Nothing found for Steni Kak Izgotovit Sendvich Paneli Svoimi Rukami Sovety %23I
Интерьер 109.
Люстры в стиле прованс в интерьере + фото Чтобы создать дизайн интерьера, используют детали.
Интерьер 120.
Жидкие обои в дизайне коридора + фото Прихожая представляет собой первое место, куда попадает
Внутренняя отделка
70.
Декоративная мозаичная штукатурка: разновидности, применение и фото Мозаичная штукатурка – один из огромного числа
Интересные факты 109.
Пескоструйные рисунки на зеркале – лучшее украшение интерьера Кто-то считает зеркало мистическим предметом интерьера,
Nothing found for Steni Kak Izgotovit Sendvich Paneli Svoimi Rukami Sovety %23I 3
Интерьер
109.
Люстры в стиле прованс в интерьере + фото Чтобы создать дизайн интерьера, используют детали.
Интерьер 120.
Жидкие обои в дизайне коридора + фото Прихожая представляет собой первое место, куда попадает
Декоративная мозаичная штукатурка: разновидности, применение и фото Мозаичная штукатурка – один из огромного числа
Интересные факты
109.
Пескоструйные рисунки на зеркале – лучшее украшение интерьера Кто-то считает зеркало мистическим предметом интерьера,
Nothing found for Steni Kak Izgotovit Sendvich Paneli Svoimi Rukami Sovety %23I 4
Интерьер 109.
Люстры в стиле прованс в интерьере + фото Чтобы создать дизайн интерьера, используют детали.
Интерьер
120.
Жидкие обои в дизайне коридора + фото Прихожая представляет собой первое место, куда попадает
Декоративная мозаичная штукатурка: разновидности, применение и фото Мозаичная штукатурка – один из огромного числа
Интересные факты 109.
Пескоструйные рисунки на зеркале – лучшее украшение интерьера Кто-то считает зеркало мистическим предметом интерьера,
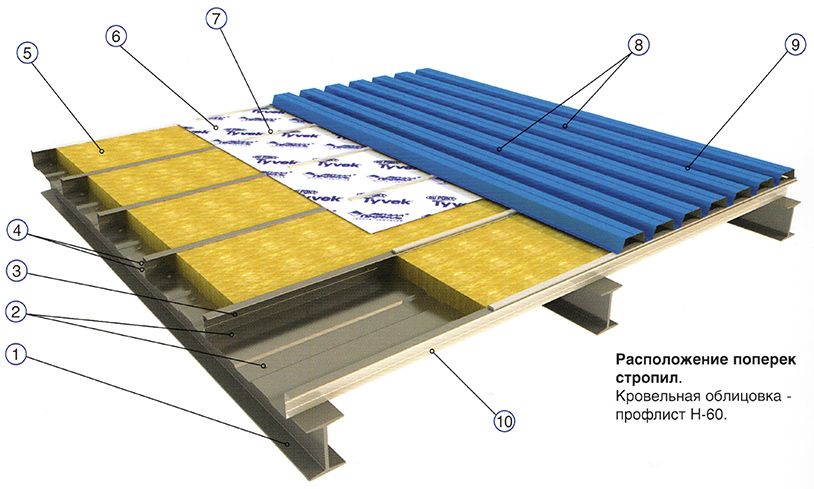
Монтаж сэндвич панелей своими руками
Монтаж сэндвич панелей своими руками
Одним из достаточно популярных материалов для быстровозводимых строений являются стеновые сэндвич панели.
Применяют данный материал не только для облицовки, но и утепления. Так же можно использовать его не только для фасадных, но и для кровельных или внутренних работ, таких как изготовление перекрытий или перегородок.
В данной статье, мы рассмотрим монтаж сэндвич панелей своими руками от этапа подготовки до этапа постобработки поверхности.
Почему следует выбирать именно такую отделку? Как минимум потому, что монтаж может производиться без применения редких инструментов или недоступных приспособлений. Например, квалифицированные рабочие вполне способны обрабатывать панелями вплоть до 500 квадратных метров фасада в день.
С чего начать работы по монтажу
Крепление сэндвич панелей осуществляется непосредственно не на поверхность, а на специальную несущую конструкцию — каркас из определенного материала.
Основным моментом при постройке каркаса должен быть тот факт, что его вертикальные и горизонтальные шаги должны соответствовать размерам сэндвич панелей.
Конечно же, все рейки должны быть сориентированы строго по уровню, иначе весь материал перекосится или начнёт сбориться.
 Конечно же, все рейки должны быть сориентированы строго по уровню, иначе весь материал перекосится или начнёт сбориться.
Конечно же, все рейки должны быть сориентированы строго по уровню, иначе весь материал перекосится или начнёт сбориться.Поскольку облицовка будет ставиться со стыками и отступами от краёв в 5 см, нужно предусмотреть эти особенности и при монтаже каркаса под сэндвич панели.
Каркас из металлических балок и профиля
Первым делом, нужно очистить поверхность от любых загрязнений, будь это грязь или пыль. Затем её обрабатывают антисептиками и слоем антикоррозийного состава. Для последующих работ необходимо выбрать, какой именно каркас будет возводиться.
Несущие конструкции бывают следующих видов:
- Деревянный каркас – самый доступный, но при этом наиболее пожароопасный вариант. Для крепления в этом случае применяются обычные саморезы для сэндвич панелей по дереву.
- Железобетонный каркас – прочный, но тяжёлый вариант, который подойдёт не для любого типа фундамента. Для крепления применяют дюбели и анкеры.
- Металлический каркас – наиболее предпочтительный вариант, при котором монтаж стеновых сэндвич панелей пройдёт наилучшим способом.

Основные нюансы при резке материала
В большинстве случаев, для полного завершения монтажа понадобиться резка панелей под удобный нам размер.
Резка пластиковых полотен при помощи электролобзика
Чем резать разнообразные сэндвич панели – метод обработки отличается в зависимости от того, какой материал применялся при изготовлении изделия:
- изделия из пластика пилятся простой ножовкой или же электролобзиком. При помощи последнего приспособления процесс резки проходит значительно легче, к тому же, качество спила получается выше;
- стальные полотна режутся ножницами по металлу. Можно использовать лобзик или циркулярную пилу, которые предназначены для холодной обработки. Поскольку сталь всегда покрывается защитным слоем, при резке нужно не допускать возможность его перегревания — это исключает использование болгарок, шлифовальных машинок и плазменной резки;
- СИП-панели необходимо резать с учётом того, чтобы сохранить в целости кромку изделия и обеспечить возможность ровного присоединения. Не следует использовать электролобзик. Рекомендуются к применению циркулярные электропилы, либо ручные приспособления.
 Не следует использовать электролобзик. Рекомендуются к применению циркулярные электропилы, либо ручные приспособления.
Не следует использовать электролобзик. Рекомендуются к применению циркулярные электропилы, либо ручные приспособления.Возможные типы креплений
Технология монтажа сэндвич панелей предполагает либо горизонтально-ориентированный, либо вертикальный монтаж. Сочетать два этих метода в декоративных целях недопустимо — впрочем, этот недостаток полностью нивелируется разнообразием цветовых и фактурных решений.
Если этажный уровень обладает размером величиной от трёх до шести метров, нужно производить вертикально-ориентированную установку (в некоторых случаях горизонтальная ориентация тоже подойдёт).
Как крепить облицовку в этом случае – присоединение сэндвич панелей происходит к направляющему металлическому профилю и верхней поверхности (потолку), также надо соединять элементы между собой.
Узел крепления перегородки при вертикальном способе установки
Герметизирующий состав закладывается с двух сторон. Получившаяся при данных манипуляциях конструкция избавляет вас от щелей и прекрасно защищает дом от крепких морозов.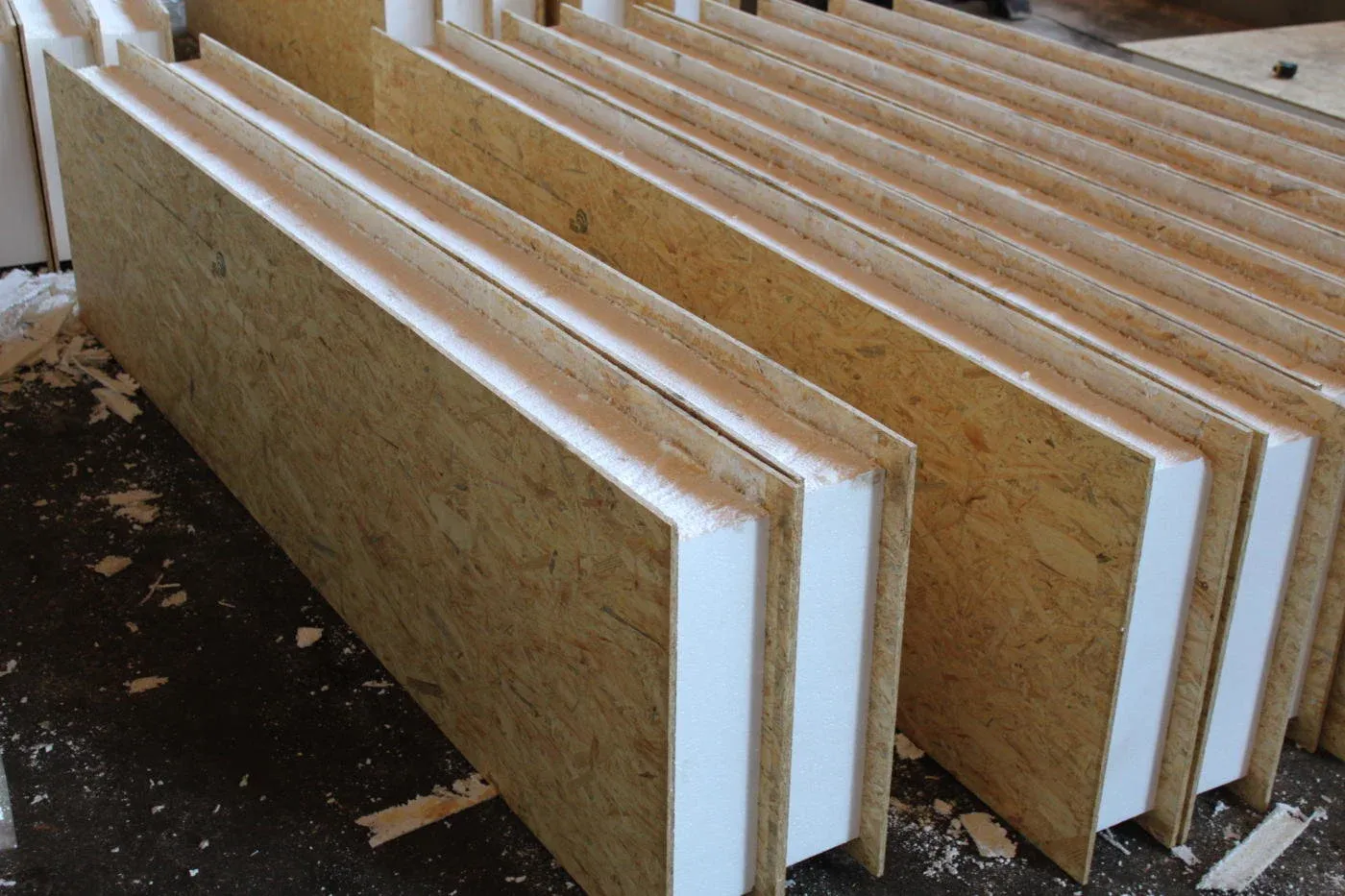 Специальной техники и строительных лесов не требуется, что сокращает финансовые затраты на достаточно большую сумму.
Специальной техники и строительных лесов не требуется, что сокращает финансовые затраты на достаточно большую сумму.
Если размер этажа в высоту превышает шесть метров, то вертикальноориентированный монтаж осложняется тем, что работы невозможно проводить без использования крана и лесов. Помимо этого, верхние части вертикальных полотен будут наклоняться под собственным весом, что потребует их дополнительного укрепления. Всё это делает вертикальный монтаж в таком случае нецелесообразным.
Подъем стеновых полотен может осуществляться несколькими способами
Для предотвращения вышеописанных проблем, рекомендуется применять горизонтальную обшивку. Отдельные стеновые полотна при этом будут ложиться верхняя на нижнюю, а крепления осуществляться к колоннам каркаса.
На выходе получится прекрасная сплошная обшивка. Для горизонтальной установки имеется обязательное требование — горизонтальный шаг каркаса не должен быть длиннее 6 метров.
Подготовительные работы перед монтажом стеновых полотен
- Подготовка материала начинается с того, что происходит удаление защитное пленки с поверхности полотна.
- Чтобы сохранить антикоррозионное покрытие в целости и сохранности, рекомендуется класть материал только на деревянные или пенопластовые прокладки.
- Следует осмотреть замковые части облицовки — утеплитель ни в коем случае не должен выступать. Если он всё-таки выступает, нужно устранить недостаток с помощью деревянного скребка.
- Защитная плёнка на замковых поверхностях удаляется непосредственно перед началом работ — не нужно делать этого заранее. Защитную плёнку следует убрать и с таких мест, как поверхность прилегания к каркасу и крепежи.
- Материал размещается на стройплощадке так, чтобы быстро и без проблем получить доступ к облицовке, сразу же по мере необходимости.
- Возможно, некоторые сэндвич панели придётся резать — об этом моменте мы уже рассказывали выше.

Защитная пленка удаляется только перед установкой облицовки
Основные моменты по установке и креплению
После установки каркаса, для дальнейших работ используются саморезы для крепления панелей.
Крепежные элементы нужно закручивать так, чтобы они выступали из каркаса на 1-2 см. Следует упомянуть и то, что на колонны каркаса должна устанавливаться уплотнительная лента, которая протягивается по всей высоте.
При горизонтальном способе монтажа начинать нужно снизу вверх, при вертикальном — слева направо от угла здания. Данный подход исключает образование зазоров в местах стыков. Пазы при горизонтальной установки нужно располагать внизу — так воде будет проще стекать вниз. Крепеж для сэндвич панелей аналогичен при любом типе установки.
Если монтаж без специальной техники затруднителен из-за высоты здания, то обязательно используются цокольные подконструкции, подъёмники и захват.
Саморез применяемый для крепления полотен облицовки
С помощью подъемника можно поднимать материал, после чего укладывать их на те самые подконструкции. После этого, необходимо проверить обрабатываемую стену на отсутствие перепадов, а само полотно — на соответствие строительному уровню.
Первая панель должна быть тщательно выставлена по уровню, поскольку именно от неё зависит качество всех последующих работ.
Общая схема крепления монтажного приспособления для подъема материала
Даже малейшее отклонение стартовой панели приведёт к наращиванию погрешности с установкой каждого последующего элемента, в результате чего в верхней части стены примет как минимум неровный вид, а в худшем случае образуются зазоры в местах стыков, что нежелательно для теплоизоляции.
О необходимости крепления к каркасу мы уже не раз упомянули, теперь настало время сделать её расстроповку. Производя все эти манипуляции, важно тщательно следить за тем, чтобы сэндвич панель не была повреждена.
Каждая последующее полотно крепится аналогично первому, но даже несмотря на максимальную точность монтажа начальной планки, проверяйте всё по уровню после установки каждого третьего элемента.
Пример правильной и неправильной посадки шурупов для крепления
В плане соблюдения других нюансов, вопрос того, как монтировать сэндвич панели, сводится к организации надежных стыковочных швов..jpg) Панели плотно соединяются в замках — каждый выступ должен до конца входить в соответствующий паз, иначе конструкция рухнет сразу после ввода в эксплуатацию, а иногда и до неё.
Панели плотно соединяются в замках — каждый выступ должен до конца входить в соответствующий паз, иначе конструкция рухнет сразу после ввода в эксплуатацию, а иногда и до неё.
В зависимости от суровости климата, силиконовый герметик нужно наносить или только с внутренней, или с внутренней и внешних сторон. Клей и герметик закладываются прямо перед установкой панели.
На герметике всегда указывается допустимый для него температурный режим. Обратите внимание на то, что герметик действительно подойдёт для ваших погодных условий.
Пример правильного стыка двух стеновых полотен
Поперечные швы уплотняются минеральной ватой. Допускается использование монтажной пены. Некоторые виды утепления теряют свои свойства из-за воздействия влаги. Для предотвращения этого нюанса, узлы крепления нужно обрабатывать гидроизоляторами.
Если длина материала не превышает 4 метра, то рекомендованная ширина шва должна быть больше 15 мм. Если длина больше 4 метров, шов должен составлять не менее 20 мм.

Окончив монтажные работы, нужно произвести маскировку швов. Для данной цели используются фасонные элементы, установку которых начинают от цокольного отлива. Крепление маскировки производится с использованием небольших винтов или заклёпок. Фасонные элемент обрабатываются герметиком с обратной стороны.
Советы по уходу и важные правила монтажа
По окончанию основных работ по монтажу, настало время поговорить об уходе за готовой облицовкой. Заметим, что некоторые проблемы проще предотвратить, чем позже устранять недоделки.
Для малоэтажных строений, установка может выполняться с участием минимального количества людей
Поэтому, упомянем о некоторых особенностях монтажа:
- если в качестве утеплителя используется минеральная вата, работы по монтажу проводятся только в респираторе Данный материал очень нежелателен к попаданию в дыхательные пути. Аллергия и раздражение — это меньшее, что можно получить;
- не устанавливайте конструкции с минватой при высокой влажности — утеплитель разбухнет и потеряет свои свойства. И мы уже упоминали, о необходимости использования гидроизолирующей уплотнительной ленты;
- если защитный слоя облицовки при монтаже не был поврежден, то следует беречь фасад от воздействий и впоследствии — для этого, просто не следует прислонять к стенам элементы строительной техники, временные опоры, лестницы и т. д. К естественным атмосферным воздействиям и перепадам температур готовое покрытие устойчиво;
- как минимум один раз в год следует проводить визуальный осмотр поверхности. Удаляйте загрязнения при помощи мягкой щетки и мыльного раствора. Разнообразные повреждения защитного слоя можно устранить с помощью ремонтных красителей.
 И мы уже упоминали, о необходимости использования гидроизолирующей уплотнительной ленты;
И мы уже упоминали, о необходимости использования гидроизолирующей уплотнительной ленты;Таким образом, соблюдение всех рекомендаций по установке и уходу приведёт к тому, что защиту и красоту дома на десятки лет обеспечит единожды произведенный монтаж сэндвич панелей.
Читайте также:
Как сделать сэндвич панели своими руками
Назад к списку статейВозведение конструкций из сэндвич панелей считается самым быстрым и простым.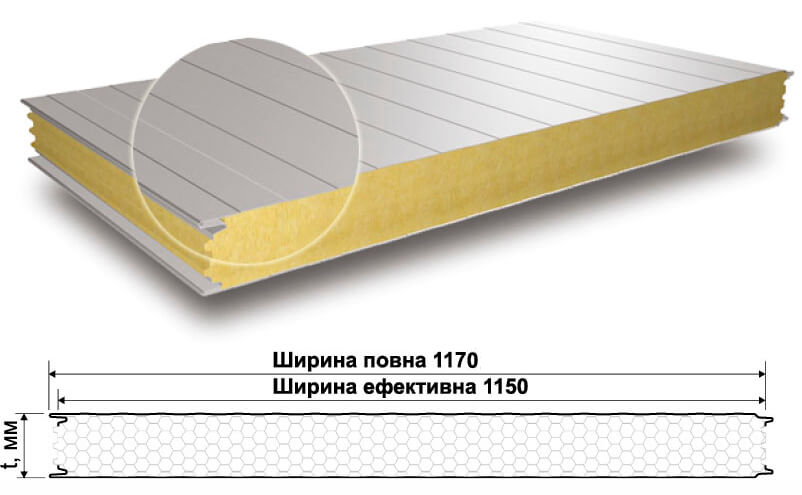 Их используют в промышленных масштабах (фабрики, торговые комплексы) и в частном секторе (дома, подсобные помещения, гаражи). Возможно, ли изготовление материала своими руками и что для этого необходимо?
Их используют в промышленных масштабах (фабрики, торговые комплексы) и в частном секторе (дома, подсобные помещения, гаражи). Возможно, ли изготовление материала своими руками и что для этого необходимо?
Используемые материалы
Конструктивно стены представлены обшивочным материалом, который используется в качестве основы для декоративной отделки. Между двумя плоскостями помещается теплоизоляция. Подобным образом изготавливаются готовые сэндвич панели. Их применение ускоряет процесс возведения здания.
Какой утеплитель удобнее использовать для изготовления продукта своими руками? Готовые плиты должны быть жесткими, поэтому в качестве теплоизоляционного слоя применяются плитные материалы с высокой плотностью:
- базальтовая минеральная вата;
- пенополистирол;
- пенополиуретан.
Наружные слои должны быть влагостойкими, прочными, долговечными. Этим требованиям соответствуют:
- металл;
- пластик;
- древесные материалы.

Многое, из перечня выше, можно приобрести в компании “Металлинвест Профиль”. В каталоге имеются утеплитель, оцинкованные листы, плиты ОСП и инструменты известных производителей. На вопросы о материалах, заказе и доставке ответят менеджеры по телефонам, которые имеются на сайте: metprof-vrn.ru.
Скрепляются между собой полотна с помощью клея. В производстве чаще применяется полиуретановый клеящий состав из одного или двух компонентов. Разница между ними в том, как состав сохнет. Первый за счет влаги, что содержится в воздухе, второй в результате химической реакции между составляющими. Для самостоятельного производства рекомендуется применение продукта с одним компонентом.
Важно при выборе клея отслеживать его срок годности после затвердевания. Он должен соответствовать не менее, чем 30 годам. Также нужно учитывать влагостойкость и применение в условиях перепадов температур конкретной местности (например, от -40 до +50 градусов по Цельсию).
Как сделать сэндвич панели своими руками?
В заводских условиях изготовление происходит методом прессования. Самостоятельно необходимо обеспечить равномерное давление на период высыхания клея.
Самостоятельно необходимо обеспечить равномерное давление на период высыхания клея.
Сжатие должно соответствовать усилию, равному 18 т. Почему такой высокий показатель? Дело в том, что полиуретановый клей после нанесения начинает пениться. Если не обеспечить необходимое давление, то между утеплителем и оболочкой может возникнуть воздушная прослойка. Благодаря этому стабильность продукта будет не полная, а значит несущая способность ограниченной. Прослужит такая конструкция меньше ожидаемых 30-50 лет.
Площадка обязательно должна быть ровной и чистой, как и используемые материалы. На полотна оболочек наносится клей методом напыления или с применением пластикового/резинового зубчатого шпателя. На первую укладывается утеплитель, который накрывается вторым листом.
Нужно учесть тот факт, что клей моментально вступает в реакцию с воздухом, затвердевание происходит быстро. Если в помещении снизить температуру и влажность, то поведение состава можно немного замедлить (до 10 мин). В любом случае для изготовления панелей нужна помощь второго человека.
