Сварочная таблица для труб ПНД
В данной статье мы приводим таблицу с рекомендациями сварочного стандарта DVS2207-1-1995, которые необходимы для качественного и надежного монтажа труб ПНД.
Все производители стыкового сварочного оборудования применяют данный европейский стандарт при производстве и составлении сварочных таблиц для труб с разным SDR и маркой полиэтилена.
Толщина стенки (мм) | Высота грата (мм) | Давление оплавления торцов (MP) | Время прогрева (выдержки) t2 (сек) | Давление прогрева (выдержки) (MPa) | Технологическая пауза t3 (сек) | Время увеличения давления t4 (сек) | при сварке (MPa) | Время охлаждения t5 (минуты) |
|---|---|---|---|---|---|---|---|---|
0~4. | 0.5 | 0.15 | 45 | ≤0.02 | 5 | 5 | 0.15±0.01 | 6 |
4.5~7 | 1.0 | 0.15 | 45~70 | 5~6 | 5~6 | 0.15±0.01 | 6~10 | |
7~12 | 1.5 | 0.15 | 70~120 | ≤0.02 | 6~8 | 6~8 | 0. | 10~16 |
12~19 | 0.15 | 120~190 | ≤0.02 | 8~10 | 8~11 | 0.15±0.01 | 16~24 | |
19~26 | 2.5 | 0.15 | 190~260 | ≤0.02 | 10~12 | 11~14 | 0.15±0.01 | 24~32 |
26~37 | 3.0 | 0.15 | 260~370 | ≤0. | 12~16 | 14~19 | 0.15±0.01 | 32~45 |
37~50 | 3.5 | 0.15 | 370~500 | ≤0.02 | 19~25 | 0.15±0.01 | 45~60 | |
50~70 | 4.0 | 0.15 | 500~700 | ≤0.02 | 20~25 | 25~35 | 0.15±0.01 | 60~80 |
 5
5 15±0.01
15±0.01 02
02Чтобы грамотно рассчитать сварочное давление, необходимо использовать формулу:
Cтыковые сварочные аппараты, оборудование для стыковой сварки
Сварочные аппараты для сварки полиэтиленовых труб (ПНД труб) в стыкПредставляем Вашему вниманию 3 версии модели стыковых сварочных машин: ZHCB, ZHCN и ZHCN-E.
Гидравлические стыковые сварочные аппараты ZHCN для полиэтиленовых труб, без протоколирования параметров сварки, оборудованы гидроагрегатом типа UHRN-PLUS.
Функции:
— управление гидравлическим зажимом при помощи кнопок;
— электронная таблица на панели управления со встроенным секундомером, которая показывает параметры сварки (время, давление), учитывая заданные оператором диаметр и толщину стенки трубы.
Гидравлические стыковые сварочные аппараты ZHCB для ПНД труб, без протоколирования параметров сварки, оборудованы гидроагрегатом типа UHRB. Управление данным аппаратом происходит вручную.
Функции:
— управление гидравлическим зажимом при помощи рычага;
— параметры сварки указываются в таблице. Давление считывается манометром, а время измеряется секундомером.
Полуавтоматические гидравлические стыковые сварочные машины ZHCN-E, использующиеся для сваривания пластиковых труб встык с функцией протоколирования параметров сварки, оборудованы гидроагрегатом типа UHEN-PLUS, со встроенным прибором для протоколирования данных сварки.
Функции:
— программа управления, которая отображает на дисплее последовательные шаги, а также помогает оператору во время процесса сварки;
— мониторинг текущих параметров сварки с требуемыми;
— регистрация и сохранение во внутренней памяти 4000 циклов сварки;
— возможность печати протоколов сразу на объекте или передачи данных на ПК компьютер;
— программное обеспечение для связи с компьютером ПК и печати протоколов сварки;
— возможность экспорта протоколов сварки на флэш-карту через USB-порт.
Центратор UMSN
Специальная конструкция устройства и зажимов дает возможность осуществлять быстрый и легкий монтаж труб и фитингов без дополнительного использования вспомогательного оборудования. При необходимости можно демонтировать конечный зажим и осуществлять монтаж на одном зажиме. При стандартной работе применяется схема 2+2, но также можно использовать конфигурацию 3+1.
Нагреватель PGEN
Нагреватель имеет электронное регулирование температуры (t˚). Передние части нагревателя покрыты антипригарным, жаропрочным материалом (тефлоном) PTFE. Данное техническое решение предоставляет возможность легко ремонтировать нагреватель и заменять тефлоновyю ткань PTFE.
Торцеватель FRDN
Компактная конструкция торцевателя с электромотором оснащена режущими ножами с двусторонними лезвиями. У каждого торцевателя есть специальная система предохранения, которая предотвращает случайный запуск.
