориентировочная. Свёрла до Ø 20 при заточке большой нагрузки не создают. Применим даже малооборотистый мотор выпуска 60-годов: долговечность гарантирована — тогда делали на века.
Смущает вес? Зато верстак и кронштейн, если смонтируете на стену, будут в меньшей степени ощущать вибрацию. Не гонитесь за оборотами. Заточка твёрдосплавных свёрл требуется редко, а привычные, из сплава Р6М5 и подобных, на камне с вращением менее 900 оборотов точно не подгорят.
Требования к устройству для заточки свёрл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительного защитного кожуха.
- Предусмотрите установку несъёмного массивного основания для крепления двигателя, дополнительных приспособлений.
- Установка подручника с регулировкой высоты, изменением угла расположения в горизонтальной плоскости, регулировкой зазора с камнем.
- Озаботьтесь установкой откидного предохранительного экрана из небьющегося прозрачного материала.
Шаг №1 — разметка гайки
Разметка гайки
Делаем посадочное гнездо для сверла. Для этого с помощью штангель-циркуля размечаем гайку, как показано на фото выше. Разметку делаем с двух сторон гайки.
back to menu
Простейшие приспособления для правки режущей кромки сверла
Для понимания процесса ознакомимся с составными частями наконечника.
Зажим «стриж». Для использования этого приспособления достаточно иметь наждачный круг (точило), оборудованный прочным подручником. Сверло зажимается в устройстве под нужным углом поворота кромки. Контролируя угол подачи режущей кромки, формируем ее на точильном камне, затем, не меняя угол – «уходим» на заточку затыловки.
Сверло зажимается в устройстве под нужным углом поворота кромки. Контролируя угол подачи режущей кромки, формируем ее на точильном камне, затем, не меняя угол – «уходим» на заточку затыловки.
Приспособление обязательно опирается на подручник, углы контролируются руками. При наличии определенных навыков – можно получить неплохой результат при очевидной экономии.
ВАЖНО! Перед использованием устройства на качественных наконечниках – потренируйтесь на бракованных. Это позволит «набить руку» и «почувствовать угол», как говорят мастера.. Разумеется, использование шаблона обязательно
Разумеется, использование шаблона обязательно.
Также, перед началом работ, следует ознакомиться со стандартными таблицами углов заточек для различных материалов сверления.
| Обрабатываемый материал | Угол при вершине, град |
| Сталь, чугун, твердая бронза | 116 — 118 |
| Латунь, мягкая бронза | 130 |
| Алюминий, дюралюмин, электрон, бабид | 140 |
| Красная медь | 125 |
| Эбонит, целлулоид | 85 — 90 |
| Мрамор и другие хрупкие материалы | 80 |
Иногда бывает достаточно просто изменить угол и установку уровня подручника, и заточка крупных сверл становится несложной задачей.
Такой способ уместен при небольших объемах работ и отсутствии высоких требований к качеству сверления. Если вы регулярно сверлите, и точность важна – придется купить точильный станок или изготовить его самостоятельно.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.
Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.
Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.
Процесс изготовления
Найдите на торце прямоугольного бруска центр, просверлите в нем сквозное отверстие. Пользоваться можно обыкновенной дрелью. Если есть сомнения в своих навыках, то найдите центр на противоположном торце, с его помощью можно контролировать вертикальность отверстия
Это очень важное условие. Если его не выполнить, то режущие кромки сверла после заточки не будут одинаковыми
Под углом 120 градусов отрежьте два угла бруска. Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.
Предварительно надо провести две линии под углом 30 градусов, пересекаться они должны точно по центру, это также важное условие. Последствие невыполнения – центр сверла сместится в сторону, во время сверления инструмент будет бить. Срез должен быть строго перпендикулярным к плоскостям. Для контроля также проведите линии и с обратной стороны бруска, потом по ним можно поправлять срез на шлифмашинке. На вершине должен быть угол 120 градусов, это универсальный размер для сверл по металлу.
При точении сверло вставляется в отверстие, для его фиксации в заданном положении можно пользоваться евровинтом. На боковой грани надо просверлить отверстие соответствующего диаметра до соединения с центральным отверстием. На этом работы по изготовлению приспособы закончены.
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
https://youtube.com/watch?v=E2G6AZwT17w
Элементы приспособления
Чтобы сделать устройство для заточки, вам потребуется наличие некоторых элементов и инструментов:
- Подставка;
- Тумблеры для включения/выключения точилки;
- Диск для точильника;
- Электродвигатель;
- Электрический кабель для подключения устройства к сети;
- Заглушки;
- Материал для корпуса.

Все составляющие элементы вашего станка для заточки сверл будет располагаться внутри корпуса. Так вы сумеете повысить собственную безопасность при работе с точильным оборудованием.
Собирая конструкцию, доступными оставьте шкив от электродвигателя, поскольку на него надевается диск для заточки. Желательно предварительно выбрать стационарное место для станка, поскольку его следует зафиксировать на верстаке или рабочем столе.
Сам процесс сборки точильного устройства выглядит следующим образом.
- Установите электродвигатель на заранее выбранное место.
- На столе, где будет располагаться приспособление для точения металлических сверл, нанесите разметку под крепления.
- Электродрелью сделайте отверстия по разметке под крепежные болты.
- Закрепите металлическими хомутами электродвигатель на его законном месте.
- Зафиксируйте кожух, который будет играть роль защиты.
- На шкив электродвигателя установите точильный диск.
- Сам двигатель должен иметь удлиненный шкив, поскольку это будет удобнее при эксплуатации точильного приспособления. Не забудьте перед установкой круга на шкив надеть шайбу.
- Если диаметр шкива и круга не совпали, можете использовать переходную втулку. Сбоку втулки просверливается отверстие под резьбу, на которое затем монтируется вспомогательный крепежный болт.
- Выбирать слишком мощный двигатель не нужно. Высокие обороты только навредят вашим сверлам по металлу. Большинство умельцев адаптируют под точильный агрегат двигатель, изъятый из старых стиральных машин.
- После завершения сборки подключите тумблеры, соедините двигатель и всю электрику через кабель к розетке.
 Не забудьте перед установкой круга на шкив надеть шайбу.
Не забудьте перед установкой круга на шкив надеть шайбу.Вспомогательные устройства
Если вам удалось своими руками собрать достаточно полезное точильное устройство для различных сверл по металлу, дереву или пластику, советуем не останавливаться на достигнутом.
Есть несколько дополнительных элементов, оснастив которыми точильное приспособление, вы существенно расширите его функциональные возможности и повысить уровень собственного комфорта при работе над сверлами.
- Проверочный шаблон. Чтобы определить правильные углы при заточке сверла, вам пригодится специальная таблица или же шаблон. Шаблон будет всегда под рукой. С его помощью вы определите, насколько правильно выполнены углы заточки, какова продолжительность рабочих кромок, какие углы между перемычками и рабочими кромками. Шаблоны делают из тонкого мягкого металла на основе нового сверла до его первого использования;
- Направляющие. Своего рода небольшие приставки, изготавливаемые из металлических полосок. Их болтами крепят на корпус точильного приспособления. При работе вам потребуется положить сверло на эти направляющие, постепенно подводя затачиваемый инструмент к абразивному камню;
- Угломеры. Самый простой вариант — взять обычный металлический транспортир, отрезать часть приспособления и закрепить на подставке. Отрезайте ту часть транспортира, где находится шкала более 30 градусов. Это обусловлено тем, что заточка сверл под меньшим углом не осуществляется.
Многозадачное приспособление
Если изготовить подобное устройство, точность и удобство заточки сверл по металлу существенно повысится. При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
- Роликовыми салазками;
- Направляющими;
- Валом;
- Транспортиром;
- Сверлильным патроном.
- Направляющую рекомендуется сделать широкой и закрепить на ней транспортир.
- В роли поворотной оси будет выступать болт, который вставляется в заранее выверенное отверстие.
- На поворотной части располагается направляющая и подвижная металлическая пластина.
- На поверхности пластины монтируется ось и трубка.
- Один конец оси служит для установки сверлильного патрона, а другой применяется под рукоятку.