В любом случае для изготовления панелей нужна помощь второго человека.
Для производства большого количества материала актуально будет приобрести или арендовать прессовочную установку. Тогда высота из будущих изделий может достигать показателя в 1200 мм. Время выдержки занимает в среднем 3 часа.
При отсутствии специализированного оборудования можно воспользоваться вакуумным насосом. Изделия накрываются тентом. Воздух выкачивается примерно на 40 минут. Далее продукт отлеживается на ровной поверхности в течение суток. Рекомендуемое время составляет 30 часов.
Готовые панели между собой соединяются посредством замка. Самостоятельно его изготовить можно с помощью деревянного бруса. С одного торца он заранее вставляется, с другого формируется выемка нужной глубины (не ранее, чем через 24 часа после изготовления). В результате зазор будет полностью перекрыт, а плиты зафиксированы.
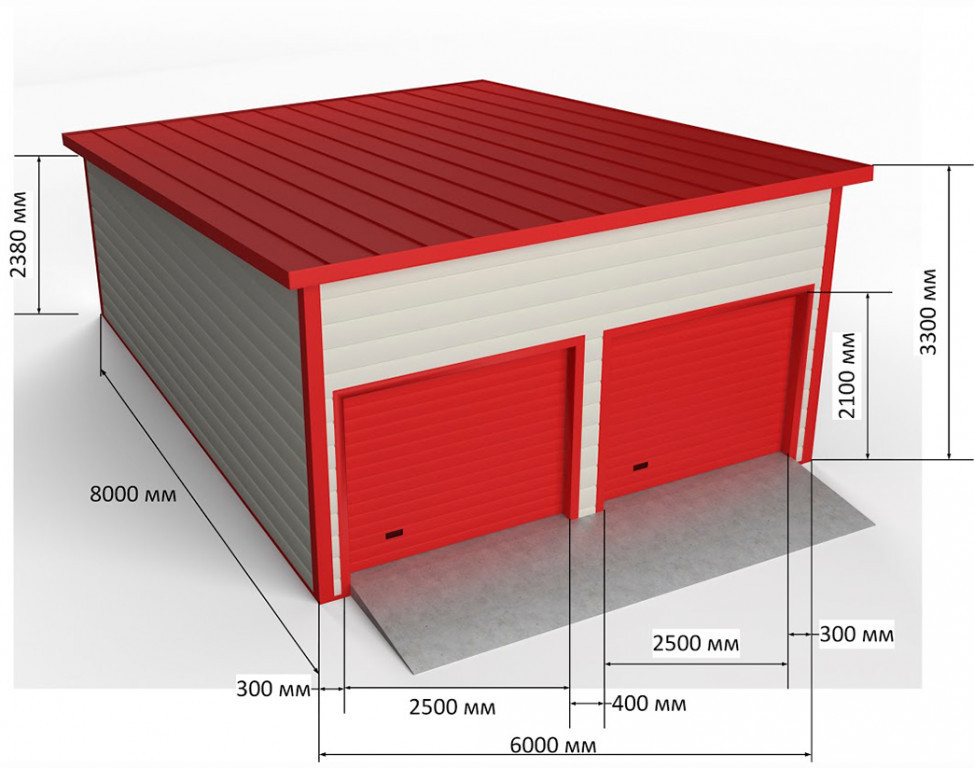
Гараж
Строительство здания для хранения и обслуживания транспортного средства сопровождается нормами, которые прописаны в СНиПах 2. 07.01-89 и 21-01-97. Что нужно знать для того, чтобы сделать сэндвич панели для гаража своими руками? Самое важное состоит в том, что материалы должны соответствовать требованиям пожаробезопасности. Так, в качестве утеплителя применяются каменная вата или пенополиуретан, а оболочка чаще состоит из металла.
07.01-89 и 21-01-97. Что нужно знать для того, чтобы сделать сэндвич панели для гаража своими руками? Самое важное состоит в том, что материалы должны соответствовать требованиям пожаробезопасности. Так, в качестве утеплителя применяются каменная вата или пенополиуретан, а оболочка чаще состоит из металла.
Минвата стоит дешевле, но она «боится» воды. Поэтому стыки между плитами дополнительно должны быть загерметизированы. А пенополистирол плавится и содействует распространению открытого пламени. В результате лучше приобрести пенополиуретан. Легкий утеплитель не поддерживает горение и устойчив к влаге.
Металлические листы лучше выбирать из стали с оцинкованным покрытием. Без дополнительной защиты материал способен выдержать воздействие природных явлений в течение года. Но временной промежуток зависит от слоя защиты. Поэтому, чтобы снизить риски, дополнительно наносится краска с антикоррозийными добавками (порошковые сохраняют первоначальный вид дольше).
Пластик и древесные плиты для строительства гаража использовать не рекомендуется. Допускается наружная отделка, но не внутренняя, так как материалы поддерживают горение с выделением опасных веществ.
Допускается наружная отделка, но не внутренняя, так как материалы поддерживают горение с выделением опасных веществ.
Дом
Жилое строение снаружи и внутри отделываются декоративными материалами. ПВХ и металл используются как самостоятельные полотна, а ДСП, ОСП, OSB или фиброплиты чаще в качестве основания под обшивку или облицовку. Как сделать сэндвич панели для строительства дома? Какой утеплитель лучше использовать?
Для возведения жилого здания используются материалы с длительным сроком службы. Так, теплоизоляция из каменной ваты превосходит пенополистирол и пенополиуретан, но последние легче и дешевле. Толщина сердцевины достигает показателя в 25 см. Минимальное значение составляет 50 мм.
Металл и пластик применяется редко. Чаще для оболочки используют древесные плиты толщиной до 9-14 мм. Такие изделия справляются с нагрузкой в качестве несущих конструкций, хорошо держат тепло внутри помещения, не пропускают звук. Для облицовки не требуется дополнительное оштукатуривание, обшивочный материал в большинстве своем можно сразу крепить к основанию.
Окна
Технологические проемы для естественного освещения должны быть утеплены и загерметизированы. Как сделать сэндвич панели, которые будут установлены на окна? Чем они отличаются от несущих конструкций?
Отделка откосов выполняет задачу по маскировке монтажного шва и его изоляции. В отличие от стеновых панелей толщина изделия занимает до 5 см. Утеплитель используется любой, так он будет со всех сторон защищен. Оболочка чаще применяется из дерева. Для лицевой стороны можно также использовать пластик, чтобы не отвлекаться на периодическое перекрашивание.
При изготовлении панелей на окна не обязательно защищать утеплитель с двух сторон. Так, если использовать минеральную вату, то без изнаночного полотна она полностью заполнит пространство между проемом и лицевой частью. Такой вариант исключает необходимость использования монтажной пены. Но при этом обязательно должен быть установлен гидробарьер.
Торцевые части закрываются декоративными элементами. Чаще применяются пластиковые уголки и специальные профили. Их крепят на клей-герметик, который отвечает требованиям влагостойкости и долговечности. Тогда конструкция будет защищена от внешних факторов.
Чаще применяются пластиковые уголки и специальные профили. Их крепят на клей-герметик, который отвечает требованиям влагостойкости и долговечности. Тогда конструкция будет защищена от внешних факторов.
Вывод
Самостоятельно сделать сэндвич панели не сложно. Для этого необходимо помещение с ровной и чистой рабочей поверхностью, прессовочное оборудование или вакуумный насос. Однокомпонентный полиуретановый клей затвердевает быстро, поэтому для производства изделий нужно минимум 2 человека.
В качестве утеплителя лучше использовать каменную вату, так как она не горит, или ППС/ППУ, так как они не боятся воды. При этом важно учесть, что пенополистирол содействует распространению огня.
Для оболочки применяются металл, пластик или древесные плиты. Первый вариант тяжелый, второй плавится, а третий хоть и горит, но экологичный, легкий и обладает низким коэффициентом теплопроводности. Так, чаще в строительстве дома используются ДСП, ОСП или OSB плиты.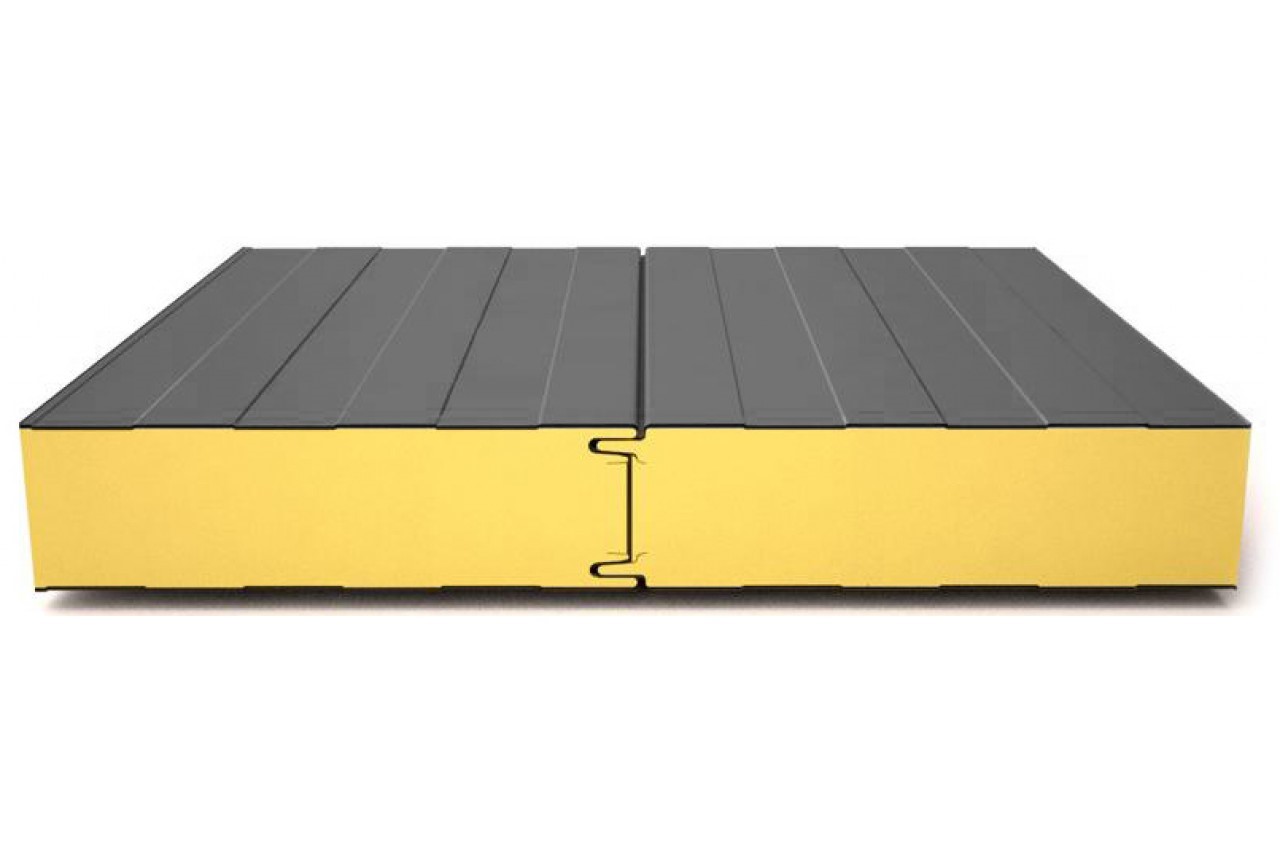
Основные правила монтажа сэндвич-панелей
- Главная
- Продукция
- Основные правила монтажа сэндвич-панелей
ВНИМАНИЕ! Внимательно изучите настоящую инструкцию, монтажные схемы и узлы до начала монтажа. Проверьте наличие всех необходимых комплектующих.
Основные правила монтажа и эксплуатации панелей
1. Чтобы при монтаже добиться положительного результата и придать зданию надлежащий вид, монтажники должны пользоваться соответствующими инструментами и пройти необходимое обучение.
2. Панели следует поднимать осторожно, используя специальные панельные захваты струбцинного типа с использованием страховочной ленты (рис. 1).
Рис. 1 Струбцина
3. 1-ый этап подъема панелей:
Рис. 3/1
Рис. 3/2
- Аккуратно сдвинуть верхнюю панель относительно пакета в одну сторону;
- На выдвинутый край панели закрепить струбцины. Внутренняя поверхность струбцин, соприкасающаяся с панелью, должна быть защищена мягким материалом (пористой резиной).
- Скольжение поверхности одной панели по поверхности другой, опирание на замковую часть во избежании появления царапин и замятия замка, исключить;
- Плавно, без рывков выполнить подъем панели, руками придерживая противоположный край панели (рис. 3/1, 2/2)

4. Монтаж кровельных панелей осуществляется с помощью двух захватывающих приспособлений и траверсы (рис. 4/1, 4/2).
Рис. 4/1
Рис. 4/2
При монтаже кровельных панелей для создания уклона применять стропы разной длины. Длина чалки зависит от уклона кровли.
5. Если панели складируются на стройплощадке, они ни в коем случае не должны подвергаться воздействию осадков, то есть открытую упаковку следует защищать от влаги. Если монтаж не закончен, края панелей (открытую минеральную вату) следует накрыть, например пленкой.
При монтаже панелей и фасонных элементов используются винты самонарезающие.
Горизонтальный монтаж стеновых панелей
1. На монтаж панели могут поступать полной заводской готовности или требующие доработки. Во втором случае панели необходимо доработать в соответствии с рабочими чертежами (прилагаются):
На монтаж панели могут поступать полной заводской готовности или требующие доработки. Во втором случае панели необходимо доработать в соответствии с рабочими чертежами (прилагаются):
- На цокольные панели установить нащельники. Нащельники устанавливаются внахлест (~50 мм), крепление их к обшивкам панели производится винтами самонарезающими WSPC-4,2х19 с шагом 200-300 мм. Пространство под нащельником заполняется монтажной пеной.
- При необходимости произвести вырезку под оконные, дверные, воротные проемы. Произвести другую подрезку панелей в соответствии с рабочими чертежами. Подрезку осуществлять на ровной поверхности, вес панели должен распределяться равномерно.
- При резке панелей необходимо пользоваться ножовкой или дисковой пилой. Чтобы искры от инструментов не повредили поверхность панелей, панель следует защитить картоном. Сначала подрезаются обшивки, а затем утеплитель.
- При необходимости нужно установить закладные крепежные детали (для крепления окон и дверей).
- На верхние панели устанавливаются нащельники и закрепляются винтами WSPC-4,2х19 с шагом 200 мм. Пространство под нащельником заполняется монтажной пеной.
- Если при рассмотрении рабочих чертежей есть подозрение, что доработка панелей приведет к нарушению прочности самой панели и угрожает её излому при подъеме, то доработку панели осуществлять после её крепления к каркасу здания.
2. Итак, панели подготовлены. Приступаем к монтажу.
- На фундаменте (цоколе) необходимо произвести гидроизоляцию и закрепить горизонтальный опорный элемент для установки первой панели (рис. 2). Необходимо предварительно проверить точность установки опорного элемента: отклонение от плоскостности ±3 мм. Зазор между цоколем и панелью должен составлять не менее 20 мм.
Рис. 2 Установка гидроизоляции и опорного элемента
- При необходимости (в соответствии с монтажным цокольным узлом) установить слив.
- Привязка панели к крайней оси определена на монтажной схеме и в монтажном угловом узле.
- На поверхность колонн устанавливается самоклеющаяся уплотнительная лента (толщина определяется в проекте) так, чтобы, уплотнив место крепежа, исключить движение воздуха (Рис. 3).

Рис. 3 Установка уплотнительной ленты.
Первая панель устанавливается на цокольную опору пазом вниз, шипом вверх и крепится к колонне (рис. 4). Ширина опорной поверхности панели должна быть не менее 40 мм, минимальной расстояние крепления от края панели составляет не менее 30 мм, зазор между соседними горизонтальными панелями — 20 мм.
Крепление панелей к колоннам каркаса производится «на прокол» винтами самонарезающими WSW6,3/5,5 с уплотнительной шайбой (к металлическому каркасу), дюбелями (к железобетонным колоннам) с шагом 500 мм (3 шт. на сторону). Длина винта (дюбеля) зависит от толщины панели и задается в проекте.
Обращайте внимание на крепление панели.
Избегайте излишнего затягивания крепежа, поскольку это снижает срок его службы и может повредить панель. Первым признаком слишком сильного затягивания является появление вмятин на поверхности панели.
Первым признаком слишком сильного затягивания является появление вмятин на поверхности панели.
Рис. 4 Крепление панели к каркасу.
- В паз наружной обшивки следующей панели наносится герметик (марка герметика задается в проекте). Следующая панель устанавливается пазом вниз на шип нижней панели и крепится к стойкам каркаса.
- Для крепления панелей у оконных, дверных, воротных проемов необходимо установить дополнительные стойки. Крепление и уплотнение места крепежа производится как на основных стойках. Для установки надоконных, наддверных и надворотных панелей ригель должен иметь опорный элемент. Когда монтаж дошел до самой верхней панели, следует проверить, подходит ли в это место панель полной ширины. Для обеспечения безопасности резка панели должна происходить на земле.
Рис. 5 Получение размера доборной панели.
После установки всех панелей необходимо тщательно уплотнить все стыки: вертикальные между панелями, вертикальные угловые уплотняются минватой (или другим утеплителем в соответствии с проектом), горизонтальный цокольный, оконные, дверные зазоры по периметру, как правило, заполняются монтажной пеной (рис. 6). При заполнении следует добиваться максимальной плотности, чтобы не было движения воздуха сквозь стыки.
6). При заполнении следует добиваться максимальной плотности, чтобы не было движения воздуха сквозь стыки.
Рис. 6 Уплотнение стыков.
- Наконец устанавливаются фасонные элементы: нащельники и сливы (внутренние и наружные). Установка производится согласно монтажным схемам и узлам.
- При необходимости производится подрезка и подгонка фасонных элементов.
- Фасонные элементы устанавливаются с уплотнительной лентой (герметиком), снизу вверх, нахлест ~50 мм, крепятся к панелям винтами самонарезающими WSPC-4,2х19 с шагом 300 мм.
Рис. 7 Установка нащельников.
Вертикальный монтаж стеновых панелей
При вертикальном монтаже рекомендуем осуществлять доработку панелей после их крепления к каркасу, т.к. доработанная панель может потерять свою прочность и сломаться при подъёме.
Так же при вертикальном монтаже рекомендуем использовать специальную траверсу для подъёма панели из пачки и установки в нужном месте, чтобы при подъёме исключить резкие перемещения панели, которые приводят к повреждениям (надломам).
- Крепление панелей происходит горизонтально к ригелям винтами самонарезающими WSW6,3/5,5 с уплотнительной шайбой (длина винта зависит от толщины панели и задается в проекте).
- Для упрощения монтажа ригели (цокольный, надоконный, дверной, воротный, стыковой) должны иметь опорный элемент для опирания панелей.
- На фундаменте (цоколе) необходимо произвести гидроизоляцию.
Зазор между цоколем и панелью должен составлять не менее 20 мм.
При необходимости (в соответствии с монтажным цокольным узлом) установить слив.
- На ригели установить уплотнительную ленту (толщина ее задается проектом) так, чтобы уплотнить линию крепежа.
- Установить первую панель.
- Привязка панели к крайней оси определена на монтажной схеме и в монтажном угловом узле.
- Следует проверить вертикальность установки первой панели. Отклонения не должны быть более ±2 мм. Закрепить панель на ригелях (цокольном, надоконном или подоконном, дверном, стыковом, рядовом, воротном).
- В паз наружной обшивки следующей панели заложить герметик, установить вторую и все остальные панели, проверять вертикальность установки панелей.
- В стыковых узлах до установки верхней панели при необходимости установить слив.
- После установки всех панелей необходимо тщательно уплотнить все стыки: вертикальные угловые уплотняются минватой (или другим утеплителем в соответствии с проектом), горизонтальный цокольный, оконные, дверные зазоры по периметру, как правило, заполняются монтажной пеной. При заполнении следует добиваться максимальной плотности, чтобы не было движения воздуха сквозь стыки.
- Наконец устанавливаются фасонные элементы: нащельники и сливы (внутренние и наружные). Установка производится согласно монтажным схемам и узлам.
- При необходимости производится подрезка и подгонка фасонных элементов.
- Фасонные элементы устанавливаются с уплотнительной лентой (герметиком), снизу вверх, нахлест ~50 мм, крепятся к панелям винтами самонарезающими WSPC-4,2х19 с шагом 300 мм. Сливы устанавливаются с герметиком.
 Сливы устанавливаются с герметиком.
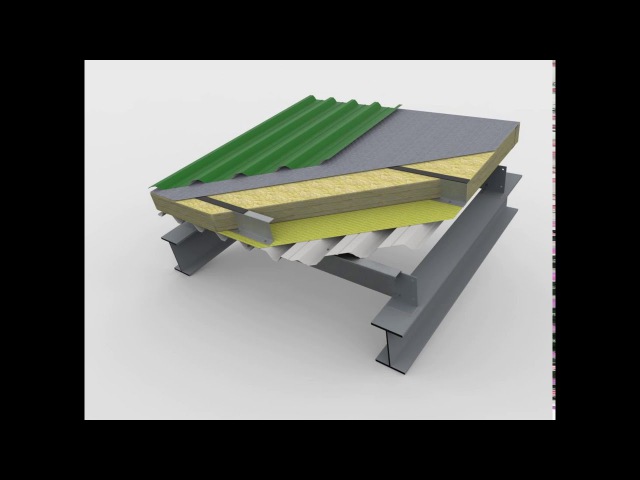
Сливы устанавливаются с герметиком.Монтаж кровельных панелей
1. Для лучшей работы кровельные панели рекомендуется использовать при уклоне кровли ~25º.
2. Крепление кровельных панелей производится на прогонах. Рекомендуемый шаг установки прогонов ~1,5 м.
3. При длине ската >13м возможна стыковка панелей по длине. В этом случае в месте стыка необходимо установить двойной прогон.
4. На монтаж панели могут поступать полной заводской готовности или требующими доработки. Во втором случае панели необходимо доработать в соответствии с рабочими чертежами (прилагаются) и монтажными узлами.
5. Приступаем к монтажу
- На прогоны установить уплотнительную ленту 3х20.
- Установить первую панель. Привязка крайней панели дана в монтажном узле.
Крепление панелей на коньковом прогоне производится винтами самонарезающими WSW6,3/5,5 с уплотнительной шайбой (длина винта зависит от толщины панели), шаг крепления 200 мм.
- Нижние обшивки кровельных панелей соединяются «в замок», верхние — нахлёстом профлиста.
- При стыковке панелей по длине необходимо у верхней панели подрезать внутреннюю обшивку на 200-250 мм, выбрать утеплитель.
Замки обеих панелей подрезать согласно рабочим чертежам.
Монтаж начинается с нижней панели: панель укладывается и закрепляется на стыковом прогоне винтами WSS5,5х32 с шагом 100 мм.
Укладывается утеплитель (монтажная пена). Затем укладывается верхняя панель
В месте стыка закладывается герметик «Абрис ЛБ» 2х20. Затем укладывается следующая пара панелей.
- После укладки всех кровельных панелей необходимо тщательно уплотнить все стыки.
Установить нащельники (в соответствии с монтажными узлами) с уплотнительной лентой (герметиком). Нащельники устанавливаются внахлест ~50 мм, коньковый ~100 мм. Крепление нащельников производится винтами самонарезающими WSPC4,2х19 с шагом 300 мм.
При установке карнизных и торцовых нащельников необходимо прорезать утеплитель под верхней обшивкой ~50мм и нащельник подвести под обшивку.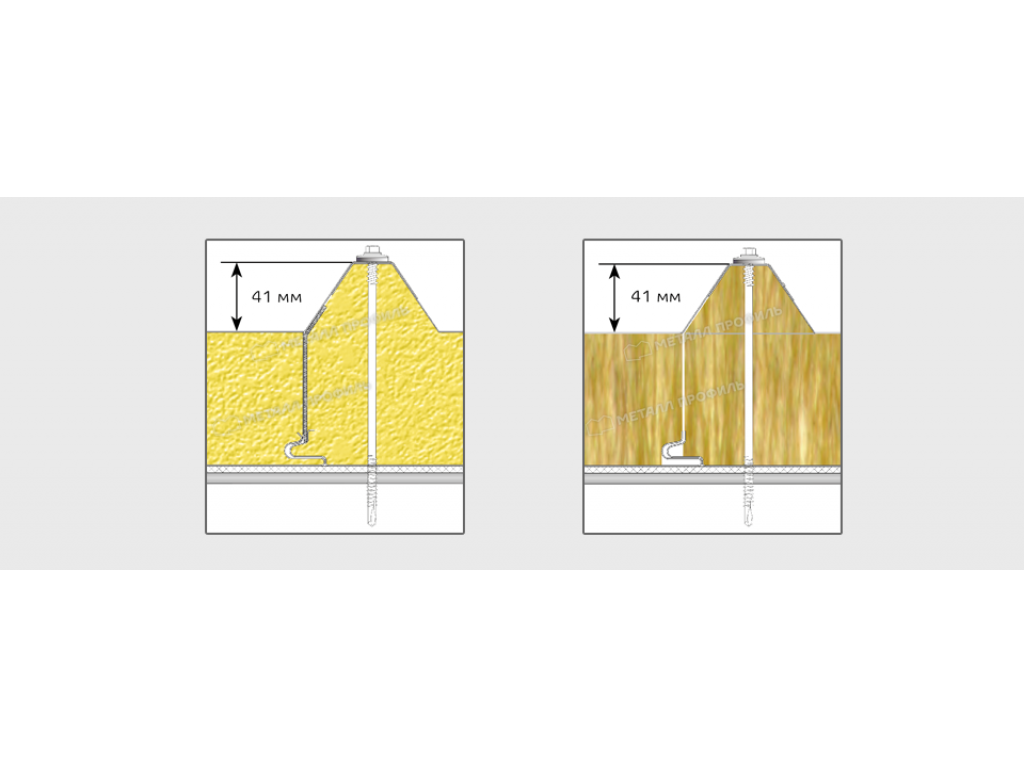
Техническое обслуживание, осуществляемое в течение всего эксплутационного периода. В течение всего эксплуатационного периода необходимо соблюдать следующие требования:
1. Недопустимо превышать степень агрессивности внутренней среды.
2. Необходимо ежегодно проводить осмотры и осуществлять своевременный ремонт конструкций.
3. Недопустимо крепить к конструкциям панелей оборудование, инженерные системы и т.п. в местах, не предусмотренных рабочей документацией.
4. Недопустимо превышение расчетных снеговых нагрузок. Важно регулярно убирать снег с крыши здания.
5. Недопустимо хождение по панелям. Для передвижения использовать деревянные настилы или щиты. Клеёная кровля является «неэксплуатируемой».
Сэндвич панели своими руками, что для этого нужно?
Оглавление:
- Метод кустарного производства: возможно ли?
- Требования, предъявляемые к клею
- Почему для производства необходимо специальное оборудование
- Преимущества, которые дает оборудование
Потребность в СИП-панелях растет прямо пропорционально все увеличивающейся популярности этого материала: сегодня из него все больше возводится строений. Сэндвич панели – легкий материал, не требующий при монтаже применения мощной грузоподъемной техники. В составе готовой конструкции они хорошо справляются с теплозащитными и звукоизоляционными функциями.
Сэндвич панели – легкий материал, не требующий при монтаже применения мощной грузоподъемной техники. В составе готовой конструкции они хорошо справляются с теплозащитными и звукоизоляционными функциями.
Здание, построенное с их помощью, не требует сооружения мощного фундамента, что существенно уменьшает расходы.
Учитывая это, можно наладить выгодный бизнес, связанный с производством сэндвич панелей. Окупаемость вложений должна быть высокой: во время экономического кризиса застройщики стараются использовать методы, позволяющие меньше тратить средств на стройматериалы. СИП-панели, в данном случае, это то, что нужно.
Метод кустарного производства: возможно ли?
Изготовление сэндвич панелей своими руками, на первый взгляд, кажется делом простым. Достаточно взять плиты OSB толщиной 9 мм, поместить между ними теплоизоляционный материал, пароизоляционную пленку, склеить все это – и готово. Но необходимо помнить, что выбор утеплителя и его толщина – важный этап, требующий теплотехнических расчетов и учета среднегодовой температуры конкретной местности.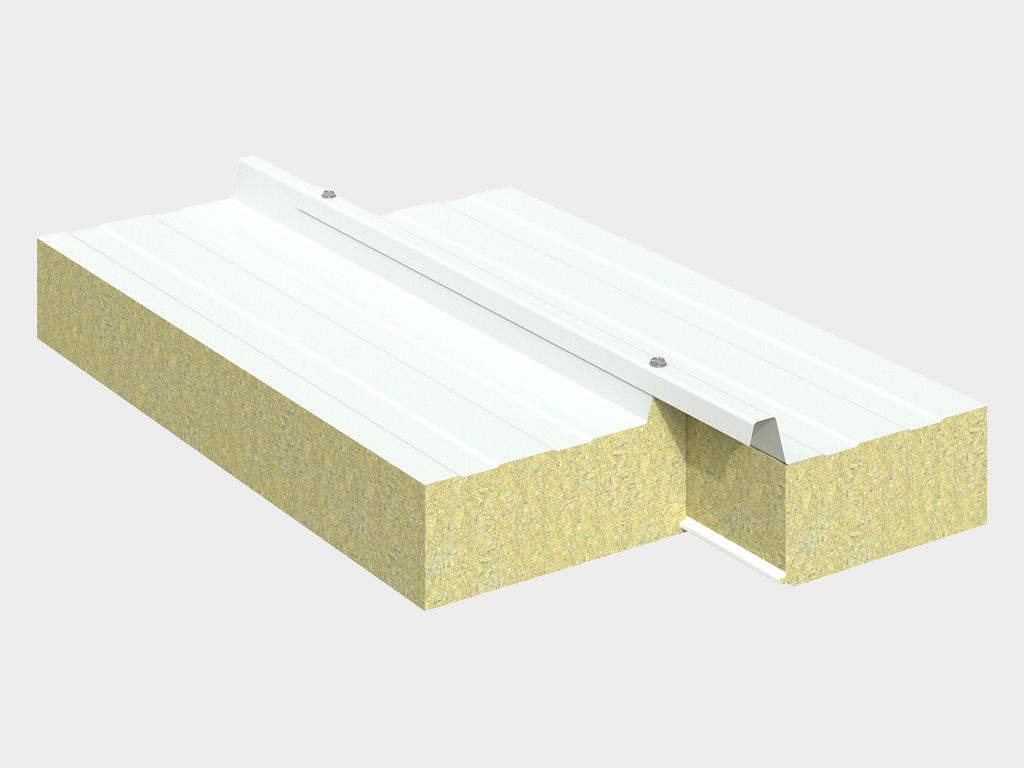
Кроме того, такой способ производства не удобен. Для личных нужд это не имеет смысла: можно сразу на площадке монтировать ограждающие конструкции в процессе строительства каркасного дома. Ручное производство с целью реализации самодельных сэндвич панелей не будет успешным по причине низкой производительности при отсутствии специального оборудования. Есть и другие нюансы, о которых будет рассказано далее.
Требования, предъявляемые к клею
Особые требования при изготовлении сэндвич панелей должны предъявляться к клею. Нельзя использовать любой, пусть даже очень хороший: важно, чтобы он не терял своих свойств в течение нескольких десятков лет (срок службы постройки) в условиях атмосферной влажности и при широком диапазоне температур воздуха. Кроме того, он должен быть абсолютно безвредным для человека после полимеризации. Этим требованиям соответствуют клеи от европейских производителей Kleiberit и Henkel: это полимерные составы Kleiberit 502.8, Macroplast UR 7228 и Macroplast UR 7229.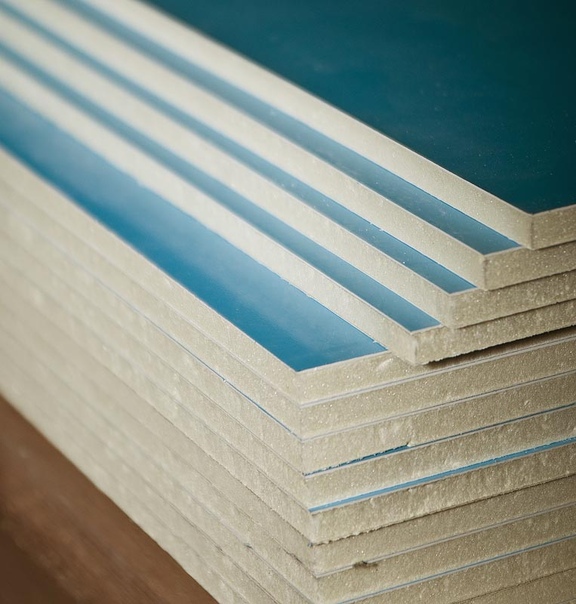 С их помощью производятся СИП-панели не только в Европе, но также в США и Канаде.
С их помощью производятся СИП-панели не только в Европе, но также в США и Канаде.
Почему для производства необходимо специальное оборудование
Причина первая. Процесс изготовления СИП-панели требует точного соблюдения времени протекания техпроцесса: распакованный клей должен быть использован в течение максимум 5 минут. После этого происходит его быстро протекающая полимеризация. Отвердевший клей не смывается ни одним из существующих растворителей. Очистка оборудования и инструмента в таком случае выполняется методом механическим либо путем нагрева до 400… 500 °С.
Причина вторая. Полимеризация клея происходит с обильным выделением пены и многократным увеличением его объема. В этот момент необходимо сильно сжать склеиваемые детали, что выполняется с помощью специального мощного пресса, способного создать усилие около 18 тонн. В противном случае склеивания не произойдет. Таким образом, становится очевидно, что производство сэндвич-панелей кустарным способом, без спецоборудования, невозможно в принципе.
Преимущества, которые дает оборудование
При использовании спецоборудования, которое стоит сравнительно недорого и окупается полностью после реализации около 500… 550 панелей, произведенных с его помощью, необходимо применение ручного труда не более двух человек. При этом линия способна производить одну готовую панель максимум за 10 минут. Клеи при этом используются как 5-ти, так и 10-ти минутные. Кроме того, специальное оборудование позволяет наладить производство мебельных сэндвич панелей и из фибролитовых плит — Green Board GB3.
Видео для наглядности.
Цена б / у сэндвич-панели/ панель для холодильной камеры для крыши и стены (V950), посмотреть бывшие в употреблении панели для холодильной камеры, бывшие в употреблении панели для холодильной камеры ZHONGJIE Подробная информация о продукте от Tianjin Zhongjie Jinchen Import & Export Trade Co.
 , Ltd. на Alibaba.com
, Ltd. на Alibaba.com 1. Спецификация б / у панелей для холодильных камер
| Марка | ZHONGJIE панели для холодильной камеры б / у |
| Цвет | Белый Серый, Морской Синий или в соответствии с вашими требованиями |
| Плотность | 40-45 кг / м3 |
| Основной материал | полиуретановая плита |
| Эффективная ширина крышки | 1000 мм |
| Толщина опорной плиты | 0.4-0,8 мм |
| Толщина материала сердцевины | 100, 150, 200 мм |
| Материал поверхности | горячее цинкование, цинкование, нержавеющая сталь, Алюминий, магний, марганец |
| Поверхностная текстура | Плоская квадратная волна |
| рекомендуемое покрытие | полиэфирное покрытие, SMP-покрытие, HDP-покрытие и фторуглеродное покрытие PVDF и т. Д. Д. |
| Тип панели | Стеновая панель, кровельная панель, угловая панель, потолочная панель |
| Характеристики | защита от атмосферных воздействий, сохранение тепла, огнестойкость, водонепроницаемость, высокая твердость, хорошая защита от коррозии, хорошая несущая способность |
| тип соединения | Соединения с двойным пазом и крючком |
| условия платежа | 30% авансовый платеж T / T и 70% остаток платежа аккредитивом или T / T после просмотра коносамента |
| упаковка | стандартная морская упаковка или по вашему запросу |
2.производство, проверка, упаковка и транспортировка б / у панелей для холодильных камер
3. Порядок изготовления б / у панелей для холодильных камер
4. Проект б / у панелей холодильной камеры
Проект б / у панелей холодильной камеры
5. Сертификат ISO 9001: 2008 на панели для холодильных камер б / у
5. Сертификация группы Zhongjie Group на бывшие в употреблении панели для холодильных камер
Zhongjie Group, основанная в 1997 году, обосновалась в районе развития Тяньцзинь Бэйчэнь в октябре. Компания быстро развивалась в течение десяти лет, основала
первая линия по производству цветных покрытий на севере Китая, насчитывается более 20
филиалов фабрики занимаются цветной сталью, стальными конструкциями к северу от Хуанхэ,
продуктов чжунцзе охватили более 20 провинций, городов и 9000 автономных районов.
в Китае, ежегодные продажи более 160 миллионов, чжунцзе крупных сделок в
Цвет стали(цветное покрытие, гофра, стальная конструкция), что составляет разновидность
девелоперская группа компаний собрала химическое покрытие, склад и
Логистическая, коммерческая недвижимость Научно-технологический парк.
Моб (Whatsapp / Wechat) +86 18526241495
ОфисТел .: +86 22 86859097
Электронная почта: wanna (at) wtohome.com
Холодильные камеры из сэндвич-панелей | Сэндвич-панель
Сэндвич-панель для холодильных камер обеспечивает теплоизоляцию намного выше, чем другие фасадные панели, дает результат, аналогичный или даже превосходящий другие строительные материалы, обычно используемые при строительстве холодильных камер и требующие более сложного процесса строительства.Это важная экономия, которая подчеркивает сэндвич-панели и сниженную цену за квадратный метр, так что все больше и больше клиентов полагаются на холодные складские сэндвич-панели для строительства этих помещений с гораздо более ограниченным бюджетом.
Благодаря нашему многолетнему опыту во всех типах проектов всегда по лучшей цене, в PANEL SANDWICH GROUP у нас есть правильное решение для строительства холодильных складов с необходимыми вам характеристиками. За все это время мы участвовали в различных проектах, которые улучшили характеристики этой панели, получив превосходную теплоизоляцию с простой сборкой, которая обеспечивает долгий срок службы.
За все это время мы участвовали в различных проектах, которые улучшили характеристики этой панели, получив превосходную теплоизоляцию с простой сборкой, которая обеспечивает долгий срок службы.
Некоторые из работ, в которых мы участвовали в последние годы, — это строительство холодильных и морозильных камер в проектах, распространенных по всей Испании и Латинской Америке, а также реформирование складов и рынков для усиления плохой защиты при установке другого фасада. панель. В обоих случаях можно гарантировать исключительную защиту по лучшей цене с сэндвич-панелями для холодильных складов.
Панель для холодильных камер обеспечивает легкий монтаж в различных зданиях, как в секционировании, так и в внутренних делениях, а также в плитах для фасадов промышленных зданий и других мест.Таким образом, холодильные панели позволяют уменьшить количество материалов, используемых при строительстве этих зданий, сокращая дополнительные обработки для достижения превосходной теплоизоляции, которую эта многослойная плита уже обеспечивает при простой сборке. Поэтому она все чаще используется в зданиях с очень разными характеристиками, таких как больниц, магазинов, фабрик, складов и т. Д. Долгая и т. Д. Всегда открыта для огромных преимуществ этой сэндвич-панели по очень низкой цене.
Поэтому она все чаще используется в зданиях с очень разными характеристиками, таких как больниц, магазинов, фабрик, складов и т. Д. Долгая и т. Д. Всегда открыта для огромных преимуществ этой сэндвич-панели по очень низкой цене.
Сэндвич-панель для холодильных камер имеет профиль 2 мм, который придает особую устойчивость к ударам, движениям и силам всех видов, таким образом сохраняя превосходную теплоизоляцию, характерную для этих сэндвич-панелей. Это сопротивление также популяризировало установку фасадной панели на палубе, особенно когда холодильные камеры находятся внутри больших зданий, таких как промышленные корабли или торговые центры. В этих случаях холодильные панели не выдерживают больших нагрузок, поэтому можно установить такую же фасадную плиту и воспользоваться преимуществами более крупного заказа этих сэндвич-панелей для корректировки цены в PANEL SANDWICH GROUP.
Поскольку холодильные панели требуют такой сложной установки, они должны гарантировать их правильную работу в течение длительного времени, поэтому следует использовать только фасадные панели высшего качества . Другие производители подержанных сэндвич-панелей отстаивают достоинства этих сэндвич-панелей и сравнивают их с пластинами первого качества, но это не так, но также сопряжено с серьезными рисками. В некоторых случаях он приводил к отрыву металлического листа конструкции, к которой он был прикреплен, что приводило к серьезным повреждениям внутренней части здания.Чтобы избежать этих несчастных случаев, мы рекомендуем покупать продукцию только высшего качества и пользоваться лучшей ценой в сэндвич-панелях для холодильных камер.
Сэндвич-панели для холодной комнаты, Сэндвич-панель для холодной комнаты, Индия
ПУФ ИЗОЛИРОВАННОЕ ХОЛОДИЛЬНОЕ ХРАНЕНИЕ ПОЛНОЕ РЕШЕНИЕ
В зависимости от размера и использования холодильной камеры, холодильная камера в широком смысле может быть классифицирована как холодильная камера с возможностью перехода в холодную камеру и складские холодильные камеры. Холодильные камеры Walk In меньше по размеру по сравнению с большими складскими холодильными камерами. Из-за небольшого размера помещений утепленные полы имеют достаточно прочную конструкцию, позволяющую использовать ручные тележки. Эти помещения используются в супермаркетах, отелях, цепочках поставок и т. Д. Для быстрого замораживания и охлаждения используются шоковые заморозки и шоковые охладители, где температура в помещении опускается ниже -40 градусов Цельсия по сравнению с комнатной температурой в течение нескольких часов.
Из-за небольшого размера помещений утепленные полы имеют достаточно прочную конструкцию, позволяющую использовать ручные тележки. Эти помещения используются в супермаркетах, отелях, цепочках поставок и т. Д. Для быстрого замораживания и охлаждения используются шоковые заморозки и шоковые охладители, где температура в помещении опускается ниже -40 градусов Цельсия по сравнению с комнатной температурой в течение нескольких часов.
С ИЗОЛИРОВАННОЙ ПУФ предназначены для быстрого и легкого монтажа в холодильной камере. Сэндвич-панель для холодильной камеры OPI состоит из двух стальных обшивок (предварительно окрашенный оцинкованный железный лист — PPGI), которые склеены полиуретановой пеной, инжектированной под высоким давлением, с системой соединения шпунт и паз в комплекте с кулачковым механизмом
СИСТЕМА БЛОКИРОВКИ РАСПРЕДВАЛА
СИСТЕМА БЛОКИРОВКИ РАСПРЕДВАЛА
Кулачковый замок — это устройство, которое встраивается в определенные места по краям нашей изолированной панели. Крепежные детали кулачкового замка идут попарно; защелка с охватываемым кулачком и гнездо с гнездом для кулачкового замка.
Изолированные панели соединяются между собой на необходимую длину для сборки перегородок, потолка и пола. Это хорошо организованная система Tongue & Groove, в которой используются кулачковые замки для достижения превосходной герметичности и изоляции. Панели скользят на место, обеспечивая легкий и быстрый монтаж, одновременно повышая прочность конструкции и тепловую эффективность, а также обеспечивая чистый, гладкий эстетический вид
Крепежные детали кулачкового замка идут попарно; защелка с охватываемым кулачком и гнездо с гнездом для кулачкового замка.
Изолированные панели соединяются между собой на необходимую длину для сборки перегородок, потолка и пола. Это хорошо организованная система Tongue & Groove, в которой используются кулачковые замки для достижения превосходной герметичности и изоляции. Панели скользят на место, обеспечивая легкий и быстрый монтаж, одновременно повышая прочность конструкции и тепловую эффективность, а также обеспечивая чистый, гладкий эстетический вид
Это дает нам следующие преимущества в холодных камерах:
• Жесткость и хорошая защита от атмосферных воздействий.
• Лучшая транспортабельность
• Больше холодного хранилища для данного места
• Простота и скорость монтажа холодильного агрегата
ПРЕИМУЩЕСТВА / ПРЕИМУЩЕСТВА:
• Тонкие стенки
• Оптимальная изоляция без тепловых мостов
• Компоненты можно разобрать и использовать повторно
• Превосходная несущая способность
• Гигиеничность для хранения продуктов
• Без запаха
• Длительный срок службы и долговечность
• Устойчивость к большинству масел, химикатов и растворителей
• Огнестойкий
• Длина — до 6 метров
• Ширина — до 1. 2mtr
2mtr
• Толщина — от 50 мм до 150 мм
Примечание. Толщина от 25 мм до 40 мм доступна до определенной длины.
• Паз и паз со специально разработанными кулачковыми замками
• Кулачковые замки доступны для толщины 50 мм и более
• Плотность — 40 кг / м3
• GI с предварительно нанесенным покрытием
• SS
• Битумная бумага
• Бумага из алюминиевой фольги
• Крафт-бумага
• Слой
• Листы FRP
• Алюминий и т. Д.
ТРЕБОВАНИЯ К ХОЛОДИЛЬНЫМ КОМНАТАМ
• Холодильные камеры и морозильники шоковой заморозки для продуктов питания
• Морские суда
• Замороженные продукты
• Цветоводство
• Пищевая промышленность
• Гостиницы и рестораны
Для рентабельных холодильных складов мы можем поставить сэндвич-панели с изоляцией из пуфа, которые мы также можем предоставить —
• Сэндвич-панели с одной стороной из металла и крафт-бумагой с другой стороны.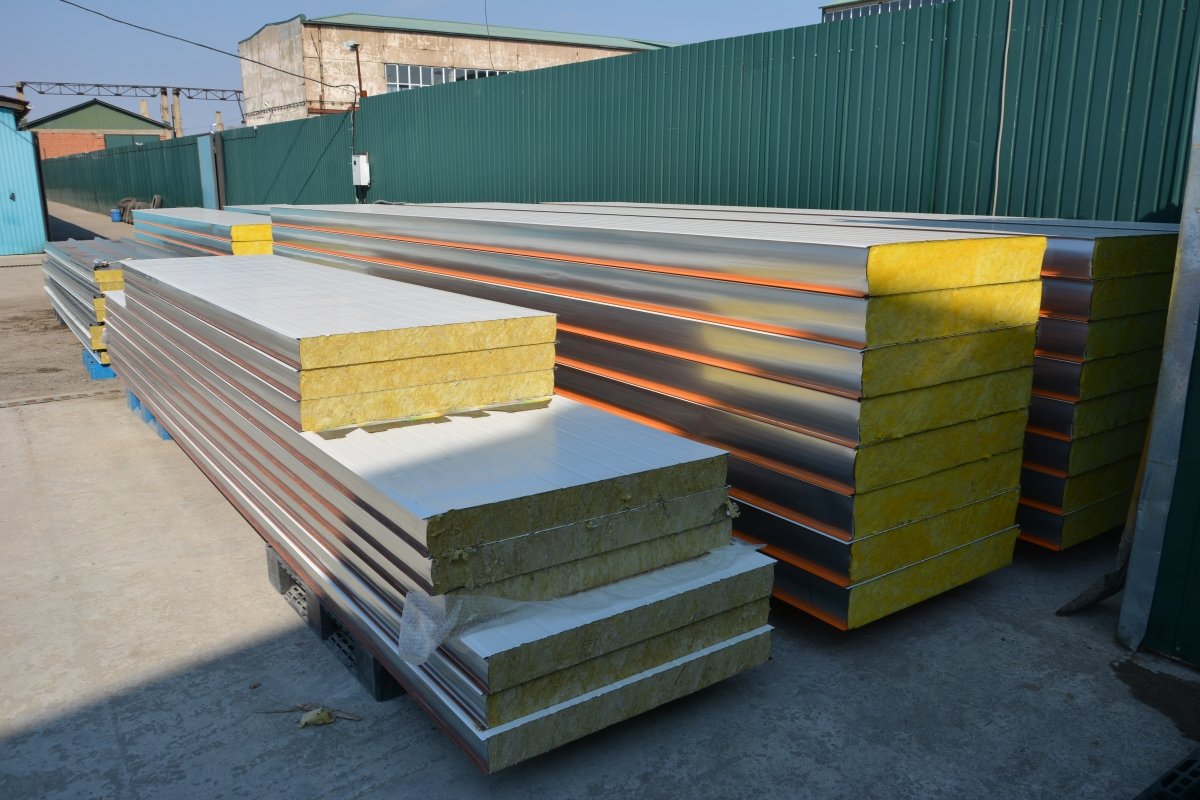
• Сэндвич-панели с двусторонней крафт-бумагой.
«МЫ СЛЕДУЕМ: 12436-1988 ДЛЯ ПРЕДВАРИТЕЛЬНЫХ ЖЕСТКИХ ПОЛИУРЕТАНОВЫХ (PUR) И ПОЛИИЗОЦИАНУРАТНЫХ (PIR) ПЕН ДЛЯ ТЕПЛОИЗОЛЯЦИИ».
Подгонянные профессионалами 304 панели сэндвича чистой комнаты из нержавеющей стали ручной работы для продовольственного склада с поставщиками ISO9001
Wiskind поставщики панелей для чистых помещений , материал панелей для чистых помещений — нержавеющая сталь 304.Плотность составляет 7,93 г / см³, что в промышленности также называют нержавеющей сталью 18/8. Он устойчив к высоким температурам до 800 ° C, имеет хорошие рабочие характеристики и высокую прочность, а также выдерживает частую дезинфекцию, стирку и протирку. Он широко используется в пищевой и медицинской промышленности.
1. Износостойкость: поверхность красивая, чистая, яркая и прочная, без царапин, никогда не ржавеет и не ломается.
2. Устойчивость к низким температурам: водопроводная труба и кран из нержавеющей стали Угловой вентиль на кухне и в ванной никогда не сломается.
3. Превосходные характеристики теплового расширения и теплоизоляции: труба из нержавеющей стали имеет медленное тепловое расширение и холодное сжатие, а также хорошие теплоизоляционные характеристики.
Ширина | 980 мм |
Максимальная длина | 7500 мм |
Стены и потолок TCK | 50 мм |
Огнестойкости | А |
Стальной Facer TCK | 0.5мм |
Материал внешней пластины | 304SS |
| Основной материал | Каменная вата, магниевый картон, бумажные соты для меда, алюминиевые соты для меда, гипс, EPS и т. |
Рамка TCK | 0.6 мм, 0,8 мм |
Заявление | Продовольственная чистая комната, продуктовый склад и т. Д. |
Замечания | Размеры выдаются технологическим отделом Wiskind. |
 Д.
Д.Преимущество :
1.Wiskind 304 панель для чистых помещений ручной работы из нержавеющей стали используется с алюминиевыми профилями, модульная установка панели для чистых помещений Установка , удобная и быстрая.
2. фабрика принимает настройку.
3. Разнообразный материал сердечника для различных сред , противопожарная защита , изоляция , снижение шума , влагостойкость.
4. Стеновая панель для чистых помещений , прочность, плоскостность и эстетика чистой панели значительно улучшены, а качество продукции более стабильно.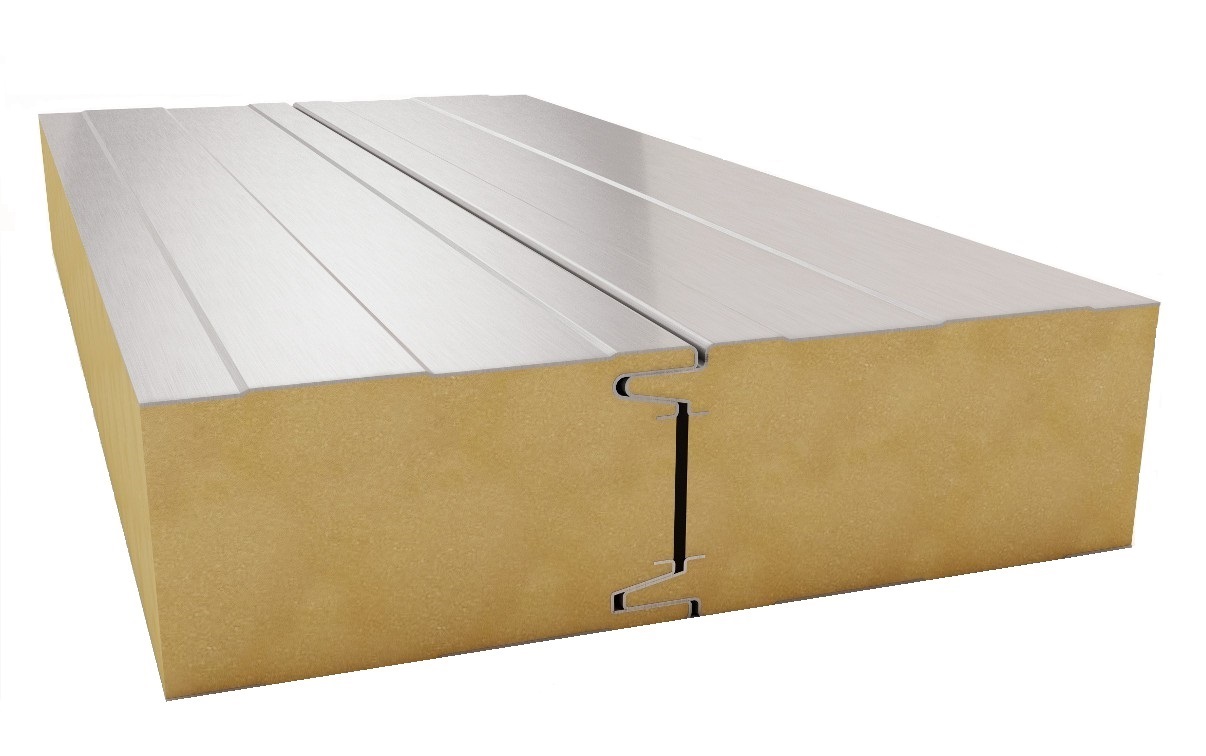
5. Резерв армирования отверстий и проволочная коробка для труб собираются в пластину заранее на заводе, что может эффективно снизить вторичное загрязнение в процессе использования, особенно в среде пищевой промышленности.
Технические преимущества производства :
Wiskind самостоятельно разработал комплекс международной усовершенствованной системы непрерывного производства панелей, в том числе: роликовую систему формовки под давлением, автоматическую систему обновления хлопка, автоматическую систему распыления клея, двойную дорожку для доработки дизайна и систему контроля температуры, роботизированную систему паллетирования и систему управления , система имеет высокую степень автоматизации, эффективность обработки и качество продукции стабильны, максимальная производственная мощность достигает 2 миллионов ㎡ / год, и может производить различные основные материалы панель для чистых помещений .
Автоматический клей для ткани: технология корневого клея, качество более стабильное, благодаря тестированию данных экспериментов, автоматическая линия производства продуктов относительно отличная прочность традиционного ручного склеивания проволоки и несущая способность при изгибе были значительно улучшены, прочность соединения пластин из минеральной ваты с автоматической очисткой выше, чем промышленность превосходная традиционная ручная линия продуктов 50%, двойное стекловолокно магния в два раза; по мощности изгиба автоматическая линия очистки минеральной ваты, чем отраслевые отличные традиционные продукты ручной линии, на 12% выше, на 37% выше двойное стекло магния.
В настоящее время обычно используемыми производителями стали для сотрудничества Wiskind являются Baosteel, BSGER и другие известные предприятия высокого класса, высокая стабильность материала, характеристики Т-изгиба, растяжение, стабильность текучести.
Wiskind может проводить всесторонние эксперименты с материалами панели для чистых помещений , такими как кислотные, нейтральные и щелочные, а также может моделировать фактическую производственную среду для экспериментов, а также может предоставлять различные решения, такие как нержавеющая сталь, алюминий, магний, марганец, титан-цинковая пластина, Пластина VCM, HDPPGI в зависимости от условий окружающей среды.
Wiskind предоставляет клиентам профессиональные интегрированные решения для чистых помещений и реализует комплексные и интегрированные услуги, в том числе: анализ спроса, разработку схемы, расценки, производственный заказ, доставку, руководство по строительству и ежедневное техническое обслуживание.
Система управления информацией, охватывающая весь бизнес-процесс, сотрудничество с крупными логистическими компаниями, готовые модели, транспортная сеть по всей стране. Стандартная упаковка, процедуры загрузки для обеспечения безопасности продуктов, эффективная доставка, более стандартизованное и эффективное обслуживание клиентов. Оснащен профессиональным центром послепродажной обработки проблем, чтобы завершить строительство регистрации информации о проекте, регулярное повторное посещение использования, и проводить индивидуальное эффективное лечение проблем.
Стандартная упаковка, процедуры загрузки для обеспечения безопасности продуктов, эффективная доставка, более стандартизованное и эффективное обслуживание клиентов. Оснащен профессиональным центром послепродажной обработки проблем, чтобы завершить строительство регистрации информации о проекте, регулярное повторное посещение использования, и проводить индивидуальное эффективное лечение проблем.
Что такое сэндвич-панель?
Строительство зданий из сэндвич-панелей стало очень распространенным в строительстве.И разработка сэндвич-панелей также продвигается множеством организаций. Становится все труднее придерживаться нынешнего обычного использования.
Если вы сравните файлы архитектурных материалов, созданные несколько десятилетий назад, с современной литературой, вы увидите быстрый рост количества сэндвич-компонентов любого типа. Однако даже определение «сэндвич-структуры» применительно к сэндвич-панелям все еще непросто. Официальные органы строительного сектора пришли к единому мнению относительно следующего определения:
Сэндвич-корпус
«Это конструкция, состоящая из комбинации альтернативных, различных, простых или композитных материалов, которые собраны вместе и прочно закреплены вместе с целью использования структурных преимуществ каждого из них.
Это лучшее определение из всех возможных. В любом случае этот термин означает, что части, которые образуют сэндвич-панель, используемую в зданиях, каким-то образом соединяются вместе, чтобы обеспечить единое действие для окружающей среды, в которой они находятся.
Сэндвич-панели могут отличаться от навесной стены, которая может ограничивать блоки. Сэндвич-панель может быть навесной стеной, но ее нельзя просто назвать навесной стеной. Сэндвич-панель может быть, а может и не быть, если это навесная стена. Хотя идея структурного сэндвич-строительства не совсем нова, только в последние десятилетия сэндвич-панели нашли достаточно широкое применение в зданиях.Среди первых значительных сэндвич-панелей были различные комбинации покрытий из цементно-асбестового листа и сердцевины из волокнистого листа.
Как правило, они использовались в сочетании с типом рамы. Таким образом, сэндвич-панели выдерживают нагрузки, приложенные непосредственно к ним, но не поддерживают полную нагрузку здания. Этот тип — типичная ранняя постройка дома.
Этот тип — типичная ранняя постройка дома.
В основном промышленное и коммерческое использование сэндвич-панелей также включает каркас, в который помещаются сэндвич-панели.
Основная причина использования сэндвич-панелей — это достижимая структурная эффективность.Тонкие, твердые, прочные, жесткие покрытия плотно прикреплены к толстым легким сердечникам. Геометрия этой комбинации, материала покрытия и материала сердцевины может легко обеспечить большую прочность и жесткость при небольшом весе или толщине. Тонкие и прочные поверхности обеспечивают сопротивление внутренним изгибам, краю, а материал сердцевины устойчив к разрезанию. Он также стабилизирует поверхности от коробления.
Как отмечалось выше, в настоящее время сэндвич-панели используются только частично; то есть панели встроены в структурный каркас, который несет большую часть нагрузки, а сэндвич-панели несут только непосредственно загруженные нагрузки.
Обычно эти сэндвичи представляют собой стеновые панели, подверженные только поперечным нагрузкам. Они передают эти нагрузки на основной каркас конструкции. На самом деле этот вопрос, который, как предполагается, должны делать строительные сэндвич-панели, — это привычка. Для многих приложений строительство — это понимание, которое ограничивает конструктивное использование сэндвич-панелей. Также нет естественной причины для легких конструкций, особенно домов и одно- или двухэтажных коммерческих или промышленных зданий, что строительные сэндвич-панели не должны нести все нагрузки и устранять несущий каркас.
Они передают эти нагрузки на основной каркас конструкции. На самом деле этот вопрос, который, как предполагается, должны делать строительные сэндвич-панели, — это привычка. Для многих приложений строительство — это понимание, которое ограничивает конструктивное использование сэндвич-панелей. Также нет естественной причины для легких конструкций, особенно домов и одно- или двухэтажных коммерческих или промышленных зданий, что строительные сэндвич-панели не должны нести все нагрузки и устранять несущий каркас.
Многие сэндвич-панели могут или оказывают полное структурное воздействие с относительно небольшими изменениями.
Свойства сэндвич-панелей
Тепловые свойства
Одной из наиболее привлекательных особенностей строительных сэндвич-панелей является их способность обеспечивать высокую эффективность теплоизоляции (то есть низкий общий коэффициент теплопередачи) при минимальном нагреве. Существует множество теплоэффективных материалов сердечника, подходящих по конструкции. Толщина сэндвич-панелей определяется конструктивными требованиями (такими как минимальные размеры дверных и оконных рам) и другими соображениями, а не тепловыми.Вторые тепловые свойства сэндвич-панелей не очень хороши для каждой сэндвич-панели. Материалы, состоящие из сэндвич-панелей, могут иметь разные коэффициенты теплового расширения. А изменение температуры приводит к разным изменениям размеров в разных частях сэндвича. Это, сгибание или растяжение легко может привести к ухудшению состояния. Кроме того, одна сторона сэндвича, например, внешняя поверхность стеновой панели, может подвергаться значительно большим изменениям температуры, чем другая. Даже если разные части имеют равные коэффициенты, они могут создавать температурные градиенты, приводящие к дифференциальному расширению или усадке.Результат — снова разрушение. Чтобы свести эти эффекты к минимуму, требуется тщательный дизайн.
Толщина сэндвич-панелей определяется конструктивными требованиями (такими как минимальные размеры дверных и оконных рам) и другими соображениями, а не тепловыми.Вторые тепловые свойства сэндвич-панелей не очень хороши для каждой сэндвич-панели. Материалы, состоящие из сэндвич-панелей, могут иметь разные коэффициенты теплового расширения. А изменение температуры приводит к разным изменениям размеров в разных частях сэндвича. Это, сгибание или растяжение легко может привести к ухудшению состояния. Кроме того, одна сторона сэндвича, например, внешняя поверхность стеновой панели, может подвергаться значительно большим изменениям температуры, чем другая. Даже если разные части имеют равные коэффициенты, они могут создавать температурные градиенты, приводящие к дифференциальному расширению или усадке.Результат — снова разрушение. Чтобы свести эти эффекты к минимуму, требуется тщательный дизайн.
Влага и ее эффекты тесно связаны с тепловыми свойствами
Изменения температуры могут вызвать изменение давления воздуха внутри сэндвича из-за действия откачки, которое приводит к просачиванию водяного пара в панель. На панелях может образоваться конденсат, поэтому необходимо принять меры, чтобы избавиться от воды или предотвратить ее накопление. Это требует создания воздухонепроницаемых герметичных панелей или открытых конструкций, которые позволяют влаге проникать и стекать.
На панелях может образоваться конденсат, поэтому необходимо принять меры, чтобы избавиться от воды или предотвратить ее накопление. Это требует создания воздухонепроницаемых герметичных панелей или открытых конструкций, которые позволяют влаге проникать и стекать.
Проблемы со звуком
В основе акустических проблем лежит тенденция звука к светлым каркасам и доскам, открытым планам и часто к разделителям пространства. Этой ситуации способствуют стены из сэндвич-панелей, отсеки, разделители пространства и другие полуструктурные части здания.
Ранее использовавшаяся более тяжелая постоянная конструкция обеспечивала хорошие акустические барьеры благодаря своей массе. Современные легкие конструкции легко передают звук. Проблема состоит в том, чтобы сохранить акустические свойства легких панелей, близких к преимуществам сплошной жесткой конструкции, и обеспечить хорошие акустические барьеры и звукоизоляцию.По этой причине при изготовлении сэндвич-панелей необходимо пересмотреть основы передачи звука.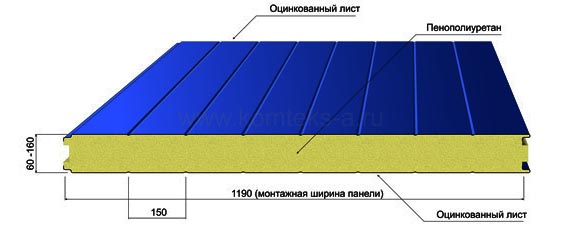 Следует использовать инструменты с высоким акустическим импедансом, не прибегая к большой массе. По этой причине опорные системы важны при проектировании сэндвич-панелей, в том числе по акустическим причинам. Это не просто хорошие сэндвич-панели.
Следует использовать инструменты с высоким акустическим импедансом, не прибегая к большой массе. По этой причине опорные системы важны при проектировании сэндвич-панелей, в том числе по акустическим причинам. Это не просто хорошие сэндвич-панели.
Системные требования
Панель должна быть частью здания. Также важно, чтобы некоторые системы использовались для встраивания сэндвич-панелей в здание.Фактически, система вставок может стать очень важным элементом, а плохое соединение может легко превратить хорошую сэндвич-панель в проблему.
Хотя сэндвич-система сама по себе является модульной, она должна адаптироваться к немодульной конструкции. Это должно позволить смешивать бутерброды с другими ингредиентами. Если такая гибкость не будет обеспечена наряду с простотой, вся сэндвич-панель и система крепления будут вызывать серьезные ограничения на практике.
Архитектурное проектирование
Строительные сэндвич-панели открывают перед архитекторами как возможность, так и вызов.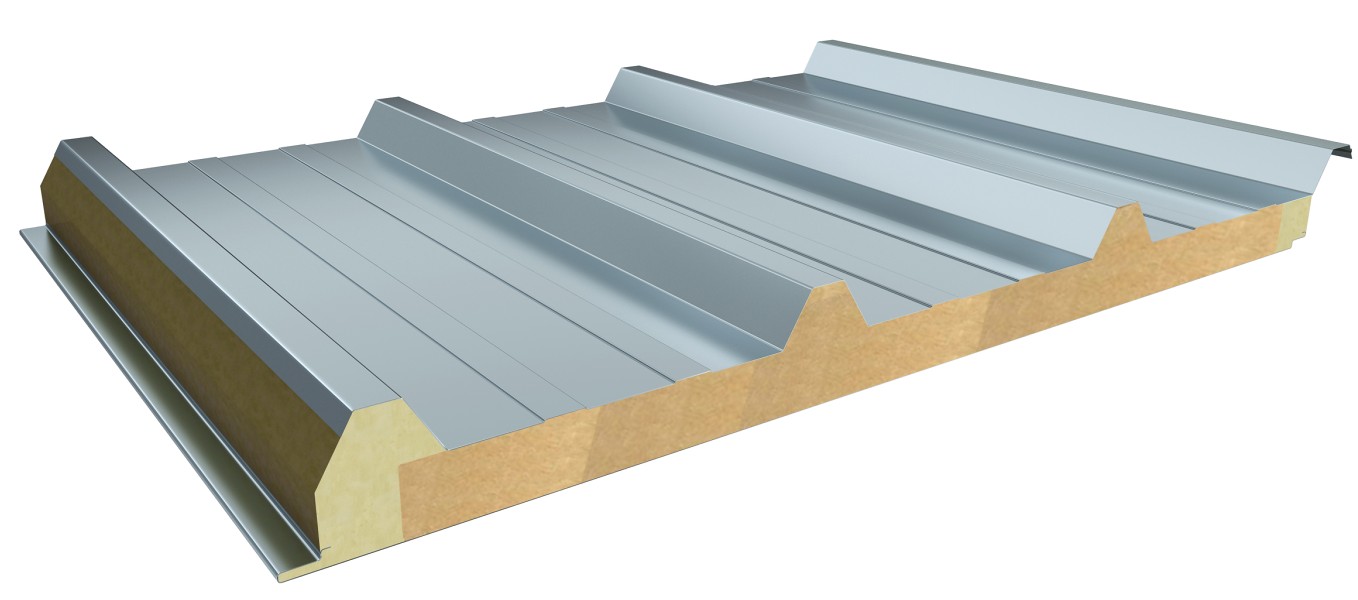 Множество материалов, которые можно использовать в них, обеспечивают широкий диапазон узоров и цветов, а доступные размеры и формы обеспечивают значительную гибкость при проектировании. С другой стороны, необходимо использовать большое количество этих типов для снижения производственных затрат. Требования к доставке накладывают ограничения на размеры, формы и вес.
Множество материалов, которые можно использовать в них, обеспечивают широкий диапазон узоров и цветов, а доступные размеры и формы обеспечивают значительную гибкость при проектировании. С другой стороны, необходимо использовать большое количество этих типов для снижения производственных затрат. Требования к доставке накладывают ограничения на размеры, формы и вес.
Панели также должны адаптироваться к другим элементам, таким как окна и двери, которые изготавливаются на заводе и должны использоваться повторно. Это может быть большой проблемой в эстетике.Это может создать однообразие и подвергнуться резкой критике. Проблема проектирования также может быть серьезной проблемой, но при успешном планировании может появиться эстетически удовлетворительное, а также эффективное здание. Тот факт, что панели, произведенные на заводе, можно при желании преобразовывать в различные формы, создает большое преимущество.
Положения
Сэндвич-панели в значительной степени новы по сравнению с другими архитектурными элементами.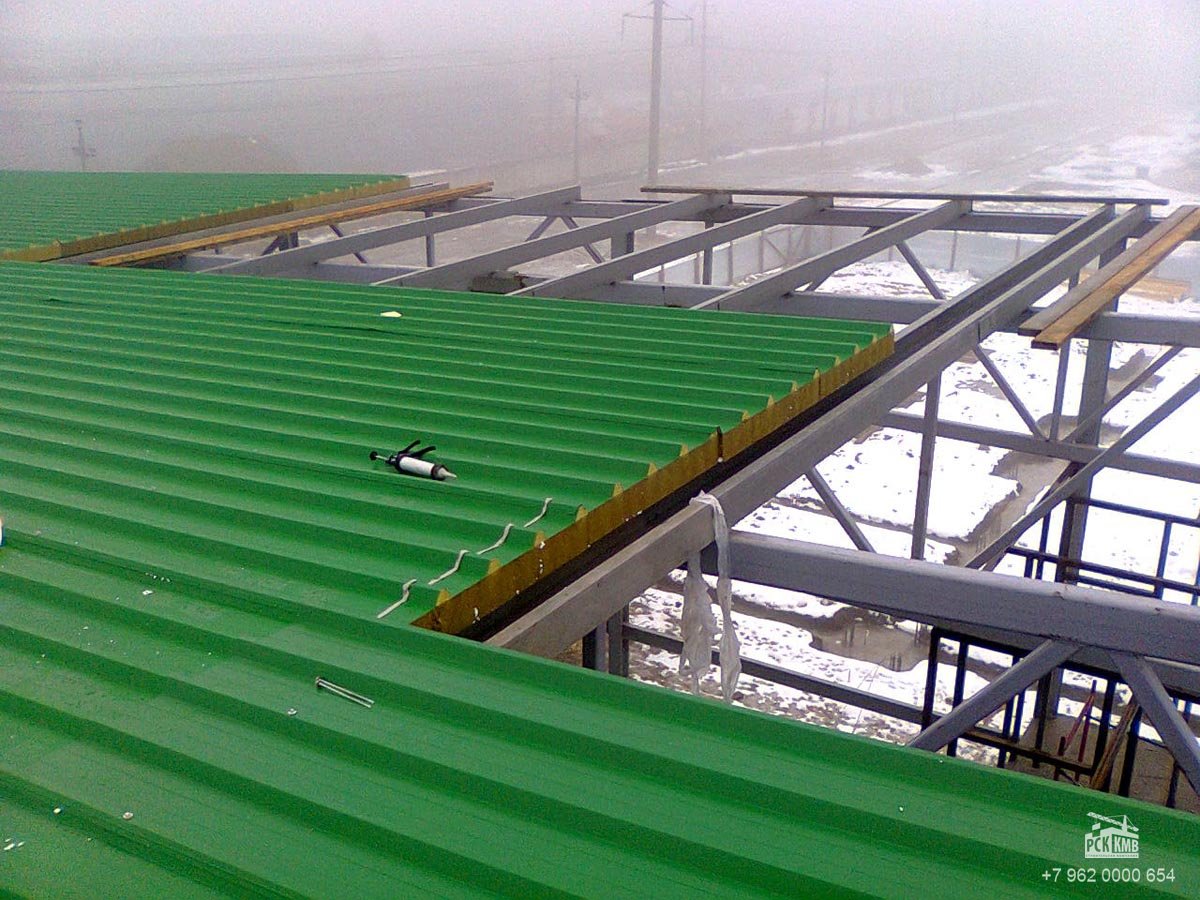 Во многих случаях строительные процедуры и другие нормативные правила не учитывают неотъемлемые возможности использования сэндвич-панелей. Также вероятно, что эти правила были написаны, чтобы затруднить внедрение системы сэндвич-панелей. Это особенно верно для часто встречающихся кодов типов спецификаций. Чиновники, которые пишут процедуры, не хотят отказываться от привычной старой практики, даже если они позволяют это сделать.
Во многих случаях строительные процедуры и другие нормативные правила не учитывают неотъемлемые возможности использования сэндвич-панелей. Также вероятно, что эти правила были написаны, чтобы затруднить внедрение системы сэндвич-панелей. Это особенно верно для часто встречающихся кодов типов спецификаций. Чиновники, которые пишут процедуры, не хотят отказываться от привычной старой практики, даже если они позволяют это сделать.
Потребуются большие образовательные усилия. Архитекторов, инженеров, строителей и владельцев не нужно убеждать в надежности системы, но они должны убедить власти.Вы должны легко убедиться, что используемые сэндвич-панели действительно соответствуют условиям.
Материалы сердцевины и покрытия
В строительстве сэндвич-панелей использовалось много разных материалов. Он активно разрабатывается или исследуется во многих других композитных материалах. Лист между материалами покрытия, цемент, алюминий, фанера, нержавеющая сталь, ДСП, сталь с эмалированным фарфором и алюминий, армированные пластмассы, ламинаты высокого давления и прозрачные пластмассы — это железобетон.
Не менее разнообразны и основные материалы. Стекло включает стирол, уретан, фенольные смолы и другие пенопласты; такие материалы, как подсолнухи, фанера, пробковое дерево, дерево и металлическая решетка; сотовые конструкции, переборки, маты из стекловолокна и пенобетон.
Важным материалом для изготовления многих бутербродов является клей, используемый для скрепления различных ингредиентов. Конструктивно клей должен выдерживать многократные повторяющиеся напряжения скольжения и растяжения, поскольку сэндвич подвергается нагрузкам различного типа.Он должен быть полностью водонепроницаемым, выдерживать высокие и низкие температуры и быть устойчивым к воздействию плесени и организмов животных.
Большинство клеев, используемых в строительных сэндвичах, основаны на синтетических смолах, термореактивных пластиках или термопластах, которые обычно сочетаются с другими материалами, такими как резина. Однако не все из них являются синтетическими, и различные клеи основаны на природных материалах, включая асфальт. Прочность, долговечность и достаточная гибкость для восприятия дифференциальных сил — основные требования к конструкции хорошего клея.
Прочность, долговечность и достаточная гибкость для восприятия дифференциальных сил — основные требования к конструкции хорошего клея.
Герметики и уплотнения
Герметики и уплотнения стали важными компонентами зданий. В этой области ведется активная деятельность. С этими материалами отдельно работают строительные исследовательские организации. Герметики и уплотнения, возможно, являются первоочередными в любой системе, использующей многослойную конструкцию.
На открытом воздухе, помимо обеспечения воздухонепроницаемости стыков, они также должны оставлять пыль, помогать останавливать воздушный шум и обеспечивать подушки для предотвращения скрипа и других шумов, когда панели расширяются, сжимаются и перемещаются под нагрузкой.
Воздухонепроницаемость не важна для внутренних помещений, но для передачи звука и образования шума следует полагаться на уплотнительные материалы и уплотнения.
Герметики и уплотнения могут применяться в тяжелых условиях. Панели расширяются и сжимаются при изменении температуры, влажности или того и другого. Таким образом, тонкое уплотнение или соединение легко может подвергаться нагрузкам и силам давления в 50 процентов и более.
Ожидается, что соединение останется герметичным при высоких и низких температурах. Материал должен прилипать к соседним панелям или плотно прижиматься, не затвердевать достаточно, чтобы трескаться при низких температурах, и не болтаться в горячем состоянии.Он должен проявлять исключительную устойчивость к усталостным нагрузкам и не должен портиться в течение длительного времени под воздействием солнечного света, влаги, замораживания и оттаивания. Желательно, чтобы он наносился легко. Неудивительно, что по этим причинам они являются очень важной областью.
Контроль качества
Невозможно переоценить важность контроля качества при производстве сэндвич-панелей. Во многих отношениях наиболее важным аспектом сэндвич-панели является линия соединения между различными частями. В частности, это связь между сердечником и покрытиями. Несколько многообещающих комбинаций не увенчались успехом. Потому что он не мог достаточно хорошо связать части. Напряжение связок может быть серьезным из-за нагрузок и термических изменений. Влага, проникающая внутрь, может вызвать расслоение, и даже если это не опасно, неприятная ситуация может легко возникнуть для глаза.
В частности, это связь между сердечником и покрытиями. Несколько многообещающих комбинаций не увенчались успехом. Потому что он не мог достаточно хорошо связать части. Напряжение связок может быть серьезным из-за нагрузок и термических изменений. Влага, проникающая внутрь, может вызвать расслоение, и даже если это не опасно, неприятная ситуация может легко возникнуть для глаза.
Очевидно, что различных частей сэндвич-панелей должно хватить для работы. Поверхности должны быть устойчивыми к воздуху и износу и сохранять свой внешний вид.Даже если происходят изменения, материал сердцевины не должен портиться со временем и при изменении содержания влаги. Допуски на размеры сэндвич-панелей часто должны быть близкими. При многократном употреблении бутербродов в большом количестве, вероятно, будут заметны изменения в размере. При обнаружении плоских поверхностей с высокой отражающей способностью, как в случае с рядом бутербродов, заметно заметны волнистость и выступы. Поэтому строгий контроль качества становится обязательным.
Наружная поверхность и другие конструкционные формы
Именно заполнения в каркасах, вероятно, будут нести основную нагрузку на конструкцию.Это естественная тенденция думать о сэндвич-панелях как о плоской стене или кровле. В любом случае сама панель и кромочные планки считаются простыми отношениями. Некоторые из лучших применений бутербродов в будущем могут заключаться в использовании простых плоских панелей.
Использование на открытых пространствах показывает, что сэндвич-панели, используемые в различных формах, необходимы в таких ситуациях, как покрытие верхней части больших пространств. Гнутые и фасонные пластины особенно хорошо подходят для этих требований. Несмотря на проблемы изгиба и изгиба плоских панелей на больших площадях, существует необходимость преобразования сэндвич-панели в различные формы.
Статус сэндвич-панелей, используемых в армированном стекловолокне, по сравнению с общими характеристиками
Когда мы смотрим на эти свойства сэндвич-панелей, мы анализируем, почему стеклопластик, т. е. стеклопластик, широко используется. Стекловолокно само по себе является сэндвич-поверхностью.
е. стеклопластик, широко используется. Стекловолокно само по себе является сэндвич-поверхностью.
Сэндвич-панели, поддерживаемые этим материалом, наилучшим образом соответствуют требованиям, предъявляемым к сэндвич-панелям, благодаря естественным элементам, исходящим из конструкции. Таким образом, это легкие, гибкие и многослойные панели, состоящие из листов, армированных стекловолокном, и системы пенопласта очень хорошо поглощают звук.Их очень легко комбинировать с опорными системами здания, ожидаемыми от сэндвич-панелей. Они могут быть выполнены в разных архитектурных решениях для разных проектов. Они не создают однообразного дизайна. Они могут быть произведены в тысячах различных форм и цветов.
Так как этот материал все чаще используется, он стал строительными компонентами, которые, по мнению надзорных органов, хорошо известны и подпадают под действие правил.
Поскольку материалы, из которых состоит сэндвич, естественным образом состоят из стеклопластиковых панелей, устойчивых к коррозии, влаге, износу в погодных условиях, растягивающим и механическим нагрузкам, они более эффективны в конструкциях, чем любые другие альтернативы сэндвич-панелям.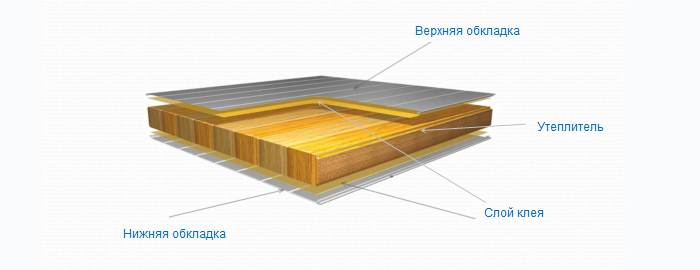 Материалы сердцевины и покрытия близки друг к другу из-за коэффициентов термического напряжения, материалы не отделяются друг от друга из-за разницы температур. Учитывая ожидания лучших сэндвич-панелей, сэндвич-панели, созданные из стеклопластиковых листов, легко понять, почему мы видим все больше и больше в конструкциях с каждым днем.
Материалы сердцевины и покрытия близки друг к другу из-за коэффициентов термического напряжения, материалы не отделяются друг от друга из-за разницы температур. Учитывая ожидания лучших сэндвич-панелей, сэндвич-панели, созданные из стеклопластиковых листов, легко понять, почему мы видим все больше и больше в конструкциях с каждым днем.
Дом из сэндвич-панелей №2 — Alden B. Dow
4621 Конкорд, Мидленд, Мичиган
Разработан Олденом Б.Dow FAIA в 1952 году.
Олден Б. Доу впервые исследовал использование сэндвич-панелей в строительстве недорогих домов в 1946 году. Панели из пенополистирола, приклеенные к фанерным покрытиям, были разработаны летом 1950 года совместно с инженером по продукции компании Dow Chemical Company. панели толщиной 1-5 / 8 дюйма приклеивались водостойким клеем к плитам из еловой фанеры ¼ дюйма. «Эти панели, — пояснил г-н Доу, — вместе с деревянными планками, перекрытиями и балками крыши объединяются, чтобы сформировать стены, крышу и пол в жесткую и непрерывную конструкцию.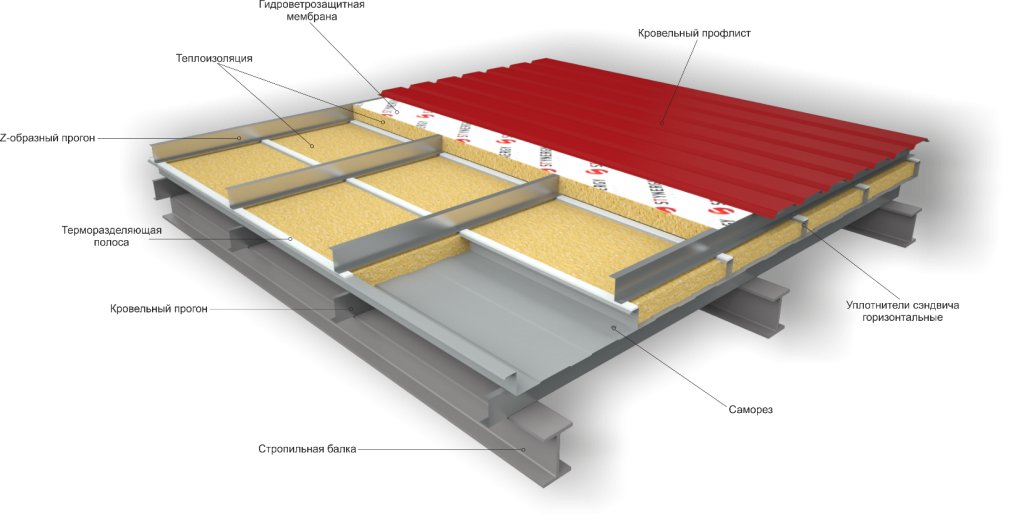 ”
”
В 1952 и 1953 годах три дома из сэндвич-панелей были построены бок о бок на тупике. Согласно истории, опубликованной в журнале Journal of Homebuilding, первый дом был построен двумя плотниками за три месяца. По мере того как строители все больше знакомились с новыми технологиями, дома возводились быстрее, и третий был закончен и готов к заселению через шесть недель после того, как земля была взорвана.
Все три имеют один и тот же внешний профиль одноэтажного дома с плоской крышей, которая покрывает короткий проход между единственным навесом для машины и входной дверью.Планы внутренних этажей аналогичны простой прямоугольной планировке, которая включает совмещенную гостиную / столовую, кухню, подсобное помещение, три спальни и одну ванную комнату. На рисунках показаны полы, покрытые асфальтовой плиткой, а также деревянные стены и потолки.
Отвечая на запрос профессора структурного проектирования Массачусетского технологического института, г-н Доу резюмировал свой опыт работы с сэндвич-панелями, отметив: «Единственное возражение, которое я вижу против этого метода строительства, — это передача звука через стены. Эти панели слишком легкие, чтобы остановить передачу звука. Однако такая легкость является большим преимуществом при строительстве, поскольку один человек может легко справиться с панелью 4 на 8 ».
Эти панели слишком легкие, чтобы остановить передачу звука. Однако такая легкость является большим преимуществом при строительстве, поскольку один человек может легко справиться с панелью 4 на 8 ».
Семья Ричарда Уиппла была первыми жителями этого дома, хотя он указан как дом Джозефа Джеймса на карте Dow Tour.
Характеристики
Лазерное формование сэндвич-панелей с пенопластом | Журнал производственной науки и техники
За последнее десятилетие лазерное формование эффективно использовалось для гибки различных металлических пен, открывая возможность применения этих уникальных материалов в новых инженерных приложениях.Целью исследования было расширение возможностей лазерной формовки для гибки многослойных панелей, состоящих из металлических лицевых панелей, соединенных с сердцевиной из пенопласта. Сэндвич-панели из вспененного металла сочетают в себе превосходные амортизирующие свойства и малый вес вспененного металла с износостойкостью и прочностью металлических облицовочных листов, что делает их желательными для многих приложений в таких областях, как аэрокосмическая промышленность, автомобильная промышленность и солнечные электростанции. Чтобы лучше понять поведение при изгибе сэндвич-панелей из пенопласта, а также влияние лазерной формовки на свойства материала, были проанализированы фундаментальные механизмы, которые определяют деформацию изгиба во время лазерной формовки.Было обнаружено, что хорошо зарекомендовавшие себя механизмы изгиба, которые отдельно определяют лазерное формование твердого металла и металлической пены, все еще применимы к лазерному формованию сэндвич-панелей. Однако два механизма работают в тандеме, и отдельный механизм отвечает за деформацию твердого лицевого листа и пенопласта. На основе анализа механизма гибки был сделан вывод о максимально достижимом угле гибки и общей эффективности процесса лазерной формовки при различных условиях процесса. На протяжении всего анализа экспериментальные результаты дополнялись численным моделированием, которое было получено с использованием двух конечно-элементных моделей, основанных на различных геометрических подходах.
Чтобы лучше понять поведение при изгибе сэндвич-панелей из пенопласта, а также влияние лазерной формовки на свойства материала, были проанализированы фундаментальные механизмы, которые определяют деформацию изгиба во время лазерной формовки.Было обнаружено, что хорошо зарекомендовавшие себя механизмы изгиба, которые отдельно определяют лазерное формование твердого металла и металлической пены, все еще применимы к лазерному формованию сэндвич-панелей. Однако два механизма работают в тандеме, и отдельный механизм отвечает за деформацию твердого лицевого листа и пенопласта. На основе анализа механизма гибки был сделан вывод о максимально достижимом угле гибки и общей эффективности процесса лазерной формовки при различных условиях процесса. На протяжении всего анализа экспериментальные результаты дополнялись численным моделированием, которое было получено с использованием двух конечно-элементных моделей, основанных на различных геометрических подходах.
Металлическая пена давно известна своими превосходными свойствами поглощения ударов и шума, а также высоким соотношением прочности к весу [1,2]. Несмотря на свои желательные характеристики, металлическая пена сама по себе обычно не подходит для структурных применений, потому что ее тонкая ячеистая структура может быть легко повреждена и часто затрудняет практическое внедрение. Поэтому во многих случаях желательно заключить металлическую пену в оболочку из твердого металла.Особый интерес представляют так называемые «сэндвич-панели», в которых пластины из металлической пены «зажаты» между прочными металлическими листами. Металлические листы («лицевые листы») не только защищают пенопласт от повреждений, но и значительно улучшают жесткость композита, сохраняя при этом высокое соотношение прочности и веса.
Несмотря на свои желательные характеристики, металлическая пена сама по себе обычно не подходит для структурных применений, потому что ее тонкая ячеистая структура может быть легко повреждена и часто затрудняет практическое внедрение. Поэтому во многих случаях желательно заключить металлическую пену в оболочку из твердого металла.Особый интерес представляют так называемые «сэндвич-панели», в которых пластины из металлической пены «зажаты» между прочными металлическими листами. Металлические листы («лицевые листы») не только защищают пенопласт от повреждений, но и значительно улучшают жесткость композита, сохраняя при этом высокое соотношение прочности и веса.
Возможные области применения сэндвич-панелей с сердцевиной из пенопласта варьируются от различных автомобильных компонентов [3–5] до солнечных электростанций [6] и конструкций поездов / кораблей [7,8].Пожалуй, наибольший потенциал применения существует в авиакосмической отрасли. В частности, сэндвич-панели могут использоваться в качестве кожухов турбин для остановки лопаток в случае отказа и снижения шума при сохранении низкого веса [9]. Сэндвич-панели из пенопласта могут в дальнейшем использоваться в «носах» самолетов для поглощения энергии удара при столкновении с птицами [10]. В некоторых приложениях они также могут заменить сотовые конструкции, которые часто используются в современных самолетах. В отличие от сотовых структур, которые являются анизотропными и не могут быть легко изогнуты, металлическая пена изотропна и может быть изогнута до формы двойной кривизны [2].Более того, плотность и геометрия, которые могут использоваться для сотовых структур, ограничены, тогда как сэндвич-панели с металлической пеной можно производить с различными плотностями, формами ячеек (с использованием пенопластов с открытыми / закрытыми ячейками) и размерами ячеек [11] .
В частности, сэндвич-панели могут использоваться в качестве кожухов турбин для остановки лопаток в случае отказа и снижения шума при сохранении низкого веса [9]. Сэндвич-панели из пенопласта могут в дальнейшем использоваться в «носах» самолетов для поглощения энергии удара при столкновении с птицами [10]. В некоторых приложениях они также могут заменить сотовые конструкции, которые часто используются в современных самолетах. В отличие от сотовых структур, которые являются анизотропными и не могут быть легко изогнуты, металлическая пена изотропна и может быть изогнута до формы двойной кривизны [2].Более того, плотность и геометрия, которые могут использоваться для сотовых структур, ограничены, тогда как сэндвич-панели с металлической пеной можно производить с различными плотностями, формами ячеек (с использованием пенопластов с открытыми / закрытыми ячейками) и размерами ячеек [11] .
Проблема, связанная с использованием сэндвич-панелей с металлической пеной в промышленных целях, заключается в том, что они должны изготавливаться определенной и зачастую сложной формы. Возможно изготовление сэндвич-панелей непосредственно необходимой формы с использованием процессов порошковой металлургии [11]. Этот процесс включает создание материала-предшественника, состоящего из сжатого металла и порошков пенообразователя, его размещение между твердыми металлическими «лицевыми листами» и гибку сборки до желаемой формы. После этого сборку перемещают в печь, в результате чего пенообразователь выделяет газ, который превращает прекурсор в пену. Повышенные температуры вызывают образование металлических связей между пеной и прилегающими поверхностями.Хотя это возможно, недостатком этого процесса является то, что он требует форм как для первоначального формования, так и для последующего нагрева. Это ограничивает размер детали и делает процесс очень дорогим для небольших объемов производства. Кроме того, структура и плотность полученной сердцевины из вспененного материала часто бывает неправильной, поскольку она была получена в неоднородной форме.
Возможно изготовление сэндвич-панелей непосредственно необходимой формы с использованием процессов порошковой металлургии [11]. Этот процесс включает создание материала-предшественника, состоящего из сжатого металла и порошков пенообразователя, его размещение между твердыми металлическими «лицевыми листами» и гибку сборки до желаемой формы. После этого сборку перемещают в печь, в результате чего пенообразователь выделяет газ, который превращает прекурсор в пену. Повышенные температуры вызывают образование металлических связей между пеной и прилегающими поверхностями.Хотя это возможно, недостатком этого процесса является то, что он требует форм как для первоначального формования, так и для последующего нагрева. Это ограничивает размер детали и делает процесс очень дорогим для небольших объемов производства. Кроме того, структура и плотность полученной сердцевины из вспененного материала часто бывает неправильной, поскольку она была получена в неоднородной форме.
Альтернативный метод изготовления инженерных деталей — начать с общих форм, таких как плоские панели, а затем согнуть их в требуемые формы. Этот метод значительно дешевле и позволяет лучше контролировать свойства металлической пены. В то же время этот метод сложен, поскольку сэндвич-панели с пенопластом трудно изгибаются. Были предприняты попытки механического изгиба, такого как трехточечный изгиб [12,13] или штамповка [14], но это вызвало множество различных типов дефектов и отказов. Кроме того, трехточечный изгиб был предпринят при повышенных температурах, но никаких улучшений не наблюдалось, кроме небольшого отсрочки возникновения отказов при механическом изгибе при комнатной температуре [15].Хотя гидроформование позволяло формировать детали куполообразной формы, оно сильно уплотняло сердцевину из пенопласта и, таким образом, ухудшало благоприятные свойства сэндвич-панели [16].
Этот метод значительно дешевле и позволяет лучше контролировать свойства металлической пены. В то же время этот метод сложен, поскольку сэндвич-панели с пенопластом трудно изгибаются. Были предприняты попытки механического изгиба, такого как трехточечный изгиб [12,13] или штамповка [14], но это вызвало множество различных типов дефектов и отказов. Кроме того, трехточечный изгиб был предпринят при повышенных температурах, но никаких улучшений не наблюдалось, кроме небольшого отсрочки возникновения отказов при механическом изгибе при комнатной температуре [15].Хотя гидроформование позволяло формировать детали куполообразной формы, оно сильно уплотняло сердцевину из пенопласта и, таким образом, ухудшало благоприятные свойства сэндвич-панели [16].
Реальной альтернативой вышеупомянутым процессам является лазерная формовка, поскольку она основана на термически индуцированной механической деформации и не требует физического контакта с обрабатываемым материалом.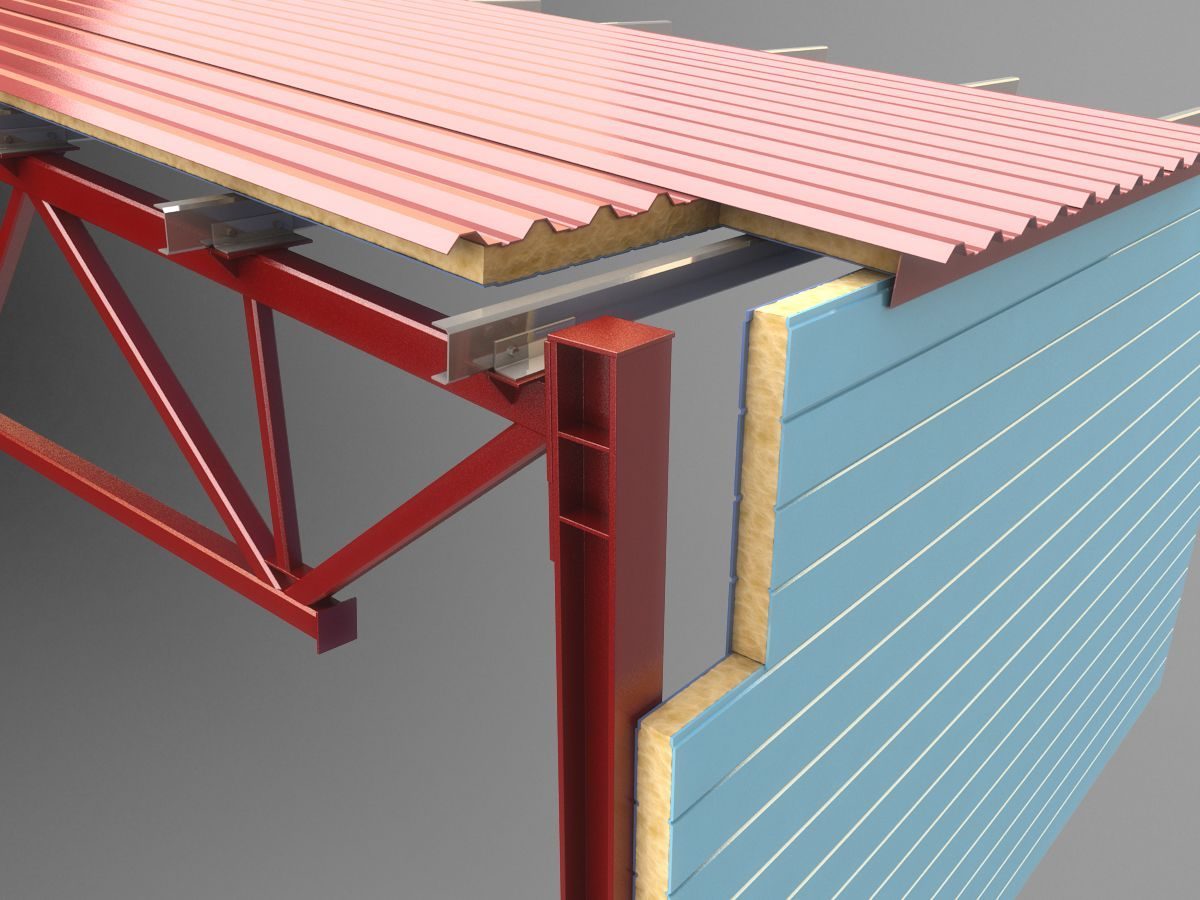 Этот процесс успешно использовался для сгибания различных металлических пен, таких как пены с закрытыми порами [17,18], пены с открытыми порами [19], а также пены с защитной пленкой [20].Тем не менее, не было предпринято никаких попыток применить лазерную формовку к сэндвич-панелям с пенопластом. Распространение исследования лазерной формовки на сэндвич-панели является сложной задачей, поскольку границы раздела и взаимодействия между лицевыми листами и пенопластом имеют решающее значение для всего материала и должны быть приняты во внимание. Наличие интерфейса значительно усложняет теплопередачу и механику, и, следовательно, для понимания этих явлений требуется более сложное численное моделирование.Эти вопросы, наряду с подробным обсуждением механизмов гибки и применимого технологического окна, исследуются в данном исследовании.
Этот процесс успешно использовался для сгибания различных металлических пен, таких как пены с закрытыми порами [17,18], пены с открытыми порами [19], а также пены с защитной пленкой [20].Тем не менее, не было предпринято никаких попыток применить лазерную формовку к сэндвич-панелям с пенопластом. Распространение исследования лазерной формовки на сэндвич-панели является сложной задачей, поскольку границы раздела и взаимодействия между лицевыми листами и пенопластом имеют решающее значение для всего материала и должны быть приняты во внимание. Наличие интерфейса значительно усложняет теплопередачу и механику, и, следовательно, для понимания этих явлений требуется более сложное численное моделирование.Эти вопросы, наряду с подробным обсуждением механизмов гибки и применимого технологического окна, исследуются в данном исследовании.
Сэндвич-панели состоят из трех компонентов: пенопласта (в данном исследовании — металлического пенопласта) и двух твердых металлических «лицевых панелей», которые крепятся с обеих сторон пенопласта. В некоторых исследованиях сэндвич-панели относятся к материалам, в которых сердцевина и лицевые панели являются единой частью.Примерами являются металлические пены, которые образуют защитную пленку во время процессов порошковой металлургии [11,20]. Однако чаще сэндвич-панели состоят из лицевых панелей и пенопласта, которые представляют собой отдельные объекты и изначально разделены. Эти сэндвич-панели имеют более прочные лицевые панели, которые лучше защищают пенопласт и увеличивают жесткость сэндвич-панели. Кроме того, эти сэндвич-панели предлагают большую гибкость в составе материала, поскольку для облицовки и комбинации пенопласта можно использовать различные типы материалов и сплавы.
В некоторых исследованиях сэндвич-панели относятся к материалам, в которых сердцевина и лицевые панели являются единой частью.Примерами являются металлические пены, которые образуют защитную пленку во время процессов порошковой металлургии [11,20]. Однако чаще сэндвич-панели состоят из лицевых панелей и пенопласта, которые представляют собой отдельные объекты и изначально разделены. Эти сэндвич-панели имеют более прочные лицевые панели, которые лучше защищают пенопласт и увеличивают жесткость сэндвич-панели. Кроме того, эти сэндвич-панели предлагают большую гибкость в составе материала, поскольку для облицовки и комбинации пенопласта можно использовать различные типы материалов и сплавы.
Для изготовления этих сэндвич-панелей необходимо прикрепить лицевые панели к сердцевине, что может быть выполнено различными способами. В этом исследовании использовался типичный метод, в котором использовался блок прекурсора, состоящий из прессованного алюминия и порошков пенообразователя. Прекурсор помещается между двумя лицевыми панелями и нагревается до температуры плавления металлического порошка. Во время нагревания пенообразователь выделяет газ, который создает полости внутри прекурсора и образует пену.Чтобы гарантировать, что сэндвич-панель имеет однородную толщину и что между пеной и лицевыми листами могут образоваться металлические связи, расширение в направлении толщины панели ограничивается во время процесса вспенивания [11].
Прекурсор помещается между двумя лицевыми панелями и нагревается до температуры плавления металлического порошка. Во время нагревания пенообразователь выделяет газ, который создает полости внутри прекурсора и образует пену.Чтобы гарантировать, что сэндвич-панель имеет однородную толщину и что между пеной и лицевыми листами могут образоваться металлические связи, расширение в направлении толщины панели ограничивается во время процесса вспенивания [11].
 Во-вторых, сэндвич-панели чрезвычайно жесткие, и их момент площади I существенно больше, чем момент площади твердого тела с такой же площадью поперечного сечения (рис. 1), где I рассчитывается с использованием
Во-вторых, сэндвич-панели чрезвычайно жесткие, и их момент площади I существенно больше, чем момент площади твердого тела с такой же площадью поперечного сечения (рис. 1), где I рассчитывается с использованиемI = ∫ − s0 / 2s0 / 2z2y (z) dz
(1) где s 0 — толщина листа [2].Как следствие, сэндвич-панель имеет гораздо более высокую жесткость на изгиб S , чем соответствующее твердое тело, как показано на рисунке, где l — половина длины балки, E — модуль Юнга, а δ — вертикальное отклонение балки. при изгибе [2]. Следовательно, для достижения такого же прогиба δ требуется больший изгибающий момент M , что, в свою очередь, увеличивает напряжения в пенопласте, делая его еще более склонным к разрушению при сдвиге.В лицевых листах также возникают высокие напряжения, которые могут вызвать повреждение лицевых листов или образование складок [2,13].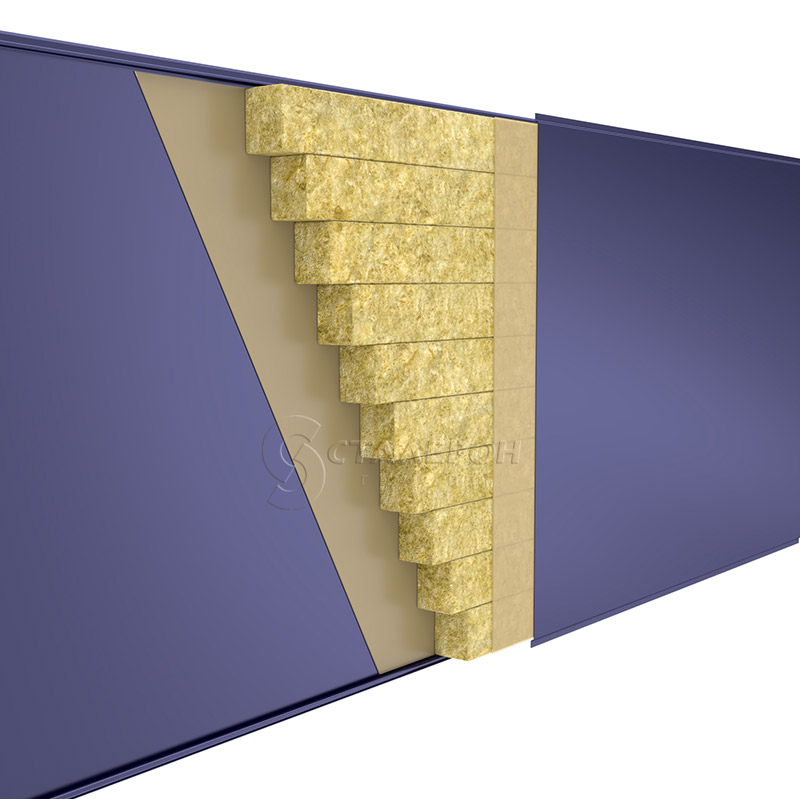 В-третьих, деформировать сэндвич-панели чрезвычайно сложно из-за наличия границ раздела лицевой лист / пенопласт. Во время процессов механического изгиба, таких как трехточечный изгиб, на границах раздела возникают значительные неоднородности напряжений из-за резкой разницы в свойствах материала между металлической пеной и лицевыми листами.Предполагая, что изгиб происходит вокруг оси x (см. Рис. 2) и достигается изгибающим моментом M , нормальная деформация на расстоянии z от нейтральной оси может быть записана как ε22 = −z / R [21], где R — радиус кривизны. Тогда нормальное напряжение (в направлении y ) становится
В-третьих, деформировать сэндвич-панели чрезвычайно сложно из-за наличия границ раздела лицевой лист / пенопласт. Во время процессов механического изгиба, таких как трехточечный изгиб, на границах раздела возникают значительные неоднородности напряжений из-за резкой разницы в свойствах материала между металлической пеной и лицевыми листами.Предполагая, что изгиб происходит вокруг оси x (см. Рис. 2) и достигается изгибающим моментом M , нормальная деформация на расстоянии z от нейтральной оси может быть записана как ε22 = −z / R [21], где R — радиус кривизны. Тогда нормальное напряжение (в направлении y ) становится, где E — модуль Юнга. Знак указывает на то, что деформация сжимающая и растягивающая выше и ниже нейтральной оси соответственно.Поскольку радиус кривизны постоянен, величина скачка напряжения зависит от разницы в модуле Юнга лицевого листа и пенопласта, который легко может достигать 100 раз. На границе раздела этот скачок напряжения проявляется как сдвигающее усилие. и может вызвать расслоение [12,13].
На границе раздела этот скачок напряжения проявляется как сдвигающее усилие. и может вызвать расслоение [12,13].
Наконец, взаимодействие между лицевым покрытием и пеной может вызвать дополнительные нежелательные эффекты.Из-за высоких сжимающих напряжений, возникающих во время механического изгиба, лицевой лист может изгибаться в пенопластовую сердцевину, сжимая пену до доли ее первоначальной толщины [2,13]. Как следствие, пена теряет большую часть своей локальной сжимаемости и делает сэндвич непригодным для амортизации.
Лазерная формовка твердого листового металла хорошо известна; несколько механизмов объясняют поведение изгиба при различных условиях процесса [22].Первый механизм изгиба, механизм температурного градиента (TGM), управляет сценарием, когда толщина образца листа относительно велика по сравнению с размером лазерного пятна. По толщине листа возникают крутые градиенты температуры, и нагрев сильно локализован под лазерным источником. Как следствие, тепловое расширение нагретого материала ограничивается холодным окружающим материалом, и происходит пластическое сжатие. Пластическое сжатие распространяется по всему лазерному сканированию, укорачивает верхнюю часть листа относительно нижней и в конечном итоге изгибает материал в направлении лазера.Второй механизм, механизм потери устойчивости (BM), управляет сценарием, когда лазерное пятно намного больше, чем толщина листа, вызывая равномерный нагрев по всей толщине. Лист снова пытается расшириться, но ему мешает окружающий материал, который в конечном итоге прогибается в сторону лазерного источника. Область изгиба распространяется вдоль лазерного сканирования, и в конечном итоге лист изгибается в направлении, противоположном направлению изгиба. Третий механизм, механизм осадки (UM), управляет тем же сценарием, что и BM, за исключением того, что сечение геометрически предотвращено от коробления и вместо этого подвергается утолщению.
По толщине листа возникают крутые градиенты температуры, и нагрев сильно локализован под лазерным источником. Как следствие, тепловое расширение нагретого материала ограничивается холодным окружающим материалом, и происходит пластическое сжатие. Пластическое сжатие распространяется по всему лазерному сканированию, укорачивает верхнюю часть листа относительно нижней и в конечном итоге изгибает материал в направлении лазера.Второй механизм, механизм потери устойчивости (BM), управляет сценарием, когда лазерное пятно намного больше, чем толщина листа, вызывая равномерный нагрев по всей толщине. Лист снова пытается расшириться, но ему мешает окружающий материал, который в конечном итоге прогибается в сторону лазерного источника. Область изгиба распространяется вдоль лазерного сканирования, и в конечном итоге лист изгибается в направлении, противоположном направлению изгиба. Третий механизм, механизм осадки (UM), управляет тем же сценарием, что и BM, за исключением того, что сечение геометрически предотвращено от коробления и вместо этого подвергается утолщению.
Для металлических пен было показано, что ни один из вышеупомянутых механизмов в точности не применим, и был предложен модифицированный механизм температурного градиента (MTGM) [18]. В MTGM, как и в TGM, возникает крутой температурный градиент по толщине, но сжатие при сжатии около верхней поверхности происходит за счет раздавливания ячеек, в отличие от пластических деформаций сжатия.
Для сэндвич-панелей с сердцевиной из пенопласта анализ механизма изгиба становится более сложным.Во-первых, необходимо учитывать взаимодействие между лицевыми панелями и металлической пеной. Лицевые панели имеют тенденцию изгибаться с большей скоростью, чем сердцевина из пенопласта, и, таким образом, «сдерживаются», что может вызывать напряжения на границе раздела. Более того, не существует механизма изгиба, который действовал бы как для сплошного листового металла, так и для металлической пены, и, следовательно, нет механизма, который мог бы объяснить поведение изгиба всей сэндвич-панели. TGM и MTGM, например, не могут управлять изгибом всей сэндвич-панели, поскольку деформация пенопласта в основном основана не на пластическом сжатии, и лицевой лист не может подвергаться раздавливанию, соответственно.BM также не может быть действительным, так как толщина композита слишком велика, чтобы претерпеть коробление. UM может лишь частично объяснить деформацию сэндвича для набора условий процесса, как будет показано, но не объясняет, как сердцевина из пенопласта может изгибаться без разрушения. Оказалось, что деформация сэндвич-панели может быть объяснена комбинацией двух механизмов, которые взаимодействуют друг с другом и вызывают новое явление на границе раздела между верхним лицевым листом и пенопластом.
TGM и MTGM, например, не могут управлять изгибом всей сэндвич-панели, поскольку деформация пенопласта в основном основана не на пластическом сжатии, и лицевой лист не может подвергаться раздавливанию, соответственно.BM также не может быть действительным, так как толщина композита слишком велика, чтобы претерпеть коробление. UM может лишь частично объяснить деформацию сэндвича для набора условий процесса, как будет показано, но не объясняет, как сердцевина из пенопласта может изгибаться без разрушения. Оказалось, что деформация сэндвич-панели может быть объяснена комбинацией двух механизмов, которые взаимодействуют друг с другом и вызывают новое явление на границе раздела между верхним лицевым листом и пенопластом.
Для моделирования сэндвич-панелей можно использовать несколько методов. Самый простой метод — смоделировать сэндвич в виде блока, разделить его на три области и присвоить соответствующим областям свойства лицевой панели и пены [23]. Хотя этот метод чрезвычайно прост, недостатком этого метода является то, что лицевая панель и сердечник всегда жестко соединены, и предполагается, что теплопередача между ними идеальна (бесконечная проводимость).Однако, поскольку лицевое покрытие и вспененная сердцевина не полностью расплавляются во время производства, поверхность раздела содержит микропустоты, и адгезия является несовершенной. Следовательно, следует ожидать конечной теплопроводности, которую можно принять во внимание только в моделях, в которых лицевые панели и пенопласт изначально отсоединены.
Хотя этот метод чрезвычайно прост, недостатком этого метода является то, что лицевая панель и сердечник всегда жестко соединены, и предполагается, что теплопередача между ними идеальна (бесконечная проводимость).Однако, поскольку лицевое покрытие и вспененная сердцевина не полностью расплавляются во время производства, поверхность раздела содержит микропустоты, и адгезия является несовершенной. Следовательно, следует ожидать конечной теплопроводности, которую можно принять во внимание только в моделях, в которых лицевые панели и пенопласт изначально отсоединены.
Первоначально отсоединенные модели требуют метода соединения, который, опять же, имеет несколько альтернатив.Упрощенный метод включает соединение лицевой панели и пенопласта с использованием стяжек или контактных взаимодействий [13,16]. Оба метода могут моделировать контактные сопротивления, но не допускают расслоения. Связные поверхности обладают такими же тепловыми характеристиками, но также допускают расслоение при превышении заданных параметров повреждения [24]. Тот же результат может быть достигнут путем вставки тонкого слоя (например, 10 мкм м) на границе раздела, состоящего из когезионных элементов, с дополнительным преимуществом, заключающимся в том, что отслаивание можно контролировать и визуализировать [25].Несмотря на то, что в текущем исследовании расслоение не происходило, этот подход использовался для обоих интерфейсов в ожидании будущих исследований, в которых эффекты расслаивания станут важными.
Тот же результат может быть достигнут путем вставки тонкого слоя (например, 10 мкм м) на границе раздела, состоящего из когезионных элементов, с дополнительным преимуществом, заключающимся в том, что отслаивание можно контролировать и визуализировать [25].Несмотря на то, что в текущем исследовании расслоение не происходило, этот подход использовался для обоих интерфейсов в ожидании будущих исследований, в которых эффекты расслаивания станут важными.
[tntstt] = [Knn000Kss000Ktt] [uneut]
(4), где индексы n , s , t относятся к нормальному, первому и второму направлениям сдвига соответственно. Жесткость связующего слоя установлена очень высокой, чтобы не повлиять на реакцию сэндвича [26].
Жесткость связующего слоя установлена очень высокой, чтобы не повлиять на реакцию сэндвича [26].
Для моделирования несовершенной теплопередачи на границах раздела были присвоены значения температурной проводимости G (T) . G (T) Данные в настоящее время доступны только для металлов, находящихся в прямом контакте, которые подвергаются давлению. Несколько ссылок предполагают экспоненциальный рост G с температурой T [27–29].Для сэндвич-панелей проводимость должна быть больше, чем при прямом контакте из-за наличия металлических связей; однако из-за отсутствия доступных справочных данных соотношение G (T) из Ref. [27].
Моделирование лазерной формовки было выполнено без связи, с использованием результатов термической обработки в качестве входных данных для механического анализа. Лицевые панели были смоделированы с использованием критерия текучести фон Мизеса, а свойства материала, зависящие от температуры, были извлечены из работы.[30]. Моделирование проводилось в программе конечных элементов abaqus с использованием элементов DC3D20 и C3D20R для термического и механического анализа соответственно. Верхняя и нижняя панели были смоделированы с тремя и двумя элементами по толщине соответственно.
Лицевые панели были смоделированы с использованием критерия текучести фон Мизеса, а свойства материала, зависящие от температуры, были извлечены из работы.[30]. Моделирование проводилось в программе конечных элементов abaqus с использованием элементов DC3D20 и C3D20R для термического и механического анализа соответственно. Верхняя и нижняя панели были смоделированы с тремя и двумя элементами по толщине соответственно.
F = [11+ (α / 3) 2 (σe2 + α2σm2)] 1/2 − Y≤0
(5) где σ e — эквивалентное напряжение Фон Мизеса, σ м — среднее напряжение, Y — предел текучести и α — коэффициент формы поверхности текучести [31].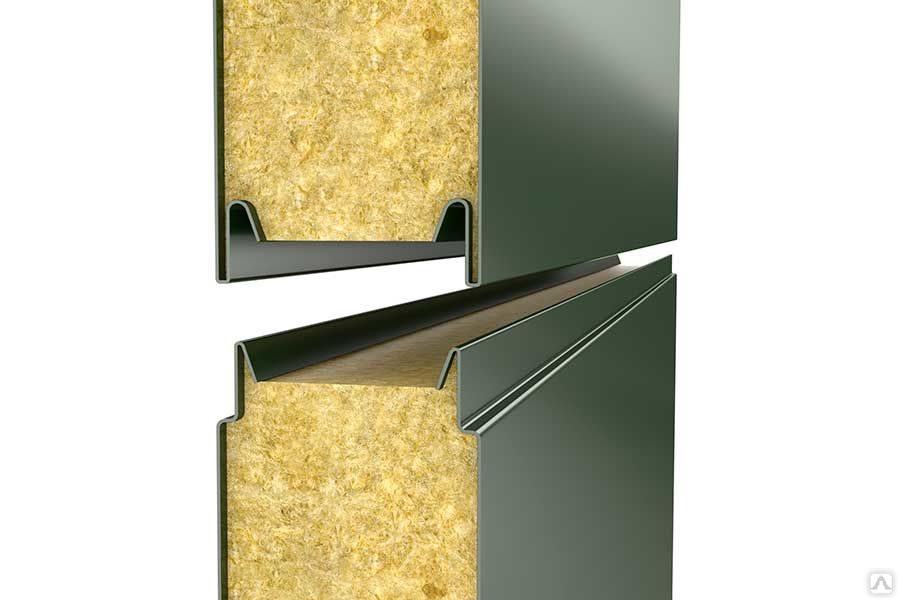 Когда F F = 0, пластическая деформация происходит по следующему правилу течения:
Когда F F = 0, пластическая деформация происходит по следующему правилу течения:ε˙ijp = Y˙H∂F∂σij
(6) где ε˙ijp — скорость пластической деформации, а H — модуль упрочнения, определяемый какH = σeσ̂hσ + (1 − σeσ̂) hp
(7), где h σ и h p — тангенциальные модули при одноосном и гидростатическом сжатии соответственно, а σ̂ — эквивалентное напряжение, равное первому члену в уравнении.(5). Предположения этой модели и источники материальных данных подробно обсуждаются в работах [10,11]. [17] и [18]. Уточнение сетки x и y было таким же, как в Ref. [18], в направлении z сетка была более тонкой к границам раздела и более крупной к центру пены. Во втором методе («модель Кельвина») полость пены была аппроксимирована ячейкой Кельвина, показанной на рис. 2 (b), и были заданы свойства твердого AlSi10. Типы элементов и техника построения сетки были такими же, как и в работе.[18], за исключением того, что использовалась полость размером 2 мм, что дало плотность 700 кг / м 3 .
2 (b), и были заданы свойства твердого AlSi10. Типы элементов и техника построения сетки были такими же, как и в работе.[18], за исключением того, что использовалась полость размером 2 мм, что дало плотность 700 кг / м 3 .
В эквивалентной модели связный слой был составлен из элементов COh4D8, которые были вдвое меньше соседних элементов из пенопласта. В модели Кельвина для связующего слоя использовался тот же размер элемента, что и в соседних элементах из пенопласта. Термические и механические граничные условия были такими же, как в предыдущих анализах [17,18], а коэффициент поглощения A = 0.6 [32].
В данном исследовании использовались сэндвич-панели производства Havel Metal Foam Gmbh, состоящие из лицевых панелей AW 5005 и сердцевины из металлической пены AlSi10. Толщина бутербродов составляла 10 мм, а средняя плотность металлической пены, как определено, составляла 700 кг / м 3 . Способ изготовления обсуждался в гл. 2.1. Образцы сэндвича были отрезаны до длины 100 мм и ширины 35 мм и установлены на теплоизолированный столик, как показано на рис.3. Лазер CO 2 с длиной волны 10,6 мкм м был использован для сканирования образцов в направлении x . Чтобы улучшить естественное плохое поглощение излучения 10,6 мкм мкм в алюминии [33], образцы были покрыты черной графитовой краской. После каждого лазерного сканирования образцы охлаждали до комнатной температуры, после чего измеряли отклонение с помощью циферблатного индикатора.
Способ изготовления обсуждался в гл. 2.1. Образцы сэндвича были отрезаны до длины 100 мм и ширины 35 мм и установлены на теплоизолированный столик, как показано на рис.3. Лазер CO 2 с длиной волны 10,6 мкм м был использован для сканирования образцов в направлении x . Чтобы улучшить естественное плохое поглощение излучения 10,6 мкм мкм в алюминии [33], образцы были покрыты черной графитовой краской. После каждого лазерного сканирования образцы охлаждали до комнатной температуры, после чего измеряли отклонение с помощью циферблатного индикатора.
При определении условий процесса использовались два разных подхода.Первый подход был вдохновлен исследованиями лазерной формовки многослойных композитов [34], в которых TGM индуцировали в верхнем слое, а остальные участки композита изгибались под действием возникающего изгибающего момента. Во втором подходе была предпринята попытка согнуть всю сэндвич-панель с помощью механизма лазерной формовки, подвергая всю секцию резкому температурному градиенту. Для обоих подходов изгиб был успешным, но механизмы изгиба оказались другими, чем ожидалось, что будет обсуждаться позже.Первый подход дал малый размер пятна D = 4 мм с высокой скоростью сканирования v = 30 мм / с, тогда как второй подход дал большой размер пятна D = 12 мм и меньшее сканирование. скорость v = 10 мм / с. Мощность поддерживалась на уровне P = 800 Вт для поддержания постоянной энергии площади AE = P / Dv .
Для обоих подходов изгиб был успешным, но механизмы изгиба оказались другими, чем ожидалось, что будет обсуждаться позже.Первый подход дал малый размер пятна D = 4 мм с высокой скоростью сканирования v = 30 мм / с, тогда как второй подход дал большой размер пятна D = 12 мм и меньшее сканирование. скорость v = 10 мм / с. Мощность поддерживалась на уровне P = 800 Вт для поддержания постоянной энергии площади AE = P / Dv .
Поскольку оба процесса приводят к возникновению принципиально различных механизмов изгиба, большая часть данного исследования была посвящена сравнению этих двух условий.Тем не менее, технологическое окно не ограничивается этими двумя условиями, и лазерное формирование также может быть достигнуто с промежуточными размерами лазерного пятна между D = 4–12 мм и скоростью сканирования между v = 10–30 мм / с, поскольку будет продемонстрировано в разд. 5.3.
5.3.
Температуру нижней поверхности сэндвича измеряли с помощью ИК-камеры. Под образцом была установлена ИК-камера, а к столику был добавлен алюминиевый экран, чтобы избежать повреждения ИК-камеры.Использовалась максимальная частота кадров 120 Гц, что обеспечивало достаточно деталей для захвата истории температуры и времени. Пространственное разрешение ИК-камеры составляет примерно 0,1 мм на используемом расстоянии, а температурное разрешение составляет 0,1 К.
Для изучения механизма изгиба образцы сэндвича и «изолированные» лицевые панели, которые были удалены из сэндвича, были сформированы лазером под углом около 15 градусов.Затем типичное поперечное сечение сэндвич-образцов (рис. 4 (а) и 4 (б)) сравнивалось с поперечным сечением изолированных лицевых листов (рис. 4 (с) и 4 (г)). Условиями процесса, использованными для ( a ) и ( c ), были маленькие пятна размером D = 4 мм со скоростью сканирования v = 30 мм / с, а для ( b ) и ( d ) большой размер пятна D = 12 мм при скорости сканирования v = 10 мм / с. Мощность и энергия площади были постоянными: P, = 800 Вт и AE = 6.67 Дж / мм 2 соответственно.
Мощность и энергия площади были постоянными: P, = 800 Вт и AE = 6.67 Дж / мм 2 соответственно.
Изгиб изолированных лицевых панелей регулируется хорошо известными механизмами изгиба. При D = 4 мм на верхней поверхности произошло некоторое утолщение (рис. 4 (c)), что является установленным следствием изгиба, в котором преобладает TGM [35]. При D = 12 мм (рис. 4 (d)) произошло незначительное изменение толщины лицевого листа, а размер пятна был существенно больше, чем толщина лицевого листа, что указывает на то, что BM является определяющим механизмом [22].
Для сравнения очевидно, что изгиб сэндвич-панелей регулируется разными механизмами, поскольку поперечное сечение выглядит совершенно по-разному в обоих условиях процесса. При D = 12 мм (рис. 4 (b)) верхняя облицовочная пластина больше не изгибается через BM, потому что она не деформируется из-за прикрепленной металлической пены. Вместо этого лицевая сторона была увеличена, что свидетельствует об устоявшейся единой системе обмена сообщениями.Распределение температуры по толщине, показанное на рис. 5 при прохождении лазера, подтверждает этот вывод. Как в изолированной, так и в сэндвич-конфигурации практически не было температурного градиента на верхней лицевой панели, что говорит в пользу BM и UM для каждой конфигурации соответственно.
Вместо этого лицевая сторона была увеличена, что свидетельствует об устоявшейся единой системе обмена сообщениями.Распределение температуры по толщине, показанное на рис. 5 при прохождении лазера, подтверждает этот вывод. Как в изолированной, так и в сэндвич-конфигурации практически не было температурного градиента на верхней лицевой панели, что говорит в пользу BM и UM для каждой конфигурации соответственно.
При D = 4 мм (рис. 4 (a)) верхняя облицовка в конфигурации «сэндвич» утолщалась не только вверх, но и вниз, что нехарактерно для TGM и предполагает, что деформацию регулирует другой механизм изгиба.Однако тепловые результаты на рис. 5 предполагают обратное, поскольку на верхнем лицевом листе возник крутой градиент температуры, независимо от того, был ли он изолирован или прикреплен к сердцевине из пенопласта.
Дальнейшее доказательство может быть получено из экспериментальных и численных результатов на рис. 6, показывающих температурную предысторию на поверхности нижней сэндвич-панели на линии сканирования. При D = 12 мм через сэндвич передается значительное количество тепла.Это косвенно означает, что верхний лицевой лист нагревается равномерно, что опять же указывает на то, что UM регулирует изгиб верхнего лицевого листа. При D = 4 мм, с другой стороны, небольшое количество тепла достигло нижней поверхности сэндвича, что позволяет предположить наличие перепада температуры на верхней лицевой панели, что приводит к возникновению TGM. Следует отметить, что в эксперименте лазерный экран был размещен очень близко к нижней поверхности сэндвича для защиты ИК-камеры. Этот экран поглощает некоторое количество тепла и является причиной расхождения между экспериментальными и численными пиковыми температурами.Кроме того, на верхней границе раздела наблюдается значительный перепад температуры, который можно объяснить конечной проводимостью интерфейса. Падение температуры было более значительным при D = 12 мм, чем при D = 4 мм из-за экспоненциальной температурной зависимости проводимости границы раздела G (T) .
6, показывающих температурную предысторию на поверхности нижней сэндвич-панели на линии сканирования. При D = 12 мм через сэндвич передается значительное количество тепла.Это косвенно означает, что верхний лицевой лист нагревается равномерно, что опять же указывает на то, что UM регулирует изгиб верхнего лицевого листа. При D = 4 мм, с другой стороны, небольшое количество тепла достигло нижней поверхности сэндвича, что позволяет предположить наличие перепада температуры на верхней лицевой панели, что приводит к возникновению TGM. Следует отметить, что в эксперименте лазерный экран был размещен очень близко к нижней поверхности сэндвича для защиты ИК-камеры. Этот экран поглощает некоторое количество тепла и является причиной расхождения между экспериментальными и численными пиковыми температурами.Кроме того, на верхней границе раздела наблюдается значительный перепад температуры, который можно объяснить конечной проводимостью интерфейса. Падение температуры было более значительным при D = 12 мм, чем при D = 4 мм из-за экспоненциальной температурной зависимости проводимости границы раздела G (T) .
 Изменения плотности рассчитывались как
Изменения плотности рассчитывались какρρ0 = e− (ε11 + ε22 + ε33) = e− (εii)
(8), где ρ 0 — начальная плотность, а ε ii — компоненты нормальной деформации [14]. Начальная плотность ( ρ = ρ 0 ) представлена 100%.Оба результата означают, что металлическая пена изгибалась через MTGM [18]. Экспериментальные результаты подтверждают этот вывод, поскольку некоторое разрушение клеток можно увидеть при малых углах изгиба (рис. 4 (а) и 4 (б)), и особенно при больших углах изгиба (см. Раздел 5.2).
Таким образом, и верхний лицевой лист, и пенопласт активно участвуют в деформации изгиба за счет различных механизмов изгиба. Последний компонент сэндвича, требующий анализа, — это нижний лист.Согласно рис. 5, на нижнем лицевом листе отсутствует температурный градиент, и степень нагрева также мала. Таким образом, нижняя облицовка — единственный компонент сэндвич-панели, который не способствует изгибу. Вместо этого он механически изгибается под действием изгибающего момента, создаваемого вспененной сердцевиной и верхней лицевой панелью.
Таким образом, нижняя облицовка — единственный компонент сэндвич-панели, который не способствует изгибу. Вместо этого он механически изгибается под действием изгибающего момента, создаваемого вспененной сердцевиной и верхней лицевой панелью.
Обсудив механизмы изгиба, становится ясно, почему сэндвич-панели, полученные методом лазерной формовки, не подвергаются отказам, упомянутым в гл.2.1. Разрушения сердечника при сдвиге не происходят, потому что деформация пены через MTGM в основном сжимающая [18]. Точно так же не происходит изгиба верхнего лицевого листа, поскольку верхний лицевой лист подвергается сжатию при сжатии через TGM. Сморщивание лицевого листа не происходит либо потому, что лицевые листы слишком толстые, либо из-за того, что нижние лицевые листы выходят из строя за счет размягчения, вызванного нагреванием. В зависимости от метода соединения может произойти расслоение лицевой панели. В этом исследовании использовался очень прочный метод соединения, который не приводил к расслоению.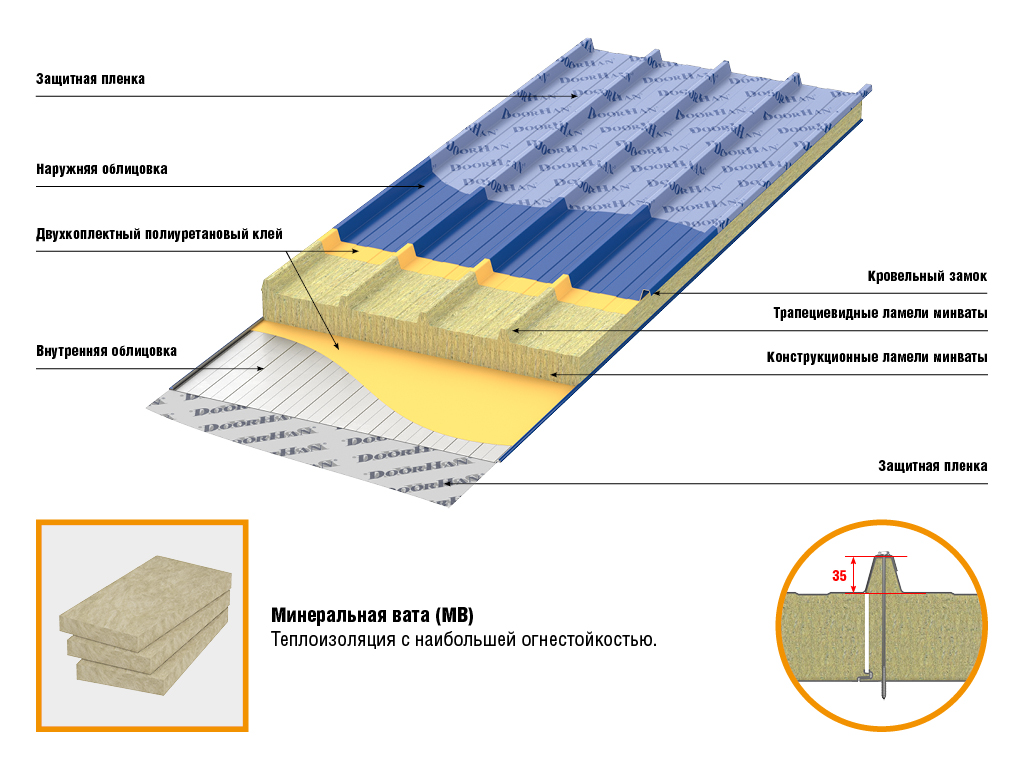
Еще одна тема, требующая обсуждения, — это утолщение нижней поверхности верхнего лицевого листа (рис. 4 (а)). За такое поведение могут быть ответственны два механизма. Сначала металлическая пена уплотняется, как показано на рис. 7 (а) и 7 (b), и связанное с этим уменьшение объема оставляет пустоту в пене, которую необходимо заполнить. Поскольку адгезия между верхним лицевым листом и металлической пеной остается неизменной, лицевой лист должен заполнить эту пустоту, что он может легко заполнить, поскольку он подвергается высоким сжимающим напряжениям, а также размягчается из-за нагрева, индуцированного лазером.Во-вторых, верхняя лицевая панель расширяется вниз вправо по мере прохождения лазера. На рисунке 8 показано распределение деформации ε 33 в направлении z ( a ) прямо перед прохождением лазера, ( b ) при прохождении лазера и ( c ) в конце лазера. сканировать. Непосредственно перед прохождением лазера верхняя лицевая панель начинает равномерно расширяться. По мере прохождения лазера лицевая панель быстро расширяется как вверх, так и вниз, вызывая деформацию сжатия в металлической пене под ней.Между тем, пена подвергается некоторой собственной деформации сжатия через MTGM, тем самым «стягивая» лицевую пластину вниз и вызывая растягивающую деформацию в лицевой пластине. Это состояние сохраняется до конца лазерного сканирования, как показано на рис. 8 (c).
сканировать. Непосредственно перед прохождением лазера верхняя лицевая панель начинает равномерно расширяться. По мере прохождения лазера лицевая панель быстро расширяется как вверх, так и вниз, вызывая деформацию сжатия в металлической пене под ней.Между тем, пена подвергается некоторой собственной деформации сжатия через MTGM, тем самым «стягивая» лицевую пластину вниз и вызывая растягивающую деформацию в лицевой пластине. Это состояние сохраняется до конца лазерного сканирования, как показано на рис. 8 (c).
в сек. 5.1 было показано, что малые ( D = 4 мм) и большие ( D = 12 мм) размеры лазерного пятна вызывают различные механизмы изгиба в верхней лицевой панели.Механизмы гибки, в свою очередь, значительно влияют как на эффективность изгиба, так и на предел изгиба.
Рисунок 9 показывает, что углы изгиба, достигнутые при D = 12 мм, более чем в два раза превышают углы изгиба, достигнутые при D = 4 мм за 8 лазерных сканирований, даже несмотря на то, что энергия площади была постоянной в обоих случаях (AE = 6,67 Дж / мм 2 ).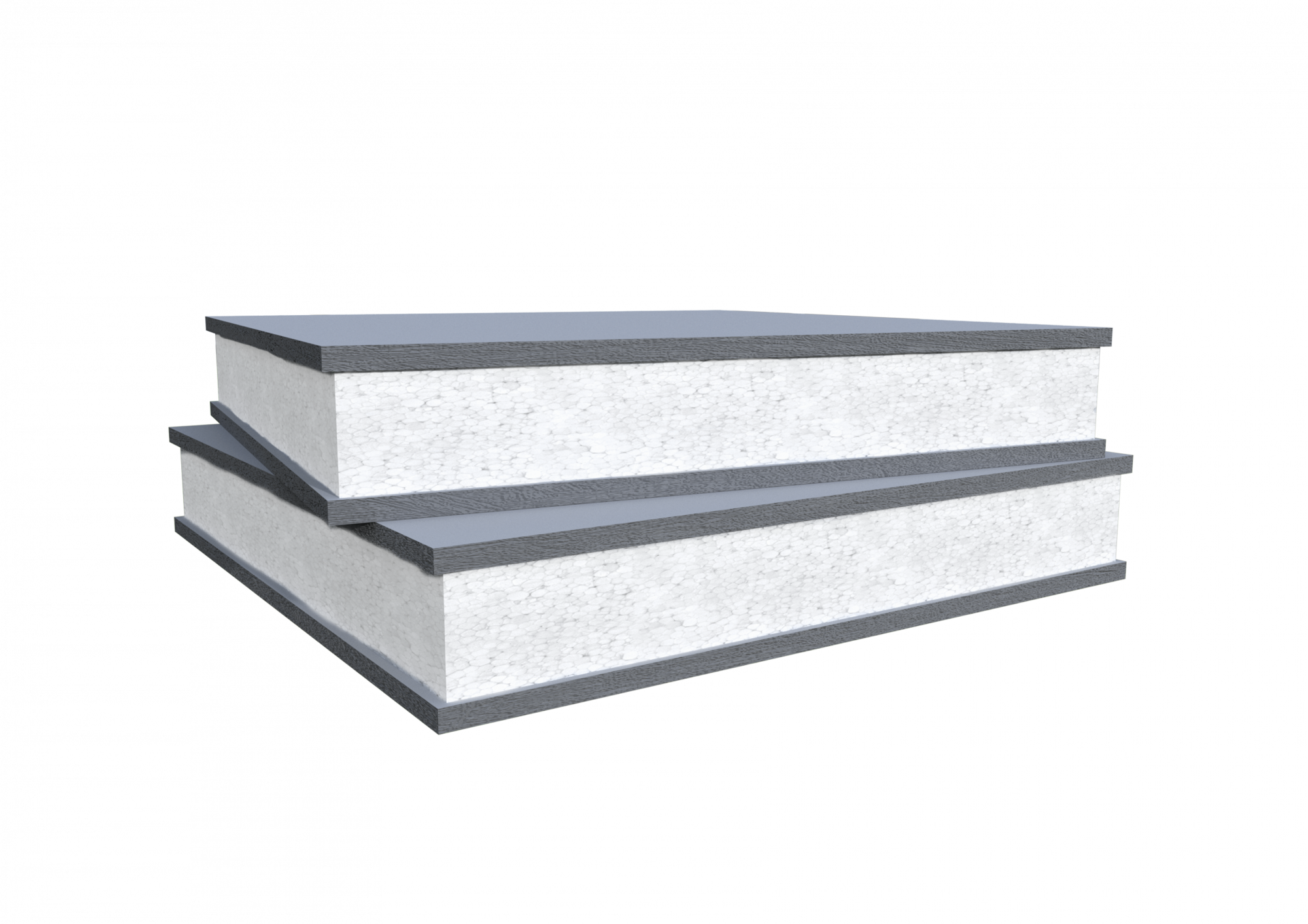 Эти результаты ясно показывают, что изгиб значительно более эффективен при больших размерах лазерного пятна.
Эти результаты ясно показывают, что изгиб значительно более эффективен при больших размерах лазерного пятна.
Чтобы объяснить тенденции, наблюдаемые на рис. 9, были проанализированы распределения пластической деформации сжатия в направлении y (ε22p) в поперечном сечении сэндвич-панели. При D = 4 мм (рис. 10 (а)) в центре верхней лицевой панели возникли большие деформации сжатия из-за интенсивного нагрева и больших сил теплового расширения, характерных для TGM. Остальные сегменты лицевого листа вносили гораздо меньший вклад в деформацию сжатия, а пластически деформированная область обычно локализовалась около линии лазерного сканирования.При D = 12 мм (рис. 10 (b)) пластически деформированная область простиралась дальше от линии лазерного сканирования, и деформации сжатия были более равномерно распределены по всему верхнему лицевому листу. Следовательно, изгиб был более эффективным при D = 12 мм, потому что больший сегмент верхнего лицевого листа способствовал сжатию при сжатии.
Кроме того, изгиб был более эффективным при D = 12 мм, потому что пенопластовая сердцевина изгибалась более эффективно через MTGM.В отличие от D = 4 мм (рис.10 (a)), где пена подвергалась пластическому сжатию только рядом с линией сканирования, пластически сжатая область была намного больше при D = 12 мм (рис.10 (b) )). Такой же вывод можно сделать из графиков уплотнения на рис. 7 (а) и 7 (б), а также экспериментальные результаты при больших углах изгиба (рис. 11).
Наконец, изгиб был более эффективным при D = 12 мм, потому что нижний лицевой лист достиг более высоких температур во время лазерного сканирования, как показано на рис.6, и, следовательно, претерпел большее разупрочнение, вызванное нагреванием, чем при D = 4 мм.
Как и эффективность изгиба, максимально достижимый угол изгиба очень чувствителен к размеру лазерного пятна. При D = 4 мм максимальный угол изгиба составляет всего около 15 градусов, как показано на рис. 4 (а). Большие углы изгиба могут быть достигнуты исключительно за счет выполнения нескольких параллельных лазерных сканирований. На рис.12 (а), например, выполнялось два сканирования для каждой строки сканирования, и каждая строка сканирования была смещена на 1 мм. С другой стороны, при D = 12 мм углы изгиба до 65 градусов и более могут быть достигнуты по одной строке сканирования, как показано на рис. 12 (b).
При D = 4 мм максимальный угол изгиба составляет всего около 15 градусов, как показано на рис. 4 (а). Большие углы изгиба могут быть достигнуты исключительно за счет выполнения нескольких параллельных лазерных сканирований. На рис.12 (а), например, выполнялось два сканирования для каждой строки сканирования, и каждая строка сканирования была смещена на 1 мм. С другой стороны, при D = 12 мм углы изгиба до 65 градусов и более могут быть достигнуты по одной строке сканирования, как показано на рис. 12 (b).
Одной из причин различного ограничивающего поведения является механизм изгиба, который регулирует деформацию верхнего лицевого листа. При D = 4 мм верхний лицевой лист изгибается через TGM, и на небольшой площади вокруг линии лазерного сканирования происходит значительное утолщение (рис.4 (а)). Это утолщение вызывает значительное уменьшение приращения угла изгиба Δα, поскольку Δα пропорционально величине, обратной квадрату толщины листа для условий TGM [22]. В конце концов, лицевая панель становится слишком жесткой, и Δα → 0 для всего сэндвича. При D = 12 мм также происходит значительное утолщение, особенно при больших углах изгиба, как показано на рис. 11. Однако эффективность изгиба страдает меньше, потому что распределение температуры в верхнем лицевом листе остается в основном однородным из-за большого размер лазерного пятна и тепловые требования для UM по-прежнему выполняются.
В конце концов, лицевая панель становится слишком жесткой, и Δα → 0 для всего сэндвича. При D = 12 мм также происходит значительное утолщение, особенно при больших углах изгиба, как показано на рис. 11. Однако эффективность изгиба страдает меньше, потому что распределение температуры в верхнем лицевом листе остается в основном однородным из-за большого размер лазерного пятна и тепловые требования для UM по-прежнему выполняются.
Другой причиной различного ограничивающего поведения является эффективность уплотнения пены с помощью MTGM. Как упоминалось в разд. 5.1, уплотнение происходит очень локально при D = 4 мм, в отличие от D = 12 мм, где уплотняется большой сегмент пены, как показано на рис. 11. Следовательно, пена может неограниченно уплотняться при D = 12 мм, тогда как локально он может приближаться к затвердеванию при D = 4 мм, снижая эффективность изгиба [18].
Изучив поведение сэндвич-панелей при больших углах изгиба, можно изучить влияние лазерной формовки на характеристики сэндвич-панелей. Первый вопрос, который необходимо изучить, — это утолщение лицевой пленки. С одной стороны, утолщенная облицовка увеличивает прочность и жесткость сэндвич-панели. Напротив, утолщенный сегмент претерпел многочисленные быстрые циклы нагрева и охлаждения, которые могут вызвать охрупчивание материала [36].Однако, поскольку утолщение лицевого листа происходит в большем масштабе, а алюминий менее восприимчив к вредным эффектам охрупчивания, ожидается, что характеристики верхнего лицевого листа сохранятся, если не улучшатся. Вторая проблема — это уплотнение пены. При D = 4 мм уплотнение похоже на уплотнение, наблюдаемое при лазерном формовании отдельно стоящей металлической пены [18]. С увеличением количества сканирований уплотнение становится более локализованным и, таким образом, минимально влияет на дробимость пены. При D = 12 мм уплотнение широко распространено из-за MTGM, а также большого утолщения верхнего лицевого листа. Тем не менее, уплотнение намного меньше, чем при механическом изгибе, когда верхний лицевой лист глубоко проникает в пенопласт и может уменьшить его толщину до 75% [12,13].
При D = 12 мм уплотнение широко распространено из-за MTGM, а также большого утолщения верхнего лицевого листа. Тем не менее, уплотнение намного меньше, чем при механическом изгибе, когда верхний лицевой лист глубоко проникает в пенопласт и может уменьшить его толщину до 75% [12,13].
Окно процесса не ограничивается двумя условиями процесса, которые сравнивались до сих пор, но охватывает весь диапазон между ними.Как показано на рис. 13, любой размер лазерного пятна от D = 4 мм до D = 12 мм дает успешный результат (при AE = const). При каждом размере пятна кривая изгиба немного выравнивалась с увеличением числа лазерных сканирований. При D = 4 мм и D = 6 мм кривая изгиба выровнялась быстрее, поскольку TGM, который более чувствителен к утолщению лицевой панели (см. Раздел 5.2), был доминирующим в верхней лицевой панели. Кроме того, краска стиралась быстрее из-за более высоких температур в верхнем лицевом листе.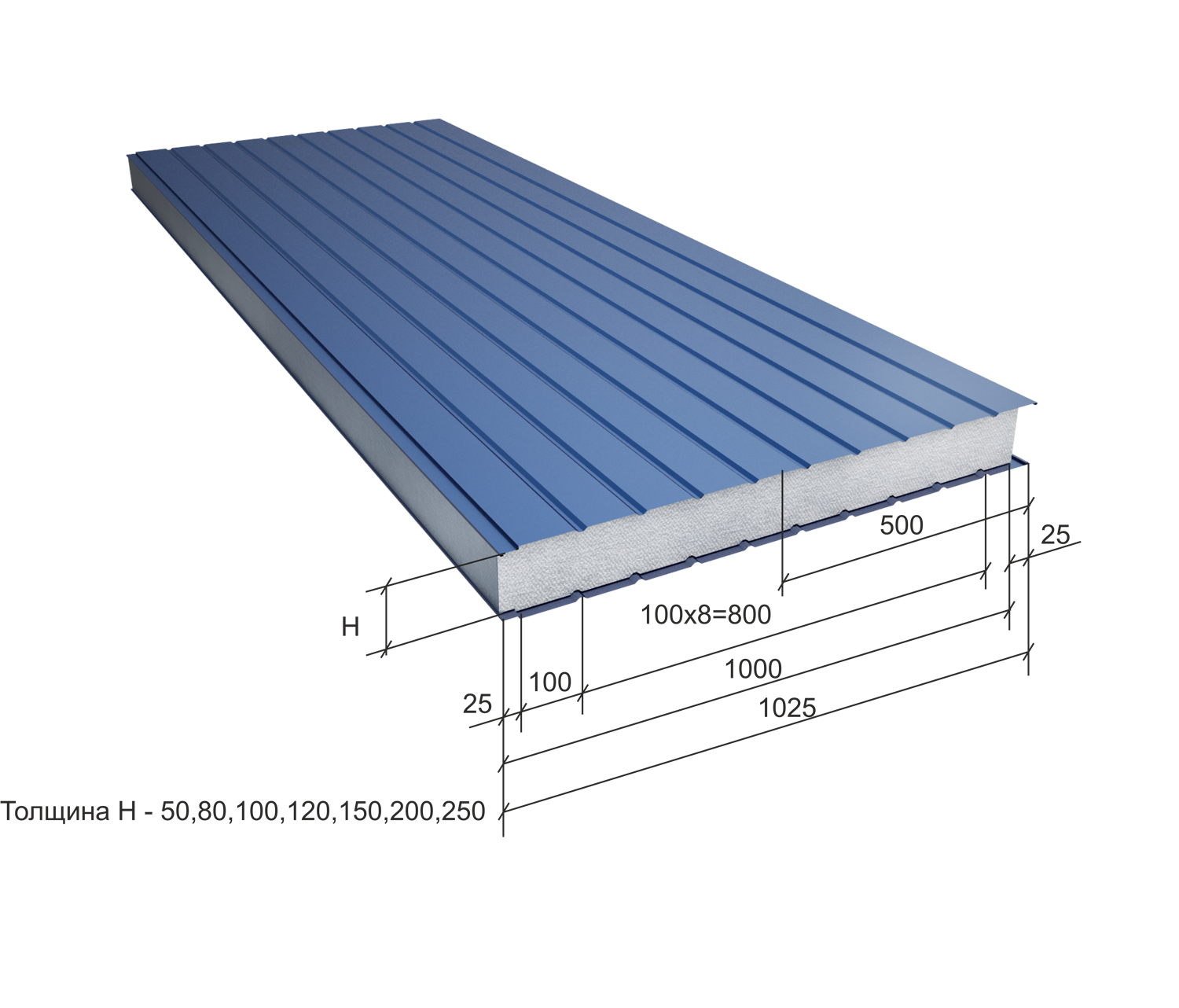 При D = 10 мм и D = 12 мм кривые изгиба выровнялись в наименьшей степени, поскольку BM, который менее чувствителен к утолщению лицевого листа, был доминирующим в верхнем лицевом листе. Кроме того, температура верхнего лицевого листа была самой низкой и вызывала наименьшее испарение краски. Наконец, D = 8 мм находился где-то посередине и выровнялся только при большом количестве лазерных сканирований.
При D = 10 мм и D = 12 мм кривые изгиба выровнялись в наименьшей степени, поскольку BM, который менее чувствителен к утолщению лицевого листа, был доминирующим в верхнем лицевом листе. Кроме того, температура верхнего лицевого листа была самой низкой и вызывала наименьшее испарение краски. Наконец, D = 8 мм находился где-то посередине и выровнялся только при большом количестве лазерных сканирований.
Более полное представление об эффективности изгиба можно получить, сравнив углы изгиба, достигаемые каждым условием после одного и восьми лазерных сканирований, как показано на рис.14. После одного сканирования было отчетливое увеличение угла изгиба с D = 4 мм до D = 8 мм, которое стало еще более выраженным после 8 сканирований. Опять же, причина в том, что по мере увеличения размера пятна происходит меньше испарения краски, а механизм изгиба менее чувствителен к утолщению лицевого листа. Кроме того, при D = 4 мм и D = 6 мм температуры лицевого листа были очень близки к температурам плавления (см. Рис. 5), следовательно, могло произойти локализованное плавление, снимающее часть сжимающих напряжений.На рисунке 14 также показано небольшое уменьшение угла изгиба с D = 8 мм до D = 12 мм после одного лазерного сканирования. После восьми сканирований эта тенденция исчезла, и углы изгиба выровнялись до D = 8 мм. Первоначальная тенденция связана с тем фактом, что увеличение скорости сканирования при постоянной входной энергии сокращает время диффузии тепла, тем самым увеличивая температуры и, следовательно, углы изгиба [37]. Этот эффект исчезает после нескольких сканирований, поскольку пятна большего размера меньше испаряются и менее чувствительны к утолщению лицевой панели.
Кроме того, при D = 4 мм и D = 6 мм температуры лицевого листа были очень близки к температурам плавления (см. Рис. 5), следовательно, могло произойти локализованное плавление, снимающее часть сжимающих напряжений.На рисунке 14 также показано небольшое уменьшение угла изгиба с D = 8 мм до D = 12 мм после одного лазерного сканирования. После восьми сканирований эта тенденция исчезла, и углы изгиба выровнялись до D = 8 мм. Первоначальная тенденция связана с тем фактом, что увеличение скорости сканирования при постоянной входной энергии сокращает время диффузии тепла, тем самым увеличивая температуры и, следовательно, углы изгиба [37]. Этот эффект исчезает после нескольких сканирований, поскольку пятна большего размера меньше испаряются и менее чувствительны к утолщению лицевой панели.
Лазерное формование сэндвич-панелей возможно не только с диапазоном размеров пятна, но также есть значительная свобода в выборе энергии площади. Как показано на рис. 15, изменение скорости сканирования (и, следовательно, энергии площади) на 40% по-прежнему дает заметные углы изгиба. Размер пятна и мощность поддерживались на уровне D = 12 мм и P = 800 Вт соответственно. Увеличение скорости сканирования вызвало падение энергии области и, следовательно, уменьшение угла изгиба, тенденция, которая хорошо отражается при моделировании.
Как показано на рис. 15, изменение скорости сканирования (и, следовательно, энергии площади) на 40% по-прежнему дает заметные углы изгиба. Размер пятна и мощность поддерживались на уровне D = 12 мм и P = 800 Вт соответственно. Увеличение скорости сканирования вызвало падение энергии области и, следовательно, уменьшение угла изгиба, тенденция, которая хорошо отражается при моделировании.
До сих пор все представленные численные результаты были получены с использованием эквивалентной сэндвич-модели, показанной на рис. 2 (а). В этом разделе эквивалентная сэндвич-модель сравнивается с сэндвич-моделью Кельвина, показанной на рис. 2 (b), в которой полости пенопласта явно смоделированы с использованием геометрии ячейки Кельвина.
С одной стороны, геометрия модели пенопласта кажется менее важной для сэндвич-панелей, чем для отдельно стоящих пен [17], потому что поглощение лазерного излучения в верхнем лицевом листе одинаково независимо от геометрии пенопласта. Кроме того, распределения температуры во время лазерного сканирования в обеих моделях очень похожи, как показано на рис.16 для D = 12 мм, v = 10 мм / с и P = 800 Вт.
Кроме того, распределения температуры во время лазерного сканирования в обеих моделях очень похожи, как показано на рис.16 для D = 12 мм, v = 10 мм / с и P = 800 Вт.
С другой стороны, геометрия сердцевины из пенопласта оказывает значительное влияние на теплопередачу между лицевыми панелями и сердцевиной из пенопласта. В эквивалентной сэндвич-модели нет геометрических ограничений для теплового потока между лицевой панелью и металлической пеной, тогда как тепловой поток в сэндвич-модели Кельвина направляется через тонкие стенки ячеек.Это приводит к расхождениям в градиентах температуры, как показано на рис. 17 (аналогично рис. 5). Из-за геометрического ограничения теплового потока больше тепла «задерживается» в верхней лицевой панели сэндвич-модели Кельвина. Как следствие, верхняя лицевая панель нагревается сильнее, и на границе раздела возникает больший перепад температуры. Это несоответствие более выражено при D, = 12 мм, чем при D = 4 мм, так как тепло имеет больше времени для рассеивания из-за пониженной скорости сканирования [37], тем самым делая свойства интерфейса более важными.
Это несоответствие более выражено при D, = 12 мм, чем при D = 4 мм, так как тепло имеет больше времени для рассеивания из-за пониженной скорости сканирования [37], тем самым делая свойства интерфейса более важными.
Геометрия пенопласта также оказывает значительное влияние на механическое взаимодействие между лицевыми панелями и пенопластом. В эквивалентной модели типа «сэндвич» верхняя лицевая панель утолщается одинаково на всем протяжении лазерного сканирования (см. Рис. 8). С другой стороны, в сэндвич-модели Кельвина сердцевина из пенопласта имеет высокую жесткость, обусловленную геометрией, которая локально ограничивает расширение лицевой панели — явление, которое также наблюдалось в экспериментах.На участках, где полость находится под лицевой панелью на линии сканирования (рис. 18 (а)), лицевая пластина может неограниченно расширяться вниз, и в лицевой пластине возникает значительная пластическая деформация сжатия. На участках, где стенка ячейки расположена под лицевым листом на линии сканирования (рис. 18 (b)), расширение лицевого листа ограничено, и развиваются менее пластичные деформации сжатия. Это явление происходит преимущественно при D = 4 мм, потому что расширение лицевой панели сильно локализовано на линии лазерного сканирования.При D = 12 мм лицевая панель утолщается на большем расстоянии от линии лазерного сканирования, и влияние геометрии вспененной сердцевины уменьшается.
На участках, где стенка ячейки расположена под лицевым листом на линии сканирования (рис. 18 (b)), расширение лицевого листа ограничено, и развиваются менее пластичные деформации сжатия. Это явление происходит преимущественно при D = 4 мм, потому что расширение лицевой панели сильно локализовано на линии лазерного сканирования.При D = 12 мм лицевая панель утолщается на большем расстоянии от линии лазерного сканирования, и влияние геометрии вспененной сердцевины уменьшается.
Благодаря повышенной геометрической точности сэндвич-модель Кельвина имеет повышенную чувствительность к изменениям условий процесса, как показано на рис. 19. В то время как эквивалентная сэндвич-модель предсказывает небольшую разницу в угле изгиба между маленьким размером пятна ( D = 4 мм) и большой размер пятна ( D = 12 мм), сэндвич-модель Кельвина предсказала более существенное различие между ними, что более близко согласуется с экспериментальными результатами.Обе модели завышают углы изгиба при D = 4 мм, поскольку ни одна из моделей не учитывает испарение краски и возможные эффекты локального плавления, которые возникают при D = 4 мм.
Это исследование продемонстрировало, что сэндвич-панели с пенопластом можно формировать лазером в широком диапазоне условий процесса. Было показано, что как верхний лицевой лист, так и сердцевина из пенопласта изгибаются посредством механизма лазерной формовки и активно способствуют деформации изгиба.Механизм гибки верхней лицевой панели зависит от размера лазерного пятна и варьируется между TGM (для маленьких размеров пятна около D = 4 мм) и UM (для больших размеров пятна около D = 12 мм). Сердечник из пенопласта изгибается через MTGM для всех размеров пятна. Также было продемонстрировано, что сэндвич-панели изгибаются более эффективно при больших размерах пятен, чем при небольших размерах пятен, поскольку большие сегменты верхнего лицевого листа и металлической пены способствуют сжатию при сжатии. Более того, было показано, что гораздо большие углы изгиба могут быть достигнуты при больших размерах пятна из-за меньшего влияния утолщения лицевой панели на эффективность механизма изгиба.Наконец, было показано, что сэндвич-модели Кельвина лучше предсказывают углы изгиба и взаимодействие лицевой панели с пенопластом, чем эквивалентные сэндвич-модели, из-за их более высокой геометрической точности.
Из этого исследования стало ясно, что поверхность раздела лицевой лист / пенопласт играет центральную роль в лазерной формовке сэндвич-панелей. Различные типы адгезии могут существенно повлиять на теплопередачу и механику и, следовательно, изменить результат процесса лазерной формовки.
.