Стенд PNRN для торцевателя и нагревателя
Благодаря стенду транспортировать торцеватель и нагреватель очень удобно, а также он имеет защиту от загрязнений и случайного притупления ножей. Стенд способствует быстрому достижению желаемой температуры нагревателя благодаря тепловым экранам, а также не дает оператору получить случайные ожоги.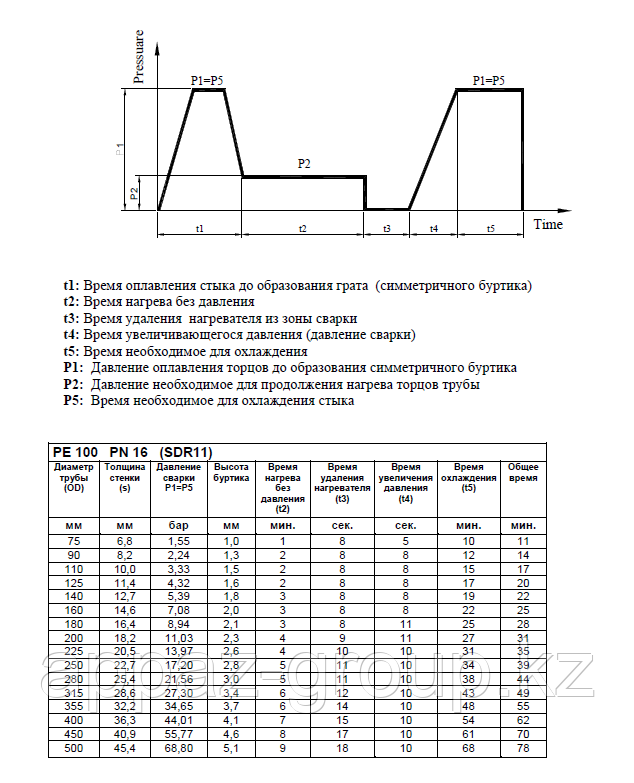
Основные технические параметры стыковых аппаратов:
Версия модели: | ZHCN-160E, ZHCN-160, ZHCB-160 | ZHCN-250E, ZHCN-250, ZHCB-250 | ZHCN-315E, ZHCN-315, ZHCB-315 | ZHCN-400E, ZHCN-400, | ZHCN-500E, ZHCN-500 |
Диапазон диаметров: | Ø 50 — Ø 160 | Ø 75 — Ø 250 | Ø 90 — Ø 315 | Ø 160 — Ø 400 | Ø 250 — Ø 500 |
Напряжение, частота: | ~230 В, ~50 Гц | ||||
Общая мощность: | 2,05 кВт | 3,5 кВт | 3,7 кВт | 4,7 кВт | 5,5 кВт |
Вес комплекта: | ~95 кг | ~130 кг | ~150 кг | 205 кг | ~305 кг |
Последовательность этапов сварки ПНД труб в стык
Стыковая сварка полиэтиленовых труб и фитингов состоит из четкой последовательности и определенной продолжительности последующих этапов сваривания:
— подготовительный этап,
— этап торцевания,
— этап оплавление,
— этап нагрева,
— этап сварки,
— этап охлаждения.
Оплавление, нагрев и сварка торцов свариваемых труб или фитингов осуществляется в результате контакта концов ПЭ элементов с нагревателем и последующим соединением торцов под давлением после его удаления. При оплавлении происходит образование первичного грата. При нагревании тепло проникает вглубь полимерного материала, трубы или фитинга. Пауза между удалением нагревательного элемента из зоны сварки и соединением торцов свариваемых труб или фитингов должна быть минимальна. При сварке образуется окончательный грат и однородность сварного шва. В момент охлаждения происходит осадка стыка, и стык приобретает максимальную прочность.
У нас Вы можете заказать и купить стыковые сварочные аппараты для пластиковых труб, стыковые аппараты для полиэтиленовых труб, аппараты для сварки ПНД труб в стык. Узнать всю интересующую информацию Вы может связавшись с нашими менеджерами.
См. также — электромуфтовые аппараты — электросварные муфты — фитинги для труб ПНД
Инструкция на сварочный аппарат для сварки ПНД, ПЭ труб
3. Эксплуатация машины и управление процессом сварки
Эксплуатация машины и управление процессом сварки
Внимательно ознакомьтесь с МЕРАМИ ПРЕДОСТОРОЖНОСТИ и РЕКОМЕНДАЦИЯМИ ПО ОРГАНИЗАЦИИ РАБОТ, изложенными в конце настоящей инструкции.
Перед использованием машины убедитесь, что источник питания полностью исправен и способен обеспечить стабильное электроснабжение с уровнем напряжения и силой тока соответствующим мощности, потребляемой машиной (сварочным аппаратом).
Проверьте аппарат, соединительные кабели и шланги на отсутствие повреждений.
Не подвергайте аппарат ударам в процессе хранения, перевозки и работы.
Защищайте от царапин антипригарное покрытие нагревательного элемента.
Перед первым использованием машины проверьте уровень масла (2/3 объема масляного бака). При необходимости долейте масло (Shell Tellus 46).
В дальнейшем рекомендуется полная замена масла каждые 6 месяцев.
Перед первым использованием машины замените железную транспортную пробку на масляном баке на специальную пластиковую пробку красного цвета.
Сварочный аппарат подлежит ежегодному техническому обслуживанию в авторизованном сервисном центре «Robu».
1. Подключите эл. блок гидравлического привода к электросети:
модельW160, W250 и W315 – 220В однофазная;
модели W500, W630, W800 и W1000 – 380В трехфазная;
затем подключите гидравлический блок и нагреватель к эл. блоку.
2. Дождитесь нагрева зеркала нагревателя до необходимой температуры (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
3. Присоедините подающие масло шланги от центратора к гидравлическому приводу. Проверьте уровень масла в гидравлическом приводе при помощи индикатора. Если масло отсутствует, используйте масло марки Shell Tellus 46.
4. Вставите трубы и закрепите зажимы на центраторе.
5. Установите регулятор давления на гидравлическом приводе против часовой стрелки в начальное положение (отсутствие давления).
6. Для установления давления нагрева (увеличение по часовой стрелке) и проверки машины, задействуйте рукоятку управления движением зажимов центратора. Проверьте работу машины, приводя в движение зажимы с помощью рукоятки. Перемещайте зажимы вперед-назад, по направляющим центратора пока не убедитесь, что зажимы перемещаются плавно без заеданий. Возникшее во время движения зажимов давление является Давлением Движения (ДД). Вы можете увидеть ДД, которое мы учтём позднее в расчетах параметров сварки, на манометре. Среднее ДД макс. 30 бар.