- Упорная пластина будет перемещаться за счет резьбовой оси.
- Внизу пластины располагается ограничитель. Он выполняет две функции одновременно — фиксирует механизм в требуемом положении и указывает нужный угол.
Процесс работы устройства выглядит так:
- Режущее сверло устанавливается в патроне;
- Пластина фиксируется в требуемом положении для создания угла заточки;
- Устройство вращается по продольной оси ручкой;
- Отмечается угол;
- Резак переворачивается на 90 градусов, после чего происходит обработка своими руками второй половины сверла по металлу.
Что понадобится для сборки
Эл/двигатель
На станке в быту затачиваются разные сверла, в том числе, и большого диаметра. К тому же первичная обработка режущих кромок инструмента и их доводка – это отдельные этапы работы. Поэтому придется менять круг и ставить тот, что есть под рукой из заранее купленных. Так как станок – оборудование долговременного использования, необходимо монтировать его на перспективу. Исходя из этого:
- мощность двигателя: достаточно порядка 1,2 – 1,5 кВт;
- питание: однофазное. Любой гараж или небольшая мастерская (сарай) на участке, за редким исключением, подключается к линии 1ф 220/50. Из этого нужно и исходить.
Точильный круг
Причем их должно быть несколько, с различной зернистостью. Для надежной фиксации абразива на валу движка готовятся втулки, которые зажимают его с двух сторон.
Заточное приспособление
Можно ограничиться и простейшей «полочкой», но тогда не удастся выдержать требуемый угол. Такая работа требует большого практического опыта.
Такая работа требует большого практического опыта.
Приспособление можно и приобрести, хотя в продаже оно встречается довольно редко.
Оптимальный вариант – изготовить своими руками. Например, вот такие:
Элементы схемы
- Пускатель магнитный (с 3-мя парами контактов) для схемы 3 ф.
- Кнопка «пуск/останов» или 2 разные – для включения и выключения станка. И обязательно третья – аварийной остановки. Ее часто совмещают с педалью, что намного удобнее и безопаснее, так как при заточке сверл руки будут заняты.
- Провода. При указанной мощности двигателя достаточно на 1 «квадрат».
Простейшие схемы включения для трехфазных двигателей приведены на рисунках:
Приемлемую несложно найти в интернете, в зависимости от того, какой именно двигатель используется, как соединены его обмотки («звездой» или «треугольником»), к какому источнику напряжения он будет подключен (1 или 3 фазы).
Элементы защиты
- Кожух над кругом.
- Экран (желательно).

Есть определенные разновидности работы, при выполнении которой заточка сверл производится только на станочном оборудовании, а не вручную.
- При сверлении на большую глубину, когда требуется незначительная подточка.
- Если сверла – универсальные, позволяющие работать даже с материалами повышенной плотности.
- Для проделывания «глухих» отверстий специальным инструментом.
Производить заточку сверл с помощью «болгарки» не рекомендуется по нескольким причинам. Во-первых, УШМ вряд ли удастся надежно зафиксировать. Во-вторых, точность будет неудовлетворительной. В-третьих, после окончания такой заточки правильную доводку сверла сделать довольно трудно. В-четвертых, такая методика подходит лишь для частичного восстановления работоспособности инструмента сравнительно малого диаметра (не более 5).
Изготовить станок – это еще не все. Его необходимо правильно разместить, чтобы затачивать сверла было максимально удобно. Место, высота установки – личное дело мастера. Но есть общее требование – исключить малейшую вибрацию оборудования и обеспечить его горизонтирование.
Место, высота установки – личное дело мастера. Но есть общее требование – исключить малейшую вибрацию оборудования и обеспечить его горизонтирование.
Если верстак в гараже довольно «хлипкий», придется монтировать специальный столик на металлических ножках. Для этого подойдет крупный уголок, труба или швеллер. Столешница, с учетом веса станка (в первую очередь, двигателя) должна быть прочной. Тонкое листовое железо – не вариант. Подставку под станок можно сделать и из древесины, но достаточной толщины. Его крепление также требует внимания. Оно должно быть максимально надежным, во всех предусмотренных на станине движка точках, и только на болтах.
Определяясь со схемой включения двигателя, нужно предусмотреть возможность изменения числа оборотов. Так как придется работать с различными сверлами, необходимо знать – чем тверже материал инструмента, тем ниже должна быть угловая скорость вращения абразивного круга.
Как показывает практика, не все малоопытные мастера понимают, когда сверло нуждается в заточке. Признаки, свидетельствующие, что инструмент затупился:
Признаки, свидетельствующие, что инструмент затупился:
- скрежет (иногда «гудение») на начальном этапе сверления;
- быстрый нагрев металла, нередко сопровождающийся характерным запахом.
Несвоевременная заточка существенно сокращает срок службы сверла и является наиболее частой причиной его поломки.
В процессе сверления различных твердых материалов сверла постоянно тупятся. Такое обстоятельство может доставить серьезные неудобства, особенно когда наступает время выполнять работу. Использовать тупое и изношенное сверло практически невозможно. Для удобства работы необходимо восстановить размер и геометрию изделия. Чтобы заточить его правильным образом, понадобится узнать несколько особенностей и способов такого процесса. Станок для заточки сверл можно выполнить самостоятельно, если разобраться в устройстве такого прибора.
как правильно заточить сверло по металлу камнем? Таблица углов заточки. Как точить в домашних условиях своими руками ступенчатое и другие сверла
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Способы заточки свёрл по металлу
Одноплоскостная обработка в домашних условиях. К такому варианту прибегают, когда требуется заострить изделия не более 3 мм.
Минусом этой заточки является то, что во время работы может произойти выкрашивание кромки. Эта методика нуждается в особой аккуратности. Суть её в том, что сверло прикладывается к кругу и передвигается параллельно рабочей поверхности.
Втулочная или двухплоскостная заточка
Этот вариант широко используется мастерами для заострения изделий. В таком случае применяют специальные втулки. Первым делом надо взять в левую руку сверло за рабочую поверхность, потом его следует подвести к заборному конусу, удерживая правой рукой приспособление за хвостик.
Режущая кромка изделия будет прижиматься к торцу точильного круга и в итоге сверло при помощи правой руки станет проворачиваться вокруг собственной оси. Таким способом заточится задняя поверхность инструмента.
Главное — сохранить при вращении инструмента правильный угол, образующийся между торцом шлифовального камня и его наклоном. Именно для этого и применяют специальные втулки, чтобы соблюдать угол заточки сверла по металлу.
Затачивание коническим способом
Когда приступают точить спиральные свёрла своими руками, сначала обрабатывают заднюю, а потом уже режущую часть. Работа выполняется следующим образом:
В первую очередь поверхность приспособления необходимо прижать к шлифовальному кругу или камню так, чтобы не осталось никаких интервалов.
При проведении заточки угол надо держать постоянно одинаковым.
Необходимо обратить внимание на кончик изделия сбоку: если задняя поверхность обработана правильно, то будет виден ровный конус.
Затем можно переходить к заострению режущей кромки своими руками, при этом строго соблюдая угол.
Использование насадок для заточки свёрл по металлу
Такой удобный метод предполагает применение специальных приспособлений для заострения изделий. К плюсам этого способа можно отнести простоту использования и универсальность. Это устройство обладает цилиндрической формой.
На нём находится, с одной стороны, присоединительный узел, с помощью которого насадка надевается на шпиндель дрели, а с другой — имеются выемки для установки свёрл определённой ширины. Для обработки необходимо изделие вставить в отверстие, после чего останется привести устройство в движение двигателем дрели и соблюдать угол заточки.
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Процесс заточки
Затачивание сверла нужно делать определенным образом. Для начала берем инструмент левой рукой возле передней (рабочей) части. Правой рукой плотно обхватываем хвостовик. Запускаем вращение диска на болгарке или станке и аккуратно (без сильного нажима) подводим к нему заднюю часть режущей кромки сверла.
Продолжая слегка прижимать сверло к диску, правой рукой поворачиваем его, чтобы заточить заднюю часть. Все это время проверяем нужный наклон сверла. Также присматриваем, чтобы режущие кромки получились одинаковыми по длине и заточены под идентичным углом.
