Аппараты для полиэтиленовых труб: сварка, ремонт
Второй способ сварки основан на использовании электрического тока при помощи специальных муфт, внутри которых, находится проволока, выполняющая роль нагревательной спирали. На спираль подается ток определенной силы, после чего происходит нагрев свариваемых поверхностей до температуры плавления и последующее соединение свариваемых частей. Такой способ сварки называется электродиффузионным и для него используется специальный электромуфтовый сварочный аппарат.
Электромуфтовая сварка отличается от стыковой способом нагревания материалов, при этой сварке трубы разогревается снаружи, а не с торца, что считается более надежным соединением. Не даром, газовые трубы рекомендуется сваривать только электромуфтовым способом соединения.
Достоинством электромуфтовой сварки является быстрота и простота соединения. Данные аппараты не так громоздки, как стыковые, они мобильны и с ними можно работать в стесненных условиях, в колодцах, в траншеях. Еще один плюс в том, что каждый аппарат универсален и может сваривать как фитинги и трубы диаметром 20 мм, так и 1200 мм. Все зависит от диаметра труб и фасонных частей.
Еще один плюс в том, что каждый аппарат универсален и может сваривать как фитинги и трубы диаметром 20 мм, так и 1200 мм. Все зависит от диаметра труб и фасонных частей.
Электромуфтовые сварочные аппараты различаются на ручные, когда параметры сварки вносятся в аппарат вручную и автоматические. У автоматических сварочников имеется специальны сканер, которым нужно провести по штрих-коду на поверхности фитинга, для считывания параметров сварки. После считывания параметров, аппарат самостоятельно настраивает необходимую силу тока, время сварки и время остывания. Плюс у автоматических аппаратов имеется блок памяти, куда заносятся все параметры сварки.
Эти параметры формируются в памяти, а затем могут быть распечатаны в виде специального документа (протокола). Причем, существуют мобильные принтеры, дающие возможность распечатать протокол прямо на строительной площадке и приложить его к документации, например, во время ремонта трубопровода. Также накопленные протоколы можно выгрузить из памяти сварочного аппарата на любой USB накопитель.
Сварка полиэтиленовых труб деталями с закладными нагревателями (муфтовая сварка) — Сварка полимерных материалов
Большой паяльный блин на все диаметры труб? На энергопотерях сэкономить не получится? Для малых диаметров — малый блин, для больших — кольцо, и время разогрева сократится. Или за счет «инерции» большого блина то на то и выйдет?
дешевле, быстрее и не менее качественно
По второму способу, не в защиту девайсов, а просто размышлизмы:
Про дешевле, согласен, явно устройства не из дешевых приспособ (особенно микропроцессорный «паяльник» с читалкой штрихкодов).
Про быстрее, зависит от опыта специалиста, прямоты его рук и физической подготовки. Без кондуктора, в одиночку, достаточно сложно обеспечить соосность свариваемых торцов. Блин-торцовка тоже хороший помощник, видел похожее, но привод вроде был от обычного перфоратора. Гидравлическое сведение можно заменить механическим «домкратом» с динамометрическим ключом.
Про качественно, вот тут всё полностью зависит от специалиста со спиралькой (кто-то может и блохам подковы ставить). Но, сколько таких специалистов на всё количество выполняемых стыков?
Не специалист в этих делах, и пусть меня поправят: Спиралька внутри будет выполнять армирующую роль или снижать прочность соединения, как инородный предмет в слое основного материала? Равномерность разогрева торцов труб будет обеспечена? Мало того, что торец в середине толщи стенки будет разогреваться быстрее, так и торец со спиралькой будет разогрет больше. А неравномерность, я думаю, будет ухудшать качество? Не получится ли так, что в результате неравномерной укладки и разного теплового расширения трубы и спиральки, вдоль спиральки образуется канал-свищ и труба будет дырявой?
Подводя итог: проволочкой для бытовых нужд — дёшево, для промышленных/ответственных — дорого.
Квалификация = оплата труда, с этими приспособами гарантированное качество даст специалист с минимальной квалификацией. Думать не надо, вставил, зажал, нажал три кнопки — готово. Человеческого фактора меньше. Порыв газовой трубы во что может обойтись? Куда и кому потом спиральку с батарейкой вставят?
Думать не надо, вставил, зажал, нажал три кнопки — готово. Человеческого фактора меньше. Порыв газовой трубы во что может обойтись? Куда и кому потом спиральку с батарейкой вставят?
Если ошибку можно исправить – значит ты ещё не ошибся.
Услуги по сварке ПНД труб. Стыковая и электромуфтовая сварка полиэтиленовых труб.
Наша компания выполняет весь комплекс работ по сварке ПНД труб, отводов, тройников, крестовин, переходов, муфт, заглушек и других фитингов диаметром от 20 до 1600 мм. Возможен выезд бригады специалистов на строительный объект заказчика, а также составление сметы и снабжение необходимым материалом. Сварочные работы выполняются электромуфтовым или стыковым методом с использованием высококачественного оборудования. Это позволяет выполнить монтаж или ремонт трубопровода максимально быстро и качественно.
Сварка ПНД трубСтыковая сварка | Электромуфтовая сварка | ||||||
Диаметр | Цена за 1 стык | Мин. | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
25 | 200 | 12000 | до 20 | ||||
32 | |||||||
40 | 200 | 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 600 | |||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 | 1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | ||||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 6-10 | 560 | 5500 | 18000 | 3-5 | ||
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость смены входит количество стыков в зависимости от диаметра трубы, выезд специалистов на объект с необходимым оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. | |||||||
 сумма заказа
сумма заказаСварка труб ПНД
1. Выезд бригады специалистов на объект.
2. Высококачественное сварочное оборудование.
3. Квалифицированные сварщики.
4. Использование механических и гидравлических стыковых и электрофузионных сварочных аппаратов, что позволяет выполнять пайку муфтовую и встык.
5. На большой объем работ предоставляется дополнительная скидка.
6. Выполняем монтаж водостока, ремонт трубопроводов, сварку фитингов и фасонных изделий (крестовин, тройников, отводов и втулок под фланец).
7. Укомплектуем объект необходимым оборудованием и материалами. Выполним весь спектр работ.
8. Предоставляем в аренду генератор при выполнении сварочных работ в полевых условиях.
Также наша компания производит сварку труб из полиэтилена, пластика, полипропилена, ПП, ПЭ, ПНД, ПВХ, ПВД, которые используются для водоснабжения, газоснабжения, при прокладке канализационных систем и кабельных коммуникаций.
ПОДЕЛИТЕСЬ СТРАНИЦЕЙ
Виды сварки полиэтиленовых труб | ООО «ЦСП»
В настоящее время для соединения ПЭ труб используются два вида сварки — стыковая и электромуфтовая. Рассмотрим особенности каждого из этих способов.
Сварка встык
Позволяет соединять пластиковые изделия сварным швом, прочность которого не уступает параметрам самих свариваемых элементов. Для правильного осуществления технологического процесса требуется аппарат для сварки полиэтиленовых труб, а также соблюдения ряда условий. Например, температура окружающей среды должна быть в пределах +5…+35 градусов Цельсия, а диаметр свариваемых трубопроводов — от 50 до 1600 мм. Кроме того, важно правильно выполнить подготовительные работы. К ним относятся:
Кроме того, важно правильно выполнить подготовительные работы. К ним относятся:
- выбор параметров сварки;
- закрепление труб и их центровка. Зажимы нужно установить так, чтобы максимально устранить овальность сечения;
- механическая обработка торцов изделий.
Этапы сварки:
- Между торцами труб устанавливается нагреватель, имеющий нужную температуру (примерно +200…+220 °С, в зависимости от материала и толщины стенок).
- При прижимании торцов к нагревателю происходит их оплавление.
- Сдавливание соединяемых изделий до появления первичного грата, высота которого должна быть в пределах 0,5–2,0 мм.
- Снижение давления и удерживание его в течение определенного времени, необходимого для прогрева торцов на нужную глубину.
- Удаление нагревателя из зоны сварки.
- Соединение труб с давлением, необходимым для осадки, и выдерживание его, пока стык не остынет.
- Контроль качества шва.


Электромуфтовая сварка
Предусматривает использование фитингов с закладными электронагревателями. Этот метод подходит для труб диаметром от 20 мм и с любой толщиной стенок. Температурный режим — такой же, как и при стыковой сварке.
Электромуфтовое соединение требует более тщательного подхода к подготовительным работам. Концы свариваемых труб и фитингов необходимо очистить от всех загрязнений. Кроме того, концы деталей должны быть ровно обрезанными, чтобы исключить замыкание витков нагревательной спирали и не допустить вытекание расплавленного пластика внутрь трубы. Также следует обработать торцы с помощью зачистных оправок или скребков, чтобы удалить оксидный слой. Если этого не сделать, то сварное соединение может получиться неоднородным и негерметичным. Для облегчения надевания муфты нужно снять фаску с внешнего ребра трубы. Детали с закладными электронагревателями механической обработке не подлежат.
Рекомендуем также:
Заказать аппарат для сварки полиэтиленовых труб в компании «ЦСП».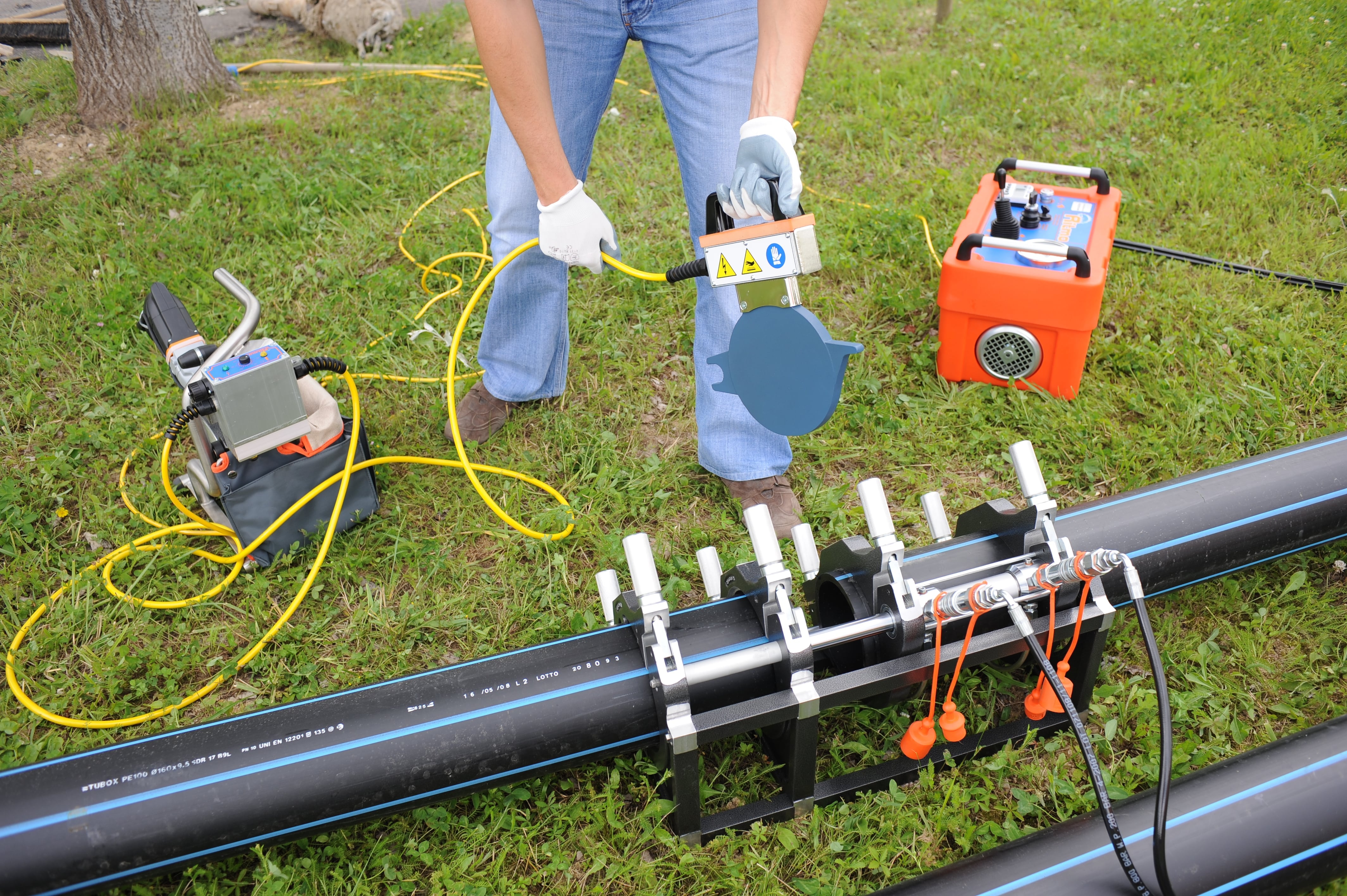
% PDF-1.4
%
1062 0 объект
>
эндобдж
xref
1062 162
0000000016 00000 н.
0000004902 00000 н.
0000005053 00000 н.
0000006612 00000 н.
0000006663 00000 н.
0000006713 00000 н.
0000006763 00000 н.
0000006814 00000 н.
0000006866 00000 н.
0000006917 00000 н.
0000006968 00000 н.
0000007019 00000 н.
0000007071 00000 н.
0000007123 00000 н.
0000007174 00000 н.
0000007226 00000 н.
0000007277 00000 н.
0000007328 00000 н.
0000007504 00000 н.
0000007686 00000 н.
0000007868 00000 н.
0000007898 00000 н.
0000008013 00000 н.
0000008064 00000 н.
0000008115 00000 н.
0000008166 00000 п.
0000008217 00000 н.
0000008267 00000 н.
0000008318 00000 н.
0000008369 00000 н.
0000008420 00000 н.
0000008472 00000 н.
0000008524 00000 н.
0000008575 00000 н.
0000008626 00000 н.
0000008678 00000 н.
0000008729 00000 н.
0000008781 00000 п.
0000008832 00000 н.
0000008882 00000 н.
0000008932 00000 н.
0000010241 00000 п.
0000011717 00000 п.
0000013273 00000 п.
0000014991 00000 п. 0000015183 00000 п.
0000016788 00000 п.
0000018386 00000 п.
0000018828 00000 п.
0000019387 00000 п.
0000019834 00000 п.
0000019919 00000 п.
0000020391 00000 п.
0000020772 00000 п.
0000021304 00000 п.
0000022667 00000 п.
0000023484 00000 п.
0000023768 00000 п.
0000025464 00000 п.
0000025650 00000 п.
0000025851 00000 п.
0000026037 00000 п.
0000026233 00000 п.
0000026419 00000 п.
0000026613 00000 п.
0000026807 00000 п.
0000027013 00000 п.
0000027209 00000 н.
0000027305 00000 п.
0000027613 00000 п.
0000027912 00000 н.
0000028167 00000 п.
0000028365 00000 п.
0000028521 00000 п.
0000028819 00000 п.
0000028903 00000 п.
0000028975 00000 п.
0000029106 00000 п.
0000029231 00000 п.
0000029330 00000 н.
0000029876 00000 п.
0000030102 00000 п.
0000030298 00000 п.
0000030391 00000 п.
0000030484 00000 п.
0000030742 00000 п.
0000033303 00000 п.
0000033644 00000 п.
0000033816 00000 п.
0000033894 00000 п.
0000037349 00000 п.
0000037430 00000 п.
0000037717 00000 п.
0000015183 00000 п.
0000016788 00000 п.
0000018386 00000 п.
0000018828 00000 п.
0000019387 00000 п.
0000019834 00000 п.
0000019919 00000 п.
0000020391 00000 п.
0000020772 00000 п.
0000021304 00000 п.
0000022667 00000 п.
0000023484 00000 п.
0000023768 00000 п.
0000025464 00000 п.
0000025650 00000 п.
0000025851 00000 п.
0000026037 00000 п.
0000026233 00000 п.
0000026419 00000 п.
0000026613 00000 п.
0000026807 00000 п.
0000027013 00000 п.
0000027209 00000 н.
0000027305 00000 п.
0000027613 00000 п.
0000027912 00000 н.
0000028167 00000 п.
0000028365 00000 п.
0000028521 00000 п.
0000028819 00000 п.
0000028903 00000 п.
0000028975 00000 п.
0000029106 00000 п.
0000029231 00000 п.
0000029330 00000 н.
0000029876 00000 п.
0000030102 00000 п.
0000030298 00000 п.
0000030391 00000 п.
0000030484 00000 п.
0000030742 00000 п.
0000033303 00000 п.
0000033644 00000 п.
0000033816 00000 п.
0000033894 00000 п.
0000037349 00000 п.
0000037430 00000 п.
0000037717 00000 п. 0000038155 00000 п.
0000038294 00000 п.
0000038372 00000 п.
0000038625 00000 п.
0000038938 00000 п.
0000039049 00000 н.
0000039115 00000 п.
0000039664 00000 н.
0000039766 00000 п.
0000040080 00000 п.
0000040602 00000 п.
0000040738 00000 п.
0000041051 00000 п.
0000041350 00000 п.
0000041606 00000 п.
0000041787 00000 п.
0000041972 00000 п.
0000042173 00000 п.
0000042358 00000 п.
0000042554 00000 п.
0000042735 00000 п.
0000042976 00000 п.
0000043215 00000 п.
0000043436 00000 п.
0000043632 00000 п.
0000043814 00000 п.
0000044052 00000 п.
0000044287 00000 п.
0000044483 00000 п.
0000044665 00000 п.
0000045003 00000 п.
0000045284 00000 п.
0000046115 00000 п.
0000046746 00000 н.
0000047073 00000 п.
0000047427 00000 н.
0000047702 00000 п.
0000049487 00000 п.
0000050023 00000 п.
0000051766 00000 п.
0000053122 00000 п.
0000062649 00000 п.
0000063177 00000 п.
0000063512 00000 п.
0000072393 00000 п.
0000075767 00000 п.
0000077698 00000 п.
0000077966 00000 п.
0000038155 00000 п.
0000038294 00000 п.
0000038372 00000 п.
0000038625 00000 п.
0000038938 00000 п.
0000039049 00000 н.
0000039115 00000 п.
0000039664 00000 н.
0000039766 00000 п.
0000040080 00000 п.
0000040602 00000 п.
0000040738 00000 п.
0000041051 00000 п.
0000041350 00000 п.
0000041606 00000 п.
0000041787 00000 п.
0000041972 00000 п.
0000042173 00000 п.
0000042358 00000 п.
0000042554 00000 п.
0000042735 00000 п.
0000042976 00000 п.
0000043215 00000 п.
0000043436 00000 п.
0000043632 00000 п.
0000043814 00000 п.
0000044052 00000 п.
0000044287 00000 п.
0000044483 00000 п.
0000044665 00000 п.
0000045003 00000 п.
0000045284 00000 п.
0000046115 00000 п.
0000046746 00000 н.
0000047073 00000 п.
0000047427 00000 н.
0000047702 00000 п.
0000049487 00000 п.
0000050023 00000 п.
0000051766 00000 п.
0000053122 00000 п.
0000062649 00000 п.
0000063177 00000 п.
0000063512 00000 п.
0000072393 00000 п.
0000075767 00000 п.
0000077698 00000 п.
0000077966 00000 п. 0000078228 00000 п.
0000078474 00000 п.
0000079758 00000 п.
0000080353 00000 п.
0000080586 00000 п.
0000081405 00000 п.
0000081614 00000 п.
0000081862 00000 п.
0000082204 00000 п.
0000084389 00000 п.
0000088007 00000 п.
0000088330 00000 п.
0000089137 00000 п.
0000089490 00000 н.
0000100687 00000 н.
0000101511 00000 н.
0000102459 00000 н.
0000104267 00000 н.
0000104594 00000 п.
0000004699 00000 н.
0000003605 00000 н.
трейлер
] / Назад 4131231 / XRefStm 4699 >>
startxref
0
%% EOF
1223 0 объект
> поток
hb«b` / g«ca @
0000078228 00000 п.
0000078474 00000 п.
0000079758 00000 п.
0000080353 00000 п.
0000080586 00000 п.
0000081405 00000 п.
0000081614 00000 п.
0000081862 00000 п.
0000082204 00000 п.
0000084389 00000 п.
0000088007 00000 п.
0000088330 00000 п.
0000089137 00000 п.
0000089490 00000 н.
0000100687 00000 н.
0000101511 00000 н.
0000102459 00000 н.
0000104267 00000 н.
0000104594 00000 п.
0000004699 00000 н.
0000003605 00000 н.
трейлер
] / Назад 4131231 / XRefStm 4699 >>
startxref
0
%% EOF
1223 0 объект
> поток
hb«b` / g«ca @
Наноструктуризация и термические свойства сварных швов полиэтиленов | Письма о наноразмерных исследованиях
Результаты термогравиметрических исследований ПЭ-100, ПЭ-80 и их сварного шва представлены на рис. 2а.Видно, что при температурах 280-500 ° С кривая сварного шва ПЭ-80 / ПЭ-100 располагается между кривыми чистого ПЭ-80 и ПЭ-100, которые соответствуют процессу термоокислительного разрушения. Такое поведение кривых логично и не подлежит обсуждению. Но в начальной зоне процесса термоокислительного разрушения (до 280 ° С) наблюдается определенная повышенная стабильность сварного шва ПЭ-80 / ПЭ-100 по сравнению с чистыми полиэтиленами. Как видно на вставке на рис. 2а, сварной шов ПЭ-80 / ПЭ-100 имеет меньшую потерю веса в начале пробоя и повышенную (до 10 ° С) температуру начала пробоя по сравнению с ПЭ-80 и ПЭ-100.Такой вид кривой свидетельствует о том, что в сварном шве образуются структуры с более высокой термической стабильностью.
Такое поведение кривых логично и не подлежит обсуждению. Но в начальной зоне процесса термоокислительного разрушения (до 280 ° С) наблюдается определенная повышенная стабильность сварного шва ПЭ-80 / ПЭ-100 по сравнению с чистыми полиэтиленами. Как видно на вставке на рис. 2а, сварной шов ПЭ-80 / ПЭ-100 имеет меньшую потерю веса в начале пробоя и повышенную (до 10 ° С) температуру начала пробоя по сравнению с ПЭ-80 и ПЭ-100.Такой вид кривой свидетельствует о том, что в сварном шве образуются структуры с более высокой термической стабильностью.
Графики результатов исследований TGA и TMA. Термогравиметрические (a) и термомеханические (b) результаты для чистого PE-80, PE-100 и их сварного шва PE-80 / PE-100.
Аналогичное поведение материалов наблюдается при термомеханическом испытании (рис. 2b). Кривая относительной деформации сварного шва ПЭ-80 / ПЭ-100 при плавлении при температурах выше T = 140 ° C расположена между соответствующими кривыми для чистого ПЭ-80 и ПЭ-100. При температурах 25–130 ° C сварной шов PE-80 / PE-100 имеет максимальные значения теплового расширения (вставка на рис. 2b) по сравнению с чистым PE-80 и PE-100. Это можно объяснить наличием внутренних напряжений в «замороженных» участках аморфной части полимера, возникающих в процессе сварки. Расслабление и размораживание этих участков при нагревании приводит к увеличению молекулярной подвижности и увеличению объема материала.
При температурах 25–130 ° C сварной шов PE-80 / PE-100 имеет максимальные значения теплового расширения (вставка на рис. 2b) по сравнению с чистым PE-80 и PE-100. Это можно объяснить наличием внутренних напряжений в «замороженных» участках аморфной части полимера, возникающих в процессе сварки. Расслабление и размораживание этих участков при нагревании приводит к увеличению молекулярной подвижности и увеличению объема материала.
Исходя из приведенных данных, можно предположить, что при сварке разнородных типов полиэтилена, таких как ПЭ-80 и ПЭ-100, возникают области с более высокой термической стабильностью (очевидно, в кристаллической фазе) и области с внутренними напряжениями (в аморфной фазе). ) образуются в зоне сварки.Чтобы проверить эту идею, все образцы (как чистые полиэтиленовые типы, так и их сварные швы) были изучены с помощью дифференциальной сканирующей калориметрии (рис. 3а) и широкоугольной рентгеновской спектроскопии (рис. 3б).
Рисунок 3 Результирующие графики исследований DSC и WAXS. DSC (а) и WAXS (б) спектры чистого PE-80, PE-100 и их сварного шва PE-80 / PE-100.
DSC (а) и WAXS (б) спектры чистого PE-80, PE-100 и их сварного шва PE-80 / PE-100.
Для всех трех образцов на кривых ДСК можно наблюдать два минимума, соответствующих процессам плавления кристаллических структур внутри ПЭ, причем эти две температуры плавления на всех образцах указывают на их поликристалличность.Первый минимум т m 1 указывает температуру плавления для более легкоплавкой фракции с температурой плавления 117-125 ° C. Второй минимум Т m 2 соответствует плавлению более упорядоченных (лучше упакованных) кристаллитов с более высокой термической стабильностью с температурой плавления от 133 ° C до 138 ° C. Температуры плавления, соответствующие обоим типам кристаллитов для всех образцов, представлены в таблице 1.
Таблица 1 Термические характеристики (температуры и энтальпии плавления) обоих типов полиэтиленов и их сварного шва, полученные в результате исследований методом ДСК Повышенная температура плавления T м 2 сварного шва по сравнению с соответствующим T m 2 обоих типов чистого полиэтилена является важным подтверждением предположения о том, что сварной шов содержит области с более высокой термической стабильностью и, соответственно, с кристаллитами более высокого порядка (упаковка).
Аналогичная тенденция наблюдается также для интегральных энтальпий плавления, определенных по площадям плавления на кривых ДСК, которые позволили нам рассчитать степень кристалличности с использованием классического уравнения [24] (см. Таблицу 1). Для сварного шва ПЭ-80 / ПЭ-100 интегральная энтальпия плавления является наибольшей среди трех полимеров, что явно указывает на более высокую термическую стабильность кристаллической фазы сварного шва ПЭ-80 / ПЭ-100 по сравнению как с чистым ПЭ-80 и ПЭ-100, так и в свою очередь, это можно объяснить образованием более плотных кристаллитов в сварном шве.Степени кристалличности, представленные в таблице 2, рассчитаны на основе интегральных энтальпий плавления для каждого образца с использованием классического уравнения [24]. Видно, что степень кристалличности сварного шва самая высокая среди трех образцов и, соответственно, выше, чем у чистых матриц обоих типов ПЭ.
Таблица 2 Структурно-механические характеристики полиэтиленов и их сварного шва Другими аргументами, подтверждающими наше предположение, являются результаты WAXS (рис. 3b).{-1} \ cdot 100 $$
3b).{-1} \ cdot 100 $$
(1)
, где Q cr — площадь дифракционных максимумов, описывающих кристаллическую структуру полимера, а Q cr + Q am — общая площадь дифракционной картины в пределах углов рассеяния, на которой проявляется аморфно-кристаллическая структура полимера. Это определение показало, что степень кристалличности как для PE-80, так и для PE-100 почти одинакова (приблизительно 56% для PE-80 и 57% для PE-100) и сильно отличается от такой степени для PE-80 / PE- 100 сварных швов (66%), и эти данные коррелируют с результатами исследований DSC.{-1} $$
(2)
, где К — константа, связанная с формой кристаллита (если форма не определена, К = 0,9), а β — угловая полуширина (ширина полувысоты) дифракционного максимума, показал, что средние значения L 1 ≈ 7,2 нм для сварных швов ПЭ-80, ПЭ-100 и ПЭ-80 / ПЭ-100 и средние значения L 2 ≈ 7,2 нм для ПЭ-80 и ПЭ-100. , а для шва ПЭ-80 / ПЭ-100 L 2 ≈ 8.0 нм (для расчета использовались дифракционные максимумы при 2 θ max = 21,2 ° и 23,6 °).
, а для шва ПЭ-80 / ПЭ-100 L 2 ≈ 8.0 нм (для расчета использовались дифракционные максимумы при 2 θ max = 21,2 ° и 23,6 °).
Чтобы оценить разницу между экспериментальной рентгенограммой сварного шва ПЭ-80 / ПЭ-100 и дифрактограммами механических смесей ПЭ-80 и ПЭ-100 (в условиях нулевого взаимодействия между ними), дальнейшие расчеты рентгенограмм таких смесей была сделана в предположении, что оба компонента (оба типа ПЭ) вносят аддитивный вклад в дифракционную картину:
$$ {I} _ {\ mathrm {add}} = {w } _1 {I} _1 + {w} _2 {I} _2 $$
(3)
где I 1 и I 2 — интенсивности широкоугольного рентгеновского рассеяния ПЭ-80 и ПЭ-100; Вт 1 и w 2 — массовое содержание компонентов в системе ( w 1 + Вт 2 = 1). Сравнивая экспериментальные и рассчитанные картины дифракции рентгеновских лучей, можно увидеть на рисунке 3, что имеет место неаддитивное изменение экспериментальной дифракционной кривой по сравнению с теоретической; это важный результат, поскольку он подтверждает, что взаимодействие между макромолекулами PE-80 и PE-100 происходит в сварном шве PE-80 / PE-100. Анализируя экспериментальную дифракционную кривую сварного шва ПЭ-80 / ПЭ-100, очевидно, что интенсивность первого дифракционного максимума (2 θ max = 21,2 °) уменьшается, а интенсивность второго дифракционного максимума значительно увеличивается (2 θ ). макс = 23.6 °) по сравнению с соответствующими дифракционными максимумами на обоих спектрах чистого ПЭ. По-видимому, этот фактор указывает на то, что при сварке этих двух материалов происходит перестройка кристаллических фаз ПЭ-80 и ПЭ-100 и что в сварном шве ПЭ-80 / ПЭ-100 образуются более плотные кристаллиты (по сравнению с чистыми материалами). Этим фактом можно объяснить повышенную прочность соединения разнородных полимеров, выявленную ранее специалистами и подтвержденную экспериментально до начала текущих исследований (см.
Сравнивая экспериментальные и рассчитанные картины дифракции рентгеновских лучей, можно увидеть на рисунке 3, что имеет место неаддитивное изменение экспериментальной дифракционной кривой по сравнению с теоретической; это важный результат, поскольку он подтверждает, что взаимодействие между макромолекулами PE-80 и PE-100 происходит в сварном шве PE-80 / PE-100. Анализируя экспериментальную дифракционную кривую сварного шва ПЭ-80 / ПЭ-100, очевидно, что интенсивность первого дифракционного максимума (2 θ max = 21,2 °) уменьшается, а интенсивность второго дифракционного максимума значительно увеличивается (2 θ ). макс = 23.6 °) по сравнению с соответствующими дифракционными максимумами на обоих спектрах чистого ПЭ. По-видимому, этот фактор указывает на то, что при сварке этих двух материалов происходит перестройка кристаллических фаз ПЭ-80 и ПЭ-100 и что в сварном шве ПЭ-80 / ПЭ-100 образуются более плотные кристаллиты (по сравнению с чистыми материалами). Этим фактом можно объяснить повышенную прочность соединения разнородных полимеров, выявленную ранее специалистами и подтвержденную экспериментально до начала текущих исследований (см. Таблицу 2).Значения размера кристаллитов ( L 1 и L 2) для каждого образца, рассчитанные на основе отдельных дифракционных максимумов, также представлены в таблице 2. Таким образом, увеличенный размер кристаллитов характерен для шва ПЭ-80 / ПЭ-100.
Таблицу 2).Значения размера кристаллитов ( L 1 и L 2) для каждого образца, рассчитанные на основе отдельных дифракционных максимумов, также представлены в таблице 2. Таким образом, увеличенный размер кристаллитов характерен для шва ПЭ-80 / ПЭ-100.
Сварка ПНД в нефтяной промышленности
Сварка ПНД в нефтяной промышленности
Трубы и фитинги из полиэтилена высокой плотности или полиэтилена высокой плотности продолжают оставаться одним из наиболее предпочтительных материалов для использования в промышленных системах водоснабжения и нефтяных системах.Свойства HDPE, особенно в системах низкого давления, обладают широким спектром преимуществ и используются для замены традиционных трубопроводных систем из углеродистой стали. Наряду с прочностью и химической стойкостью полиэтилен высокой плотности обеспечивает идеальную свариваемость, что позволяет использовать средства предотвращения утечек в критических областях применения. Однако сплавление полиэтилена высокой плотности посредством сварки может привести к дефектам, которые могут представлять потенциальную угрозу структурной целостности, если их не обнаружить. Надежный неразрушающий контроль (NDT) сварки HDPE следует использовать для обнаружения этих дефектов и обеспечения качества и структурной целостности системы.
Надежный неразрушающий контроль (NDT) сварки HDPE следует использовать для обнаружения этих дефектов и обеспечения качества и структурной целостности системы.
Сварка плавлением полиэтилена высокой плотности
Обычно простые в обращении и плавлении, трубы из полиэтилена высокой плотности устанавливаются для сбора и транспортировки углеводородов в нефтегазовой промышленности. HDPE также обеспечивает другие преимущества, связанные с его устойчивостью к истиранию, долговечностью, прочностью и удобством обслуживания. Химическая стабильность HDPE позволяет использовать его в нефтяном потоке, не вступая в реакцию с химическими веществами. Однако для обеспечения безопасности и надежности трубопроводной системы качество сварного соединения должно быть оптимальным.
Обычно стыки в трубах из полиэтилена высокой плотности свариваются стыковой сваркой, которая включает в себя длительный процесс нагрева и давления. Два соединяемых конца трубы нагреваются и сдвигаются вместе, образуя соединение. Хотя сварной шов может показаться довольно бесшовным, он может иметь дефект, похожий на дефект металлического шва, например:
Хотя сварной шов может показаться довольно бесшовным, он может иметь дефект, похожий на дефект металлического шва, например:
- Наличие пыли или смазки из-за недостаточной подготовки сварного шва может быть причиной включений или пористости в стыке. Это может вызвать трещины или повлиять на сплавление сварного шва.
- Недостаточный нагрев, прочность или несоосность при соединении концов труб могут вызвать «холодное соединение», которое указывает на отсутствие связи в сварном шве.
Недостатки, которые не обнаруживаются визуально, могут представлять еще больший риск для системы и быть источником потенциального отказа. Для более точного обнаружения дефектов необходима технология неразрушающего контроля.
НК Контроль сварки ПНД
Проверка материала, такого как HDPE, может отличаться от оценки материала, такого как сталь.HDPE имеет очень высокое затухание, поэтому высокочастотная ультразвуковая технология не идеальна для контроля. В отличие от металлов, также трудно должным образом добиться надлежащего преломления от HDPE, поскольку его скорость и акустический импеданс аналогичны материалам ультразвуковых клиньев.
В отличие от металлов, также трудно должным образом добиться надлежащего преломления от HDPE, поскольку его скорость и акустический импеданс аналогичны материалам ультразвуковых клиньев.
Дефекты из-за плохой сварки в трубах из полиэтилена высокой плотности могут быть обнаружены с помощью метода низкочастотного ультразвукового контроля (UT). Метод ультразвукового контроля с фазированной антенной решеткой (PAUT), использующий как эхо-импульсный, так и тандемный методы, а также времяпролетную дифракцию (TOFD), обеспечивает высокую чувствительность при объемном контроле сварки HDPE.TOFD с PAUT позволяет техническим специалистам:
- Осмотрите большие зоны сварки, включая зону сварного шва и зону термического влияния.
- Выявление мелких дефектов и неровностей благодаря повышенной чувствительности.
- Используйте сфокусированный луч, чтобы уменьшить эффект изменения толщины или неровности поверхности, возникающий во время сварки в результате обнаружения дефектов.
- Упростите и ускорьте сканирование с высоким разрешением для обнаружения встроенных дефектов, загрязнений и холодного плавления, чтобы сократить время проверки.
Проверка качества HDPE
Качество труб из ПНДможно гарантировать, контролируя систему на предмет потенциальных дефектов из-за сварки посредством визуального или неразрушающего контроля. TOFD с PAUT помогает техническим специалистам достичь оптимальной чувствительности для проверки дефектов, связанных со сваркой HDPE. Точное выявление потенциальных недостатков позволило нефтегазовой отрасли обеспечить производительность за счет безопасных и надежных операций.
Zetec — ведущий поставщик решений неразрушающего контроля, специализирующийся на ультразвуковых испытаниях и многих других технологиях контроля.Наши решения обеспечивают отличное обнаружение дефектов при контроле сварки ПЭВП. Для получения качественного оборудования и индивидуальных планов проверок, свяжитесь с нами сегодня , чтобы узнать больше.
ДизайнерыZetec являются ведущими специалистами в области ультразвуковых и вихретоковых технологий, и мы можем помочь вам сориентироваться в любом из наших решений или устройств для неразрушающего контроля.
Механические свойства труб из полиэтилена высокой плотности, сваренных электро- и стыковой сваркой
Электромагнитная сварка и стыковая сварка плавлением являются распространенными методами соединения полиэтиленовых труб, используемых для водо- и газораспределения.Из-за широкого использования этих двух методов в проектировании инфраструктуры сварные соединения труб и материалы труб должны быть исследованы с целью уменьшения ошибок в проектах. Цель этого исследования — расширить знания о методах электромуфтовой и стыковой сварки и изучить их, чтобы установить, какие из них обеспечивают наилучшие характеристики для конкретного проекта инженерных услуг. Испытания на растяжение и гидростатическое давление проводятся на несварных и сварных трубах из полиэтилена высокой плотности.Кроме того, численный анализ экспериментальных результатов проводится с использованием программы ANSYS для образцов для испытаний на растяжение. При испытаниях на растяжение, в соответствии с максимальной средней нагрузкой, значения для электромуфтовой сварки выше, чем для стыковой сварки плавлением, а удлинение несваренной трубы в месте излома при стыковой сварке плавлением больше, чем при электромуфтовой сварке. При кратковременных испытаниях гидростатическим давлением стойкость стыковой сварки плавлением к дефектам округлости и соосности лучше, чем при электромуфтовой сварке.
Ссылки
1 Ф. Тарик, Н. Наз, М. А. Хан, Р. Б. Балох: Анализ отказов стыкового сварного шва полиэтилена высокой плотности, Журнал анализа и предотвращения отказов12 (2012), № 2, стр. 168–18010.1007 / s11668-011-9536-y Поиск в Google Scholar
2 HSLai, SHKil, KBYoon: Влияние размера дефекта на разрушение трубы из MDPE, сваренной встык, при растяжении, Journal of Mechanical Science and Technology29 (2015), No. 5, pp. 1973–198010.1007 / s12206-015-0418-1 Поиск в Google Scholar
3 M.Риахи, К.Кошаян, М.Ф. Ганати: Анализ влияния давления и тепла на механические характеристики стыковой сварки полиэтиленовых труб, Технология и инженерия полимеров и пластмасс 50 (2011), стр. 907–91510.1080 / 03602559.2011.551982 Искать в Google Scholar
4 К. Лескович, М. Колл, П. Барчи: Исследование структуры и механических свойств сварных соединений полиэтиленовых труб, Материаловедение и инженерия 419 (2006), стр. 138–143 10.1016 / j.msea.2005.12.019 Искать в Google Scholar
5 V.Виджаян, П.Похарел, М.К.Канг, С.Чой: Тепловые и механические свойства стыкового соединения стыковой сварки, облученного электронным пучком в трубах из полиэтилена высокой плотности, Радиационная физика и химия122 (2016), стр. 108–11610.1016 / j.radphyschem .2016.01.003 Искать в Google Scholar
6 Ю.Микула, П.Хутар, Э.Незбедова, Р.Лах, Ф.Арбайтер, М.Севчик, Г.Пинтер, В.Грелльманн, Л.Нахлик: О распространении трещин в сварных полиолефиновых трубах с наличием сварного шва и без него, Материалы и конструкция87 (2015), стр.95–10410.1016 / j.matdes.2015.07.131 Искать в Google Scholar
7 TMAAl-Bagory, HEMSallam, MYAYounan: Влияние скорости деформации, толщины, сварки на кривую JR для материалов полиэтиленовых труб, теоретическое и прикладное разрушение Mechanics74 (2014), стр. 164–18010.1016 / j.tafmec.2014.09.008 Поиск в Google Scholar
8 BYLee, JSKim, SYLee, YKKim: Технология стыковой сварки двустенных полиэтиленовых труб, Материалы и конструкция35 (2012), стр. 626–63210.1016 / j.matdes.2011.10.014 Поиск в Google Scholar
9 Z.Cai, H.Dai, X.Fu: Исследование имитации поля температуры горячего плавления трубопровода подачи воды из полиэтилена высокой плотности в бассейн спортзала, Результаты по физике9 (2018 ), стр. 1050–105610.1016 / j.rinp.2018.04.019 Поиск в Google Scholar
10 А. Фараз, С. Нисар, М. А. Хан: Влияние параметров сварки на структурные характеристики сварных плавлением соединений из полиэтилена высокой плотности (ПЭВП). , Журнал космических технологий4 (2014), № 1, с.114–119 Поиск в Google Scholar
11 А.Белазиз, М.Мохамед: Экспериментальное исследование зон сварного шва трубы из полиэтилена высокой плотности (HDPE), Journal of Failure Analysis and Prevention18 (2018), стр. 667– 67610.1007 / s11668-018-0462-0 Искать в Google Scholar
12 С.Ниу, К.Чауи, С.Аззуз, Н.Хамлауи, Л.Алими: метод оценки механических свойств полиэтиленовых труб, сваренных стыковой сваркой плавлением. Международный журнал передовых производственных технологий97 (2018), стр.543–56110.1007 / s00170-018-1908-y Искать в Google Scholar
13 Л. Хо, Ф. Ци, Я. Чжан, Х. Цзин, X. Ян: Исследование основных механических свойств полиэтилена высокой плотности, сваренного электросваркой стыки при разной температуре, Journal of Material Science and Technology19 (2003), № 6, стр. 603–606. Поиск в Google Scholar
14 J.Shi, J.Zheng, W.Guo, Y.Qin: классификация дефектов и виды отказов электросварного соединения для соединения полиэтиленовых труб, Journal of Applied Polymer Science, 124 (2012), стр.4070–408010.1002 / app.35013 Искать в Google Scholar
15 Z.Chebbo, M.Vincent, A.Boujlal, D.Gueugnaut, Y.Tillier: Численное и экспериментальное исследование процесса электрофузионной сварки полиэтиленовых труб, Polymer Engineering and Science, 55 (2015), No. 1, pp. 123–13110.1002 / pen.23878 Поиск в Google Scholar
16 А.Наджафигхарахтапех, Р.Какар: Влияние температуры окружающей среды и предварительной термообработки на электросварку полиэтиленовых труб для природного газа, Журнал инженерного и архитектурного факультета Университета Гази33 (2018), No.2, pp. 371–38010.17341 / gazimmfd.416345 Искать в Google Scholar
17 Дж. ЛеБоно, Л. Бартон, М. Биркетт: Испытание на разрыв при низкотемпературном растяжении и сдвиге клееной полиэтиленовой трубы на разрыв внахлест, Международный журнал адгезии и адгезивов74 ( 2017), стр. 57–6310.1016 / j.ijadhadh.2016.12.003 Искать в Google Scholar
18 Р. Кафие, Т. Лотфи, Р. Амирфаттахи: Автоматическое обнаружение дефектов при сварке полиэтиленовых труб с помощью тепловизионного инфракрасного изображения, Инфракрасная физика and Technology54 (2011), стр.317–32510.1016 / j.infrared.2010.12.010 Поиск в Google Scholar
19 М.Доаеи, М.С.Таваллали: Интеллектуальный скрининг электросварных соединений полиэтилена на основе метода термического неразрушающего контроля, Инфракрасная физика и технология 90 (2018), стр. 1 –710.1016 / j.infrared.2018.01.030 Искать в Google Scholar
20 J.Shi, J.Zheng, W.Guo, C.Xu: Оценка безопасности дефекта холодной сварки в сварном шве полиэтиленовой трубы, Journal of Технология сосудов под давлением 135 (2013), № 5, 051403, стр. 1–610.1115 / 1.4024447 Искать в Google Scholar
21 HJKwon, PYBJar: О применении МКЭ для деформации полиэтилена высокой плотности, Международный журнал твердых тел и структур 45 (2008), стр. 3521–354310.1016 / j.ijsolstr.2008.02 .013 Искать в Google Scholar
22 М.Севчик, П.Хутар, Л.Нахлик: Поведение трещин в сварной полиолефиновой трубе, Механика композитных материалов47 (2011), № 3, стр. 263–27010. 1007 / s11029-011 -9206-x Искать в Google Scholar
23 S.Chi, Y.L.Chung: Растрескивание композитов покрытие-подложка с многослойными покрытиями и покрытиями FGM, Engineering Fracture Mechanics70 (2003), стр. 1227–124310.1016 / S0013-7944 (02) 00114-5 Поиск в Google Scholar
24 GFRosala, AJDay, ASWood: Модель конечных элементов электросварки термопластичных труб, Proceedings of the Institution of Mechanical Engineers Part E: Journal of Process Mechanical Engineering 211 (1997), стр. 137–14610.1243 / 0954408971529629 Поиск в Google Scholar
25 А.Ализаде: Моделирование разрушения электросварного соединения, Диссертация MSC, Королевский технологический институт KTH, Школа инженерных наук, Стокгольм, Швеция (2015) Поиск в Google Scholar
26 DSSarambale, DKShinde: Анализ разрушения полиэтиленовых труб электросваркой и его моделирование с использованием анализа методом конечных элементов, Международный журнал машиностроения и производственной инженерии5 (2017), № 12, стр. 51–55 Поиск в Google Scholar
27 Дж. Микула: Поведение при разрушении сварных полиолефиновых труб, магистерская работа, факультет Машиностроительный институт механики твердого тела, мехатроники и биомеханики, Технологический университет Брно, Брно, Чешская Республика (2015) Искать в Google Scholar
28 N.Сан, М. Венцель, А. Адамс: Морфология полиэтиленовых труб высокой плотности, хранящихся под гидростатическим давлением при повышенной температуре, Polymer55 (2014), стр. 3792–380010.1016 / j.polymer.2014.05.056 Искать в Google Scholar
29 TMAAEL-Bagory, HEMSallam, MYAYounan: Оценка поведения трещиностойкости материалов полиэтиленовых труб, Journal of Pressure Vessel Technology137 (2015), 061402, стр. 1–1010. 1115 / PVP2014-28407 Поиск в Google Scholar
30 L. Боге, Э. Хартфорс: Анализ поверхности полиэтиленовых труб и определение характеристик разрушения электросварных соединений, Отчет №380, Департамент химической и биологической инженерии, Отдел прикладной химии: технология полимеров, Технологический университет Чалмерса, Гетеборг, Швеция (2011 г.) Искать в Google Scholar
Квалификация сварщика полиэтиленовых труб и фитингов — UNI 9737
Сертификационные услуги, предлагаемые RINA в рамках аккредитации ACCREDIA UNI CEI EN ISO / IEC 17024, следующие:
- сертификация сварщика полиэтиленовых трубопроводов в соответствии с UNI 9737, EN 13067
- аттестация сварщиков металла в соответствии со стандартами UNI EN ISO 9606 и UNI EN 14732 Квалификация
- для сварки металлических труб в соответствии со стандартом EN 15614
- аттестация сварочных учебных центров.
Кроме того, RINA предлагает аттестацию процессов сварки термопластичных трубопроводов в соответствии с UNI / TS 11508 и UNI EN 1555-5.
Regulatory Focus
Сертификация персонала, занимающегося сваркой и специальными процессами, теперь требуется как объективное свидетельство качества продукции и соответствия требованиям безопасности услуг и продукции.
Постановление Министерства экономического развития Италии от 16.04.2008 гласит, что сварка полиэтиленовых труб для газораспределения должна выполняться персоналом, имеющим квалификационный сертификат, выданный органом по сертификации в соответствии со стандартом UNI 9737: 2016.
Процедура сертификации
Этапы сертификационного доступа:
- компания запрашивает оферту
- RINA предлагает набор услуг с учетом потребностей, выраженных компанией
- предложение принято компанией
- квалификационных испытаний согласно предписаниям
- соответствующие сертификаты выдаются после утверждения Комитетом технической сертификации
- , система автоматического оповещения об истечении срока действия активируется для компании, чтобы уведомить, когда истекает срок действия ее квалификационных сертификатов персонала.
Почему РИНА?
RINA — первая итальянская компания, аккредитованная ACCREDIA по этому стандарту. Мы работаем по всей стране и сотрудничаем с крупнейшими учебными центрами отрасли.
Сварка труб из ПНД — Идеи безопасности
Участники могут щелкнуть здесь, чтобы загрузить версию этого выступления без рекламы!
Сварка труб ПНД (стыковая сварка) Обсуждение безопасности Сварка труб из ПНДшироко используется во многих отраслях промышленности.Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
Что такое сварка HDPE? СваркаHDPE — это процесс, используемый для сварки труб из HDPE. Существуют различные типы сварки, включая сварку в седле или втулку, но в этом докладе мы обсудим стыковую сварку.Как указано выше, фактические машины сильно различаются по конструкции и использованию, но общий процесс остается неизменным.
Для стыковой сварки в машину загружаются два отдельных куска трубы, а режущая поверхность вращается и обрезает оба конца трубы, создавая гладкую кромку для надлежащего соединения. Затем трубы соприкасаются с нагревательной пластиной, обычно нагретой до температуры не менее 400 градусов по Фаренгейту, но фактическая температура может варьироваться в зависимости от толщины стенки и размера трубы. После нагрева трубы с силой прижимаются друг к другу, образуя соединительное соединение между двумя трубами.
Опасности, связанные со сваркой ПНДПроцесс стыковой сварки труб из ПНД сопряжен с множеством опасностей. Некоторые из основных опасностей включают:
- Пострадавший и застрявший в перерывах между происшествиями. Часто сотни футов трубы соединяются вместе. Необходимо использовать такое оборудование, как фронтальные погрузчики или экскаваторы, чтобы поднять и протянуть трубу на место для плавления или установки в месте окончательного упокоения. Это создает множество различных возможностей для возникновения сбоев, попаданий в ловушку или между инцидентами.
- Накопленная энергия. При перемещении трубы помните о накопленной энергии в трубе. Накопленная энергия может быть опасной для персонала в этой зоне, если она высвобождается, создавая опасность поражения. Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.
- точек защемления. С этой задачей связано множество опасностей, связанных с защемлением, в промежутке между подъемом и монтажом трубы до фактической сварки.
- Прочие травмы кисти . Из-за нагревательной пластины и режущей поверхности могут возникнуть ожоги и порезы.
- Деформации и растяжения. Подъем труб большой длины или тяжелых деталей из сварочного аппарата может вызвать растяжения и травм. Небольшие машины требуют ручного дергания за рычаги, что может привести к повторяющимся стрессовым травмам.
- Всегда имейте надлежащую подготовку и знания для работы с конкретным сварочным аппаратом, который вы используете. Каждый сварщик индивидуален и может представлять разные опасности.
- Никогда не подставляйте руки или тело на линию огня внутри машины.Даже если машина «выключена», влезть в нее, чтобы извлечь стружку из обрезанной трубы, может быть фатальной ошибкой. Используйте предмет или инструмент, чтобы удалить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку.
- При подъеме и перемещении трубы убедитесь, что все люди и оборудование находятся вне зоны огня. Всегда помните, куда пойдет труба, если ее уронят или накопленная энергия высвободит; если вы находитесь в этих областях, двигайтесь.
- Никогда не пытайтесь поднимать тяжелые или неудобные предметы в одиночку.Используйте тяжелое оборудование, чтобы полностью устранить эту опасность, или привлеките коллегу для помощи в перемещении управляемого объекта.
- Не прикасайтесь руками и телом к трубе, когда оборудование перемещает ее. Между трубой и машиной имеется множество точек защемления в любое время, когда ее ставят на место.
- Блокировка рабочей зоны для контроля ненужного движения в зоне.
Есть много других опасностей и мер предосторожности, которые следует учитывать при выполнении этой задачи.Есть много движущихся частей, которые успешно сваривают длинные отрезки этой трубы и перемещают ее на место. При оценке и планировании этой рабочей задачи учитывайте не только непосредственные опасности процесса сварки, но также подъем и перемещение трубы.
Вопрос для обсуждения: Какие еще опасности и передовой опыт нам необходимо учитывать при выполнении нашей задачи по сварке HDPE?
Значение скребка при электромуфтовой сварке полиэтиленовых труб
Электромуфтовая сварка — это процедура соединения, которая относительно проста в выполнении, помимо того, что она эффективна и, по сравнению с другими, немного дороже.Однако важно выполнять каждый шаг с особой осторожностью и очень хорошо знать, что ошибка в любом из них может привести к плохому соединению. В этой статье мы сосредоточимся на одном из первых шагов сварки — зачистке.
Важно помнить, что поверхность трубы всегда должна быть чистой и чистой и сухой целлюлозной бумагой , даже если на вид она уже очищена от грязи. Это способ снизить возможный риск загрязнения детали, которую мы собираемся сваривать.
Иногда мы можем использовать воду для этой операции, используя тряпки или бумажные полотенца, которые не оставляют следов. и всегда перед очисткой. Одно из обязательных условий — поддерживать участок, подготовленный для сварки, в сухом состоянии. Наличие влажности может означать, что при стыковке появляются пузыри, что может означать серьезную проблему.
Целью зачистки является устранение небольшого окисления поверхностного слоя, имеющегося в полиэтиленовых (PE) трубах. Зачистка всегда выполняется ближе к концу трубы. После протирания указанной бумагой важно не прикасаться к поверхности трубы после этого.
>>> ВАЖНО: Следует учитывать, что ни наждачная бумага, ни наждачная бумага не способны подготовить поверхность под сварку, так как они не только не удаляют материал, но и повреждают поверхность трубы, и они оставляют частицы на поверхности.
Мы различаем ручные скребки и механические скребки.Последние контролируют поверхность проникновения и устраняют равномерный слой материала. Ручные скребки, напротив, обслуживаются непосредственно рабочим.
Лучше всего использовать методы маркировки, чтобы разграничить область, которую мы хотим поцарапать, например, использовать маркер видимого цвета, чтобы отметить область, которую нужно поцарапать. Стирание этих линий будет означать, что на нем была поцарапана нужная нам область.
Мы не должны забывать, что в любом случае эффективность ручного соскабливания зависит от опыта и навыков рабочего.
В случае труб PE 100 наиболее целесообразно использовать механический скребок из-за твердости поверхности, чего нет в трубах PE 80.
Одна из ошибок, которая случается в некоторых случаях, заключается в том, что между приварным фитингом и трубой слишком большая ширина , и это является следствием слишком большого соскабливания и удаления чрезмерного количества материала. Это приведет к ползучести расплавленного полиэтилена за пределы фитинга.
Другая ошибка, которая случается в некоторых случаях, заключается в использовании ветоши, смоченной спиртом, на поцарапанной области, что может добавить загрязнения , потому что, если она плохо испаряется, это может привести к образованию летучих веществ, которые повредят процедуру сварки. В случае, если сварка выполняется на открытом воздухе, существует риск загрязнения поцарапанной области, например, если фитинг остался вне мешка. Только в этом случае рекомендуется очистить участок бумагой с изопропанолом.