Проверьте работу машины, приводя в движение зажимы с помощью рукоятки. Перемещайте зажимы вперед-назад, по направляющим центратора пока не убедитесь, что зажимы перемещаются плавно без заеданий. Возникшее во время движения зажимов давление является Давлением Движения (ДД). Вы можете увидеть ДД, которое мы учтём позднее в расчетах параметров сварки, на манометре. Среднее ДД макс. 30 бар.
7. Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR. Добавьте ДД к ДАВЛЕНИЮ СВАРКИ, взятому из таблицы. Это Общий Показатель Давления (ОПД), который должен быть установлен на регуляторе давления: OПД = ДАВЛЕНИЕ СВАРКИ (P1, P5) + ДД.
8. Установите торцеватель на машине, закрепите блокировочным штырём.
9. Вставьте розетку в штепсель, (расположенный на гидравлическом приводе для аппаратов W250, W315 или на отдельном эл. блоке для аппаратов W500, W630, W800, W1000). Закрепите розетку в штепселе с помощью крепежного резьбового кольца.
10. Для включения торцевателя используйте выключатель.
11. Оба конца трубы необходимо обрабатывать торцевателем, до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы.
12. По окончании снимите торцеватель с центратора.
13. Убедитесь, что температура нагревателя достигла установленного значения (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
14. Поместите нагреватель между обработанными торцами труб и соедините трубы, установив давление соответствии с поученным значением ОПД.
15. Нагрейте торцы труб в соответствии с параметрами давления и времени t1 и t2, выбранными из в таблицы (в соответствии с п.7). После образования симметричного буртика (время t1), ослабьте давление до величины P2 (свободное давление, близкое к нулю) и продолжайте подогрев до истечения необходимого времени (t2).
16. Снимите нагреватель (см. время технологической паузы t3) и соедините трубы и установив давление соответствии с поученным значением ОПД.
17. Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ГЭСН24-02-002-01 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: до 32 мм — соединение | 0.28 | |
| ГЭСН24-02-002-02 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: свыше 32 до 63 мм — соединение | 0.32 | |
| ГЭСН24-02-002-03 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: свыше 63 до 110 мм — соединение | 0.54 | |
| ГЭСН24-02-002-04 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: свыше 110 до 160 мм — соединение | 0. 87 87 | |
| ГЭСН24-02-002-05 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: свыше 160 до 225 мм — соединение | 1.04 | |
| ГЭСН24-02-002-11 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: свыше 225 до 315 мм — соединение | 1.57 | 0.13 |
| ГЭСН24-02-002-12 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: 355 мм — соединение | 1.9 | 0.13 |
| ГЭСН24-02-002-13 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: 400 мм — соединение | 2.06 | 0.17 |
| ГЭСН24-02-002-14 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: 450 мм — соединение | 2. 88 88 | 0.19 |
| ГЭСН24-02-002-15 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: 500 мм — соединение | 3.55 | 0.24 |
| ГЭСН24-02-002-16 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: 560 мм — соединение | 3.45 | 0.23 |
| ГЭСН24-02-002-17 | Сварка полиэтиленовых труб при помощи соединительных деталей с закладными электронагревателями, диаметр труб: 630 мм — соединение | 3.96 | 0.21 |
Стыковой сварочный аппарат ROBU W 315 для труб от 90 до 315 мм
Стыковой сварочный аппарат ROBU W 315 с гидравлическим приводом для сварки полиэтиленовых (ПЭ, ПНД) труб диаметрами от 90 до 315 мм.
В комплекте: центратор с гидравлическим приводом, гидроагрегат с блоком управления, гидравлические шланги — 2 шт., нагревательный элемент с электронным поддержанием температуры, торцеватель с электроприводом, контейнер для хранения нагревательного элемента и торцевателя, ящик с инструментами (гаечный ключ, шестигранный ключ, шпильки для крепления съемных вкладышей), документация, съемные алюминиевые вкладыши: Ø 90, 110, 125, 140, 160, 180, 200, 225, 250, 280 мм.
Сварочный аппарат ROBU W 315 позволяет сваривать трубы диаметрами 63 мм и 75 мм. Для сварки труб этих диаметров необходимо заказать дополнительно вкладыш 63 мм и вкладыш 75 мм.
| Вес комплекта сварочной машины без упаковки | 160 кг |
| Размеры каждого упакованного места | 0,99 х 0,65 х 0,61 м (0,39 M³) 0,74 х 0,71 х 0,66 м (0,35 M³) |
| Рабочее напряжение / количество фаз | 220 В / 1 фаза |
| Суммарная мощность сварочной машины | 4,85 кВт |
| Рекомендованная мощность генератора (из расчета: суммарная мощность сварочной машины + 30%) | не менее 6,3 кВт |
На это есть несколько причин:
- Срок гарантии на аппарат — 12 месяцев
В течение года вы можете спокойно работать на вашем сварочном аппарате, а при наступлении гарантийного случая мы бесплатно отремонтируем его.
- Бесплатная доставка
Мы оплачиваем межтерминальную доставку почти во все города России и самое главное быстро отгружаем сварочные аппараты (в день оплаты или максимум на следующий день после оплаты) в транспортную компанию. - Наличие сертификатов
Наши сварочные аппараты сертифицированы и соответствуют всем техническим нормам и ГОСТам. - ЛУЧШЕЕ СООТНОШЕНИЕ: Выгодная цена — Высокое качество
Сварщик труб PE PPR PB PVDF HDPE Стыковая сварочная машина 2,48 «-6,30» (63-160 мм) —
| Цена: | 369 долларов. 00 00 |
Купон | Купон на дополнительную скидку 5% применяется при оформлении заказа. ПодробностиИзвините. Вы не имеете права на этот купон. |
- Убедитесь, что это подходит
введя номер вашей модели.
- Аппарат для стыковой сварки ПНД с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- Высококачественный дизайн и конструкция обеспечивают отличную сварочную машину как на рабочем месте, так и на заводе.
- Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.

Сварка и соединение труб из ПНД
Сварка труб из ПНД — это процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом.Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе стыковой сварки, сварки муфт, седловой сварки или электросварки.
Стыковая сварка
Стыковая сварка или сварка плавлением использует нагревательную пластину на квадратных концах соединяемых труб из ПНД. По истечении указанного времени нагревательная пластина снимается; кусочки складываются и охлаждаются под давлением. Стыковой сваркой можно соединить 2 трубы или трубу с фитингом.
Максимальное время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0.20–0,36 дюйма | 8 секунд |
| > 0,3–0,55 дюйма | 10 секунд |
| > 0,55–1,18 дюйма | 15 секунд |
| > 1,18–2,5 дюйма | 20 секунд |
| > 2,5–4,5 дюйма | 25 секунд |
Размер расплава
| Толщина стенки трубы | Размер валика расплава |
|---|---|
| ≤ 0.15 ” | 1/32 дюйма — 1/16 дюйма |
| 0,15–0,30 дюйма | 1/16 ” |
| 0,30–0,75 дюйма | 1/8 дюйма — 3/16 дюйма |
| 0,75–1,15 дюйма | 3/16 дюйма — 1/4 дюйма |
| > 1,15–1,60 дюйма | 1/4 дюйма — 5/16 дюйма |
| 1,60 дюйма — 2,20 дюйма | 5/16 дюйма — 7/16 дюйма |
| 2,20–3,00 дюйма и больше | 7/16 дюйма — 9/16 дюйма |
Разъем Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины. Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Время нагрева / охлаждения Socket Fusion — сплавлен с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 7-8 сек | 30 сек |
| 3/4 дюйма CTS | 5-6 сек | 30 сек |
| 1 ”CTS | 9-10 сек | 30 сек |
| ½ ”IPS | 5-6 сек | 30 сек |
| ¾ ”IPS | 8-10 сек | 30 сек |
| 1 дюйм IPS | 10-12 сек | 30 сек |
| 1-1 / 4 ”IPS | 12-14 сек | 45 секунд |
| 1-1 / 2 ”IPS | 12-14 сек | 45 секунд |
| 2 дюйма IPS | 16-20 сек | 45 секунд |
| 3 дюйма IPS | 20-25 сек | 60 сек |
| 4 дюйма IPS | 25-30 сек | 60 сек |
Время нагрева / охлаждения при сварке патрубков — сплавлен с HDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 8-10 сек | 30 сек |
| 3/4 дюйма CTS | 10-12 сек | 30 сек |
| 1 ”CTS | 12-14 сек | 30 сек |
| ½ ”IPS | 8-10 сек | 30 сек |
| ¾ ”IPS | 12-14 сек | 30 сек |
| 1 дюйм IPS | 14-16 сек | 30 сек |
| 1-1 / 4 ”IPS | 18-20 сек | 60 секунд |
| 1-1 / 2 ”IPS | 18-20 сек | 60 сек |
| 2 дюйма IPS | 20-26 сек | 60 сек |
| 3 дюйма IPS | 25-30 сек | 75 сек |
| 4 дюйма IPS | 30-35 сек | 75 сек |
Седло Fusion
Sidewall или Saddle Fusion аналогичен Socket Fusion, но используется для присоединения перпендикулярного фитинга к поверхности трубы.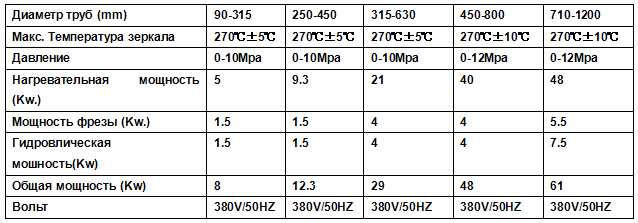 Затем фитинг трубопровода находится под давлением.
Затем фитинг трубопровода находится под давлением.
Время нагрева и охлаждения
| Размер трубы / тонкость> | Макс. Время нагрева | Мин. Время охлаждения |
|---|---|---|
| 1-1 / 4 ”IPS | Размер расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 5 мин. + 30 мин. |
| 2 дюйма IPS | Размер расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 10 мин + 30 мин / тд> |
| 3 ”IPS & Greater | Размер расплава 1/16 дюйма на основании фитинга. | 10 мин. + 30 мин. |
Электросварка
Электросварка — соединяет трубы и фитинги с помощью специальных фитингов, в которые встроен резистивный провод, который обеспечивает плавление соединения. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и плавя внутреннюю часть фитинга и внешнюю часть стенки трубы.
Основы сварки ПНД
При соединении любых труб из ПНД между собой или с фитингами важно помнить:
- Соответствующее обучение инструментам и оборудованию, используемому при сварке труб из полиэтилена высокой плотности.
- Нагревательные пластины должны быть чистыми и исправными. Их следует нагреть до нужной температуры в зависимости от типа выполняемого шва.
- Стыковая сварка / сварка плавлением — 400 ° F — 450 ° F
- Socket Fusion: 490 ° F — 510 ° F
- Соединение седла / боковины: 490 ° F — 510 ° F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- На трубах не должно быть недопустимых порезов, бороздок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное убежище, чтобы исключить проблемы из-за ветра и ненастной погоды.
- Сделайте S-образную кривую между бухтами при использовании бухт и дайте втянутым трубам несколько часов для восстановления после растягивающего напряжения.

Несварные соединения
В некоторых случаях предпочтительны несварные соединения.Системы соединения позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных помещениях, таких как люки. У нас есть несколько различных марок муфт из HDPE.