Заточка сверла
Первая задача – сделать задние поверхности ровными и с одинаковым наклоном. Чтобы правильно ориентировать сверло при заточке, на подручнике абразивного круга нанесите маркером черту под углом к рабочей поверхности круга, соответствующим углу между режущей кромкой и осью сверла (половина угла при вершине). В домашних условиях обычно упрощают задачу и располагают сверло под углом 60°.
Сверло опирается на указательный палец (или на пальцы, при большом диаметре) опирающийся на подручник. Сверло следует расположить боковой стороной параллельно нанесенной контрольной линии. Сверху прижмите его большим пальцем той же руки. Вторая рука держит хвостовик и управляет перемещением сверла во всех плоскостях, фиксирует его в нужном положении. Степень прижима сверла к кругу регулируют обе руки. Не следует сильно сжимать и напрягать пальцы. Держать сверло требуется горизонтально, допускается опускание хвостовика ниже режущей части, но ни в коем случае не наоборот.
Режущая кромка должна встать горизонтально и важно сохранять такое положение в течение заточки задней поверхности. Сверло аккуратно подводится к работающему точилу, касается его с легким нажимом, затем хвостовик следует плавно опустить вниз, не ослабляя нажима
Затем сверло немного отводится назад. Операция может выполняться несколько раз, в зависимости от степени износа рабочей части.
Далее сверло разворачивается вокруг продольной оси на 180 градусов, и операция заточки повторяется для второй задней поверхности
Важно постараться не изменить первоначального положения рук и расположить кромку горизонтально, создать аналогичное первому усилие прижима. Если вторую кромку требуется сточить сильнее, чем первую, операция ее заточки повторяется большее число раз
Следом выполняется проверка обточенных поверхностей. Ее можно сделать на глаз – режущая кромка должна быть выше всех остальных поверхностей, а задние поверхности должны иметь одинаковую форму и размер. Сверло осматривается на просвет, чтобы отблески на металле не мешали, отгородите его рукой от источника света.
Результат заточки можно проверить шаблоном, прикладывая его поочередно к задним поверхностям вертикально расположенного сверла. Если заметны расхождения, следует подкорректировать на точиле менее сточенную заднюю поверхность. Длина рабочих кромок проверяется штангенциркулем – замеряется расстояние от перемычки до места перехода режущей кромки в ленточку. При расхождении параметров подтачивается более короткая кромка.
Чтобы сверло при заточке было максимально точно ориентировано под заданным углом, в качестве направляющего элемента удобно использовать обрезок стального или алюминиевого уголка с полкой 30 — 40 мм. Обрезок уголка длиной около 70 мм при помощи небольшой струбцины крепится к подручнику таким образом, чтобы сверло, прижатое к нему боковой частью, режущей кромкой попадало точно на рабочую часть абразивного круга. Прилегание боковой части к направляющей следует поддерживать в течение всего цикла заточки.
В процессе заточки сверло следует охлаждать в емкости с водой или машинным маслом – перегретый металл хуже обрабатывается и может повредиться.
Если результат заточки вас удовлетворил, желательно выполнить доводку рабочих кромок на круге из карбида кремния, придать им гладкость, что увеличивает рабочий ресурс сверла.
Видео по теме «как правильно затачивать сверла по металлу»:
https://youtube.com/watch?v=wY2X2IkNmf8
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5
видео, как сделать устройство своими руками, заточные приспособления – Ремонт своими руками на m-stone.ru
Сверление металлов или дерева – работа, которую вы проделываете регулярно. Качественная насадка не требует заточки довольно долго, однако есть некоторые ошибки, при которых затупление происходит раньше положенного срока:
Применение сверла, не соответствующего обрабатываемому материалу. Это не означает обязательно сверление железобетона сверлом по дереву, хотя в этом случае вы моментально превратите режущий инструмент в пруток с округлым концом. Для сверления различных видов металла и твердых пластмасс существуют специально изготовленные сверла. При несоответствии – режущая кромка быстро приходит в негодность;
Неправильный угол заточки. Эта величина так же должна соответствовать типу материала, в котором проделывается отверстие;
Перегрев. Самая распространенная причина. При работе с прочным материалом, хочется побыстрей закончить сверление, и мы часто забываем о такой мелочи, как охлаждение зоны работ. Если нет возможности обеспечить подачу к инструменту охлаждающей жидкости – необходимо делать перерывы для остывания режущей кромки. Можно макать раскаленное сверло в емкость с водой.
Механизм горячего затупления простой: Раскаленная кромка «отпускается», то есть теряет твердость. Режущие свойства ухудшаются, что приводит к повышенному трению. Нагрев увеличивается сильней, и процесс усугубляется в арифметической прогрессии.
В результате мы можем потерять хороший и возможно дорогой инструмент. Если под рукой есть точильный станок для сверл – проблема решается на месте, если нет – приходится изобретать свои способы заточки.
Самодельные приспособления для заточки сверл – собираем станок своими руками
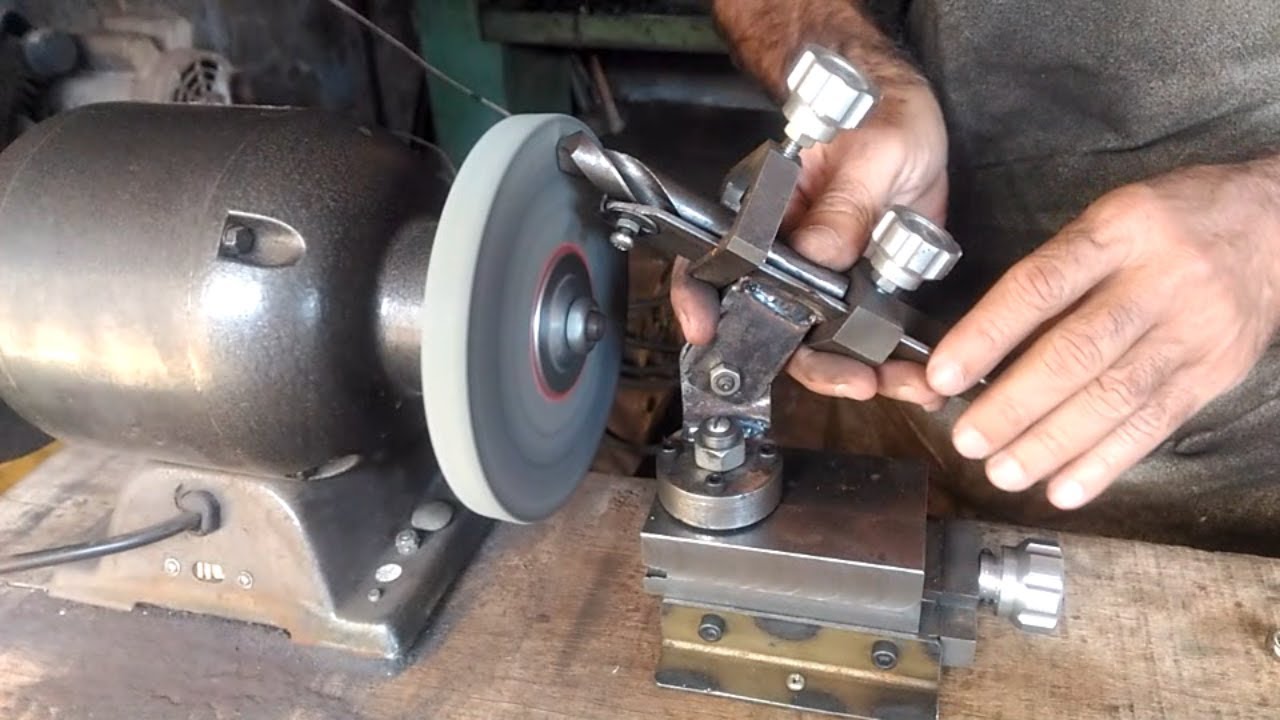
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Заточка сверла на самодельном приспособлении
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
Для изготовления высокоточного приспособления требуются металлообрабатывающие станки
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Таблица 1. Углы заточек сверл
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Приспособление-держатель для заточки сверла
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
выступает в качестве надежного упора для обрабатываемого инструмента.
Схема простейшего приспособления из деревянного бруска
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Довольно серьезное приспособление, обеспечивающее хорошую точность заточки
Чертежи деталей приспособления
Промопора
Площадка промопоры
Подвижная площадка
Крепление сверла и упорный винт
Поворотная площадка
Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
опорная пластина – 4 мм;
направляющая пластина для сверла – 5 мм;
остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Несколько рекомендаций по выбору наждачных кругов
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
При заточке сверл с помощью точильного круга очень важно следить за тем, чтобы рабочая поверхность абразивного инструмента набегала на обрабатываемое сверло, то есть двигалась сверху вниз, а не наоборот.
Источник: met-all.org
Это интересно: Как сделать заземление в квартире своими руками
3
Сбор
Как сделать простой станочек для заточки сверл
Здравствуйте, уважаемые читатели и самоделкины!Практически каждому из Вас доводилось сверлить различные материалы, и Вам прекрасно известно, что залогом успеха в этом деле являются острые сверла.
Конечно же, их можно заточить самостоятельно, однако покупать полноформатный точильный станок не всегда целесообразно.
В данной статье автор YouTube канала «KJDOT» расскажет Вам, как он изготовил миниатюрный точильный станок, предназначенный именно для заточки сверл.
Этот проект весьма прост в изготовлении, и может быть повторен в домашних условиях.
Материалы.
— Электродвигатель 555 DC 12 V-24 V 6000-12000 RPM
— Кронштейн для крепления двигателя 555
— Набор алмазных дисков 3 мм отверстие
— Адаптер для пильного диска M3 3,17 мм
— Универсальный регулируемый блок питания 12-24V 4A
— Разъем питания, провода, припой, выключатель
— ПВХ трубка со внутренним диаметром 45 мм
— Алюминиевый уголок
— Листовая фанера, наждачная бумага, саморезы по дереву, секундный клей.
Инструменты, использованные автором.
— Шуруповерт, магнитные биты
— Сверла по дереву с зенковкой
— Перьевые сверла по дереву
— Электрический паяльник с регулируемой температурой, нож для паяльника
— Электрический лобзик
— «Третья рука» с увеличительным стеклом и подсветкой
— Цифровой угольник, линейка, карандаш, пинцет, бокорезы, отвертка.
Процесс изготовления.
Итак, основным материалом для корпуса станка послужит листовая фанера толщиной 10 мм. Из нее мастер вырезает пару пару прямоугольных заготовок размерами 70X55 мм и одну 60X40 мм.
Эти детали соединяются между собой саморезами с потайной головкой, для чего автор предварительно высверливает пилотные отверстия сверлом по дереву с зенковкой.
Основание станка изготавливается из такой же фанеры, при этом первая часть корпуса располагается под углом в 30 градусов.
Эта деталь, как и предыдущие, вырезается при помощи электрического лобзика. Затем все края шлифуются наждачной бумагой.
Стойки с перегородкой прикручиваются к основанию.
Теперь автор размечает и высверливает отверстия для крепления кронштейна, на котором будет держаться двигатель.
Применяемый электромотор 555 питается напряжением от 12 до 24 В.
Эти саморезы закручиваются отверткой, и двигатель прикручивается к держателю.
На валу двигателя закрепляется адаптер для алмазных дисков.
В боковой стенке, перьевым сверлом на 12 мм высверливается отверстие для разъема питания.
Также делается отверстие для шейки тумблера питания диаметром 6 мм.
Для удобства пайки автор использует «третью руку», и припаивает провода к двигателю и выключателю.
Тумблер устанавливается на свое место. Длины шейки не хватило, поэтому тумблер фиксируется при помощи секундного клея.
Остается пропустить провода через отверстие, припаять их к разъему питания, и зафиксировать его в корпусе.
Защитный кожух мастер изготовил из ПВХ трубки со внутренним диаметром 45 мм и длиной 86 мм. Вырезается эта деталь с помощью ножевой насадки для паяльника.
Такую насадку Вы сможете изготовить самостоятельно, ознакомившись со следующей статьей.
Автор предусмотрел в кожухе выемку для гаечного ключа, она отмечена стрелкой.
Кожух приклеивается к корпусу все тем же секундным клеем.
Кстати говоря, не мешало бы предусмотреть перегородку, изолирующую корпус двигателя от алмазного диска. Ведь двигатель имеет весьма мощные магниты, которые легко притянут к себе металлическую пыль, неизбежно образующуюся во время заточки сверл.
Адаптер фиксируется штатным ключом, с него снимается прижимная гайка.
На адаптер устанавливается 40-мм алмазный диск с 3 мм отверстием, и фиксируется гайкой.
Также мастер вырезал из фанеры опору, верхний край которой наклонен на 30 градусов. Сама опора прикручивается к основанию, и находится под углом 60 градусов к поверхности диска.
Конечно, это не лучшее решение, ведь сверла имеют и другие углы заточки. Достаточно просто можно сделать и регулируемую опору.
К верхней части опоры автор приклеил алюминиевый уголок, который позволит легко удерживать сверло в нужном положении.
Итак, станочек готов. Конечно, стоило обработать деревянные части корпуса пропиткой для дерева или нанести пару слоев краски.
Источником питания для станка послужит вот такой универсальный регулируемый блок на 4A. При помощи переключателя можно установить выходное напряжение в 12, 15, 16, 18, 19, 20, 24 В.
Эта функция позволит регулировать обороты двигателя в диапазоне от 6000 до 12000 об/мин.
Подав питание на двигатель, мастер приступает к заточке сверл.
Как видно, станок со своей задачей справился!
Кстати говоря, на Aliexpress предлагают вот такую насадку для шуруповерта, при помощи которой можно затачивать сверла.
Благодарю автора за рекомендации по изготовлению небольшого станочка для заточки сверл.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Заточка сверл по выгодной цене — отличные предложения по заточке сверл от мировых продавцов инструментов для заточки сверл
Отличные новости !!! Вы попали в нужное место для заточки сверл. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта лучшая заточка сверла в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели заточку сверла на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в заточке сверл и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Drill Sharpening по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Отзывы о многофункциональной точилке— интернет-магазины и отзывы на многофункциональную заточку точилки на AliExpress
Отличные новости !!! Вы попали в нужное место для заточки многофункциональных точилок.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта универсальная точилка для заточки в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели многофункциональную точилку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в заточке многофункциональной точилки и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Multifunction sharpening sharpening по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Заточка сверл на Quorn
Заточка сверла на Quorn
Нажмите на изображения, чтобы просмотреть их в большем размере и более детально.Люди, завершающие Кворны, являются либо (а) преданными моделями инженерами, желающими точной заточки всех своих резцов, которые не боятся сложных проектов, либо (б) полным бездельником, который не боится сложных проектов.В тщетной надежде, что я попаду в первую категорию, я представлял себе Quorn как полноценное решение для всех передовых инструментов в магазине, включая спиральные сверла. Книга профессора Чаддока Quorn (перепечатка и сбор оригинальных статей Model Engineer ) показывает, как использовать Quorn для заточки сверл с использованием «4-гранного метода» †. Прочитав это, я сказал себе: хорошо, когда нужно, могу. Когда мне наконец пришлось это сделать, возникли некоторые практические трудности. В этой статье я исследую проблемы и представлю некоторые решения.
Во-первых, мы, вероятно, должны определить, что такое «4-х гранная» заточка и чем она отличается от обычной заточки с «коническим возвратом». Для выполнения резки спиральному сверлу, как и любому другому инструменту, требуется зарезка за режущей кромкой. Это предотвращает трение области сверла за режущей кромкой о конец отверстия при его повороте и продвижении. Но нам также нужна прочная и долговечная режущая кромка, поэтому чрезмерный рельеф сделает кромку более острой и, следовательно, более подверженной износу и повреждению.Рассмотрим сначала «стандартный» метод заточки сверла.
Коническая опора
Стандартная коническая заточка дает угол заострения 118 градусов, но это не конус. Фактический наконечник представляет собой прямую линию, если смотреть с торца, и дугу, если смотреть сбоку. Это называется «долотообразным краем» (ссылка [WSP12]). Это артефакт процесса заточки и образован пересечением двух конических участков. Таким образом достигается то, что нам нужно: прочная режущая кромка (называемая «выступом») с «землей» — областью за выступом, которая спадает с возрастающей скоростью, чтобы обеспечить угол разгрузки кромки, необходимый для сверла. порез.Приспособления для изготовления такой формы просты (относительно), и хороший инструмент быстро даст хороший результат — просто билет, если вы производитель сверл или пользователь, который просто хочет отверстие и не особенно заботится, если оно немного больше , и может быть не совсем прямым. Обратной стороной является острие зубила. Если на работе нет метки в центре, которая, по крайней мере, такой же ширины, как долото, наконечник сверла будет блуждать повсюду при представлении работы. А если начнет криво, будьте уверены, лучше не станет.Вот почему мы обычно тренируем пилота с помощью сверла «центр» или «Slocumbe» (как их называют в Англии и ее бывших колониях). Это обеспечивает полость для очистки острия долота, так что к тому моменту, когда долото действительно достигнет металла, будет сформировано отверстие для направления сверла, и есть некоторая вероятность, что оно останется на нужном пути.
Четырехгранная заточка
Как видно здесь, 4-гранная точка образуется путем шлифования двух плоских участков (граней) на каждой площадке. Первый неглубокий; 80 градусов по отношению к оси сверла, что составляет 10 градусов рельефа от плоскости наконечника сверла.За ним отшлифован вторичный рельеф от 25 до 30 градусов. Важная часть (и почему вы не будете изготавливать такой тип наконечника, в спешке прижав руку к настольному шлифовальному станку) заключается в том, что все 4 грани ДОЛЖНЫ пересекаться в одной точке. Однако, учитывая точный, концентрический способ удерживания сверла на точной оси кронштейна держателя инструмента Quorn и примерно , Quorn будет идеально производить этот наконечник с очень небольшими усилиями. Шаги следующие:
- Расположите кронштейн держателя инструмента вертикально по отношению к вращающемуся основанию, используя «установочные штифты» Quorn, как описано в Книге. Примечание. Используемые здесь имена компонентов Quorn соответствуют номенклатуре профессора Чаддока, и аннотированная фотография в верхней части этой страницы поможет, если вы не знакомы с самим зверьком. Возможно, вы захотите открыть эту фотографию в отдельном окне, поскольку читаете этот текст для быстрого ознакомления.
- Зажмите сверло в цангу с минимальным вылетом так, чтобы линия, образованная режущими кромками, была параллельна плоскости вращающегося основания. На практике требуется около 1/2 дюйма или более, в зависимости от диаметра сверла и типа цанги, чтобы предотвратить любую опасность того, что диск сошлифует цангу, головку или основание!
- Убедитесь, что поверхность колеса установлена перпендикулярно к станинам прутка, и поверните основание на 31 градус так, чтобы точка сверления была обращена к вам.Ось сверла теперь будет расположена под углом 59 градусов к поверхности колеса, поэтому мы получим требуемый угол при вершине 118 градусов.
- Наклоните индикатор наклона кронштейна на 10 градусов вправо и закрепите основание рабочей головки на передней панели.
- Включите и продолжайте резку с помощью микрометра, покачивая головкой по кругу, пока кромка не сойдет по всей ширине долота. Обратите внимание на показания микрометра или обнулите его на этом этапе.
- Проиндексируйте шпиндель на 180 градусов (я предполагаю, что вы зафиксировали индексную пластину на нуле с помощью плунжера индексного штифта на шаге 2).Отключите микрометр и снова отшлифуйте до первого значения микрометра.
- Увеличьте наклон наклонного кронштейна до 25 (или 30) градусов и повторите шаги 5 и 6. Но на этот раз вам нужно шлифовать до тех пор, пока два пересечения рельефа не образуют идеально прямую линию на кончике сверла. Это будет точно на оси сверла, если:
- Сверло идеально отцентрировано по оси держателя инструмента, а
- Вращение держателя инструмента не приводит к осевому перемещению сверла, или
- Сверло не переместилось назад в осевом направлении в цанге
Некоторые ранние эксперименты с использованием цанг Myford в шпинделе Quorn профиля Myford вызвали одновременно воодушевление и разочарование.Во-первых, сверла, заточенные таким образом, действительно легче начинают работу, режут их ближе к теоретическому размеру и, кажется, работают с меньшим давлением. Нижняя сторона держала сверла. Цанги Myford закрываются, вставляя их в конус Морзе № 2. Следовательно, они будут зажимать заготовку только на конце цанги — задняя часть материала не будет поддерживаться. Чем больше цанга должна быть закрыта для захвата заготовки, тем больше вероятность отклонения сверла от идеального осевого положения при шлифовании.Во-вторых, сложно определить точную точку, чтобы остановить шлифование второй и третьей граней. При использовании шпиндель Myford находится внутри рабочей головки Quorn, когда индексная пластина заблокирована (как это должно быть для индексирования). Измельчение сводится к:
- Угадайте, где остановиться на третьей грани по глазному яблоку Mk I. Обратите внимание на настройку микрометра.
- Поверните на 180 градусов и отшлифуйте до той же настройки. Остановите колесо, наклоните рабочую головку вперед, наклонитесь и выровняйте головку крана со сверлом и посмотрите, как пересечения граней правильно пересекаются (вам повезет!)
- Снова запустить и нанести еще тысячу разрезов на обе стороны.Повторяйте, пока не достигнете совершенства. Если вы «переходите», вам нужно вернуться к граням 10 градусов и попытаться исправить.
В общем, трудозатратно и ненадежно. Результаты хорошие, но из-за драматизма, повышение резкости, скорее всего, будет отложено до тех пор, пока действительно не понадобится — или до тех пор, пока действительно не понадобится. Должен быть лучший ответ.
Шестигранная заточка
И есть! В номере Model Engineer №4025 появилась статья Дерека Брауна, в которой описываются некоторые дополнительные приспособления для Quorn для облегчения «6-гранной» заточки.Этот процесс расширяет 4-гранный процесс, добавляя еще один вторичный рельеф (тройной рельеф?) Под углом 45 градусов, снова расположенный так, чтобы все плоскости пересечения пересекались точно на оси сверла. В статье отмечается, что этот метод теперь предпочтителен для работы с ЧПУ, поскольку сила резания еще больше снижается. Поскольку требуемые приспособления были простыми, и поскольку у меня была большая часть необходимого материала в стеллаже для лома, а состояние сверл на моей стойке становилось значительным затруднением, оказалось, что настало время решить проблему заточки сверл более позитивно.
Приспособление состоит из двух основных компонентов. Во-первых, простой цилиндрический шпиндель из 1-дюймовой заготовки, который точно расточен (в 4-кулачковом патроне после тактирования для минимального биения) для заводских цанг диаметром 5/8 дюйма. Во-вторых, дополнительная индексная пластина, которая надежно прикрепляется к существующей индексной пластине. Эта пластина имеет два набора индексных отверстий, которые могут войти в контакт со стопорным штифтом Quorn, каждое на 180 градусов друг от друга, но смещенных по диаметрам, которые расположены под углом 67,5 градусов друг к другу. В центре этой пластины находится регистр, который не позволит ей тереться о заднюю пластину Quorn (см. Аннотированную фотографию Quorn, чтобы представить эти части).
Обратите внимание на другую пару отверстий меньшего размера на предыдущей фотографии. Они находятся в центре пары ввинчиваемых штифтов, которые выравнивают вторичную пластину со стандартной индексной пластиной. Конец этих штифтов диаметром 1/8 дюйма имеет резьбу 5BA, поэтому две пластины можно надежно зажать вместе. Вместо использования гаек я сделал пару коротких стержней с резьбой 1/4 дюйма и приклеил винты с головкой под шестигранник на одном конце — Шестигранные ключи обычно легче найти, чем гаечные ключи! Фото здесь показывают индекс пластина в сборе прижат к цанговому шпинделю с помощью существующего Quorn конических разделенной цанги и стопорного кольца.В общем, было бы проще сделать новый индекс кольцо с теми же размерами, как стандартная и просто поменять разрезной воротник и стопорное кольцо между ними. Никаких градуировок не потребуется, хотя было бы полезно поставить точку отсчета пары отверстий, которая используется для первых 4 граней (мы вернемся к этому через минуту).
На этом снимке показаны собранные шпиндель и индексная пластина с одной из цанг держателя сверла. Согласно опубликованным данным, гаджет будет удобно удерживать сверла от 1/2 «до 9/32» в 4 цангах (т.е. каждая имеет диапазон захвата на 3/64 дюйма от их номинального размера).Цанги, изготовленные из буровой штанги, сужаются под углом 60 градусов на обоих концах, а затем прорезаются в чередующихся квадрантах на каждом конце, чтобы приблизить их длину. Очевидно, что носок шпинделя имеет такой же конус, закрывающий «переднюю часть» цанги. Прокладка справа от цанги выточена из латуни с внутренним диаметром 17/32 дюйма и другим конусом, закрывающим заднюю часть цанги. Справа от узла шпинделя находится закрытие цанги: стальная ручка с накаткой, просто с большим диаметром менее 1 дюйма, с резьбой 40 TPI (чтобы индексная пластина могла надеваться на нее) и отверстием 17/32 дюйма.Как заметил г-н Браун, установка задней части ближе к закрывающему винту имеет тенденцию предотвращать вращение закрывающего цангового винта цанги и сверла при ее затяжке.
Поистине отличная идея этой конструкции заключается в том, что при тщательном внимании к точному концентрическому растачиванию шпинделя, цанг и конусов, сверла будут надежно захватываться с обоих концов и очень точно удерживаться по оси шпинделя в держателе инструмента. Это гарантирует, что сверло может вращаться с незначительным биением — это требование, если грани должны пересекаться в одной точке.Еще один умный аспект дизайна мистера Брауна — конструкция шпинделя позволяет легко извлекать весь узел из рабочей головки Quorn при формировании фасок, чтобы наглазить наконечник сверла. Регистр на пластине и индексный штифт гарантируют, что узел можно снова вставить точно в то же место, чтобы нанести немного больше разреза. Вам даже не нужно останавливать мотор!
На этой фотографии показано назначение другой пары отверстий малого диаметра в индексной пластине. Они имеют размер 3/32 дюйма, поэтому указательный штифт не зацепится за них по ошибке, и используются для определения местоположения установочного приспособления, чтобы помочь в выравнивании кромок сверла, которое нужно затачивать так, чтобы при индексировании и фиксации линия через губы будет параллельна плоскости вращающейся базы.Это важно, если пересечение первичной и вторичной фасок заточки должно быть параллельно режущей кромке. Эта часть дизайна не так хороша, как остальные. Но я вернусь к этому после описания того, как преобразовать 4-гранный наконечник в 6. Для этого нам нужно заточить другой рельеф, на этот раз под углом 45 градусов к плоскости, перпендикулярной оси сверла. Из-за своей механической конструкции голова Quorn будет поворачиваться в лучшем случае на 30 градусов от вертикали (моя будет вращаться только против часовой стрелки до 28 из-за одного из многих петель, сделанных при ее создании.См. Статью «Кворн для новичков»). Здесь вступает в игру пара индексирующих отверстий, смещенных на 67,5 градусов от первой пары:
- Выполните шаги, описанные ранее, чтобы создать 4-гранную точку, затем остановите двигатель, освободите основание рабочей головки и сдвиньте ее вправо, не касаясь колеса.
- Верните наклонный кронштейн на ноль градусов и поверните вращающуюся базу на 45 градусов, чтобы точка сверления находилась под углом от вас. Если вы затачиваете несколько сверл одновременно, используйте вращающиеся базовые упоры для установки этих двух положений.Тогда переключение между ними происходит очень быстро.
- Поверните шпиндель на 67,5 градусов, используя одно из следующих отверстий во вспомогательной индексной пластине. Поднесите сверло к колесу и все зажмите.
- Как и раньше, разрежьте микрометром до тех пор, пока новая формируемая грань не пересечется с предыдущими четырьмя. Не стесняйтесь извлекать шпиндель, чтобы бегать по глазам, сколько хотите. Обратите внимание на показания микрометра на перекрестке.
- Переверните на 180 градусов и повторите.Если все в порядке — а так оно и будет — последняя грань пересечется при том же показании микрометра, что и предыдущая.
Комната для улучшения
В целом насадки работают хорошо, но приспособление, используемое для установки сверла в горизонтальное положение, работало бы лучше, если бы у меня было 3 руки или если бы у меня было время закрепить его на индексной пластине с помощью зажимов машиниста во время выравнивания. Это отрицает идею простой и быстрой настройки. Это усугубляется тем фактом, что вам может потребоваться переустановить центровку сверла после выполнения пропила №1, если это необходимо для удаления большого количества материала (например, для шлифования отколотого наконечника).Из-за спиральных канавок значительное удаление металла приведет к вращению губок, что потребует их переустановки. Если этого не сделать, ширина основного рельефа будет казаться сужающейся к краю. Должен быть способ получше.Вот мой небольшой вклад в этот инструмент. В качестве «доказательства концепции» я использую установочный штифт 7/32 дюйма в качестве опоры для выравнивания губок сверла. Для этой операции цанга была затянута, чтобы обеспечить требуемый вылет, но указательная пластина еще не установлен на шпиндель.Шпиндель просто вращается, в то время как давление вверх прилагается к установочному штифту, который расположен под углом к выступу. После совмещения шпиндель зажимается, затем индексная пластина устанавливается и фиксируется в «нулевом» индексированном положении. После установки зажим шпинделя ослабляется, позволяя шпинделю выдвинуться достаточно, чтобы удалить установочный штифт. Намного легче! При необходимости соосность можно повторно проверить и отрегулировать после шлифовки первичного зазора 10 градусов.
Более постоянное приспособление будет включать стержень буровой штанги 7/32 дюйма, снабженный закаленной Т-образной частью 1/16 дюйма для упора губ.Должен когда-нибудь сделать один …
Я кое-что узнал сегодня
Так же, как и сам Quorn, изготовление цанг было бы проще, если бы у меня уже были цанги и я мог бы формировать свои сверла (чтобы сделать цанги, понимаете …) Этот кусок курицы и яицепатия должен был стать хуже.В статье в ME говорилось, что нужно разрезать цанги режущей пилой 0,053 дюйма (потому что это то, что было у мистера Брауна, и она работала). Использовалась пила 0,063 дюйма, потому что это то, что у меня было, и я надеялся, что это сработает.Я сделал, но эта пила сделала много порезов (она сделала сам Quorn) и была далеко не острой. После изготовления первой цанги (3/8 дюйма) она была в очень печальном состоянии — отмечалось, как головку мельницы толкали вокруг колонны, когда я пытался продвинуть рез. Но у меня была другая пила , хотя и с более крупным шагом зубьев, поэтому мы выбрали цангу 7/16 дюйма. Это резало намного лучше, и мне казалось, что я был избавлен от перспективы изготовления приспособления Quorn для заточки пил для продольной резки, прежде чем я смог вернуться к изготовлению цанг для заточки сверл.
Следующей цангой, которую нужно было изготовить (в соответствии с состоянием содержимого моей буровой стойки), была цанга 1/2 дюйма. Поскольку внешний диаметр составляет 5/8 дюйма, стенки этой цанги имеют толщину всего 1/16 дюйма. Как вы можете видеть, пила с крупным шагом подошла нормально для первых 3 прорезей, но едва коснулась поверхности последней прорези, когда произошел удар, и шум резко изменился. Возможно, только один зуб за раз касался легкой, щелевой трубки, цанга имела деформировалась в начале прорезей. Как говорится в классике — и в телевизионном ролике ниже — жукер.Теперь мне определенно придется изготовить приспособление для заточки пилы для продольной резки и купить дополнительную буровую штангу 5/8 дюйма, прежде чем вернуться к производству цанговых патронов.
Следите за обновлениями …
Сноска:
Как всегда, есть другой выход. Методы, описанные в следующих документах, описывают шесть этапов как для граненого, так и для конического отката, последний сам дизайнер посчитал невозможным на Quorn! Они были разработаны Йоргом Хюгелем (Швейцария) и первоначально появились в группе пользователей Yahoo QUORN.Это важный список для владельцев и строителей Quorn. Его модерирует Карл Карлсен, и упомянутые документы, а также многие другие, все еще можно получить в этом месте. Мы благодарим Йорга и Карла за разрешение здесь повторить материал для шлифования сверл.- Шесть шагов к идеальному четырехгранному сверлу с помощью инструмента QUORN и фрезерного станка (просмотреть)
- Шесть шагов к идеальному сверлению с инструментом QUORN Tool и Cutter Grinder (просмотреть)
Йорг предоставил следующую информацию для сопровождения своих методов:
Метод, описанный в моем подходе, отличается от рецепта профессора Чаддока, который, хотя и прост для понимания, имеет тот недостаток, что в процессе шлифования положение инструмента и шлифовальной головки необходимо менять несколько раз.При использовании альтернативного метода в этом нет необходимости, поскольку после первоначальной настройки Quorn все дальнейшие настройки выполняются с остановками. И в качестве дополнительного преимущества, если Quorn настроен один раз, вы можете переключаться с первичного на вторичный зазор и с одной губы на другую, не считывая никаких шкал. Процедура описана в «Шесть шагов к идеальному четырехгранному сверлению с помощью инструмента Quorn и шлифовального станка» .
Некоторое время спустя я понял, что, несмотря на опубликованное мнение профессора Чаддока, с помощью Quorn можно также шлифовать сверла с коническими боковыми поверхностями.Процесс описан в «Шесть шагов к идеальному сверлению с помощью инструмента Quorn Tool and Cutter Grinder» . Это простой рецепт, и если его тщательно соблюдать, заточка сверлом становится надежной. Нет необходимости тщательно согласовывать какие-либо кромки с осью сверла. Я считаю, что шлифовать сверла с конической боковой стороной намного проще, и они просверливают точные отверстия.
Из обсуждений я знаю, что есть сильные сторонники многогранных упражнений. Но, по моему мнению и опыту, функция самоцентрирования, обеспечиваемая геометрией, не оправдывает дополнительных усилий, необходимых для шлифования этих граней с требуемой точностью.Однако каждый волен сам решать, что ему нравится и что он предпочитает. Метод и параметры в моих диаграммах были найдены аналитически путем математических исследований конических боковых сторон. Для индивидуалиста есть много возможностей адаптировать рабочие характеристики дрели к особым ситуациям, которые мой метод мог бы приспособить для обработки, но что мне на самом деле делать в мастерской? Я отшлифовал десятки упражнений, всегда с теми же данными настройки, что и в таблицах.
Артикулы:
| [ME1] | Brown, D: Заточка четырехгранных сверл: расширение диапазона , Model Engineer, Nexus Specialty Publications, Англия, том 177, номер 4025, 20 сентября — 3 октября 1996 г., стр. 313. |
| [WPS12] | Каин, T: Сверла, метчики и плашки (серия семинаров № 12) , Argus Books, England, 1993. |
Станок для заточки сверл — Millers Tooling, Брисбен, Австралия
СТАНКИ ДЛЯ ЗАТОЧКИ СВЕРЛИ
Компания Miller’s Tooling Pty Ltd может дать правильный совет при выборе подходящего станка для заточки сверл.Мы также можем помочь вам с выбором станка для заточки концевых или пазовых сверл, а также шлифовальных станков с D-образной головкой.
Шлифовальный станок для инструментов и фрез — отличный старый станок в руках опытного мастера; однако это искусство, и это ремесло, постепенно устаревает. Шлифовальные станки для инструментов и фрез все еще доступны. от Miller’s Tooling Pty Ltd.
Новые станки для заточки сверл и станки для заточки резцов, доступные в настоящее время, работают быстрее и проще даже для неквалифицированных операторов.Работники магазина и т. Д. Могут легко вернуть фрезы в новое состояние, готовое к повторному использованию, экономя дорогостоящие инструменты, время простоя и время, затрачиваемое опытными торговцами на переточку.
D — Станки для заточки долот очень универсальны для заточки, в них имеются приспособления для заточки сверл и концевых фрез.
Знаменитый станок для заточки сверл «DRILL DOCTOR» — это отличный бюджетный станок начального уровня, очень простой — как заточка карандаша.Заточка всех сверл диаметром до 19 мм, хвостовика с коническим хвостовиком Морзе, длинного или простого редуктора, все на алмазном круге.
Точилка для сверл «Safeway» намного прочнее и изготовлена из цельного металла для точной заточки сверл.
Можно использовать в станке для заточки сверл 3–13 мм или в станке для заточки сверл на 12–25 мм.В заточной машине Safeway используется цанговая система ER и алмазный круг. Углы заточены от 100 до 136
«DAREX» — один из мировых лидеров по производству заточных станков из США.
Поставка станков для заточки сверл и станков для заточки концевых / пазовых сверл.
DAREX PART # XT3000i СВЕРЛИЛЬНЫЙ СТАНОК | |
• Заточка стандартных и раздельных сверл HSS & Cobalt | |
ПРИНАДЛЕЖНОСТИ | |
LEX050 | |
LEX100 | |
LEX150 | |
LEX200 | |
LEX250 | |
LEX300 | |
ДРЕЛЬ ДОКТОР МОДЕЛЬ 750X | |
Заводская модель DD750X разработана для долговечности и обладает гибкостью, необходимой для заточки самого широкого диапазона тупых или сломанных бит, включая насадки с трещинами и биты по камню.DD750X также увеличивает емкость, затачивая биты от 3/32 до 3/4 дюйма. Точность и точность DD750X делает эту модель лучшей в линейке. · Один патрон для заточки всех размеров 3/32 «-3/4». · Более длинные челюсти удерживают насадку более точно, а направляющие челюсти исключают скручивание челюсти при работе с мелкими насадками. · Новая конструкция «Push to Stop» на порте разделения точки сверления не позволит вам чрезмерно разделить точку долота. · Регулируемый отбор материала позволяет пользователю изменять количество удаляемого материала долота, чтобы еще больше продлить срок службы ваших долот. · Конструкция алмазного заточного круга, заменяемая пользователем, упрощает замену. · Угловой челнок из литого алюминия для повышенной прочности · Металлическая трубка для заточки · Новый двигатель с постоянными магнитами обеспечивает стабильную мощность независимо от скорости или нагрузки. · Заточка коронок из быстрорежущей стали, карбида, кобальта, титана и титана · Заточка сверл 3/32 ”- 1/2” с обратной закруткой (левое исполнение) с дополнительными принадлежностями · Регулировка угла заточки Custom Point — выберите любой угол от 115 до 140 градусов · Включает профессиональный жесткий чехол для переноски | |
«Work Sharp» от создателей Drill Doctor — это инновационная система заточки и заточки для быстрой и точной заточки долот, плоских лезвий, скребков, топоров и многого другого.Work Sharp предлагает 3 простых способа шлифования и заточки: отверстие для стамески и рубанка, отверстие от руки сверху для больших инструментов с плоским лезвием и порт Edge-Vision, который позволяет видеть режущую кромку резцов, токарных инструментов и т. Д. при заточке или шлифовке. Двусторонний шлифовальный круг позволяет быстро и легко переключаться между грубыми и мелкими абразивными дисками. 4 заявки на патенты. Гарантия 2 года.
Miller’s Tooling может предложить вам;
Станки для заточки сверл Drill Doctor
Станки для заточки сверл «Darex»
Станки для заточки концевых фрез «Darex»
Станки для заточки сверл Safeway
Станки для заточки сверл «КЭФ»
Станки заточные «Work Sharp»
Как затачить сверло sds plus и sds max по перфоратору
Бурильщиком называется сверло по бетону особой конструкции, режущая часть которого изготовлена из сплавов на основе вольфрама и титана.Сверло предназначено для сверления такого строительного кирпича, бетона, камня и мрамора. Правильно заточенное сверло sds — залог быстрого и недорогого сверления. Сверлим одновременно две функции:
- Он служит спиральным сверлом.
- Раскалывает материал как долото.
В большинстве случаев буровая штанга по бетону припаяна к наконечнику из твердосплавного материала.
В отличие от сверл по бетону и камню, сверло sds plus используется при работе с молотком. На инструмент действует сила не только в плоскости вращения, но и сила удара.Бур работает в очень суровых условиях.
В процессе затупляется любой режущий инструмент, в том числе сверла и сверла. Инструмент нагревается, время сверления увеличивается.
Сверло-перфоратор также проверяет ударную нагрузку, и возникает вопрос, как заточить сверло по бетону.
Несколько советов в процессе сверления, позволяющие продлить сверление по бетону:
- Всегда держите нагревательный инструмент во избежание перегрева.
- Нагретый шнек или не крутое погружение в прохладную воду.
- При сверлении плитки не используйте режим перфорации.
Советы по заточке сверла в домашних условиях
Перед тем, как научиться затачивать сверло или сверло по бетону, необходимо уточнить основные особенности инструмента для проектирования.
Рабочая кромка сверла образована преобразованием передней и задней граней. Угол между передней кромкой и осью сверла составляет 30 °. На углу между задней гранью и осью сверла значение составляет 60 °.
Края буры должны образовывать угол 120 °.
Похоже на заточку сверлаАргументировал, что сверло sds + Concrete не требует заточки и заменяется новым после износа. Эту версию особенно сильно поддерживают рабочие цеха строительного инструмента.
Но научившись правильно затачивать сверло или сверло, вы сделаете это сверло, и вы сможете значительно продлить срок его службы.
Заточка сверла предназначена для задания нужной формы режущей кромки сверла.Сверлим заточку, и переднюю, и заднюю грани.
При введении сверла материал должен работать только режущей кромкой инструмента и не касаться обрабатываемой поверхности сверла Хэтчбек.
Задняя поверхность сверла при любой операции сверления должна иметь зазор с обрабатываемой поверхностью.
В остальном инструмент не только плохо сверлит, но и быстро греется, затупляется, разрушается.
Важные советы, как правильно затачивать сверло по металлу.
Способы заточки сверл по бетону
Как заточить сверло на пробойник и как? Win — очень прочный сплав и обычная наждачная бумага с камнем не может быть качественной заточкой.
Правильно заточенное сверло или шнек по бетону может быть только на алмазных или абразивных кругах из карбида кремния или CBN. Настоятельно рекомендуется покупать алмазный шлифовальный круг для заточки своего инструмента на достаточно длительную и острую инструмент.
Порядок работы
Круг необходимо установить на шлифовальных станках. Шлифовка на шлифовальных станках осуществляется с соблюдением техники безопасности. Упорный подшипник устанавливается с минимальным зазором, работа ведется без перчаток, специальной защиты для глаз и защитных очков.
Перед шлифовкой необходимо подкорректировать периферийную поверхность круга с помощью вставки из CBN, т.е. выровнять поверхность шлифовального камня.
Прежде чем приступить к ответу на вопрос, как точить сверло по бетону в домашних условиях, рассмотрим подробно процесс заточки.
Вставка для работы по бетонуВыполняем стандартные сверла для заточки бетона.
фиксирующее приспособление. Накладываем на него сверло, подводя поверхность шлифовального камня так, чтобы режущая кромка была параллельна плоскости шлифовального камня.
Обострите оба края, контролируя их симметрию относительно света и угол между ними 120 °.
Переходим на заточку передних кромок.
Сверло ложится на приспособление, обеспечивая угол 30 °. Сверло подается к заточенной каменной плоскости под углом 30 °, передняя грань затачивается.
Сверло повернуто на 180 °, заточка и вторая передняя грань.
Теперь необходимо довести до сверления заточенную поверхность камня под углом 60 °.Это достигается за счет установки дрели в другую часть устройства.
Заточка тыльной грани производится аналогично.
Если после точения вы заточили режущие кромки разных размеров, заточку нужно повторить полностью.
Чтобы полностью понять процесс заточки в видео линии заточного станка.
Так как все шлифовальные станки понятно. И вы можете использовать изношенный алмазный диск для шлифовальных машин.
Но, чтобы заточить сверло на болгарку, последнее нужно тщательно закрепить.
Для обеспечения качественной заточки сверл станок должен быть оборудован ползунком, на который должно опираться сверло при заточке. Упорный подшипник может представлять собой кусок уголка, жестко прикрепленный к болгарке или столу.
Если алмазный диск не попадает в болгарку, то исправить это несложно, не выполняя сложных манипуляций, показанных на видео по заточке сверла.
При хонинговании необходимо придать задней поверхности сверла нужную форму.
Сверлим для заточки режущих кромок, снимаем заднюю поверхность.Любая задняя поверхность сверла не должна касаться обрабатываемого материала.
Несколько слов об устройствах
Приспособления можно делать не только из бруска, но и из уголка.
Основная задача, чтобы заточка сверла подводилась к плоскости заточки с прямыми углами.
кстати приспособления уголка более точные, прочные и долговечные.
При заточке под не очень критичные углы старения. Но следует соблюдать симметрию и размер режущих кромок.
Желаю успехов! смею.
Как я могу затачивать сверла? (с иллюстрациями)
Два обычных способа заточки сверл — использование точилки для бит или настольного точильного станка. Если у вас нет большого опыта заточки сверл или вы просто хотите ускорить процесс, вы можете приобрести точилку для сверл. Точилки для сверл можно использовать со многими типами сверл, но обязательно строго следуйте инструкциям, чтобы добиться эффективных результатов. У большинства точилок есть зажим или патрон, который удерживает бит, который помещается в точилку.Затем сверло вращается, и внутреннее колесо затачивает его. Во многих случаях угол заточки сверла можно отрегулировать.
Сверло с коронкой Форстнера.Сверла можно затачивать также на настольном шлифовальном станке. Этот метод может быть сложнее, чем использование специализированного инструмента, но он также может обеспечить больший контроль и точность, если вы знаете, что делаете.Обычную спиральную коронку обычно следует затачивать под углом 59 °. Режущая кромка удерживается параллельно шлифовальному станку, сверло вращается по часовой стрелке, а основание перемещается вниз и влево. При заточке сверл всегда надевайте защитные очки; Также рекомендуется использовать тиски или приспособление для заточки, чтобы удерживать сверло под нужным углом, так как удерживать бит рукой так близко к шлифовальному станку, как это может быть чрезвычайно опасно.
Сверла можно затачивать с помощью точилки или настольного точильного станка.Если вы хотите затачивать сверла самостоятельно, это поможет узнать кое-что о различных типах сверл, наиболее подходящем процессе и доступных инструментах. Поворотные насадки, которые очень распространены, имеют острый наконечник и скручиваются или спиралью проходят сквозь материалы, обычно выталкивая фрагменты из отверстия по мере их падения. Масляный камень, похожий на точильный камень, является хорошим выбором, когда дело доходит до заточки поворотных бит, хотя важно действовать осторожно, чтобы острие оставалось под правильным углом.
Насадки для отверток и насадки для плитки можно затачивать таким же образом. Долота Форстнера, которые создают отверстия с плоским дном, можно затачивать с помощью масляного камня или тонкого напильника. Тонкий напильник также можно использовать для заточки плоских сверл по дереву, которые используются в дрелях, а биты с зенковкой можно затачивать с помощью тонкого треугольного напильника.Точильный камень можно использовать для заточки некоторых типов коронок, таких как насадки для кирпичной кладки или шпоры.
Сверла могут казаться легко затачиваемыми, но из-за тонких наконечников, наконечников особой формы или специальных покрытий их может быть трудно затачивать должным образом.Их нужно затачивать равномерно и держать насадку в прохладном месте. Лучший совет — не тускнеть, а не ждать, пока им потребуется интенсивная заточка.
Сверление под углом может привести к быстрому затуплению коронок. Иногда бывает проблематично не извлекать сверло из отверстия для удаления пыли и осколков.Если оставить сверла незакрепленными, а не хранить их в защитном контейнере, это также может привести к повреждению.
Настольный шлифовальный станок можно использовать для заточки сверл. .