- Муфты Shur Lock были испытаны давлением воздуха до более 125 фунтов на квадратный дюйм, а их водонепроницаемость выдерживает давление до 20 футов. Они используются для соединения полиэтилена высокой плотности с трубой из ПВХ с помощью муфты и 2 внешних ленточных хомутов
- Муфты E-Loc позволяют переходить от трубы HDPE к стальной резьбовой или ПВХ трубе.Они были испытаны воздухом и водой под давлением 2000 фунтов на квадратный дюйм, но не должны использоваться для вытягивания в процессе бурения.
- Муфты Com Fit используются для соединения кабельных каналов HDPE. Они позволяют вставлять концы труб в муфту, создавая соединение, которое испытывается давлением 230 фунтов на квадратный дюйм.
Стол для ПЭ — Widos
Фундамент: 2207, 2208 DIN 16932 Немецкая ассоциация для сварки Используйте для : 4600/4502 OD 75 — 250 4800/4702 OD 90 — 315 1 бар на манометре: 52 Н Таблица для PE PE 80 Значение для температуры нагревательного элемента находится в диапазоне 200 ° С — 220 ° С.Чем меньше толщина стенки трубы, тем выше температура. PE 100 Стандартное значение для температуры нагревательного элемента составляет 220 ° C. Увеличьте время переключения и время сварочного давления на PE 100, как как можно быстрее! Дополнительно к данному валику для ce и к сварке для ce должен быть добавлен подвижный for ce опоры! P (Н / мм²) время нагрева валика до изменения — полное достижение после охлаждения при сварке 0,15 ( PE ) время давление давление в зоне сварки T желаемая температура в зоне сварки трубы SDR круговой нагрев макс. время сварки холодный диаметр давление стенки изменение времени наплавки — до достижения давления OD (с) [бар] мин. [с] больше времени сварки [бар] время [мм] [мм] [мм] время давление [мин] [с] [с] 75 1,9 41 2 0,5 20 4 4 2 2 75 2,3 33 2 0 , 5 23 4 4 2 2 75 2,9 26 2 0,5 29 4 4 2 3 75 3,6 21,0 3 0,5 36 5 5 3 5 75 4,3 17,6 3 0,5 43 5 5 3 6 75 4,5 17 3 1,0 45 5 5 3 6 75 5,6 13,6 4 1,0 56 5 5 4 8 75 6,8 11 5 1,0 68 6 6 5 10 75 8, 4 9,0 6 1,5 84 7 7 6 12 75 10,3 7,4 7 1,5 103 7 7 7 14 90 2,2 41 2 0,5 22 4 4 2 2 90 2,8 33 3 0 , 5 28 4 4 3 3 90 3,5 26 3 0,5 35 5 5 3 4 90 4,3 21,0 4 0,5 43 5 5 4 6 90 5,1 17,6 4 1,0 51 5 5 4 7 90 5,4 17 5 1,0 54 5 5 5 7 90 6,7 13,6 6 1,0 67 6 6 6 10 90 8,2 11 7 1,5 82 6 6 7 11 90 10, 1 9,0 8 1,5 101 7 7 8 14 90 12,3 7,4 9 2,0 123 8 8 9 16110 2,7 41 3 0,5 27 4 4 3 3110 3,4 33 4 0 , 5 34 5 5 4 4110 4,2 26 5 0,5 42 5 5 5 6110 5,3 21,0 6 1,0 53 5 5 6 7 110 6,3 17,6 6 1,0 63 6 6 6 9110 6,6 17 7 1,0 66 6 6 7 9 110 8,1 13,6 8 1,5 81 6 6 8 11 110 10,0 11 10 1,5 100 7 7 10 14 110 12, 3 9,0 11 2,0 123 8 8 11 16 110 15,1 7,4 13 2,0 151 9 9 13 20 15.
время сварки холодный диаметр давление стенки изменение времени наплавки — до достижения давления OD (с) [бар] мин. [с] больше времени сварки [бар] время [мм] [мм] [мм] время давление [мин] [с] [с] 75 1,9 41 2 0,5 20 4 4 2 2 75 2,3 33 2 0 , 5 23 4 4 2 2 75 2,9 26 2 0,5 29 4 4 2 3 75 3,6 21,0 3 0,5 36 5 5 3 5 75 4,3 17,6 3 0,5 43 5 5 3 6 75 4,5 17 3 1,0 45 5 5 3 6 75 5,6 13,6 4 1,0 56 5 5 4 8 75 6,8 11 5 1,0 68 6 6 5 10 75 8, 4 9,0 6 1,5 84 7 7 6 12 75 10,3 7,4 7 1,5 103 7 7 7 14 90 2,2 41 2 0,5 22 4 4 2 2 90 2,8 33 3 0 , 5 28 4 4 3 3 90 3,5 26 3 0,5 35 5 5 3 4 90 4,3 21,0 4 0,5 43 5 5 4 6 90 5,1 17,6 4 1,0 51 5 5 4 7 90 5,4 17 5 1,0 54 5 5 5 7 90 6,7 13,6 6 1,0 67 6 6 6 10 90 8,2 11 7 1,5 82 6 6 7 11 90 10, 1 9,0 8 1,5 101 7 7 8 14 90 12,3 7,4 9 2,0 123 8 8 9 16110 2,7 41 3 0,5 27 4 4 3 3110 3,4 33 4 0 , 5 34 5 5 4 4110 4,2 26 5 0,5 42 5 5 5 6110 5,3 21,0 6 1,0 53 5 5 6 7 110 6,3 17,6 6 1,0 63 6 6 6 9110 6,6 17 7 1,0 66 6 6 7 9 110 8,1 13,6 8 1,5 81 6 6 8 11 110 10,0 11 10 1,5 100 7 7 10 14 110 12, 3 9,0 11 2,0 123 8 8 11 16 110 15,1 7,4 13 2,0 151 9 9 13 20 15. 08.2007 Рабочие инструкции WIDOS 4600/4502/4800/4702 Стр. / 1 раз
08.2007 Рабочие инструкции WIDOS 4600/4502/4800/4702 Стр. / 1 раз
Стыковая сварка пластмасс плавлением
Стыковая сварка плавлением — так называется сварка горячим листом термопластичных труб. Это один из двух основных методов соединения газовых и водопроводных труб из полиэтилена плавлением.
Процесс
Фаза нагрева, иногда называемая «поднятием борта», — это когда концы трубы прижимаются к нагретой пластине в течение определенного периода времени.За этим следует фаза «выдержки тепла», когда давление снижается, чтобы просто удерживать концы труб на горячей пластине. Это дает время, чтобы тепло впиталось в материал на концах труб.
После фазы выдержки нагревательная плита снимается и концы труб соединяются. Время, затрачиваемое на это, называется «временем выдержки» и должно быть как можно короче. Заключительным этапом является время сварки / охлаждения, которое определяется диаметром трубы и толщиной стенки.
Установка станка
Перед выполнением любых трубных швов аппарат для стыковой сварки плавлением должен быть проверен на плавность хода и настроен на материал трубы, из которого будет произведена сварка.
- Выбор правильных зажимов или вставок, обеспечивающих затяжку всех креплений, чтобы уменьшить возможность перекоса из-за осевого перемещения.
- Правильная температура горячей пластины для свариваемого материала; это следует проверить с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут. Между сварными швами горячую плиту следует накрывать термостойким мешком, чтобы защитить ее от поверхностного загрязнения и предотвратить потерю тепла.
- Проверьте лезвия строгального станка, используемые для обрезки и подрезки концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности строгального станка, чтобы избежать соскальзывания станка во время вращения.
- Проверьте все движущиеся части на плавность работы и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.
Подготовка трубы
Перед сваркой необходимо правильно подготовить трубы. При измерении длины трубы следует делать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
При измерении длины трубы следует делать поправку на последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в машине, необходимо проверить концы на неправильную форму, повреждения или вкрапления песка. Максимально допустимая глубина этого должна быть менее 10% толщины стены. Поврежденную трубу или трубу с глубокими зазубринами следует выбросить. Любые незакрепленные загрязнения можно удалить, протерев концы труб безворсовой тканью как с внутренней, так и с внешней поверхностей.
После очистки трубы зажимаются в машине. Для облегчения совмещения рекомендуется зажимать трубы таким образом, чтобы их штампованные отметки находились на одной линии.Это также помогает при идентификации позже, если потребуется.
После надежной фиксации в зажимах концы труб должны войти в контакт с вращающимся строгальным инструментом до тех пор, пока с каждого конца не будет обрезана непрерывная стружка. Процесс строгания гарантирует, что концы труб будут гладкими и квадратными, готовыми к фазе сварки. Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб.Затем следует проверить трубы на предмет совмещения и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Отслаивающуюся стружку следует удалить из машины и внутри труб, стараясь не касаться строганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб.Затем следует проверить трубы на предмет совмещения и, при необходимости, отрегулировать зажимы, чтобы гарантировать минимальное несоответствие диаметров.
Сварка
Перед последовательностью сварки следует записать время нагрева и охлаждения и давление плавления для конкретного диаметра трубы и записать для быстрой справки во время цикла сварки. На некоторых машинах для удобства есть все соответствующие таблицы. Для точного отсчета времени должны быть доступны таймер или секундомер.Термостойкий мешок следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Рекомендуется выполнить фиктивный сварной шов перед тем, как приступить к сварке. Это необходимо для того, чтобы поверхность плиты, контактирующая с концами труб, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите конфорку между концами труб, убедившись, что она расположена правильно и перпендикулярно поверхности трубы. Придвиньте трубы к поверхности, приложив осевую силу. Усилие следует прикладывать плавно, следя за тем, чтобы не превышалось требуемое давление.Усилие необходимо удерживать надежно, чтобы вокруг трубы образовалась капля расплавленного материала.
Полоса должна быть ровной по окружности трубы с обеих сторон конфорки. Это фаза процесса.
Способы приложения силы зависят от типа оборудования. На некоторых типах машин сила будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом сила поддерживается стопорным винтом. На других типах оборудования используются гидроцилиндры, давление которых поддерживается переключением клапанов в гидроагрегате.
Когда будет получен требуемый валик, давление снижается для фазы выдержки при нагревании. Трубы опираются на горячую плиту, что позволяет теплу проникать в материал, уменьшая возможность холодных сварных швов.
Это время будет зависеть от диаметра трубы и толщины стенки, поэтому следует использовать время, рекомендованное производителем.
Когда эта фаза завершена, поверхности труб отводятся от плиты как можно более плавно, чтобы гарантировать, что ни один из расплавленных шариков не прилипнет к поверхности, и плита будет удалена.Затем трубы собираются вместе настолько плавно и быстро, насколько это возможно, чтобы свести к минимуму возможность падения температуры, стараясь не превысить требуемое усилие.
Фаза сварки / охлаждения начинается, когда достигается необходимое усилие. Усилие сварного шва должно поддерживаться на протяжении всего этого этапа, чтобы обеспечить максимальную прочность сварного шва
По истечении времени охлаждения давление может быть уменьшено до нуля, а труба снята с зажимов. Готовый сварной шов теперь можно визуально проверить на однородность и соосность.
Более подробную информацию о работе TWI с пластиковыми трубами можно найти здесь.
См. Дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Регулируемая роликовая подставкаРегулируемые роликовые стойки уменьшают усилие, необходимое для выравнивания труб во время сварки. Они прочные, устойчивые к загрязнениям и легко перемещаются с помощью опорных пластин, как у сварочных аппаратов серии W.Они состоят из двух расположенных под углом роликов, которые образуют впадину для стабильной опоры и легкого перемещения трубопровода. Роликовые подставки имеют большие ручки для легкого перемещения или изменения положения и могут выдерживать до 500 кг / 1100 фунтов. Размер 1 составляет 15/25/90 см и 11,0 кг / 24,3 фунта). Номер детали: 320500KP | |
Инструмент для снятия фаски с трубы Инструмент для снятия фаски с трубы используется для удаления материала с внешней передней кромки трубы при сварке муфтой. Инструмент для снятия фаски доступен для различных диапазонов размеров труб: | |
Инструмент для снятия изоляции с труб Инструмент для снятия изоляции с трубы используется для удаления тонкого внешнего слоя трубы, чтобы обеспечить надлежащие сварные швы при электросварке. | |
Бывший санитарный фланец Формовщик санитарных фланцев представляет собой настольную формовочную машину для производства санитарных фланцев Tri-Clamp® непосредственно на трубы из ПП или ПВДФ от 3/4 до 2 дюймов в любом месте. Эти фланцы Tri-Clamp® дополняют линейку трубопроводов Smooth Inner Bore® и могут заменить трубопроводы из нержавеющей стали или стекла. Полуавтоматическая функция обеспечивает правильное время и температуру для каждого размера и типа пластиковых труб на стадии плавления и правильное давление на стадии формирования фланца, в то время как ручное управление сводится к перемещению между плавильной головкой и формовочной головкой. , и управление зажимом для формирования фланца. | |
Циркулярная пила 315 Циркулярная пила с вращением 315 используется для резки труб под прямым углом от OD 110 мм до OD 315 мм с максимальной толщиной стенки 40 мм. Он удерживается на трубе с помощью регулируемой J-образной опоры. Пила поставляется в комплекте с зажимным рычагом для крепления к трубе, регулировочной рукояткой маховика, направляющими рукоятками, J-образной штангой / призмой, крепежным ремнем, крышкой пильного полотна и транспортировочным чемоданом. | |
Внешний DebeaderНаружное устройство для снятия кромок — это сверхлегкое устройство для безопасного и легкого удаления внешних сварочных валиков из полиэтилена, полипропилена и ПВДФ после стыковой сварки. Компактная конструкция устройства позволяет использовать его на трубах, все еще зажатых в сварочном аппарате, т. Е. Во время охлаждения без необходимости длительного снятия зажимных инструментов. Внешний датчик для снятия заусенцев доступен для различных диапазонов размеров труб: | |
Сплит-нагреватель для сварочного аппарата Специально адаптированные раздельные нагреватели Chemline используются для каскадной сварки труб с двойной защитной оболочкой, когда несущая и защитная трубы изготовлены из разных материалов. | |
Инструмент для головок Jig Ручной инструмент для сварки втулками для сварки на месте или в труднодоступных местах. JIG оснащен призматическим рабочим набором основных зажимов, охватывающих диапазон размеров от 63 до 170 мм, подвижными установочными пластинами для обеспечения правильной установки в любом положении, монтажным опорным кронштейном для фиксации фитинга на месте во время процесса сварки, быстродействующим винтовым приводом для быстрого , легкое открывание и закрывание в труднодоступных местах. |
 Это пространство позволяет скапливаться некоторому количеству излишков расплавленного пластика, не вызывая ограничения внутреннего диаметра трубы. Он состоит из V-образного держателя и ручки скорости, а также внутреннего ролика
Это пространство позволяет скапливаться некоторому количеству излишков расплавленного пластика, не вызывая ограничения внутреннего диаметра трубы. Он состоит из V-образного держателя и ручки скорости, а также внутреннего ролика  Он регулируется для труб разной толщины и перемещается вниз по трубе при вращении вокруг нее, обеспечивая равномерное удаление материала до необходимой длины, заданной пользователем. Трубочиститель доступен для труб диаметром от 32 до 125 мм.(20/15/15 см, 2,1 кг / 4,6 фунта).
Он регулируется для труб разной толщины и перемещается вниз по трубе при вращении вокруг нее, обеспечивая равномерное удаление материала до необходимой длины, заданной пользователем. Трубочиститель доступен для труб диаметром от 32 до 125 мм.(20/15/15 см, 2,1 кг / 4,6 фунта). Формирователь санитарных фланцев состоит из основания, панели управления, переключателя включения / выключения, светового индикатора окончания цикла, автоматического таймера, фиксирующей головки плавления со сменными нагревателями, фиксирующей фланцевой формовочной головки со сменными формами, трубореза, глубиномера, инструмент для развальцовки, ручка для переноски и кабель питания. Прочный корпус из термопласта на колесиках служит для транспортировки и защищенного хранения всего сантехнического фланца и принадлежностей. Фланцевый формирователь и транспортировочный кейс 30/46/76 см, 15.9 кг / 35 фунтов).
Формирователь санитарных фланцев состоит из основания, панели управления, переключателя включения / выключения, светового индикатора окончания цикла, автоматического таймера, фиксирующей головки плавления со сменными нагревателями, фиксирующей фланцевой формовочной головки со сменными формами, трубореза, глубиномера, инструмент для развальцовки, ручка для переноски и кабель питания. Прочный корпус из термопласта на колесиках служит для транспортировки и защищенного хранения всего сантехнического фланца и принадлежностей. Фланцевый формирователь и транспортировочный кейс 30/46/76 см, 15.9 кг / 35 фунтов). Опоры для труб должны быть предоставлены отдельно.Пила 315 RC работает от 110 В переменного тока с 1 вилкой. Пила
Опоры для труб должны быть предоставлены отдельно.Пила 315 RC работает от 110 В переменного тока с 1 вилкой. Пила  Внутренняя труба сначала приваривается к стандартной пластине нагревателя, затем разрезная пластина нагревателя может быть размещена вокруг несущей трубы
Внутренняя труба сначала приваривается к стандартной пластине нагревателя, затем разрезная пластина нагревателя может быть размещена вокруг несущей трубы  Легкая и прочная конструкция дает возможность выполнять сварку муфтой в самых сложных местах. Сочетание простоты использования и простоты использования делает этот инструмент незаменимым помощником для подрядчиков и монтажников, собирающих системы трубопроводов, сваренных муфтой. Предназначен для сварки труб и раструбных фитингов с наружным диаметром 63–170 мм, он управляется аккумуляторной дрелью и шестигранным ключом на 6 мм для быстрой и плавной работы во время процесса сварки. Все упаковано в прочный переносной чемодан на колесиках, который легко транспортировать, защищает инструмент и рассчитан на длительный срок службы.
Легкая и прочная конструкция дает возможность выполнять сварку муфтой в самых сложных местах. Сочетание простоты использования и простоты использования делает этот инструмент незаменимым помощником для подрядчиков и монтажников, собирающих системы трубопроводов, сваренных муфтой. Предназначен для сварки труб и раструбных фитингов с наружным диаметром 63–170 мм, он управляется аккумуляторной дрелью и шестигранным ключом на 6 мм для быстрой и плавной работы во время процесса сварки. Все упаковано в прочный переносной чемодан на колесиках, который легко транспортировать, защищает инструмент и рассчитан на длительный срок службы.Скребок для труб и сварочная машина для труб — Ritmo America LLC — Оборудование для сварки — Сварочное оборудование — Соединительное оборудование
Ritmo America производит скребок для труб и сварочные машины для сварки пластмасс и сварки труб.
RITMO PRECISE СКРЕБОК ДЛЯ ТРУБ изготовлены из специального алюминиевого сплава в соответствии с инновационным дизайном, они удобны и просты в использовании. Незаменимы для подготовки труб и фитингов из ПЭНД к сборке методом электросварки.Эта подготовка устраняет окисленную пленку, образующуюся на поверхности труб / фитингов из-за атмосферных агентов и УФ-излучения, которые в противном случае сделали бы сварку невозможной или снизили бы эффективность соединения.
Незаменимы для подготовки труб и фитингов из ПЭНД к сборке методом электросварки.Эта подготовка устраняет окисленную пленку, образующуюся на поверхности труб / фитингов из-за атмосферных агентов и УФ-излучения, которые в противном случае сделали бы сварку невозможной или снизили бы эффективность соединения.
RITMO PRECISE Скребок для труб может использоваться для ремонта и очистки литых пластмасс и труб из полиэтилена высокой плотности. Предназначен для использования при ремонте водопроводных, канализационных, газовых и промышленных трубопроводов . Скребок приводится в действие, пропуская ручку под трубу , которую нужно очистить, и попеременно тянет каждую ручку, создавая постоянное давление.Он тщательно очищает и подготавливает трубу HDPE и фитинги к сборке методом электросварки. Скребок также обеспечивает удаление окисленной пленки, образующейся на поверхности трубы.
Ritmo America специализируется на разработке и производстве сварочных аппаратов для труб , которые используются во всем мире для соединения полиэтиленовых труб, по которым транспортируется широкий спектр продуктов, включая природный газ, сточные воды и питьевую воду. Станок для сборки фурнитуры для изготовления сегментированных колен, тройников, тройников и крестовин из полиэтилена высокой плотности, полипропилена или ПВХ.Состоит из настольного станка с гидравлическим приводом, устройства для обработки кромок с электрическим управлением для сглаживания концов труб и / или фитингов, нагревателя с устройством для электронного контроля температуры.
Станок для сборки фурнитуры для изготовления сегментированных колен, тройников, тройников и крестовин из полиэтилена высокой плотности, полипропилена или ПВХ.Состоит из настольного станка с гидравлическим приводом, устройства для обработки кромок с электрическим управлением для сглаживания концов труб и / или фитингов, нагревателя с устройством для электронного контроля температуры.
Ritmo Машина для сварки труб имеет прочную конструкцию и представляет собой комбинацию высококачественной машины для сварки труб, производимой Ritmo America. Несколько лет работы на рынке оборудования для сварки труб позволили Ritmo America реализовать компактную установку для сварки труб, предназначенную для тяжелых условий эксплуатации. Машины используются для сварки нескольких типов пластиковых и полиэтиленовых труб.
Ritmo America — лидер на рынке:Эффективная и мощная сварка труб из полиэтилена высокой плотности
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Сварка труб из ПНД для всех видов сварки. Эти. Сварка труб из полиэтилена высокой плотности широко используются в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. Сварка труб ПНД продавцов и поставщиков на сайте.
Сварка труб из ПНД для всех видов сварки. Эти. Сварка труб из полиэтилена высокой плотности широко используются в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. Сварка труб ПНД продавцов и поставщиков на сайте. Блестящий и качественный. Сварка труб из полиэтилена высокой плотности , доступные на объекте, изготовлены из материалов, обладающих высокими эксплуатационными характеристиками и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Сварка труб из ПНД доступны как в полуавтоматическом, так и в автоматическом варианте, в зависимости от ваших требований и моделей. Объединение основных технологий в один продукт — эти. Сварка труб из ПНД обеспечивает более высокую степень автоматизации.
Объединение основных технологий в один продукт — эти. Сварка труб из ПНД обеспечивает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Сварка труб из полиэтилена высокой плотности доступны в различных формах, размерах, цветах, характеристиках и производительности в зависимости от выбранной модели. Эти выдающиеся. для сварки труб из полиэтилена высокой плотности Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры вместе с защитными каркасами делают это. Сварка труб из полиэтилена высокой плотности идеально подходит для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает полную линейку доменов. Сварка труб из полиэтилена высокой плотности варианты, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества.