цены от 82 рублей, отзывы, производители, поиск и каталог моделей
Другой город Абакан Алдан Александров Алексин Анапа Ангарск Апрелевка Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Бузулук Великие Луки Великий Новгород Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Волоколамск Воронеж Воскресенск Выборг Вышний Волочек Вязьма Глазов Грозный Гусь-Хрустальный Дзержинск Дмитров Долгопрудный Домодедово Донской Дубна Евпатория Егорьевск Екатеринбург Елабуга Елец Железногорск Железнодорожный Жуковский Звенигород Зеленоград Зеленодольск Зима Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл.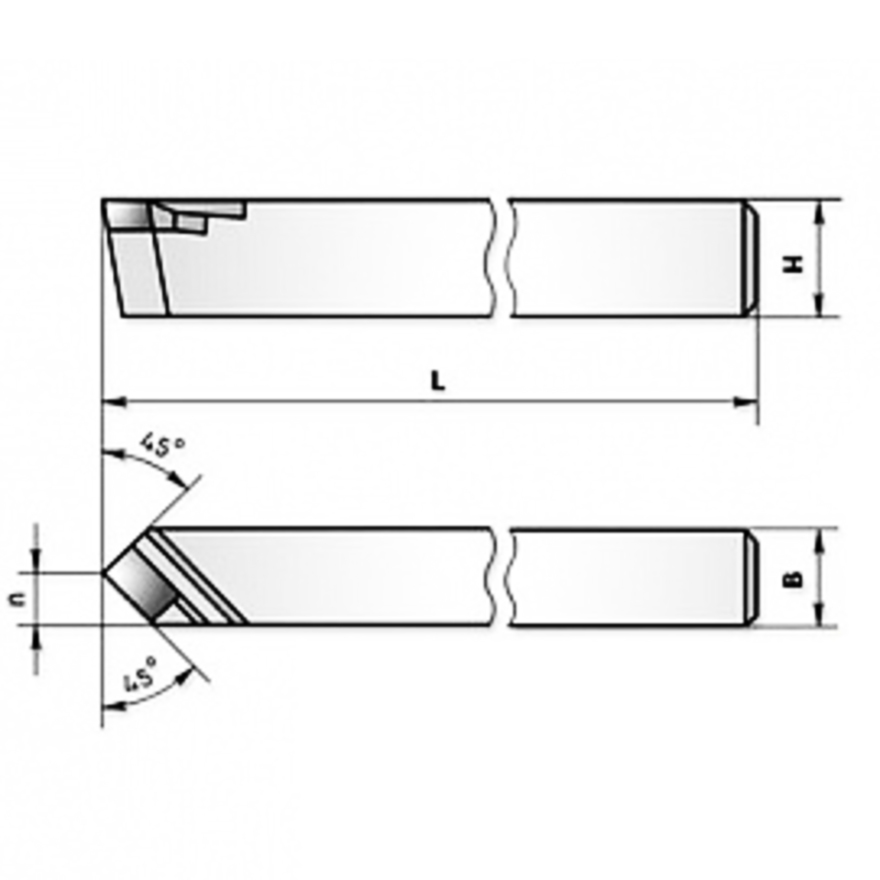 Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль
Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль
Ваш город
Самара
 Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл.
Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл. Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль Продолжить
Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль Продолжитьцены от 98 рублей, отзывы, производители, поиск и каталог моделей
Другой город Абакан Алдан Александров Алексин Анапа Ангарск Апрелевка Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Бузулук Великие Луки Великий Новгород Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Волоколамск Воронеж Воскресенск Выборг Вышний Волочек Вязьма Глазов Грозный Гусь-Хрустальный Дзержинск Дмитров Долгопрудный Домодедово Донской Дубна Евпатория Егорьевск Екатеринбург Елабуга Елец Железногорск Железнодорожный Жуковский Звенигород Зеленоград Зеленодольск Зима Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл.
Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл.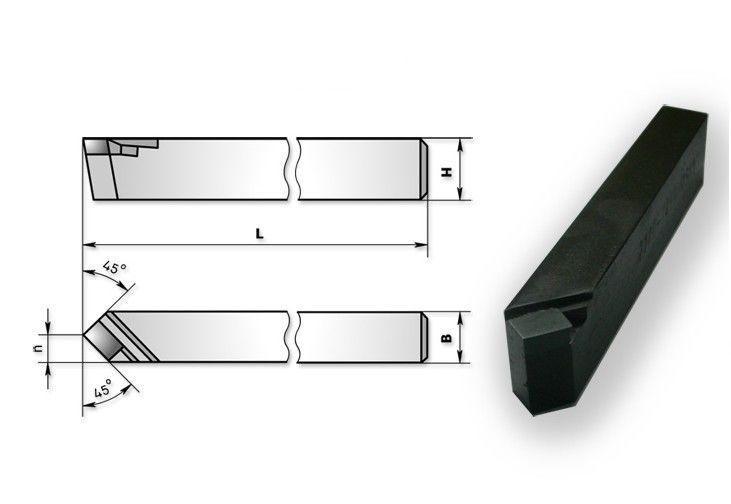 Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль
Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль
Город не определен
Выбрать город Другой город Абакан Алдан Александров Алексин Анапа Ангарск Апрелевка Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Бузулук Великие Луки Великий Новгород Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Волоколамск Воронеж Воскресенск Выборг Вышний Волочек Вязьма Глазов Грозный Гусь-Хрустальный Дзержинск Дмитров Долгопрудный Домодедово Донской Дубна Евпатория Егорьевск Екатеринбург Елабуга Елец Железногорск Железнодорожный Жуковский Звенигород Зеленоград Зеленодольск Зима Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл.
Каменск-Шахтинский Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Красногорск Краснодар Красноярск Кропоткин Кстово Курган Курск Кыштым Липецк Лиски Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Миасс Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Пенза Переславль-Залесский Пермь Петрозаводск Печора Подольск Покров Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Саратов Саров Сасово Севастополь Северодвинск Сергиев Посад Серов Серпухов Симферополь Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тольятти Томск Троицк Московская обл. Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль Продолжить
Троицк Челябинская обл. Тула Тюмень Ульяновск Уфа Ухта Феодосия Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Щекино Щелково Щербинка Электросталь Элиста Энгельс Ялта Ярославль ПродолжитьРезец проходной прямой
.
Резец проходной отогнутый является режущим инструментом, который применяется для обточки деталей разнообразных форм. Его используют для обработки внешних поверхностей деталей, таких как цилиндрические валики, конусы и прочие вещи цилиндрической формы. Резцы проходные прямые являются не столь универсальными, как их отогнутые разновидности, но они прочнее и дешевле их. С другой стороны, у них могут возникать проблемы с работой в труднодоступных местах.
фото:резец токарный проходной прямой
Резец токарный проходной прямой имеет отличную жесткость, благодаря чему, их используют как один из основных инструментов в работе в токарных мастерских, а также в инструментальной, станкостроительной и машиностроительной сфере. В зависимости от выбранной модели можно создавать более гладкие или грубые поверхности, снимать различные слои металла с заготовки и так далее.
В зависимости от выбранной модели можно создавать более гладкие или грубые поверхности, снимать различные слои металла с заготовки и так далее.
Для работы данного инструмента используют как продольную, так и поперечную передачу. Благодаря умелому совмещению действий можно подрезать выпирающие торцы, снять фаски, а также просто обтачивать поверхности и совершать другие операции, которые необходимы для получения нужного результата. Существует несколько разновидностей данных инструментов, которые могут отличаться согласно размерам, материалу изготовления и так далее. Резец проходной прямой хорошо себя проявляет в работе с жесткими заготовками, особенно, если подобран инструмент из твердосплавных материалов. Проходные инструменты создаются согласно ГОСТ 18868-73, те же, которые имеют в своем составе твердосплавные пластины по ГОСТ 18879-73.
Существует несколько разновидностей инструментов, которые имеют свои уникальные разновидности, но все же относятся к данному типу. Резцы токарные прямые проходные разделяются на черновые, или как их еще называют, обдирочные и чистовые. Первый вариант подходит для грубой обработки на первом этапе. В это время можно снять наибольшее количество слоев металла, чтобы заготовка приблизилась к необходимым размерам. Чистовые инструменты предназначаются для более тонкой и деликатной обработки, когда толщина снятия не превышает десятые доли миллиметра. Они более острые и имеют повышенную точность обработки.
Первый вариант подходит для грубой обработки на первом этапе. В это время можно снять наибольшее количество слоев металла, чтобы заготовка приблизилась к необходимым размерам. Чистовые инструменты предназначаются для более тонкой и деликатной обработки, когда толщина снятия не превышает десятые доли миллиметра. Они более острые и имеют повышенную точность обработки.
Если рассматривать конструкции изделий, то здесь встречаются цельные варианты и с пластинами, некоторые из которых могут сниматься. Как правило, основная часть изготавливается из инструментальной стали, а рабочая делается из быстрорежущей стали или из тугоплавкого материала, рассчитанного на работу с плотными видами металла.
К общему списку можно добавить, что существует еще резец проходной левый и правый, у которых отличается положение самой рабочей части.
Основные размеры проходных прямых резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 12 | 110 |
| 20 | 12 | 120 |
| 20 | 140 | |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Быстрорежущие стали используются для изделий, которые работают с нелегированными и накаленными заготовками, а твердосплавные материалы применяются для тех, которые работают со сложно обрабатываемыми вещами.
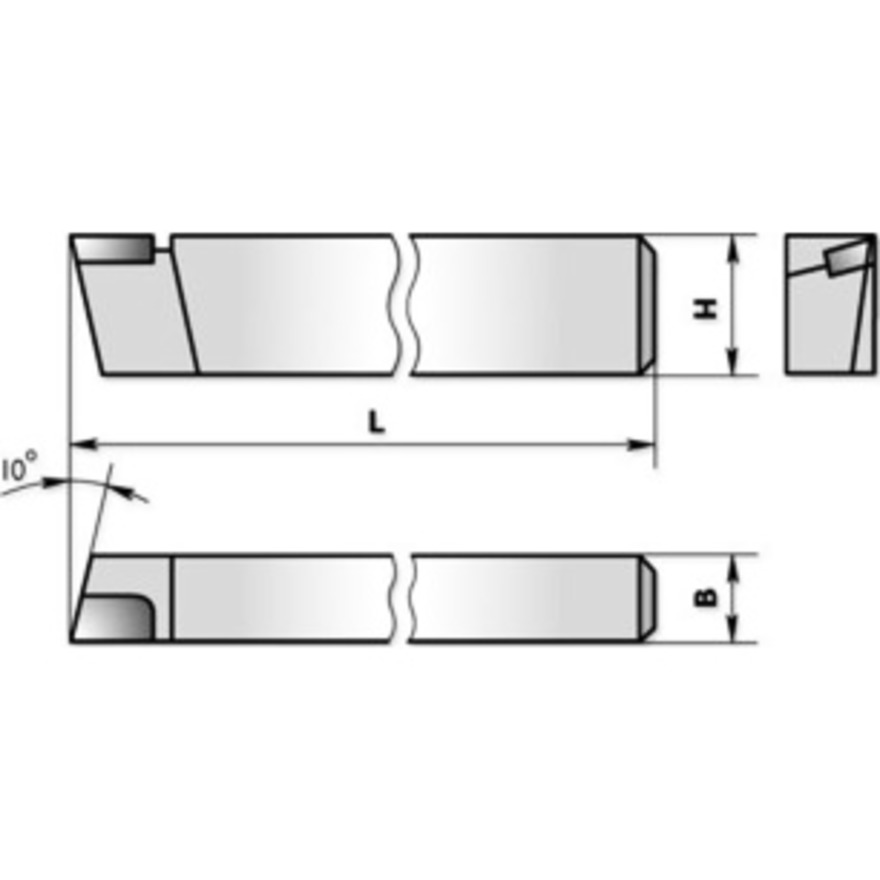
Геометрия проходного прямого резца
Резец проходной прямой имеет несколько важных углов. Все они располагаются на его головке, как основной рабочей части. Передняя часть головки обеспечивает нормальный сход стружки, который бы не мешал рабочему процессу. На инструменте также имеется вспомогательная и главная задняя кромка, причем обе обращены к детали, которая находится в обработке.
Все основные процессы резания осуществляются главной кромкой. Ее образует пересечение передней поверхности и главной задней кромки. Помимо главной имеется и вспомогательная кромка, которая находится на пересечении задней вспомогательной и передней вспомогательной поверхности. Вершина резца находится на пересечении вспомогательной режущей кромки и главной ее части. Угол в каждом резце зависит от конкретной модели, так как его нужно индивидуально подбирать под каждый вид работы и материал.
Выбор проходного резца
Резцы токарные проходные прямые могут существовать в нескольких вариантах, что очень сильно влияет на результат работы.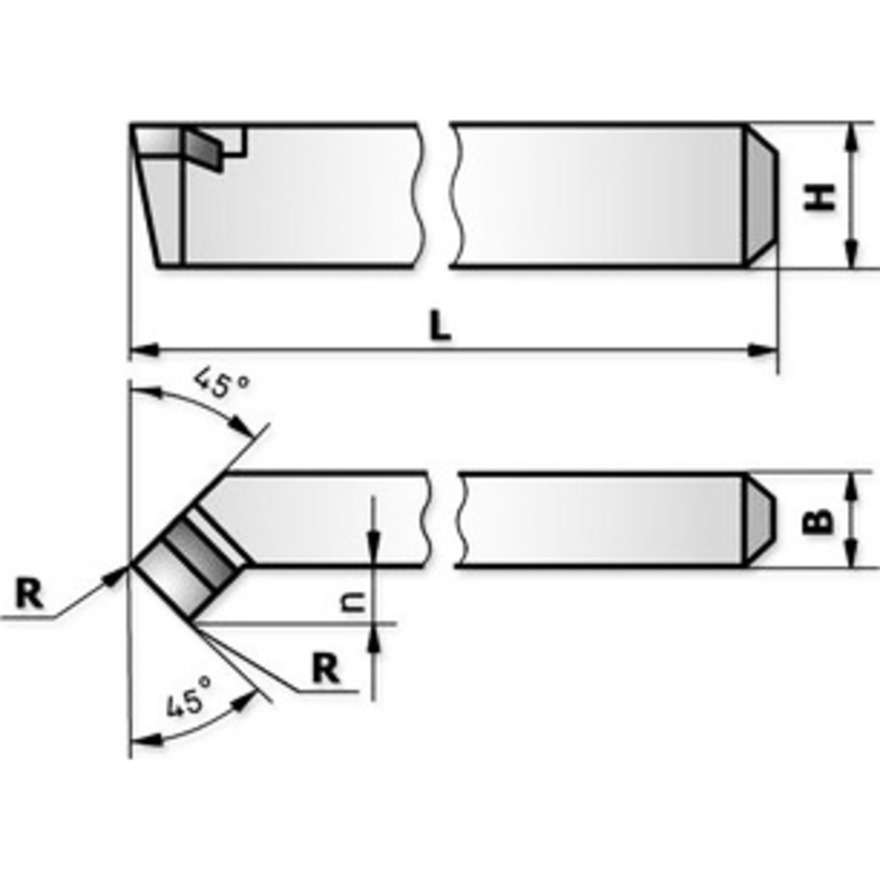 Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Отличаться могут размеры изделия, металл режущей кромки, вид мелкие особенности конструкции и так далее. Чтобы подобрать себе нормальный подходящий вариант, следует учитывать много факторов. «Совет профессионалов! Для активной постоянной работы следует иметь набор как разнообразных, так и запасных одинаковых инструментов.»
Первым фактором выбора всегда является, с какими заготовками приходится работать, так как под свойства заготовки подбирается сам инструмент. Полный набор далеко не всегда получается взять, поэтому, желательно сразу определиться с наиболее необходимыми вещами.
Правильный подбор позволит избежать частой замены комплектующих во время работы, что сэкономит время и силы, а также сделает производство более выгодным. Материал подбирается легко, так как тугоплавкие материалы подходят для жестких деталей, которые может не взять быстрорежущая сталь, ведь она рассчитана на простые мягкие заготовки. Их преимуществом является только цена, так как они значительно дешевле.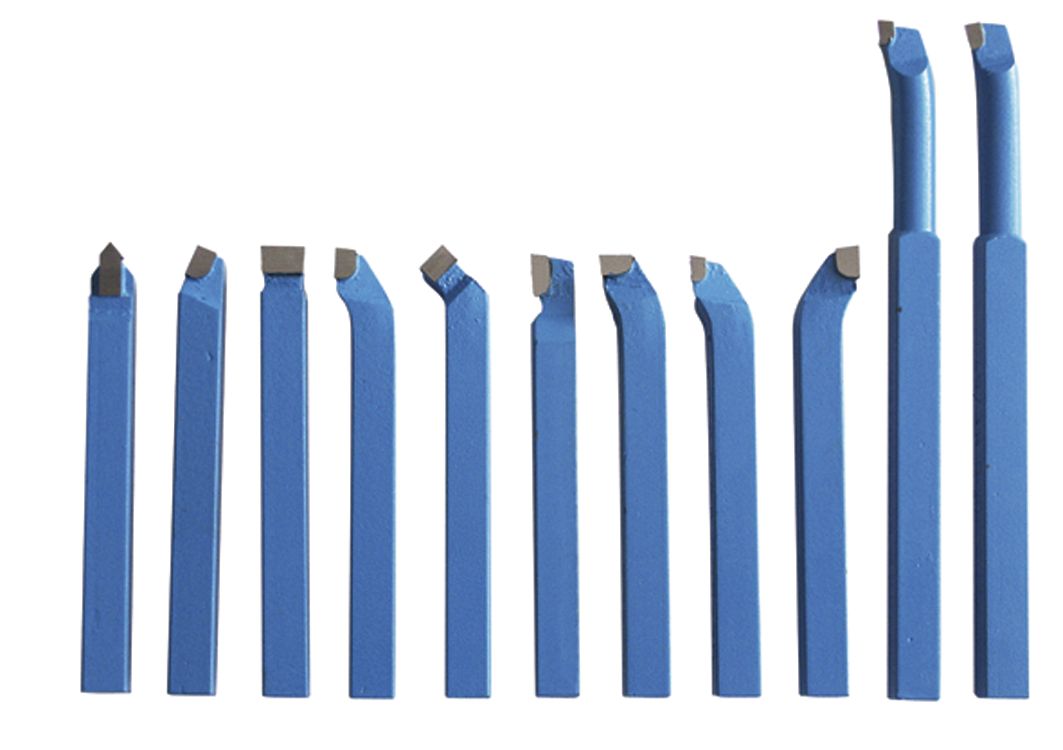
Режимы резания
Резец проходной прямой применяется для достаточно простых операций, так что и режимы работы с ним, зачастую оказываются элементарными. Основными движениями здесь являются продольные и поперечные перемещения. Снятие слоя металла здесь проходит поэтапно, чтобы не испортить инструмент, так как захват большой толщины может обернуться печальными последствиями для резца. Используя черновые инструменты для первичной обработки, а чистовые для окончательной можно продлить срок их службы и сделать работу более качественной.
Маркировка
Резец проходной прямой Т15К6 может стать отличным примером для разбора маркировки изделия, так как она ставится по материалу, который используется в основной режущей части. Здесь обозначено, что в данном твердосплавном материале титановольфрамовой группы имеется 15% титана и 6% кобальта.
что это такое, виды, геометрия, заточка, установка
Резец токарный: конструкция и разновидности. Основные элементы: державка, плоскости, кромки и углы. Виды токарного инструмента и их назначение. Заточка лезвия: правила и используемые абразивы. Настройка при установке на станок.
Основные элементы: державка, плоскости, кромки и углы. Виды токарного инструмента и их назначение. Заточка лезвия: правила и используемые абразивы. Настройка при установке на станок.
Точение различных изделий на токарном оборудовании выполняют посредством инструмента, который носит обобщающее название резец токарный. Резцовый инструмент классифицируется главным образом по функциональному назначению, от которого напрямую зависят конструктивные особенности отдельных видов, конструкция и конфигурация их лезвий. Другие классифицирующие признаки относятся к его ориентации во время рабочего процесса, виду режущей части, а также материала, из которого он изготовлен. Кроме токарных станков для металлообработки, существует аналогичное оборудование для точения изделий из дерева, резцы которого имеют отличную конструкцию и пригодны только для работы с древесиной и пластиками. Чтобы различать их с резцовым инструментом для токарной обработки металлов, в названии последнего часто употребляют словосочетание «резец по металлу».
Конструктивные элементы токарного резца
Основная часть токарного резцового инструмента имеет примерно одинаковую компоновку и конфигурацию основных частей. В основном они отличаются геометрией режущей части, что связано с функциональным назначением конкретного типа резцового инструмента. Кроме того, существует несколько технологий сочленения державки и режущей части, от которых зависит базовая конструкция токарных резцов. Тем не менее все модели имеют примерно одинаковый набор рабочих плоскостей и граней головки резца, участвующих в процессе резания. Кроме основных, непосредственно реализующих процесс снятия припуска, к ним также относятся элементы, ответственные за направленный отвод слоя удаленного металла, формирование и ломку стружки и пр. На рисунке ниже представлены классические элементы резца и их расположение на режущей части.
Одной из особенностей токарной обработки является то, что горизонтальное продольное движение резцового инструмента может осуществляться в двух направлениях: от шпинделя (вправо) и по направлению к нему (влево). Смена направления движения требует изменения ориентации режущих поверхностей, поэтому инструментальная промышленность производит токарный инструмент в обоих вариантах. Чтобы определить, правый это или левый резец, нужно поместить на него правую ладонь пальцами в сторону лезвия. Если большой палец будет справа от вершины, то это правый, а если нет — левый.
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов (см.
 правый рис. ниже).
правый рис. ниже).Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Проходные прямые, отогнутые и упорные
Самая распространенная токарная операция — это обточка внешних частей цилиндрических заготовок. При этом используют три базовые разновидности резцового инструмента, представленные на рисунке ниже.
Упорный резцовый инструмент предназначен для обточки длинных и нежестких изделий, т. к. его конструкция способствует меньшему изгибанию детали. Отогнутый резец имеет лезвие, расположенное под углом к державке, поэтому им можно работать на продольной подаче. Все резцы этого типа фиксируются в резцедержателе так, чтобы их вершина находилась напротив главной оси вращения станка. Одна из разновидностей прямого типа — пружинный резец, который имеет удлиненную и изогнутую режущую часть, пружинящую в процессе обработки. Проходной резцовый инструмент является наиболее массовым и универсальным, поэтому часто изготавливается неразборным из быстрорежущей инструментальной стали.
к. его конструкция способствует меньшему изгибанию детали. Отогнутый резец имеет лезвие, расположенное под углом к державке, поэтому им можно работать на продольной подаче. Все резцы этого типа фиксируются в резцедержателе так, чтобы их вершина находилась напротив главной оси вращения станка. Одна из разновидностей прямого типа — пружинный резец, который имеет удлиненную и изогнутую режущую часть, пружинящую в процессе обработки. Проходной резцовый инструмент является наиболее массовым и универсальным, поэтому часто изготавливается неразборным из быстрорежущей инструментальной стали.
Подрезные резцы
Основное предназначение данного инструмента — подрезка торцов и формирование уступов на вращающихся заготовках. Подрезные резцы работают на обоих направлениях подачи и поэтому могут формировать уступы под различными углами. Конструктивно это чаще всего быстрорежущие резцы сборного типа. На фото ниже — подрезка торца бронзовой заготовки.
Отрезные резцы
Этот вид токарного инструмента относится к группе канавочных и отрезных резцов.
 От проходных и подрезных его отличает специфическая форма режущей части. На ее лезвии по бокам от основной рабочей кромки располагаются две вспомогательные, обеспечивающие резание боковых плоскостей канавки. Помимо этого для снижения трения о боковые поверхности прорезаемого паза режущая часть имеет трапецеидальную форму с сужением в сторону державки. Головка такого инструмента, как правило, имеет усиленную форму, часто выгнутую вверх (т. н. петушковый резец). Отрезку рекомендуется производить как можно ближе к зажимному патрону, при этом режущая кромка должна устанавливаться точно против оси вращения, а корпус инструмента — строго перпендикулярно к плоскости резания. Отрезные работы выполняются на меньших скоростях, чем обточка, а при резании стали и твердых металлов в зону обработки обязательно должна подаваться СОЖ. На фото ниже — отрезка.
От проходных и подрезных его отличает специфическая форма режущей части. На ее лезвии по бокам от основной рабочей кромки располагаются две вспомогательные, обеспечивающие резание боковых плоскостей канавки. Помимо этого для снижения трения о боковые поверхности прорезаемого паза режущая часть имеет трапецеидальную форму с сужением в сторону державки. Головка такого инструмента, как правило, имеет усиленную форму, часто выгнутую вверх (т. н. петушковый резец). Отрезку рекомендуется производить как можно ближе к зажимному патрону, при этом режущая кромка должна устанавливаться точно против оси вращения, а корпус инструмента — строго перпендикулярно к плоскости резания. Отрезные работы выполняются на меньших скоростях, чем обточка, а при резании стали и твердых металлов в зону обработки обязательно должна подаваться СОЖ. На фото ниже — отрезка.Резьбонарезные внутренние и внешние резцы
Если при токарной обработке необходима высокая точность соотношения оси резьбы с другими плоскостями изделия, то в этом случае рекомендовано использовать резьбонарезные резцы.
 Технология нанесения резьбы резцовым инструментом основана на точном соответствии геометрических параметров его режущей части и резьбового профиля изделия. Независимо от вида резьбы при таких операциях подача должна быть обязательно синхронизирована с оборотами шпинделя. Конструктивно резцовый инструмент, используемый для наружной резьбы, является прямым, а для внутренней — отогнутым. На фото ниже — внешнее резьбонарезание.
Технология нанесения резьбы резцовым инструментом основана на точном соответствии геометрических параметров его режущей части и резьбового профиля изделия. Независимо от вида резьбы при таких операциях подача должна быть обязательно синхронизирована с оборотами шпинделя. Конструктивно резцовый инструмент, используемый для наружной резьбы, является прямым, а для внутренней — отогнутым. На фото ниже — внешнее резьбонарезание.Расточные резцы
Этот вид инструмента предназначен для токарной обработки внутренних цилиндрических поверхностей с целью достижения точной соосности с осью вращения детали. При токарной расточке затруднены стружкоудаление, отвод тепла и применение СОЖ, поэтому инструмент находится в более сложных условиях, чем при выполнении наружной обточки. Вследствие этого такое точение производится на меньших скоростях и небольших глубинах. Существует две основных разновидности резцового расточного инструмента: упорные и проходные. Первые предназначены для тупиковых отверстий, а вторые — для сквозных.
 Для расточки больших диаметров обычно используют инструментальные державки различной конфигурации, в которые в том числе могут устанавливаться и расточные резцы. На фото ниже — расточка.
Для расточки больших диаметров обычно используют инструментальные державки различной конфигурации, в которые в том числе могут устанавливаться и расточные резцы. На фото ниже — расточка.Сборный инструмент
Конструктивно токарные резцы выпускаются в двух основных разновидностях: цельнометаллическими и сборными. В первом случае все изделие выполнено из единого металлического бруска, на торце которого затачивается лезвие. Во втором цельнометаллическим является все, кроме лезвия, которое в таком изделии представляет собой режущую пластинку, зафиксированную на торце головки инструмента. Режущие пластинки в этом виде токарного инструмента могут крепиться напайным или механическим способом. В первом случае ее фиксируют с помощью пайки или сварки, а во втором — различными механическими приспособлениями, среди которых самые распространенные — это резьбовые элементы, прижимы и эксцентрики. Напайки и пластины для резцов изготавливают из специальных режущих материалов, среди которых основные — это инструментальная сталь, твердотельные сплавы и порошковые композитные материалы.

Главные правила при выборе токарного резца по металлу
При выборе токарного инструмента в первую очередь нужно четко представлять, для каких целей его предполагается использовать и на каких режимах он будет эксплуатироваться. Кроме того, важным критерием является и производственное назначение, от которого зависит и его стоимость. Инструмент, используемый при разовых токарных работах в ремонтном цехе, и тот, что применяется в серийном производстве, обладают разными эксплуатационными характеристиками и, соответственно, имеют разную цену.
Однако при прочих равных ключевым параметром все-таки является стойкость резца, которая зависит от материала его лезвия. Токарные резцы со сменными пластинами во многих случаях имеют самые лучшие характеристики, но при выходе из строя лезвия оно не точится, а подлежит замене. Цельнометаллический инструмент в этом отношении практичнее, т. к. износ резца ведет только к его переточке. Кроме того, форму режущей кромки у такого изделия можно задать по своему желанию.

Когда требуется заточка резца
Необходимость в заточке резцов для токарного станка возникает в двух ситуациях: при изготовлении нового инструмента и в случае его износа в процессе эксплуатации. Работать изношенным или неправильно заточенным резцовым инструментом нельзя, т. к. это ведет к резкой потере точности токарной обработки и снижению качества поверхности детали. Другими следствиями проблем с заточкой являются вибрация и избыточный нагрев.
Правила выполнения заточки
Целью заточки токарных резцов является приведение их поверхностей к заданным геометрическим характеристикам и придание надлежащей остроты режущим кромкам. Чтобы правильно заточить токарный инструмент, необходимо соблюдать технологию заточки и применять соответствующие материалу изделия абразивные круги. Также важно, чтобы заточной станок был оборудован регулируемым подручником, позволяющим фиксировать затачиваемый инструмент под необходимыми углами. Порядок заточки токарного резца выглядит следующим образом: первыми выводятся углы обеих задних поверхностей, а после их проверки и замера затачивается передняя. Последней операцией является доводка участков всех поверхностей в тех местах, где они прилегают к режущей кромке лезвия.
Последней операцией является доводка участков всех поверхностей в тех местах, где они прилегают к режущей кромке лезвия.
Применяемые инструменты
На станке для заточки токарных резцов должны быть установлены два шлифкруга с разными абразивами: из электрокорунда и зеленого карбида кремния. Первый предназначен для заточных работ по инструментальной стали, а второй круг применяют при заточке твердосплавных материалов.
 Притирка и доводка, которая является финишной операцией, производится на отдельном точильно-шлифовальном станке с минимальными биением и высокими оборотами. Здесь абразивным инструментом служат эльборовые или алмазные шлифкруги.
Притирка и доводка, которая является финишной операцией, производится на отдельном точильно-шлифовальном станке с минимальными биением и высокими оборотами. Здесь абразивным инструментом служат эльборовые или алмазные шлифкруги.Как установить резец на станке
Токарный инструмент крепится на каретке подвижного суппорта с помощью одинарного или многопозиционного резцедержателя. Чтобы правильно установить резец, его необходимо точно выверить относительно главной оси станка в перпендикулярном и параллельном направлениях. Режущая кромка большинства токарных резцов должна находиться строго напротив оси вращения, что требует настройки инструмента по высоте. Для этого обычно используют пластины из мягкой стали разной толщины, которые подкладывают под его основание. Важным условием установки также является жесткая фиксация резца, поэтому он должен зажиматься без люфтов и зазоров.
Режущая кромка большинства токарных резцов должна находиться строго напротив оси вращения, что требует настройки инструмента по высоте. Для этого обычно используют пластины из мягкой стали разной толщины, которые подкладывают под его основание. Важным условием установки также является жесткая фиксация резца, поэтому он должен зажиматься без люфтов и зазоров.
Если кто-нибудь из читателей имеет опыт работы на токарном станке, подскажите, пожалуйста, сколько токарного инструмента и какого типа необходимо иметь в домашней мастерской. Ждем вашего ответа в комментариях к этой статье.
Резцы токарные проходные упорные прямые ГОСТ 18879-73
Резцы токарные проходные упорные прямые ГОСТ 18879-73 используются для протачивания заготовок вдоль оси ее вращения, для чистовой обработки, подрезки деталей с уступами, имеет режущую кромку перпендикулярно направленную к оси детали и применяют при обтачивании ступенчатых валов с подрезкой уступа под углом 90° к оси.
Резцы изготавливаются из следующих сплавов:
- ВК8 — универсальный сплав для точения, фрезерования чугуна, черновая и получистовая обработка жаропрочных и нержавеющих сталей, а также цветных металлов.
 Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.
Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.
 Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.
Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.- Т5К10 — универсальный сплав для получистовой обработки сталей с широкой областью применения. Используется в неблагоприятных условиях для фрезерования непрерывных поверхностей. Высокая стойкость сплава к пластической деформации допускает работу на повышенных режимах.
- Т15К6 — сплав используется для обработки углеродистых, легированных, инструментальных сталей. Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.
Таблица нормалей для резцов токарных проходных упорных прямых ГОСТ 18879-73
| Размеры (мм) | ВК | ТК | ||
| Правые | Левые | Правые | Левые | |
| 20х12х120 | 2101 — 0009 | 2101 — 0010 | 2101 — 0053 | 2101 — 0054 |
| 25х16х140 | 2101 — 0013 | 2101 — 0014 | 2101 — 0057 | 2101 — 0058 |
| 32х20х170 | 2101 — 0015 | 2101 — 0016 | 2101 — 0059 | 2101 — 0060 |
В таблице представлены основные нормали. Консультацию по всему спектру вам окажет специалист нашей компании.
Консультацию по всему спектру вам окажет специалист нашей компании.
резцы проходные
Резцы проходные являются наиболее распространённым инструментом при токарной обработке. В этой статье мы рассмотрим, как изготовить такой резец своими руками, какие бывают проходные резцы, их углы установки и углы режущих кромок и другие нюансы.
Эта статья будет продолжением серии статей на сайте о токарных станках, о инструментах и приспособлениях для токарной обработки в гаражной мастерской. О приспособлениях для токарных станков я уже писал и желающие могут почитать о них вот здесь и вот тут. Ну а о грамотной заточке и доводке токарных резцов своими руками советую почитать и посмотреть видео вот в этой статье.
А в этой статье мы подробно рассмотрим об основном инструменте при токарной обработке — проходном резце.
Для начала рассмотрим какие бывают проходные резцы, из чего их изготавливают, их углы заточки, способы крепления твёрдосплавных пластинок этих резцов и другие нюансы.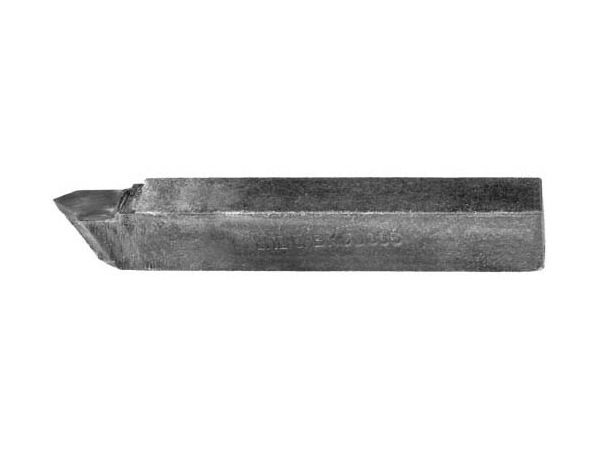 А в конце будет рассказано и показано как изготовить своими руками отогнутый проходной резец со сменной твёрдосплавной пластинкой в домашних условиях.
А в конце будет рассказано и показано как изготовить своими руками отогнутый проходной резец со сменной твёрдосплавной пластинкой в домашних условиях.
Резец проходной предназначен для продольного обтачивания наружных цилиндрических поверхностей, а для токарной обработки уступов и торцевых поверхностей служат подрезные резцы. Однако некоторые типы проходных (такой как я сделал в видеоролике под статьёй и на рисунке 1 ниже) и подрезных резцов используют как для продольного, так и для поперечного обтачивания поверхностей.
Проходные резцы бывают чистовые и черновые. Черновые резцы предназначены для грубого обтачивания заготовок, так называемой обдирки (и поэтому некоторые их называют обдирочными). А чистовые резцы предназначаются для окончательной обработки поверхностей и получения более высокого класса обработки поверхности заготовки. Ниже мы подробно рассмотрим виды проходных резцов.
Токарные отогнутые проходные резцы.
Такие резцы наиболее распространены в токарной обработке из-за удобства и широких возможностей и именно как я изготовил такой резец, мной был заснят видеоролик, который можно посмотреть под этой статьёй. Благодаря отогнутой головке, такие резцы позволяют обработать поверхность детали, которая расположена очень близко от кулачков токарного патрона.
Благодаря отогнутой головке, такие резцы позволяют обработать поверхность детали, которая расположена очень близко от кулачков токарного патрона.
I — продольное протачивание, II — поперечное протачивание
И используются такой резец проходной как для продольного (см. рисунок 1.I), так и для поперечного точения (рисунок 1.II).Такие резцы выполняют правыми и левыми, в зависимости от того, в какую сторону отогнута головка.
Прямые проходные резцы.
I — правый проходной резец, II — левый проходной резец
Эти резцы предназначены для продольного обтачивания деталей. Также как и отогнутые резцы, могут быть как правые (см. рисунок 2.I), которые применяются при обычном направлении движения суппорта станка, так и левые (рисунок 2.II), которые применяют при точении в направлении от передней бабки к задней.
Прямые проходные резцы наиболее просты в изготовлении из-за простой (не отогнутой) формы державки.
Упорные проходные резцы.
I — подрезание торцовых поверхностей (уступов), II — торцовое обтачивание.
Эти резцы служат для продольного обтачивания деталей (см. рисунок 3.I) и одновременного подрезания торцовых поверхностей уступов (в конце прохода). Если развернуть резцедержатель с таким резцом на некоторый угол (см. рисунок 3.II) о можно использовать такой резец и для торцового обтачивания торца детали.
Наиболее широко применяются упорные проходные резцы при обработке нежёстких деталей, а также ступенчатых заготовок.
Чистовые проходные резцы.
I — для обтачивания открытых мест, II — для обтачивание труднодоступных мест.
Такие резцы используются в основном для обтачивания с малой подачей и отличаются они от обычных проходных резцов большим радиусом закругления (r=2-5 мм).
Для обтачивания открытых мест на деталях используют прямые резцы, которые работают в обе стороны (см. рисунок 4.I). А для обтачивания труднодоступных мест используют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
рисунок 4.I). А для обтачивания труднодоступных мест используют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
Чистовые проходные широкие резцы.
Эти резцы предназначены для чистового обтачивания деталей, причём с большими подачами. Но при этом эти резцы обычно снимают очень малый слой металла с заготовки.
b — ширина режущей кромки, s — подача.
При больших подачах (s<b смотрите рисунок 5) вполне возможно получить поверхность обрабатываемой детали 7-го класса шероховатости. Но главным образом используют такие резцы при токарной обработке жёстких деталей.
Ниже будет рассмотрены различные варианты проходных резцов, которые отличаются друг от друга в зависимости от крепления режущих пластинок.
Токарные резцы с механическим креплением режущих пластинок.
Крепление пластинок в специальном гнезде разрезанной пружинящей державки.
Конструкция таких резцов, (которые были разработаны ещё в прошлом веке в институте технологии в ГДР) предусматривает крепление твёрдосплавных пластинок симметричной формы в разрезанных державках, с помощью одного или двух винтов (с внутренним шестигранником). Такие проходные резцы показаны на рисунке ниже.
Такие проходные резцы показаны на рисунке ниже.
Под номером I и II показано крепление твёрдосплавных пластинок цилиндрической формы, а под номером III показано закрепление квадратной пластинки, под номером IV показана закреплённая пластинка прямоугольной формы, ну и под номером V показан пример закреплённой треугольной пластинки.
По мере затупления в процессе работы, пластинки просто переворачиваются в державке, что позволяет использовать её без переточки достаточно долго.
Токарные резцы конструкции шведской фирмы.
Одна из инструментальных шведских фирм разработала способ крепления твёрдосплавных режущих пластинок 2 (см. рисунок ниже) к державке 1 с помощью планки 3 стружколомателя, а так же с помощью прижимной планки 5 и винта 4, который имеет резьбу (как правую, так и левую) и внутренние грани в своей головке под шестигранный ключ.
Стружколоматель 3 и прижимная планка 5 имеют три типоразмера, а основание (державка резца) выпускают восьми типоразмеров.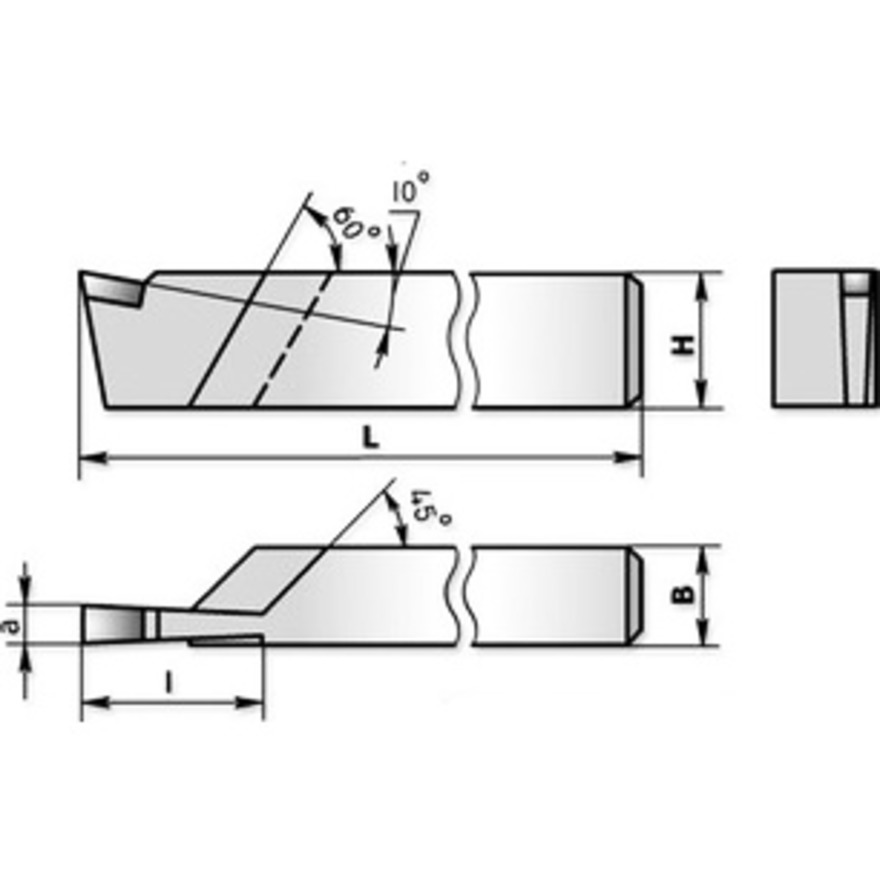 И сочетание этих элементов резца с пластинками разной формы, позволяет токарю получить множество разных вариантов проходных резцов (и не только проходных).
И сочетание этих элементов резца с пластинками разной формы, позволяет токарю получить множество разных вариантов проходных резцов (и не только проходных).
Особенностью конструкции таких резцов является точечный контакт прижима 5 и планки 3. Причём прижимная планка 5 имеет по периметру кольцевой выступ, что обеспечивает достаточно жёсткое и надёжное крепление пластинки, при упоре в кольцевую выемку основания 1.
Токарные резцы конструкции токаря А. П. Аграфенина.
Такой резец состоит из державки 1 к которой при помощи подвижного упора 3 и винта 4 закрепляется твёрдосплавная (или метало-керамическая) пластинка 2. При этом задняя поверхность сменной режущей пластинки опирается на клинообразный буртик А на краю державки и под действием сил резания заклинивается в державке (корпусе). Ну и конечно же буртик препятствует сдвигу режущей пластинки.
Следует учесть, что при сборке резца подвижный упор 3 устанавливают так, чтобы между ним и буртиком А свободно входила режущая пластинка на 0,75 своей длины. Затем делаем лёгкое постукивание, при котором режущая пластинка занимает такое положение, при котором вылет из корпуса её вспомогательной режущей кромки составляет 1 мм.
Затем делаем лёгкое постукивание, при котором режущая пластинка занимает такое положение, при котором вылет из корпуса её вспомогательной режущей кромки составляет 1 мм.
И при этом между пластинкой и опорной поверхностью в корпусе (державке) создаётся клиновой просвет примерно в 0,2 — 0,3 мм.
После приложения силы резания (нагрузки на пластинку) пластинка надёжно и плотно заклинивается в державке (корпусе резца). Если потребуется сменить пластинку, то она расклинивается при помощи лёгкого постукивания. Следует учесть, что в такой конструкции подвижный упор 3 служит ещё и стружколомателем. Подобную конструкцию имеют и упорно-проходные резцы такого же типа.
Резцы с механическим креплением многогранных неперетачиваемых режущих (сменных) пластинок.
Большинство проходных резцов (и не только проходных) были разработаны ещё в прошлом веке в ВНИИ и особенность таких резцов — это то, что сменная пластинка используется многократно и без переточек (пластинка просто разворачивается другой гранью, взамен затупившейся) и пластинка просто утилизируется, когда все её грани затупятся.
По конструкции такой резец (см. рисунок чуть ниже) представляет собой державку 1, в которую запрессован штифт 3, на который свободно (с зазором примерно 0,2 — 0,3 мм) надевают многогранную твёрдосплавную пластинку 2.
Купить, или просто посмотреть твёрдосплавные сменные пластинки отличного качества, желающие могут кликнув вот на эту ссылку.
Закрепление этой пластинки осуществляется за счёт заклинивания её между штифтом 3 и задней опорной стенкой державки с помощью специального клина 5 и винта 4. При этом пластинка надёжно и плотно прижимается к опорной поверхности корпуса резца (державки).
Как показано на рисунке, пластинка при изготовлении на заводе снабжается выкружкой для завивания стружки и ещё упрочняющей фаской на передней поверхности (ширина фаски 0,2 — 0,3 мм). Причём передний угол на выкружке положительный и необходимое значение задних углов обеспечивается за счёт установки пластинки под нужным углом на корпусе державки (угол составляет примерно 15 — 18° относительно оси державки).
Описанная конструкция крепления сменной пластинки немного сложна для самостоятельного выполнения в домашних условиях, да и не подойдёт она для слишком мелких резцов небольших токарных станков (например школьных «тэвашек»), так как все детали придётся делать очень мелкими. Поэтому для более мелких резцов можно закрепить сменную пластинку более простым способом, как сделал я в видеоролике под этой статьёй.
И если сделать ступеньку на державке достаточно точно, и точно просверлить отверстие для зажимного винта, то есть добиться того, чтобы при затяжке винта пластинка плотно притягивалась своей задней гранью к ступеньке (буртику на державке) то такое крепление, не смотря на свою простоту, довольно надёжное.
К тому же ступенька выполнена так, что при нагрузке задняя кромка пластинки заклинивается в ступеньке, ведь ступенька и опорная площадка под пластинку сделаны с углом (примерно 10 — 15° по отношению к оси державки). Державку желательно изготовить из углеродистой стали 40Х, 40Х13, или из стали 45, 50.
Изготовление отогнутых резцов с помощью штампа. 1 — матрица, 2 — давящий паунсон.
Причём державка отогнутого резца изготовлена (и показана мной в видеоролике ниже) не методом гибки, как делают это на заводе с помощью специальных штампов и как показано на рисунке слева, а более простым способом, просто вырезанием и обтачиванием из куска стали.
Многогранные пластинки выпускают трёх, четырёх, пяти, и шестигранной формы. Ну а размеры проходных резцов с многогранными пластинками практически не отличаются от размеров резцов с припаянными твёрдосплавными пластинками той же высоты.
Трёхгранные пластинки имеют углы равные 80º, при рабочих вершинах, и они используются для проходных упорных резцов с главным углом в плане φ=90º (см. рисунок под буквой а ниже).
А четырёхгранные пластинки предназначены для резцов, которые работают с врезанием, с углами φ=45º (как на рисунке под буквой б и как изготовленный мной резец в видеоролике под статьёй) и бывают с углом 60º как на рисунке под буквой в.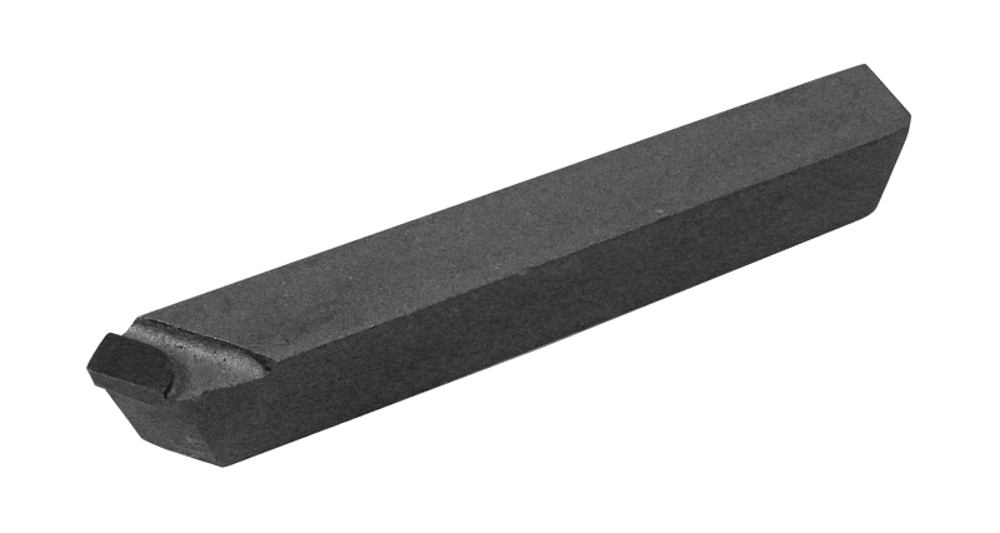 Ну и бывают с углом φ75º как на рисунке под буквой г, они как правило с таким углом крепления пластинки обтачивают не жёсткие детали.
Ну и бывают с углом φ75º как на рисунке под буквой г, они как правило с таким углом крепления пластинки обтачивают не жёсткие детали.
Ну и пятигранные и шестигранные пластинки применяют для проходных резцов с углами φ=60º (под буквой д) и с углами φ45º — показано под буквой е.
Ещё следует отметить, что многогранные сменные пластинки выпускаются двух форм — без стружколомающих канавок (для обработки чугуна) и с стружколомающими канавками.
Что ещё хотелось бы сказать: эти резцы имеют большое преимущество перед резцами с напаянными пластинками. Так как при их использовании ощутимо сокращаются затраты рабочего времени на протачивание детали и к тому же обеспечивается отличный отвод стружки.
Единственный минус, это то, что цена многогранных сменных пластинок примерно на 30% выше, чем стоимость напайных твёрдосплавных и металлокерамических пластинок, предназначенных для резцов проходных и других.
Ну и ниже будут показаны таблицы и рисунок с основными углами токарных резцов.
Металлорежущий инструмент: резцы токарные с пластинами из твердого сплава
Продажа резцов токарных с пластинами из твердого сплава напайных для металлообрабатывающих станков со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на металлорежущий инструмент запрашивайте в отделе инструментов.
РЕЗЦЫ ТОКАРНЫЕ с пластинами из твердого сплава напайные.
Резцы сборные с механическим креплением пластины для различных токарных работ: наружное точение, проточка торцев, выточек, фасок, радиусные галтели, обработка сквозных и глухих отверстий.
Применяются при точении, растачивании на токарных универсальных станках, токарных станках с ЧПУ, токарных обрабатывающих центрах. Резцы оснащены сменными твердосплавными режущими пластинами и опорными пластинами.
Резцы сборные с механическим креплением сменных многогранных неперетачиваемых твердосплавных пластин изготовленных в кооперации и с применением высококачественных комплектующих и пластин фирмы «TaeguTec» (Южная Корея). Инструмент обеспечивает значительное повышение производительности труда, повышение скоростей резания за счет применения прижимов повышенной жесткости, оптимальной геометрии режущих пластин, повышение точности обработки, значительное уменьшение затрат при эксплуатации.
Резцы токарные проходные прямые с пластинами из твердого сплава.
Пластины по ГОСТ 25396-82, ГОСТ 25395-82. |
|
Обозначение |
по ГОСТ 18878-73 |
|
|
|
|
||
|
Угол врезки =10° |
Угол врезки =0° |
||||||
|
Правый Левый |
Правый Левый |
||||||
|
2100-0027 |
2100-0028 |
2100-0069 |
2100-0070 |
1 |
16х12 |
|
0,151 |
|
-0403 |
-0404 |
-0463 |
-0464 |
2 |
16х12 |
0,151 |
|
|
-0007 |
-0008 |
-0051 |
-0052 |
1 |
16х16 |
80 |
0,16 |
|
-0011 |
-0012 |
-0055 |
-0056 |
1 |
20х12 |
120 |
0,225 |
|
-0405 |
-0406 |
-0465 |
-0466 |
2 |
16х12 |
0,225 |
|
|
-0029 |
-0030 |
-0071 |
-0072 |
1 |
20х16 |
0,301 |
|
|
-0407 |
-0408 |
-0467 |
-0468 |
2 |
20х16 |
0,301 |
|
|
-0013 |
-0014 |
-0057 |
-0058 |
1 |
20х20 |
100 |
0,314 |
|
-0017 |
-0018 |
-0059 |
-0060 |
|
25х16 |
140 |
0,439 |
|
-0409 |
-0410 |
-0469 |
-0470 |
2 |
20х16 |
0,439 |
|
|
-0031 |
-0032 |
-0073 |
-0074 |
1 |
25х20 |
0,55 |
|
|
-0411 |
-0412 |
-0471 |
-0472 |
2 |
25х20 |
0,55 |
|
|
-0019 |
-0020 |
-0061 |
-0062 |
1 |
32х20 |
170 |
0,853 |
|
-0413 |
-0414 |
-0473 |
-0474 |
2 |
25х20 |
0,853 |
|
|
-0033 |
-0034 |
-0075 |
-0076 |
1 |
32х25 |
1,067 |
|
|
-0415 |
-0416 |
-0475 |
-0476 |
2 |
32х25 |
1,067 |
|
|
-0021 |
-0022 |
-0063 |
-0064 |
1 |
40х25 |
200 |
1,57 |
|
-0417 |
-0418 |
-0477 |
-0478 |
2 |
40х25 |
1,57 |
|
|
-0035 |
-0036 |
-0077 |
-0078 |
1 |
40х32 |
2,01 |
|
|
-0419 |
-0420 |
-0479 |
-0480 |
2 |
40х32 |
2,01 |
|
Резцы токарные проходные отогнутые с пластинами из твердого сплава.
Пластины по ГОСТ 25395-82. |
|
Обозначение |
по ГОСТ 18877-73 |
|
|
|
||
|
Угол врезки =10° |
Угол врезки =0° |
|||||
|
Правый Левый |
Правый Левый |
|||||
|
2102-0005 |
2102-0006 |
2102-0055 |
2102-0056 |
25х16 |
140 |
0,452 |
|
-0029 * |
-0030 * |
-0079 * |
-0080 * |
25х20 |
170 |
0,69 |
|
-1115 * |
-1116 * |
-1117 * |
-1118 * |
25х25 |
0,855 |
|
|
-0009 * |
-0010 * |
-0059 * |
-0060 * |
32х20 |
0,875 |
|
|
-0031 * |
-0032 * |
-0081 * |
-0082 * |
32х25 |
1,099 |
|
|
-1119 * |
-1121 * |
-1122 * |
-1123 * |
32х32 |
1,407 |
|
|
-0013 * |
-0014 * |
-0063 * |
-0064 * |
40х25 |
200 |
1,640 |
* Поставляются по спецзаказу.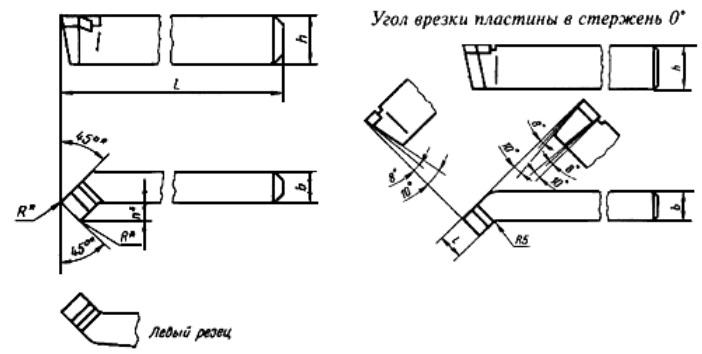
Резцы токарные проходные упорные отогнутые с пластинами из твердого сплава.Предназначены для обработки валов на проход и в упор на токарных станках. Пластины по ГОСТ 25426-82, ГОСТ 25396-82. |
|
Обозначение |
по ГОСТ 18879-73 |
|
|
|
||
|
Угол врезки =10° |
Угол врезки =0° |
|||||
|
Правый Левый |
Правый Левый |
|||||
|
2103 -0007 |
2103 -0008 |
2103 -0057 |
2103 -0058 |
25х16 |
|
0,44 |
|
-1111 * |
-1112 * |
-1131 * |
-1132 * |
25х25 |
0,687 |
|
|
-0009 * |
-0010 * |
-0059 * |
-0060 * |
32х20 |
170 |
0,854 |
* Поставляются по спецзаказу.
Резцы токарные расточные с пластинами из твердого сплава.
|
Для растачивания сквозных |
Для растачивания глухих |
Токарные резцы для растачивания сквозных отверстий (ГОСТ 18882-73).
|
Обозначение |
по ГОСТ 18882-73 |
|
|
l |
Ø наименьшего |
|
|
Угол врезки =10° |
Угол врезки =0° |
|||||
|
2140-0001 |
2140-0021 |
16х16 |
120 |
25 |
|
0,2 |
|
-0002 |
-0022 |
140 |
40 |
0,22 |
||
|
-0003 |
-0023 |
140 |
35 |
|
0,24 |
|
|
-0004 |
-0024 |
170 |
60 |
0,27 |
||
|
-0005 |
-0025 |
20х20 |
140 |
40 |
|
0,36 |
|
-0006 |
-0026 |
170 |
70 |
0,4 |
||
|
-0007 |
-0027 |
170 |
50 |
|
0,46 |
|
|
-0008 |
-0028 |
200 |
80 |
0,5 |
||
|
-0009 |
-0029 |
|
200 |
70 |
|
0,85 |
|
-0010 |
-0030 |
240 |
100 |
0,99 |
 ,
,Токарные резцы для растачивания глухих отверстий (ГОСТ 18883-73).
|
Обозначение |
по ГОСТ 18883-73 |
|
|
l |
Ø наименьшего |
|
|
Угол врезки =10° |
Угол врезки =0° |
|||||
|
2141-0002 |
2141-0022 |
16х16 |
120 |
25 |
|
0,2 |
|
-0003 |
-0023 |
140 |
40 |
0,22 | ||
|
-0004 |
-0024 |
140 |
35 |
|
0,24 |
|
|
-0005 |
-0025 |
170 |
60 |
0,27 |
||
|
-0006 |
-0026 |
20х20 |
140 |
40 |
|
0,36 |
|
-0007 |
-0027 |
170 |
70 |
0,4 |
||
|
-0008 |
-0028 |
170 |
50 |
|
0,46 |
|
|
-0009 |
-0029 |
200 |
80 |
0,5 |
||
|
-0010 |
-0030 |
|
200 |
70 |
|
0,85 |
|
-0011 |
-0031 |
240 |
100 |
0,99 |
Марку твердого сплава указывать при заказе (Т5К10, ВК8).
По специальному заказу возможна поставка с другими марками твёрдого сплава.
| Резцы токарные отрезные с пластинами из твердого сплава. |
|
Обозначение |
Сечение резца, |
Длина, |
|
Пластина |
Масса, |
|
2130-0001 |
16х10 |
100 |
3 |
13492 |
0,12 |
|
-0005 |
20х12 |
120 |
4 |
13532 |
0,21 |
|
-0009 |
25х16 |
140 |
5 |
13572 |
0,38 |
|
-0013 |
32х20 |
170 |
6 |
13592 |
0,75 |
|
-0017 |
40х25 |
200 |
8 |
13612 |
1,34 |
Резцы токарные резьбовые с пластинами из твердого сплава
для наружной метрической резьбы.

|
|
Марку твердого сплава указывать при заказе (Т5К10, ВК8). ВНИМАНИЕ: |
|
Обозначение |
Сечение резца, |
Длина, |
Шаг резьбы, |
Пластина |
Масса, |
|
2660-0001 |
16х10 |
100 |
0,5…2,5 |
11130 |
0,18 |
|
-0003 |
20х12 |
120 |
0,8…3,0 |
11190 |
0,25 |
|
-0005 |
25х16 |
140 |
1,25…5 |
11210 |
0,38 |
|
-0007 |
32х20 |
170 |
2…6 |
11230 |
0,75 |
Резцы токарные расточные для координатных расточных станков (КРС)
с пластинами из твердого сплава.
|
|
2142-4020. |
ТУ2-035-898-82. Резцы применяются в качестве режущей части блоков расточных с микрометрической регулировкой. Марку твердого сплава указывать при заказе (Т5К10, ВК8). По специальному заказу возможна поставка с другими марками твёрдого сплава. |
|
Обозначение |
Минимальный диаметр |
|
|
Масса, |
|
2140-4008 |
|
12 |
55 |
0,033 |
|
-01 |
70 |
0,037 |
||
|
-02 |
|
55 |
0,039 |
|
|
-03 |
70 |
0,047 |
||
|
-04 |
90 |
0,057 |
||
|
-05 |
18 |
90 |
0,073 |
|
|
-06 |
115 |
0,092 |
||
|
-07 |
140 |
0,11 |
||
|
-08 |
|
90 |
0,144 |
|
|
-09 |
115 |
0,167 |
||
|
-10 |
140 |
0,189 |
||
|
-11 |
|
90 |
0,2 |
|
|
-12 |
115 |
0,223 |
||
|
-13 |
140 |
0,245 |
||
|
-14 |
25 |
|
90 |
0,184 |
|
-15 |
115 |
0,225 |
||
|
-16 |
140 |
0,269 |
||
|
-17 |
165 |
0,3 |
||
|
-18 |
|
90 |
0,24 |
|
|
-19 |
115 |
0,28 |
||
|
-20 |
140 |
0,325 |
||
|
-21 |
165 |
0,366 |
||
|
-22 |
30 |
|
165 |
0,377 |
|
-23 |
200 |
0,455 |
||
|
-24 |
|
165 |
0,433 |
|
|
-25 |
200 |
0,511 |
||
|
-26 |
|
|
115 |
0,15 |
|
-27 |
140 |
0,162 |
||
|
-28 |
10 |
12 |
70 |
0,037 |
|
Обозначение |
Длина, |
Масса, |
|
2142-4020 |
25 |
0,0095 |
|
-01 |
32 |
0,0106 |
| Резцы токарные подрезные отогнутые. | Режущая пластина ГОСТ 25397-90. |
|
Обозначение по ГОСТ 18880-90 |
|
L |
n |
R |
|
|||
|
Угол врезки пластины 10° |
Угол врезки пластины 0° |
|||||||
|
правый |
левый |
правый |
левый |
|||||
|
2112-0101 |
— |
2112-0103 |
— |
12х12 |
100 |
6 |
0,4 |
0,116 |
|
-0084 |
— |
-0086 |
— |
16х10 |
110 |
5 |
0,130 |
|
|
-0011 |
— |
-0051 |
— |
16х12 |
100 |
7 |
0,156 |
|
|
-0003 |
— |
-0053 |
— |
20х12 |
125 |
6 |
0,240 |
|
|
-0013 |
-0014 |
-0055 |
-0056 |
20х16 |
120 |
8 |
0,270 |
|
|
-0005 |
-0006 |
-0057 |
-0058 |
25х16 |
140 |
8 |
0,446 |
|
|
-0015 |
-0016 |
-0061 |
-0062 |
25х20 |
140 |
11 |
0,8 |
0,561 |
|
-0007 |
-0008 |
-0063 |
-0064 |
32х20 |
170 |
10 |
0,865 |
|
|
-0017 |
-0018 |
-0065 |
-0066 |
32х25 |
170 |
13 |
1,094 |
|
|
-0009 |
-0010 |
-0067 |
-0068 |
40х25 |
200 |
12 |
1,597 |
|
|
-0019 |
-0020 |
-0071 |
-0072 |
40х32 |
200 |
13 |
2,052 |
|
|
-0021 |
-0022 |
-0073 |
-0074 |
50х32 |
240 |
14 |
3,790 |
|
различных типов токарных инструментов, которые можно использовать в токарной обработке с ЧПУ
Токарные режущие инструменты — это инструменты, которые можно использовать с токарными станками для производства токарных деталей и придания материалам нужной формы. Они являются важной частью обработки с ЧПУ. Однако мы не располагаем обширными знаниями об их использовании, поскольку существует множество типов токарных инструментов.
Таким образом, в этой статье будут представлены различные типы токарных инструментов, которые вы можете использовать в своем проекте обработки. Он сделает это, познакомив вас с тем, что такое токарный станок, и с различными операциями на токарном станке.Затем он подробно остановится на различных типах токарных инструментов, используемых при обработке с ЧПУ и токарной обработке с ЧПУ, и о том, как выбрать правильные типы режущих инструментов. Давайте погрузимся прямо в дело.
Что такое токарный станок?Токарный станок — это станок с ЧПУ, который можно использовать для изготовления токарных деталей. Он может придавать различным материалам желаемую форму с помощью нескольких токарных режущих инструментов с помощью нескольких операций, например токарной обработки, подрезки, накатки, сверления, торцевания, растачивания и резки. Ниже приводится краткое объяснение типичных операций токарных режущих инструментов, которые вы используете в своем проекте обработки.
Обычные операции с токарным режущим инструментомВ зависимости от токарного станка существуют различные операции токарной резки, которые можно выполнить, чтобы получить желаемую форму. Ниже приведены токарные операции, распространенные при обработке с ЧПУ:
·
ТорцеваниеТорцевание — это первый шаг в большинстве токарных операций. Он включает в себя обрезку металла с конца, чтобы он располагался под прямым углом к оси.
·
КонусностьКонусность включает резку металла до конической формы с помощью составного суппорта.В зависимости от требований вы также можете изменить угол, отрегулировав составной суппорт.
·
Параллельная токарная обработкаПараллельная токарная обработка предполагает резку материала параллельно оси. Это важная операция токарного режущего инструмента, используемая для уменьшения диаметра материала.
·
ОтрезкаОтрезка — это удаление детали так, чтобы она была обращена к концу. Это включает в себя использование инструмента для пробора, который мы представим позже. Вы можете сделать разрез глубже, вытащив отрезной инструмент и перенеся его на сторону разреза.
Классификация токарных режущих инструментовСуществуют три основные классификационные категории токарных режущих инструментов: материал, применение и метод подачи. Ниже приведены сведения о различных классификациях и соответствующих режущих инструментах для токарных станков.
Классификация по материаламЭто классификация токарных режущих инструментов по их композиционным материалам. Ниже приведены распространенные типы токарных инструментов, классифицируемые по типу материала.
·
Инструмент из быстрорежущей сталиЭто токарный режущий инструмент с кромкой из быстрорежущей стали. Поэтому они идеально подходят для черновой и получистовой обработки.
·
Твердосплавный инструментРежущая кромка токарного инструмента изготовлена из твердого сплава. Поэтому они идеально подходят для резки железа, пластика, стекла, камня, стали и других сложных материалов.
·
Алмазный дискАлмаз — очень твердый и износостойкий материал.Он имеет низкий коэффициент трения, высокий модуль упругости, высокую теплопроводность и низкий коэффициент теплового расширения. Следовательно, токарные режущие инструменты с алмазной режущей кромкой идеально подходят для прецизионной обработки хрупких, износостойких, подходящих и твердых материалов, таких как графит.
·
Прочие материалыРежущая кромка этих токарных инструментов изготавливается из других материалов, таких как кубический нитрид бора и керамика. Поэтому они идеально подходят для черновой обработки и резки твердых сплавов.
Классификация токарных режущих инструментов по использованиюЭто классификация токарных режущих инструментов по их функциям. Ниже приведены распространенные типы токарных инструментов, классифицированные в зависимости от их использования.
·
Токарный инструментСуществует два основных типа токарных инструментов с точки зрения их использования: токарные инструменты для черновых токарных станков и токарные инструменты для чистовых токарных станков.
Инструменты для черновой токарной обработки
Инструменты для черновой токарной обработки используются для удаления больших частей заготовки за очень короткое время.У них есть угол шлифования, который позволяет снимать, и они могут выдерживать максимальное давление резания.
Инструменты для чистовой токарной обработки
Инструменты для чистовой токарной обработки — это токарные инструменты для чистовой обработки, используемые для удаления мелких деталей из заготовки. Уголок отшлифован, и, судя по названию, конечный продукт имеет гладкую и аккуратную поверхность.
·
Расточный инструментРастачивание — это токарный инструмент, используемый для увеличения отверстия.Эти токарные режущие инструменты вставляются в уже существующее отверстие и используются для увеличения диаметра отверстий.
·
Инструмент для снятия фаскиИнструмент для снятия фаски — это токарный токарный режущий инструмент, используемый для создания бороздки на детали. Его также можно использовать для создания гладких или опасных кромок на заготовке.
·
Инструмент для накаткиИнструменты для накатки — это тип токарного инструмента, который может изготавливать детали токарного станка с накаткой путем создания определенного рисунка в круглом сечении.Таким образом, вы можете использовать их как захват для ручек или крепежа, такого как гайки.
·
Инструмент для отрезкиИнструмент для отрезки — это инструмент с узким лезвием, используемый для отрезания кусков материала от заготовки. Он имеет множество форм и применений, которые широко используются, что указывает на то, что он функционирует как токарный и режущий инструмент.
·
Инструмент для нарезания резьбыИнструмент для нарезания резьбы применяется для нарезания резьбы на детали токарного станка. Есть две основные формы: нарезание внутренней и наружной резьбы.Нарезание внешней резьбы предполагает, что заготовка удерживается в патроне или устанавливается между двумя центрами. Однако при нарезании внутренней резьбы деталь удерживается в патроне, в то время как инструмент перемещается по нему в линейном формате, удаляя стружку с заготовки, когда она проходит мимо нее.
·
Инструмент для торцеванияИнструмент для торцевания — это токарный режущий инструмент, используемый для резки плоской поверхности, перпендикулярной оси вращения детали. Держатель инструмента, расположенный на каретке токарного станка, удерживает инструмент во время процесса, так что он может подавать перпендикулярно оси вращения детали.
Классификация режущих инструментов токарного станка по способу подачи подачиЗдесь описывается, как режущий инструмент обращен к заготовке и в каком направлении ваш токарный станок вращает заготовку. Следовательно, согласно этому способу классификации, существует три типа токарных инструментов: правый инструмент, левый инструмент, круглый наконечник.
·
Правосторонний инструментПравосторонний токарный режущий инструмент удаляет материал при движении справа налево (это только вид сверху, при этом передняя поверхность остается наверху).Название «правый инструмент» было использовано на основе аналогии с человеческой рукой. Большой палец правой руки показывает направление подачи инструмента. Таким образом, основная режущая кромка инструмента находится с левой стороны инструмента.
·
Левосторонний инструментВ отличие от правостороннего токарного режущего инструмента, левый режущий инструмент удаляет материал при движении слева направо (при виде сверху поверхность граблей остается видимой). Большой палец левой руки показывает направление подачи инструмента.Следовательно, основная режущая кромка инструмента находится с правой стороны инструмента.
·
Инструмент с круглым концомТокарный инструмент с круглым концом не имеет задней или боковой грабли. Таким образом, инструмент подается слева направо или справа налево от станины токарного станка. Однако в некоторых случаях инструмент с круглым носом может иметь небольшую заднюю кромку. Из-за круглой кромки токарные инструменты с круглым концом являются популярными инструментами при чистовой токарной обработке.
Как выбрать режущий инструмент для токарного станкаВыбор режущего инструмента для токарного станка требует понимания определенных факторов, связанных с оборудованием.Ниже приведены очень важные факторы, которые необходимо учитывать при выборе режущих инструментов для токарных станков
Тип материалов
Тип обрабатываемого материала является основным фактором, определяющим тип токарных инструментов, которые вы можете использовать. Важные свойства, на которые вы должны обратить внимание перед выбором режущего инструмента для токарного станка, включают: твердость, износостойкость, ударную вязкость и жесткость. Эти свойства играют важную роль в типах токарных инструментов, которые вы можете использовать.Например, для очень твердых материалов требуются твердосплавные или алмазные инструменты.
Форма инструментаФорма режущего инструмента токарного станка также является еще одним фактором, который следует учитывать при выборе. Расположение режущей кромки также определяет направление, в котором инструмент будет резать (правые инструменты, левые инструменты и инструменты с круглым концом).
Желаемая формаКаждый токарный режущий инструмент, указанный в классификации по использованию, может иметь заданную форму.Следовательно, вы должны интегрировать желаемую форму с необходимыми режущими инструментами токарного станка. Из-за сложности большинства продуктов для обработки с ЧПУ вам может потребоваться выбрать несколько токарных режущих инструментов.
Выбор режущего инструмента для токарного станка может быть немного проблематичным, если вы новичок в механической обработке с ЧПУ и токарных процессах с ЧПУ. Поэтому вместо того, чтобы беспокоиться о том, сколько вам нужно знать, почему бы не воспользоваться услугами профессионалов в такой области. В RapidDirect есть инженеры с многолетним опытом в области обработки с ЧПУ и токарной обработки с ЧПУ, которые разбираются в различных типах токарных режущих инструментов и их применении.Выбирая нас, вы получаете доступ к многолетнему опыту и отношению к качественной доставке. Просто свяжитесь с нами. Мы к вашим услугам!
Загрузите файлы и начните работу с RapidDirect уже сегодня!
Часто задаваемые вопросы Для чего используются режущие инструменты?Режущие инструменты, также известные как фрезы, представляют собой инструменты, используемые для удаления частей заготовки. Они устанавливаются на токарный станок, который используется для обработки материалов и придания им желаемых форм.Примерами токарных режущих инструментов являются расточные инструменты, инструменты для снятия фасок и т. Д.
Какие типы токарных режущих инструментов? Есть много видов токарных режущих инструментов. У них много классификаций. Однако наиболее распространенные классификации включают:
Использование: токарный инструмент, расточный инструмент, инструмент для снятия фасок, инструмент для нарезания канавок и т. Д.
Материал: инструмент из быстрорежущей стали, твердосплавный инструмент, алмазный диск, другие материалы и т. Д.
Метод подачи подачи : правый инструмент, левый инструмент, инструмент для круглого шланга.
Токарный режущий инструмент является важной частью любой обработки с ЧПУ или токарной обработки с ЧПУ. Тем не менее, существует множество токарных режущих инструментов, которые не отличаются от многих инженеров. Чтобы упростить его, в этой статье рассказывается о различных типах токарных инструментов. Он продемонстрировал различные классификации режущих инструментов токарных станков и способы их выбора. Прочитав эту статью, вы узнаете о различных типах токарных инструментов и их функциях.
Высокоскоростные токарные станки по стали и твердосплавные фрезы — снова
Эта тема была задушена до смерти, но несколько лет назад распродажа, объявленная в каталоге Enco, побудила провести несколько экспериментов с инструментами из быстрорежущей стали и твердосплавными пластинами. Этот пост предназначен для HSM и посвящен тому, что хорошо работает на небольших токарных станках, которые обычно можно найти в домашнем магазине. Вот материалы, которые были оценены, и их стоимость:- Заготовка из быстрорежущей стали 1/4 M2, шлифовка вручную по 1,10 долл. США за штуку (Enco 383-5316, производитель: Interstate) с заводским держателем в 4-позиционной стойке, инструмент всегда по центру (без регулировочных шайб)
- Резцедержатели 5/8 для пластин, набор из 5 предметов $ 35.00 (Enco TG250-1402) с 3/8 I.C. твердосплавные пластины, 10 по 3 доллара США каждая (Enco TG340-1014, производитель: Interstate). Державки были изменены таким образом, что фрезы всегда находятся по центру (без прокладок).
(Обратите внимание, что сменные державки + фрезы можно получить по более низкой цене у других дистрибьюторов.)
Вот пять различных державок; есть правый и левый инструмент для обработки уступа, правый и левый угловой «черновой» инструмент (идентичный первым двум, за исключением того, что режущая поверхность ориентирована под углом 30 градусов) и «своего рода» резьбонарезной инструмент (не не имеет достаточного бокового рельефа для нарезания крупной резьбы).
Мое первое впечатление заключалось в том, что некоторые из этих державок могут не понадобиться, в зависимости от стойки токарного станка. Слегка повернув стойку инструмента, два инструмента для поворота под прямым углом («под прямым углом» в том смысле, что они обычно расположены под углом 90 градусов к оси поворота) могут выполнять те же операции, что и два угловых державки.
Резцедержатель «резьбонарезной» также может быть заменен другими в комплекте — одна и та же пластина используется для всех державок (угол 60 градусов).Единственная причина для предпочтения любого из инструментов (кроме правого или левого) — это удобство, такое как близость / натяжение к / с патроном или задней бабкой.
Державки, предназначенные для «заплечика», могут не пригодиться для HSM, если глубина резания не мала. Большинство небольших токарных станков не любят выполнять такой рез (режущая кромка параллельно уступу) без жалоб: типичное явление — чрезмерное вибрирование и следы от инструмента. Чтобы выполнить операцию запрессовки без дребезга, частота вращения шпинделя должна быть ЗАМЕДЛЕНА, что иногда сводит на нет цель твердосплавного инструмента по сокращению времени обточки.
Однако есть альтернатива для небольших токарных станков. Можно повернуть с желаемой скоростью / подачей почти до заплечика, а затем выключить двигатель, оставив подачу включенной (это также способ, которым я подхожу к некоторым работам с одноточечной резьбой на небольшом токарном станке).
После того, как шпиндель заведен, шпиндель / заготовку можно вращать вручную, пока не будет достигнут размер заплечика — в этот момент отключите подачу и продолжайте вращать шпиндель вручную, пока не получите чистую поверхность без вибрации. .Обычно это занимает всего один или два хода.
Более традиционный метод — вероятно, тот, который использует большинство из нас — это повернуть диаметр к уступу с помощью фрезы, расположенной под углом (так, чтобы поверхность была слегка вогнутой), без учета вибрации. Затем вытащите режущий инструмент (с поперечным суппортом), повернув его к уступу на размер без следов вибрации и перпендикулярно оси токарного станка.
Я не использую резцедержатель QC на моем меньшем токарном станке; они снижают жесткость на малых токарных станках , IMO.Заказанные мною державки нужно было модифицировать, чтобы они подходили к моей 4-ходовой части, чтобы пластины находились точно на центральной линии шпинделя (я не использую прокладки). Я намеренно купил больший набор, чтобы можно было подогнать их под свой токарный станок.
Чтобы режущая кромка держалась близко к краю четырехходового резцедержателя, а не свешивалась слишком сильно, мне нужно было удалить 1,50 дюйма из длины хвостовика. Чтобы разместить режущий инструмент на центральной линии шпинделя, необходимо было удалить около 0,060 с нижней части державок.
Ни одна из этих модификаций не создала бы проблемы, если бы державки были изготовлены из (типичного) полутвердого материала, такого как 4140. Но, к моему удивлению (и радости), державки были ЗАВЕРШЕННЫМИ — я не ожидал этого от скромно- ценовой набор. Обычно можно отколоть лишнюю длину абразивным отрезным кругом в шлифовальном станке, но мой шурин позаимствовал мой компрессор примерно на месяц назад для проекта автоматического восстановления (примечание для себя: когда компрессор возвращается, удалите колеса и выбросьте их, чтобы не брать взаймы в будущем).
Я установил абразивно-отрезной круг в обрезной фрезер и вырезал хвостовик держателя. Державка была помещена в тиски фрезы (перевернутой, на параллели), а толщина уменьшена до размера в вертикальной фрезере. (Эту операцию можно было бы выполнить в три раза быстрее и с лучшими результатами на горизонтальном стане, но на момент написания статьи у меня не было твердосплавного инструмента для этого станка.)
Скорость шпинделя фрезы составляла 3200 об / мин, и в цангу была установлена твердосплавная концевая фреза с 4 зубьями 1/4 дюйма.С державкой, прочно зажатой в тисках фрезы, перемещение всех салазок было сведено к минимуму за счет затягивания / фиксации фиксаторов клинка. Половину лишнего материала удалили за три продольных прохода со скоростью около двух дюймов в минуту. Более мелкая подача удаляла остаток материала (четыре прохода со скоростью около одного дюйма в минуту).
Тонкая подача была необходима, чтобы избежать напряжения на конце хрупкой концевой фрезы. Как мы знаем, вертикальный фрезерный станок не является жестким станком, поэтому следует проявлять осторожность… даже при выходе фрезы из разреза может быть достаточно изгиба для стружки режущей кромки, если используется быстрая подача.Вот урезанный держатель со вставкой, установленный в четырехходовой стойке для инструментов; обратите внимание на опору под углом стойки инструмента:
Вы также можете просмотреть эти сообщения:
http://www.hobby-machinist.com/threads/sharpening-cutting-tools.32987/
http://www.hobby-machinist.com/thre … ting-tools-on-small-токарные станки. 32266 / # post-273258
Мы знаем, что есть две основные причины, по которым твердосплавные режущие инструменты предпочитают быстрорежущую сталь:
- Воспользуйтесь преимуществами более высокого шпинделя скорости (в три раза быстрее, чем HSS).
- Способность обрабатывать материал, который слишком твердый для инструмента из быстрорежущей стали (как в приведенном выше примере, где закаленные хвостовики державок можно было подобрать только твердосплавным резцом, шлифовальным станком или электроэрозионным электроэрозионным инструментом).
Я не так хорошо знаком с современной твердосплавной оснасткой, но практическое правило, которое я использовал для настройки скорости, составляет около 300 SFPM — по сравнению с примерно 100 SFPM для HSS. Это примерно соответствует скорости шпинделя (в об / мин) 1200 / диаметр, где диаметр — это диаметр заготовки (для токарных станков) или диаметр фрезы (для фрез и инструментов для резки по всему периметру) в дюймах.
Мы могли бы оценить практичность использования твердого сплава, рассмотрев заготовку СРЕДНЕГО диаметра (та, которая удовлетворяет 75% наших потребностей).В моем случае это, вероятно, будет около 0,5 дюйма в диаметре. Используя мое эмпирическое правило, это означает, что скорость шпинделя составляет 2400 об / мин. Мой небольшой токарный станок старый, а максимальная скорость шпинделя составляет около 2200 об / мин. Это достаточно высокий уровень, так что карбид, очевидно, пригодится для повышения производительности в моем случае.
Для тех из вас, кто регулярно обрабатывает детали меньшего размера , ваш токарный станок может не иметь достаточно высоких оборотов шпинделя, чтобы сделать твердый сплав хорошим выбором — вам нужно будет вращать до 4800 оборотов в минуту, чтобы в полной мере использовать твердосплавные инструменты. поворот 0.Например, заготовки диаметром 25 мм.
Вот примерная оценка среднего диаметра стальной заготовки, которая может эффективно использоваться с твердым сплавом на основе максимальной частоты вращения вашего токарного станка:
- Если максимальная частота вращения шпинделя составляет 1200 об / мин, наименьший диаметр, при котором можно эффективно использовать карбид, будет около одного дюйма
- Если максимальная частота вращения шпинделя составляет 2400 об / мин, наименьший диаметр, при котором можно эффективно использовать твердый сплав, составляет около 0,5 дюйма
- Если ваша максимальная частота вращения шпинделя составляет 3600 об / мин, наименьший диаметр, при котором можно эффективно использовать твердый сплав, составляет около 0.3 дюйма
Хотя твердосплавные режущие инструменты очень твердые, они не очень острые. Из-за хрупкости материала бессмысленно пытаться получить лезвие бритвы (даже если возможно), которое будет скалываться при первом контакте с заготовкой.
Это означает, что трудно добиться жестких допусков и чистовой обработки тонких заготовок из-за отклонения заготовки (из-за давления инструмента) и «хлыста», вызванного увеличением числа оборотов шпинделя. Однако это может не быть проблемой, если вы не боитесь глубины резания.
Жесткий малый токарный станок может обрабатывать низкоуглеродистую сталь с глубиной резания (DOC) 0,250 острым инструментом с тонкой подачей. Вывод: снимите материал за один проход, если возможно, верно? Компромисс — прогиб (заготовка становится конической).Это может не быть проблемой для многих приложений — конечно, в зависимости от конуса.
И это то, что мы собираемся исследовать в этой очень краткой оценке. Все эксперименты будут проводиться на моей маленькой «Компактной восьмерке». Эта машина очень жесткая, потому что соотношение длины направляющих к ширине направляющих невелико (около 5: 1), он довольно тяжелый, а четырехсторонний инструментальный стержень имеет хорошую опору. Станок, вероятно, более жесткий, чем средний 12-дюймовый азиатский токарный станок с резцедержателем QC.Это старое фото машины:
Я купил подержанный токарный станок более тридцати лет назад, и в то время он казался дорогим, но на нем можно было производить точные детали в разумные сроки. Токарный станок обычно удаляет кубический дюйм мягкой стали в минуту с помощью острого инструмента из быстрорежущей стали, и мы скоро узнаем, как он работает с твердосплавными пластинами.
Хотя токарный станок, кажется, установлен на хрупкой конструкции, основание было подставкой для 100-галлонного аквариума (содержащего около 600 фунтов воды).Стенд был дополнительно усилен за счет приварки опор канала под верхом и приварки распорок из черной трубы ко всем опорам. (Токарный станок 8 x 18 весит около 450 фунтов.)
Простые тесты, которые я разработал для сравнения практического качества режущей кромки, не включают в себя эзотерические измерения углов или исследование режущих кромок под микроскопом — даже срок службы инструмента. Обычно они не подходят для гаражных машинистов, LOL, как я.
Я просто собираюсь сравнить пластину с достаточно острой фрезой из быстрорежущей стали, сделав легкий рез (что сложно сделать с твердосплавными инструментами, когда требуется точность), используя оба типа инструментов на длине стального кабелепровода 3/4. без поддержки конца.Я сделал одно небольшое изменение в инструменте HSS: я сделал небольшой радиус на кончике так, чтобы он приближался по форме к кончику вставки. Если бы я этого не сделал, сравнение качества поверхности было бы бесполезным.
Ожидается, что материал будет отклоняться от режущей кромки, поскольку длина неподдерживаемого кабелепровода будет установлена на три дюйма. Я использовал инструмент из быстрорежущей стали при 415 об / мин, а твердосплавную пластину — при 1330 об / мин. Они консервативны для соответствующих материалов инструмента, но я ограничен доступными комбинациями шкивов на моем самом маленьком токарном станке.После выполнения одного прохода при DOC около 0,035 и скорости подачи 0,005 ipr была измерена величина сужения от конца до конца, как показатель отклонения (и, следовательно, остроты инструмента).
Инструмент из быстрорежущей стали 1/4 отклоняется на 0,00055 радиальных дюймов, чистота поверхности оценивается примерно в 32 микродюйма
Инструмент 3/8 I.C. Твердосплавная пластина отклонена на 0,00155 радиальных дюймов, качество поверхности оценивается от 32 до 63 микродюймов
Никаких сюрпризов: HSS обеспечила меньший прогиб и более качественную отделку, как и следовало ожидать, в то время как твердосплавная пластина удаляла такое же количество материала примерно в три раза быстрее с в три раза большим прогибом.Несомненно, чистовую обработку твердосплавной пластины можно было бы улучшить, отточив наконечник алмазным напильником, но это могло бы произойти за счет увеличения стойкости инструмента.
(Интересно, что измерение диаметров трубопровода было непростым делом из-за тонкой толщины стенки, остающейся после поворота. Небольшая сила, создаваемая крутящим моментом микрометрового наконечника, была достаточной для небольшого отклонения стенки трубопровода, поэтому был использован метод «годен / не годен».)
Следующий тест, также связанный с остротой кромок, предложит относительное количество энергии, необходимое для удаления одного и того же объема материала с одинаковых стержней с помощью различных инструментов.Давайте задумаемся об этом… простые тесты измеряют потребление тока электродвигателем токарного станка как показатель проделанной работы.
Я, конечно, мог бы это сделать, но результаты могут оказаться бесполезными — сопротивление обмотки двигателя будет меняться по мере нагрева, поэтому потребление тока также изменится, если только двигатель не охладится в течение длительного периода времени. Моей целью было провести тесты за тридцать минут, а затем потратить тридцать минут на запись результатов (кстати, я не справился).
Я решил использовать методы, аналогичные методам Ньютона и других первых экспериментаторов, работающих с мощностью и энергией, путем измерения количества тепла, производимого режущим инструментом. Я провел инфракрасные измерения температуры деталей до и после удаления фиксированного количества материала обоими типами режущих инструментов. Предполагается, что повышение температуры дает хорошее представление об объеме работы, выполняемой каждым инструментом.
Испытуемая заготовка представляет собой CRS диаметром 3/4, длина реза составляет 2 дюйма с использованием тех же скоростей шпинделя, которые указаны выше при точении стального канала.Один проход 0,100 DOC и 0,005 ipr был сделан для каждого инструмента, и разница в температуре была отмечена сразу после выполнения резки. Это был первый тест, в котором были проблемы, которые будут описаны ниже. Вот фотография инструмента из быстрорежущей стали 1/4, который готовится к повороту стержня 3/4:
Измерения температуры и прогиба во время первого испытания не дали смысла. Инструмент из быстрорежущей стали плавно резал без СОЖ, в то время как твердосплавная пластина мгновенно вызывала ужасный стук (помните, что заготовка не поддерживается на конце) и требовала СОЖ для всего резания; нет смысла измерять повышение температуры.
Дребезжание снова указывало на отсутствие острого края на твердосплавной пластине — заготовка имела тенденцию отклоняться и создавать вибрацию, которая требовала применения охлаждающей жидкости, чтобы «успокоиться». FWIW съем материала составил 0,42 куб. Дюйма / мин для фрезы из быстрорежущей стали и 1,36 куб. Дюйма / мин для твердосплавной пластины.
Я просверлил две тестовые заготовки так, чтобы они могли опираться на заднюю бабку, и повторил два теста, за исключением использования 0,050 DOC без изменения скорости вращения шпинделя для соответствия меньшим диаметрам (напомним, что образцы для испытаний были уменьшены с.От 750 до 0,550 диаметра). Ни на одной из деталей не использовалась охлаждающая жидкость, и при поддерживаемой работе не было никаких вибраций.
Обработка поверхности по внешнему виду была аналогична чистоте поверхности, о которой сообщалось на двух кусках кабелепровода, повернутых ранее. То есть, HSS давала немного более гладкую поверхность, чем твердосплавная пластина, и то и другое было приемлемо для требований к чистоте 63 микродюймов.
Повышение температуры детали с использованием инструмента из быстрорежущей стали составило 16 градусов Цельсия, в то время как температура детали, обработанной твердосплавной пластиной, поднялась на 32 градуса.Можно сделать (довольно разумное) предположение, что для удаления того же количества материала твердосплавной пластиной требовалось примерно вдвое больше мощности.
Для приложений HSM это может не иметь смысла с экономической точки зрения (стоимость электроэнергии обычно не имеет значения). Но это предполагает дополнительную нагрузку на вашу машину из-за необходимости работать вдвое тяжелее для получения того же результата. Опять же, это неудивительно, это было общеизвестно на протяжении десятилетий.
Было интересно сравнить твердосплавные пластины с твердосплавными инструментами с квадратным припоем 3/8 дюйма, которые я обычно использую.Пластины кажутся более острыми (в зависимости от качества поверхности), хотя это может происходить за счет увеличения стойкости инструмента. Однако с тремя режущими поверхностями на каждой пластине я бы ожидал, что пластина прослужит столько же, сколько твердосплавный инструмент (при условии, что ни одна из них не была заточена в течение всего срока службы). Первоначальные затраты на инструмент между пластиной и твердосплавной фрезой примерно равны.
Что касается качества резки, стоимости и износа на токарном станке, HSS выигрывает, если только заготовку не слишком сложно резать без использования твердого сплава или если не учитывать время.Прогиб заготовки при использовании твердого сплава почти в три раза больше, чем при использовании HSS, в то время как скорость вращения может быть в три раза выше, ЕСЛИ ваш токарный станок может выдерживать более высокие обороты. Чаще всего это не относится к токарным станкам с поворотом более 10 дюймов, поэтому преимущество в производительности может быть потеряно для работы с малым диаметром.
Я не вижу причин менять свою давнюю привычку черновой обработки твердым сплавом, если необходимо удалить большое количество металла (кубические дюймы), и чистовую токарную обработку HSS.Однако столкновение могло бы быть другим делом. Я определенно могу использовать эти пластины для обработки больших заготовок, когда я не хочу беспокоиться о замене ремней при изменении диаметра резания. Мне кажется, что эти пластины производят не в три раза больше производительности, а в пределах от 1-1 / 2 до вдвое большей эффективности.
Когда необходимо удалить менее одного кубического дюйма материала, нет особых причин отдавать предпочтение твердому сплаву перед HSS, учитывая преимущества последнего в отношении отделки поверхности и чистовой обработки.Как и при каждой новой работе, целесообразно иметь набор инструментов, способных справиться с 95% материалов и операций, с которыми, вероятно, придется столкнуться. Я не мог работать только на HSS. Точно так же я не мог работать только с твердосплавными пластинами, будь то пластинки или припой.
Это, вероятно, то, как мой 4-ходовой резцедержатель (на моем самом маленьком токарном станке) какое-то время будет выглядеть: 1/4 HSS в держателе, 3/8 I.C. твердосплавная пластина в державке, отрезной инструмент из быстрорежущей стали 3/32 x 1/2 в державке и одна станция для заготовок для любых деталей…
Обратите внимание, что этот тест был ОЧЕНЬ ограниченным по объему, основанным только на одной конфигурации и твердосплавном материале.У меня нет текущих знаний о твердосплавных инструментах, поэтому вполне может быть лучший выбор, чем набор инструментов и вставки, которые я купил.
Карбидный токарный станок с ЧПУ по дереву Токарные фрезы для ножей Инструменты
Этот токарный станок по дереву с ЧПУ представляет собой твердосплавный токарный станок по дереву новой конструкции, он используется с токарным станком по дереву с ЧПУ, значительно сокращает время смены инструмента в течение одного рабочего дня. Этот нож для токарного станка по дереву устраняет необходимость в частой заточке, которая очень распространена при токарной обработке дерева.Повышена производительность и снижена стоимость производства.
Этот токарный станок по дереву с ЧПУ представляет собой твердосплавный токарный станок по дереву новой конструкции, он используется с, значительно сокращает время смены инструмента в течение одного рабочего дня. Этот нож для токарного станка по дереву устраняет необходимость в частой заточке, которая очень распространена при токарной обработке дерева. Повышена производительность и снижена стоимость производства.
Сменное твердосплавное токарное полотно для токарного станка, которое, как никакой другой инструмент, устраняет усталость, безопасность и эффективность.Они разработаны для легкого удаления большого количества материала на любом проекте токарной обработки древесины без необходимости заточки.
Фрезы Материал:
Держатель ножа: сталь 40Cr, размер 20 * 20 * 150 мм или 25 * 25 * 150 мм
Лезвие ножа: высококачественный твердый сплав
Длина лезвия: 40 мм
Угол резания: 17 градусов
Радиус кончика лезвия: 0,75 мм, или 1 мм, или 1,5 мм
Толщина лезвия: 13 мм
Твердость лезвия: 91-91,5 HRC
Карбидные биты для токарных станков по дереву наши твердосплавные токарные инструменты, которые по крайней мере в 20 раз более устойчивы к износу, чем быстрорежущая сталь, которая обычно используется в более совершенных токарных инструментах по дереву.Твердость лезвия из твердого сплава долот токарных станков по дереву до 91 HRC, супер противоизносные свойства.
2, Высокая точность
Погрешность линии в пределах 0,1 мм, кончик фрезы сглаживается более чем на 95%, обеспечивает отличную поверхность, когда станок использует два набора токарных фрез.
Токарные фрезы для токарных станков по дереву Применимые материалы:
Красное дерево, розовое дерево, твердая древесина, древесина средней твердости, пластик, акрил, углеродное волокно, смола и т. Д. Также может получить хорошую поверхность при работе с мягкой и мягкой древесиной .
Твердосплавные полотна для токарных станков по дереву Уведомление:
Поскольку это дерево для токарных станков с ЧПУ изготовлено из твердого сплава, высокой твердости, оно более хрупкое, чем быстрорежущая сталь. Чтобы избежать повреждения инструментов, нам лучше избегать контакта с песком, мелкими камнями, гвоздями, уплотнением и т. Д. Когда тогда нож для токарного станка по дереву с ЧПУ не острый, нам лучше заменить его, чтобы избежать повреждения лезвия.
При заточке твердосплавных токарных инструментов по дереву используйте алмазный круг и воду.
Оплата может быть произведена через Western Union, Paypal, T / T.
Добро пожаловать на ваш запрос!
13 различных типов токарных инструментов
Получите все необходимые токарные инструменты для вашего следующего деревообрабатывающего проекта. Откройте для себя различные типы токарных инструментов для машин любого размера и для различных областей применения.
Токарные инструменты используются на токарном станке, который представляет собой формовочный станок с вращающимся приводом для поворота заготовки вокруг своей оси против различных инструментов.Токарные станки используются для формовки дерева, металла и других материалов, используемых в самых разных областях. Они также используются для обработки металла, прядения металла, обработки стекла и дерева.
На токарных станках можно использовать широкий спектр инструментов, таких как фрезы или режущие инструменты, инструменты с твердосплавными напайками, токарные инструменты для токарных станков, отрезные инструменты на токарных станках и сверла.
Инструмент для торцевания / токарной обработкиИсточник: Amazon
Инструмент для торцовки / токарной обработки станет неотъемлемой частью вашего опыта работы с токарным станком.У вас должен быть доступ к этому инструменту, если вы хотите сократить срок хранения товара. Он также способен изготавливать меньший диаметр, поэтому вы можете видеть, как это пригодится для различных проектов. Когда вы собираетесь выполнять работу, вам нужны подходящие инструменты, и это станет основным продуктом для всех, кто использует токарный станок для резки.
Этот инструмент для торцовки будет очень просто установить на ваш токарный станок. Независимо от того, используете ли вы револьверный токарный станок, двигатель или настольный токарный станок, он будет работать идеально.Он отлично подойдет, и вы без проблем сможете поместить в него все свои режущие инструменты. Выполнять точные работы намного проще, если на вашем токарном станке есть надежный токарный инструмент.
Этот блок здесь также сделан из стали, поэтому вы можете сказать, что он выдержит регулярное использование. Это инструмент, который с годами пригодится вам много раз. Это один из самых важных инструментов для токарного станка. Это также очень доступный инструмент, поэтому у вас не возникнет проблем с добавлением его в свою коллекцию.
Расточная оправкаРасточные оправки пригодятся, когда вам нужно сделать отверстие больше, чем оно есть. Если вам нужно освободить место для больших шурупов в детали, которую вы строите, или если вам нужно отверстие большего размера по какой-либо другой причине, вам следует обратиться к ней. Расточная оправка может легко просверлить имеющееся отверстие и расширит для вас площадь. Важно понимать, что для правильной работы этого инструмента обязательно должно быть отверстие.
Тем не менее, это будет важно иметь под рукой, когда вы в этом нуждаетесь. Это может значительно облегчить вашу жизнь, если вы собираете стол или что-то еще, в котором для правильной сборки потребуются отверстия. Бывают случаи, когда вам нужно, чтобы отверстия были больше, и использование расточной оправки сделает процесс очень быстрым. Вы можете использовать его не так часто, как некоторые другие токарные инструменты, но он пригодится вам, когда придет время.
К счастью, покупка одного из этих удобных инструментов не будет стоить вам слишком много денег.Вы можете приобрести набор расточных оправок по очень разумной цене, а затем использовать их всякий раз, когда вам это нужно. Существуют разные насадки для расточной оправки, которые пригодятся, когда вам понадобится определенный размер. Учтите это и убедитесь, что у вас есть подходящие размеры.
Инструмент для снятия фаскиИсточник: Amazon
Инструменты для снятия фаски часто используются, когда кому-то нужно отрезать кромку детали. Это также полезно для создания фаски на краю заготовки, так что вы сможете значительно упростить эту работу, если у вас будет один из этих инструментов.Сверла на вашем инструменте для снятия фасок должны быть прочными, чтобы хорошо выполнять свою работу. Хорошая идея — купить очень мощный набор, чтобы сделать задачу максимально простой.
Этот инструмент для снятия фасок изготовлен из твердого сплава хрома и молибдена 42, поэтому он отлично подойдет для ваших целей. Это будет хорошей покупкой для вас, когда вам понадобится один из этих инструментов. Это рентабельно, и вы сможете использовать этот инструмент в течение очень долгого времени. Покупка чего-то действительно прочного всегда принесет вам пользу, потому что вы можете полагаться на эти инструменты в течение многих лет.
Найти инструменты для снятия фаски несложно, и вы можете даже захотеть купить один в комплекте с другими токарными инструментами. Вы можете приобрести комплекты токарных станков, внутри которых будут инструменты для снятия фаски. Если вам нужно несколько токарных станков, это может быть эффективным способом получить несколько вещей, которые вам нужны. Покупка самих инструментов для снятия фасок — еще один отличный способ позаботиться о ваших потребностях, поэтому просто не торопитесь, чтобы принять правильное решение.
Инструмент для накаткиИнструменты для накатки используются, когда люди создают какие-то ручки.Их можно использовать и для других целей, но для правильной обработки ручек нужен инструмент для накатки. Инструмент для накатки позволяет вам правильно захватить ручку, чтобы вы могли выполнять с ней необходимую работу. Вам понадобится инструмент для накатки в тех ситуациях, когда требуется усиленный захват для безопасного и правильного выполнения задачи.
Вы можете настроить этот накатной инструмент в соответствии с вашими потребностями, что значительно упростит выполнение вашего проекта. Эти накатные инструменты не то, что вы легко найдете повсюду, поэтому вам, возможно, придется поискать один.Получить инструмент для накатки в Интернете будет очень просто, но вы можете не найти его в местном хозяйственном магазине, если у них нет очень надежного инвентаря. Некоторым это может быть неудобно, но если вы посмотрите вокруг, вам не понадобится много времени, чтобы найти одного из них.
Он очень легко устанавливается на ваш токарный станок, поэтому вам не придется беспокоиться о том, что это будет трудоемкий процесс. Накатывающий инструмент сможет хорошо удерживать предметы, не оказывая чрезмерной нагрузки на токарный станок.Им будет действительно удобно владеть, так что сделайте все возможное, чтобы купить его сегодня. Это окажется хорошим решением, и вам понравится увеличенный захват, который он обеспечивает на многих объектах.
Инструмент для отрезкиИсточник: Amazon
Инструменты для отрезки — один из самых важных инструментов, которые вы можете приобрести для своего токарного станка. Независимо от того, какую работу вы планируете выполнять на токарном станке, вполне вероятно, что в какой-то момент вам понадобится одна из них. Их используют для укорачивания вещей или отрезания определенных участков инвентаря.Это будет иметь решающее значение, когда вы попытаетесь все соединить должным образом.
У вас должна быть возможность изменять размер частей как можно более эффективно. Хороший отрезной инструмент, который можно использовать на токарном станке, упростит задачу. Укорочение элемента не займет у вас слишком много времени, и вы сможете работать очень точно. Это сделает ваше время работы на токарном станке намного более приятным, и это поможет вашему проекту стать лучше.
Инструменты разделения очень распространены, поэтому вы сможете купить их в большинстве крупных розничных продавцов оборудования.Просто убедитесь, что модель, которую вы покупаете, подходит для ваших целей и будет работать с вашим токарным станком. Это поможет вам получить максимальную отдачу от опыта и избавит вас от любых потенциальных разочарований. Использование этого инструмента для пробора станет большим подспорьем в ваших проектах, поэтому обязательно купите его как можно скорее.
Инструмент для нарезания каналовИнструменты для нарезания каналов в основном используются для нарезания каналов в заготовке.Это пригодится, когда вам нужно иметь неглубокие канавки или канавки круглой формы. Вы обнаружите, что это необходимо для правильного завершения многих проектов, поэтому имеет смысл иметь в наличии инструмент для ченнелинга. Это не тот инструмент, который вы используете на токарном станке чаще всего, но время от времени он будет использоваться.
Приобрести режущий инструмент станет проще, если вы купите его в комплекте с другими токарными инструментами. Показанный здесь набор инструментов невероятно высокого качества изготовлен из высокоуглеродистой инструментальной стали.Наконечники инструментов сделаны из твердого сплава, поэтому они идеально подходят для ваших целей. Это позволит вам выполнять множество различных задач, и вам не придется беспокоиться о поиске подходящего инструмента для этой задачи.
С твердосплавным наконечником нарезать каналы в вашей ложи будет настолько просто, насколько это возможно. Приобрести набор инструментов, который будет хорошо работать долгие годы, окупается. Эти инструменты сделаны из прочных материалов и отлично работают на вашем токарном станке. Попробуйте их, и вы обязательно убедитесь, что они вам по душе.
Долота деревообрабатывающиеИсточник: Amazon
Одним из самых важных инструментов для деревообработки, который будет в вашем распоряжении, является долото. Эти долота помогут вам делать много разных вещей. Этот конкретный набор стамески для деревообработки состоит из пяти различных долот, которые служат разным целям. Долота имеют длину десять дюймов, а лезвия составляют четыре дюйма этой длины.
Это действительно хорошая покупка, если вы только начинаете покупать инструменты, необходимые для вашего токарного станка.Эти стамески для деревообработки поставляются в действительно красивой деревянной коробке, так что вы можете хранить их в безопасности, пока они не используются. Если у вас есть доступ к этим инструментам, вам будет намного проще выполнять свои задачи по деревообработке. Если вам нужен инструмент для чистки или отрезной инструмент, этот набор вам подойдет.
Изготовление различных деревянных изделий будет намного проще, если у вас будет такой надежный набор стамески по дереву, как этот. Пытаетесь ли вы создать бейсбольную биту или собираете свой собственный стол, они определенно пригодятся.Для облегчения работы вам понадобятся подходящие инструменты для вашего токарного станка. Покупка хорошего набора стамески для деревообработки станет благом для ваших усилий, и вам не придется тратить непомерную сумму денег, чтобы получить то, что вам нужно.
Связанные: 55 типов инструментов
Долото косоеКосое долото входит в комплект стамески для деревообработки, приведенной выше, но было бы хорошо упомянуть его назначение конкретно. Косые стамески — это то, что вы используете, когда вам нужно придать дереву гладкую поверхность.Вы часто будете сталкиваться с грубым куском дерева, который нуждается в последних штрихах, чтобы приблизить его к завершению. Косое долото окажется для вас бесценным, когда вы стремитесь завершить свои проекты.
На рынке вы найдете много различных типов косых зубил. Они бывают разных форм и размеров, поэтому вы можете захотеть приобрести несколько из них в разных стилях. Это позволит повысить эффективность косого долбления, поскольку вы сможете выбрать долото, которое больше подходит для конкретной задачи.Обычно покупают косые стамески в комплекте с другими вариациями стамески.
Эти долота изготовлены с учетом эргономики, и пользоваться ими очень приятно. Ручки изготовлены из домашнего ясеня и выдержат испытание временем. Косое долото в этом наборе можно использовать долгие годы. У него даже есть красивый деревянный футляр для переноски, чтобы вы могли носить его с собой в разные места.
Связанные: 55 типов инструментов
Канавки шпинделяИсточник: Amazon
Канавки шпинделя— еще один ключевой инструмент, к которому вам понадобится доступ.Эти долота шпинделя отличаются от обычного долота тем, для чего они используются. Вы будете использовать свои шпиндельные выемки, чтобы вставлять бухты в свои куски дерева. Это термин, используемый в деревообработке, который в основном означает, что вы будете делать бороздки в древесине.
Это очень важный шаг, и вам потребуются хорошо обработанные канавки шпинделя, чтобы сделать процесс максимально простым. Вы действительно часто найдете канавки шпинделя в наборах с другими долотами для деревообработки.Их также можно купить сами по себе, поэтому просто помните, что именно вам нужно, когда собираетесь покупать. Возможно, вам будет удобнее покупать канавку шпинделя в комплекте, чем искать ее отдельно.
Также следует отметить, что эти канавки шпинделя бывают разных размеров. В зависимости от ваших потребностей вы можете сделать канавку шпинделя длиннее или короче, в зависимости от требований проекта, над которым вы работаете. Может быть полезно иметь несколько канавок шпинделя, поэтому вы можете иметь несколько различных вариантов.Они легко доступны, поэтому у вас не возникнет проблем с их поиском.
Резцы для чашиИсточник: Amazon
Чашечные долбежки работают так же, как и их двоюродные братья-шпиндели, но они отличаются во многих важных отношениях. Самое важное, что нужно знать о выемках для чаш, — это то, что они используются для создания более глубоких выемок в древесине. На рынке также существует множество различных вариаций долот для чаш. Вы найдете так много разных стилей и размеров, что делает этот набор очень универсальным.
Конечно, вам потребуются очень жесткие долотки для чаш, чтобы они могли выполнять те задачи, для которых они предназначены. Если вы собираетесь использовать их очень часто, обязательно купите тщательно продуманный набор долот для чаш. Эти инструменты будут использоваться, когда они свешиваются с подставки для инструментов, поэтому вы должны быть уверены, что все будет в безопасности. Покупка высококачественных инструментов сделает процесс намного более гладким, поэтому не торопитесь, чтобы выбрать хорошие выемки для чаш.
Представленная здесь долото для чаши имеет красивую ручку из европейского ясеня и очень прочную конструкцию.Он идеально подходит для ваших целей и настоятельно рекомендуется к покупке. Это лезвие обработано так, чтобы прослужить вам долгое время, поэтому оно будет очень полезно для вас, когда вам нужно будет завершить важные работы по деревообработке. Хорошая долбленка для чаш может показаться кому-то немного дорогой, но качество важно, поэтому стоит потратить деньги.
Скребковые инструментыИсточник: Amazon
Инструменты для зачистки будут играть очень важную роль, когда вы приближаетесь к концу проекта по деревообработке.Эти скребки нужны вам для обработки плоского дна и выпуклых участков вашей работы. Это будет действительно важный аспект работы в целом, поэтому вам захочется положиться на хороший скребок. Вы найдете инструменты для зачистки почти в любом хозяйственном магазине, и их довольно просто использовать на своем токарном станке.
Интересно, что у этих скребковых инструментов только кончик лезвия контактирует с деревом. Когда ваш скребок находится в хорошем рабочем состоянии, он будет производить стружку из дерева, и вы можете использовать его для правильной обработки детали.Использование скребка для выполнения сложной работы может потребовать некоторой практики, но как только вы к нему привыкнете, это станет одной из ваших любимых частей процесса. Он станет неотъемлемой частью вашего токарного станка, с помощью которого вы сможете изготавливать действительно красивые изделия.
У этого скребка квадратный конец, но вы можете приобрести скребки с разными типами концов. Какой скребок вам больше всего понравится, частично зависит от того, какую работу вы выполняете. Показанный скребок может сделать для вас большую работу, поскольку у него прочная ручка и прочное лезвие.Инструментальная секция имеет длину шесть дюймов, а рукоять — десять дюймов.
Инструмент для резки и отрезки дереваИсточник: Amazon
Вы обнаружите, что инструмент для отрезки и отрезки дерева работает иначе, чем обычный инструмент для отрезки, в нескольких важных аспектах. Важно понимать, что вы используете его, чтобы делать более мелкие пропилы по сравнению с отрезным инструментом. Он хорошо подходит, когда вам нужно формировать бусинки. Когда вы планируете добавить выпуклые детали к своим изделиям из дерева, обязательно иметь в своем распоряжении один из этих инструментов.
Большинство людей, серьезно относящихся к работе с деревом, будут владеть одним из этих инструментов. У вас не должно возникнуть проблем с поиском того, что вам нужно, в большинстве розничных магазинов, где продаются инструменты и насадки. Это инструмент, который будет широко использоваться, и вы будете счастливы, если он будет легко доступен. Это значительно упростит выполнение многих работ, и без этого некоторые методы деревообработки были бы не столь правдоподобны.
Этот инструмент для бисероплетения и отрезки дерева, который показан здесь, окажется очень полезным для вас.С его помощью можно легко отрезать участки дерева, над которыми вы работаете. Работать бисером с этим качественным инструментом тоже будет очень просто. Вы также можете найти этот инструмент в наборах с другими токарными инструментами по дереву, так что имейте это в виду, если вам нужны и другие инструменты.
Шлифовальный кругНекоторые люди предпочитают добавлять на свой токарный станок шлифовальный круг, чтобы сделать работу более удобной. Это отличный способ объединить несколько функций токарной и деревообрабатывающей обработки в одном удобном инструменте.С помощью этого инструмента вы очень легко сможете выполнять мелкие работы по дереву. Он очень прост в использовании, что делает его удобным вариантом для всех, кто владеет токарным станком.
Установить этот шлифовальный круг на токарный станок невероятно просто. У вас не займет много времени, чтобы все настроить, и, когда он включен, он кажется очень безопасным. Вы сможете сразу приступить к работе, и в большинстве случаев это сэкономит ваше время. На самом деле это может быть более экономичным способом решения определенных задач, поскольку покупка шлифовального круга может быть более доступной, чем покупка множества различных инструментов.
Какими бы ни были ваши намерения в отношении шлифовального круга, вы можете рассчитывать на то, что он сделает для вас большую работу. Возможность купить это по доступной цене делает его легкой рекомендацией. Есть те, кому нравится высокая точность, которую могут предложить многие другие инструменты, но вам следует подумать о шлифовальном круге. Изучите плюсы и минусы каждого из них, а затем подумайте о том, что вам нужно, прежде чем решать, что покупать.
Розыгрыш домашней стратосферы…
Enter to Win Small Appliances
Мы раздаем всевозможные виды мелкой бытовой техники, включая блендер Vitamix, быстрорастворимый горшок, соковыжималку, кухонный комбайн, миксер и кофеварку Keurig.
Разъяснение режущих инструментов токарного станка— вопросы токарного станка
Последнее обновление 30 июля 2021 года Чарльзом Уилсоном
Работа со стартовым токарным станком по металлу требует от пользователей правильного знания инструментов. Это ключ к качеству вашей работы.
Однако мы знаем, что по этому поводу недостаточно ресурсов, которые могли бы легко объяснить детали и их применение.
Итак, здесь мы должны объяснить вам режущие инструменты токарного станка, чтобы вы могли принять эффективное решение по выбору инструмента.
Токарные режущие инструменты, используемые для операций
Здесь мы поговорим о токарных режущих инструментах, которые вы можете использовать. Очевидно, их очень много, но мы будем говорить о самых основах, но наиболее важных.
Кстати, если у вас возникли проблемы с настройкой режущего инструмента, эта статья может вам помочь!
Поехали!
Инструмент для торцевания / токарной обработки
Облицовка — это процесс изготовления плоской поверхности.
Токарная обработка означает удаление металла с поверхности цилиндрической заготовки. Вы также можете удалить металл с внешнего диаметра заготовки с помощью этого процесса. Кроме того, это также может уменьшить диаметр.
Существует термин «ступенчатая токарная обработка» , при котором из заготовки удаляется лишний металл для получения различных ступеней диаметра.
Если вы думаете о выполнении торцевых и токарных операций на токарном станке, это инструмент. Его основная цель — повернуться лицом к объекту, чтобы поверхность была более гладкой.
Это должно выполняться на планшайбе или патроне, а инструмент для торцевания / токарной обработки проходит через станину под прямым углом для получения плоской поверхности.
Расточная оправка
Это означает увеличение существующего отверстия за счет уменьшения количества металла с внутренних поверхностей металлического объекта. Расточная оправка используется для растачивания, как упоминалось ранее.
Это достигается путем установки расточной оправки и держателя с режущими зубьями на резцедержатель и вращения заготовки. Его также можно использовать для развертывания.Процесс увеличения существующего отверстия.
Инструмент для накатки
Накатка — это процесс модификации металла, при котором на поверхности объекта образуются небольшие выступы в качестве захвата, чтобы с ним можно было легко обращаться. Этот конкретный инструмент может сделать небольшой край на поверхности предмета для облегчения захвата. Таким образом, вы можете использовать этот инструмент для накатки.
Инструмент для снятия фаски
Это процесс удаления заусенцев и острых кромок с заготовки, чтобы с ней можно было легко и безопасно обращаться.Как видно из названия, этот инструмент выполняет операции снятия фаски. Снятие фаски — важный инструмент для обрезки острых кромок после нарезания резьбы.
Инструмент для нарезания резьбы
Нарезание резьбы — это процесс, при котором на поверхности материала формируется выемка винтовой формы. Этот инструмент может нарезать резьбу на вашу заготовку как изнутри, так и снаружи.
Если у вас есть предварительно просверленное отверстие, в котором вы хотите нарезать резьбу, вы можете сделать это с помощью инструмента для нарезания внутренней резьбы.Для изготовления шурупов с резьбой можно использовать внешние инструменты.
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия для добавления болтов. Кроме того, его используют также для нарезания резьбы на гайках. Вы также можете использовать резьбонарезной инструмент для нарезания резьбы.
Инструмент для отрезки
Как звучит, это процесс отрезания части материала от заготовки. Инструмент выполняет свою работу так, как звучит, и может даже больше. Он может протягивать и отрезать детали, а также улучшать их чистоту.
Инструмент для нарезания каналов
Инструмент для нарезания каналов выполняет операцию нарезания канавок. Он может делать отверстия вокруг заготовки определенной глубины. Обработка канавок — это процесс создания узкого отверстия определенной глубины в заготовке.
Инструмент для сверления
Сверление — это процесс проделывания отверстий на объекте. Таким образом можно просверливать отверстия быстрее и точнее. Расточные стержни создают неровные края, чтобы проделать отверстие, а вот этот — нет.
Заключение
Есть поговорка, что «человека узнают по его делу».Если вы хотите сделать что-то нестандартное, вы должны хорошо знать, что вы делаете и как вы это делаете.
Если вы работаете на токарном станке и хотите делать качественные вещи, вы должны знать о своих инструментах.
Мы приложили все усилия, чтобы охватить все, что связано с токарными инструментами.
Мы надеемся, что это может вам помочь, и все же, если вам есть что знать, просто оставьте комментарий ниже.
Режущий инструмент токарный
ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
ИНСТРУМЕНТ ДЛЯ РЕЗКИ ОБЩЕГО НАЗНАЧЕНИЯ
Режущий инструмент токарного станка или резец должны быть изготовлены из подходящего материала и заточены под правильным углом для эффективной обработки заготовки.Чаще всего используются универсальные коронки из быстрорежущей стали. Эти насадки, как правило, недороги, их легко шлифовать на верстаке или шлифовальном станке, выдерживают много неправильного обращения и износа, и они достаточно прочные для всестороннего ремонта и изготовления. Инструментальные насадки из быстрорежущей стали могут справляться с высокими температурами, которые выделяются во время резки, и не меняются после охлаждения. Эти насадки используются для токарных, торцевых, расточных и других операций на токарном станке. Инструментальные насадки, изготовленные из специальных материалов, таких как карбиды, керамика, алмазы, литые сплавы, могут обрабатывать детали на очень высоких скоростях, но они хрупкие и дороги для обычных токарных работ.Инструментальные насадки из быстрорежущей стали доступны во многих формах и размерах, чтобы приспособиться к любой работе на токарном станке.
СВЕРЛА ДЛЯ ОДНОЙ ТОЧКИ
Однонаправленные резцы могут быть одним концом резца из быстрорежущей стали или одной кромкой твердосплавного или керамического режущего инструмента или пластины. По сути, одноточечная фреза — это инструмент, выполняющий только одно режущее действие за раз. Машинист или оператор станка должны знать различные термины, применяемые к одноточечной насадке, чтобы правильно идентифицировать и шлифовать различные насадки (рис. 7-4).
- Хвостовик — это основная часть насадки.
- Носик — это часть насадки инструмента, имеющая остроконечную форму и образующую угол между боковой режущей кромкой и торцевой режущей кромкой. Радиус при вершине — это закругленный конец насадки.
- Лицевая поверхность — это верхняя поверхность резца, по которой стружка скользит по мере отделения от обрабатываемой детали.
- Сторона или боковая поверхность резца — это поверхность непосредственно под режущей кромкой и рядом с ней.
- Режущая кромка — это часть резца, которая фактически врезается в заготовку, расположена за носиком и примыкает к стороне и торцу.
- Основание — это нижняя поверхность насадки, которая обычно плоско шлифуется во время изготовления насадки.
- Конец насадки — это почти вертикальная поверхность, которая вместе со стороной насадки образует профиль насадки. Конец — это задняя поверхность резца при резке.
- Пятка — это часть основания насадки инструмента, расположенная непосредственно под торцом и поддерживающая поверхность.
Угол инструментальной фрезы
Успешная работа токарного станка и качество работы, которое может быть достигнуто, во многом зависят от углов, образующих режущую кромку резца (рис. 7-4). Большинство инструментов шлифуются вручную до нужной формы на верстаке или на шлифовальном станке. Геометрия режущего инструмента для переднего и заднего углов должна быть правильно отшлифована, но общая форма резца определяется предпочтениями машиниста или оператора станка.Формы резцов токарного инструмента могут быть заостренными, закругленными, прямоугольными или неправильными по форме и при этом резать достаточно хорошо, если углы резцов правильно отшлифованы для типа обрабатываемого материала. Углы — это боковые и задние передние углы, боковые и концевые углы режущей кромки, а также боковые и концевые углы зазора. Другие углы, которые следует учитывать, — это радиус на конце наконечника инструмента и угол держателя инструмента. Зная, как углы влияют на режущее действие, можно рассмотреть некоторые рекомендуемые формы режущего инструмента.
Передний угол относится к верхней поверхности резца. Существует два типа передних углов: боковые и задние передние углы (Рисунок 7-4). Передний угол может быть положительным, отрицательным или вообще не иметь переднего угла. Держатель инструмента может иметь угол, известный как угол держателя инструмента, который в среднем составляет около 15 °, в зависимости от выбранной модели держателя инструмента. Угол держателя инструмента в сочетании с задним передним углом обеспечивает зазор пятки насадки инструмента от заготовки и упрощает удаление стружки.Боковой передний угол измеряется назад от режущей кромки и может быть положительным передним углом или не иметь никакого переднего угла.
Углы наклона не могут быть слишком большими, иначе режущая кромка потеряет прочность, чтобы поддерживать режущее действие. Боковой передний угол определяет тип и размер стружки, образующейся во время резания, и направление, в котором стружка движется при выходе из режущего инструмента. В боковой передний угол могут быть включены стружколомы, чтобы стружка не разрушалась и не создавала угрозы для безопасности.
Боковые и задние углы или задние углы — это углы, образованные позади и под режущей кромкой, которые обеспечивают зазор или облегчение режущего действия инструмента. Существует два типа задних углов: боковой и торцевой. Боковой зазор — это угол, отшлифованный в насадке под режущей кромкой, чтобы обеспечить зазор в направлении движения насадки. Концевой зазор — это угол, притертый к насадке для обеспечения переднего зазора и предотвращения трения пятки насадки.Угол зарезки кромки дополняется углом держателя инструмента и составляет эффективный угол заделки конца резца.
Боковые углы и углы режущей кромки — это углы, образованные режущей кромкой с концом режущей кромки (угол торцевой режущей кромки) или со стороной режущей кромки (угол боковой режущей кромки). Угол торцевой режущей кромки позволяет носу резца соприкасаться с изделием и помогает подавать резец в работу. Угол боковой режущей кромки снижает давление на резец, когда он начинает резать.Боковой передний угол и боковой угол заделки вместе образуют угол клина (или угол кромки) резца, который обеспечивает режущее действие (Рисунок 7-4).
Заточка по радиусу на вершине резца может помочь укрепить инструментальную головку и обеспечить плавное резание.
Формы сверл
Общая форма насадок токарного инструмента может быть закругленной, квадратной или другой формы, если указаны правильные углы. Инструментальные насадки идентифицируются по выполняемой ими функции, например, токарная обработка или торцевание.Их также можно идентифицировать как инструменты для черновой обработки или инструменты для чистовой обработки. Обычно черновой инструмент имеет радиус, заточенный на вершине резца, который меньше, чем радиус чистового или универсального резца. Опытные машинисты обнаружили, что следующие формы могут быть полезны для различных операций на токарном станке.
Бита правого токарного инструмента имеет такую форму, чтобы подавать его справа налево. Режущая кромка находится с левой стороны насадки, а поверхность имеет наклон вниз от режущей кромки.Левая сторона и конец насадки шлифуются с достаточным зазором, чтобы режущая кромка упиралась в заготовку без трения пятки о заготовку. Правое токарное сверло идеально подходит для выполнения легких черновых проходов, а также для общей комплексной обработки.
Долото для левого токарного инструмента — это противоположность правого токарного инструмента, предназначенного для резки при подаче слева направо. Этот инструмент используется в основном для обработки вблизи правого уступа.
Инструмент для токарной обработки с круглым концом очень универсален и может использоваться для вращения в любом направлении для черновой и чистовой обработки. Боковой передний угол не притачивается к верхней поверхности при резке в любом направлении, но для удаления стружки может потребоваться небольшой задний передний угол. Радиус при вершине обычно шлифуется в форме полукруга диаметром около 1/32 дюйма.
Режущая головка с правым торцеванием предназначена для обработки правого заплечика и правого конца заготовки.Режущая кромка находится с левой стороны сверла, а вершина заточена очень остро для обработки в квадратный угол. Направление подачи для этой инструментальной насадки должно быть далеко от центральной оси работы, а не переходить в центральную ось.
Инструментальная насадка, обращенная влево, противоположна правой, и предназначена для обработки и обработки левых сторон заплечиков.
Насадка для отрезного инструмента, рис. 7-6, также известна как насадка для отрезного инструмента.У этого инструмента есть основная режущая кромка на квадратном конце сверла, которая продвигается под прямым углом в заготовку. Обе стороны должны иметь достаточный зазор, чтобы предотвратить заедание, и должны быть немного уже сзади, чем на режущей кромке. Помимо использования для отрезки, этот инструмент можно использовать для обработки квадратных углов и канавок.
Насадки для нарезания резьбы, рис. 7-7, отшлифованы для нарезания резьбы нужного типа и типа.Боковые и передние зазоры должны быть отшлифованы, а также особая форма острия для требуемого типа резьбы. Насадки для нарезания резьбы можно шлифовать для получения стандартной резьбы 60 ° или для квадратной, прямой или специальной резьбы. Формы нарезания резьбы более подробно рассматриваются далее в этой главе.
СПЕЦИАЛЬНЫЕ ВИДЫ ТОКАРНЫХ ИНСТРУМЕНТОВ
Помимо насадок обычной формы, для специальных операций на токарных станках и тяжелых производственных работ требуются специальные типы режущих инструментов.Некоторые из наиболее распространенных из этих инструментов перечислены ниже.
Карбид вольфрама, карбид тантала, карбид титана, керамические, оксидные и алмазные наконечники (Рисунок 7-8). и режущие пластины обычно используются в высокоскоростных производственных работах, когда необходимы тяжелые резания и где встречаются исключительно твердые и вязкие материалы. Стандартные формы битов с наконечниками аналогичны формам инструментов для резки быстрорежущей стали. Твердосплавные и керамические вставки могут быть квадратной, треугольной, круглой или другой формы.Пластины предназначены для индексации или вращения, когда каждая режущая кромка затупляется, а затем выбрасывается. Пластины для режущих инструментов не предназначены для повторного использования после заточки.
Нитеобрезатель специальной формы, установленный в держателе нитеобрезателя (Рисунок 7-9). Этот инструмент предназначен для производства высокоскоростных резьбонарезных операций. Специальная конструкция фрезы позволяет получать острые и прочные режущие кромки, которые нужно только время от времени затачивать, шлифуя поверхность. Фреза устанавливается в специальный держатель инструмента, который устанавливается на резцедержатель токарного станка.
Обычный накатной инструмент, рис. 7-10, состоит из двух цилиндрических фрез, называемых накатками, которые вращаются в специально разработанном держателе инструмента. Накатки содержат зубцы, которые катятся по поверхности заготовки, образуя углубленные рисунки на заготовке. Обычный инструмент для накатки допускает разные пары накаток, каждая из которых имеет различный рисунок или шаг. Ромбовидный узор наиболее широко используется и бывает трех шагов: 14, 21 или 33. Эти шаги создают грубые, средние и мелкие рифленые узоры.
Насадки для расточного инструмента, рис. 7-11, шлифуются так же, как долота для левого токарного инструмента и насадки для резьбонарезания, но с большим углом зазора на концах, чтобы пятка насадки не трулась о поверхность просверленного отверстия. Сверло для расточного инструмента обычно крепится к держателю расточного инструмента, но может быть и цельным. Насадка для расточного инструмента и державка зажимаются в резцедержателе токарного станка.
Не существует установленной процедуры шлифования углов и форм резцов токарного станка, но есть общие рекомендации, которым следует следовать.Не пытайтесь использовать верстак или шлифовальный станок на подставке, не получив полного знания о его безопасности, работе и возможностях. Для эффективного заточки резца шлифовальный круг должен иметь чистую чистую поверхность и быть из материала, подходящего для шлифования режущего инструмента. Для удаления очень твердого металла твердосплавные насадки необходимо заточить на шлифовальном круге из карбида кремния.
Инструментальные биты из быстрорежущей стали — единственные инструментальные насадки, которые можно эффективно шлифовать на станке или шлифовальном станке с пьедесталом, если они оснащены шлифовальным кругом из оксида алюминия, который является стандартным для большинства полевых и ремонтных мастерских.Перед шлифовкой, формованием или заточкой сверла из быстрорежущей стали проверьте всю шлифовальную машину на предмет безопасной установки и отрегулируйте упоры для инструмента и защитные приспособления, необходимые для заточки резца (Рисунок 7-12).
Установите опору для инструмента на расстоянии 1/8 дюйма или меньше от колеса и отрегулируйте искрогаситель на 1/4 дюйма или меньше. Каждая шлифовальная машина обычно оснащена крупнозернистым кругом для грубого шлифования и мелкозернистым кругом для тонкого и чистового шлифования. Обработайте поверхность шлифовальных кругов по мере необходимости, чтобы шлифовальная поверхность сверла была гладкой и плоской.При шлифовании боковых и задних передних углов убедитесь, что шлифовальный круг имеет острый угол для формирования угла. Во время шлифования время от времени погружайте насадку в воду, чтобы она оставалась достаточно холодной, чтобы ее можно было использовать, и чтобы избежать изменения свойств металла из-за перегрева. Часто проверяйте углы режущей кромки инструмента с помощью транспортира или специального шлифовального щупа. Отшлифуйте инструментальную коронку до углов, рекомендованных в справочнике по геометрии инструментальной коронки (Таблица 7-l в Приложении A). После шлифовки до готовой формы сверло следует слегка заточить на масляном камне, чтобы удалить заусенцы или неровные выступы.Чем ровнее поверхность режущего инструмента, тем ровнее будет работа. На рис. 7-13 показаны этапы шлифования сверла с круглым концом для точения в любом направлении. В качестве меры предосторожности никогда не используйте сторону шлифовального круга для заточки инструмента, так как это может ослабить сцепление круга и привести к его растрескиванию и взрыву.
ДЕРЖАТЕЛИ ДЛЯ ИНСТРУМЕНТА И СТОЛБЫ ДЛЯ ИНСТРУМЕНТА
Держатели токарного инструмента предназначены для надежного и жесткого удержания резца под фиксированным углом для правильной обработки заготовки (Рисунок 7-14).Держатели инструмента предназначены для работы в сочетании с различными резцедержателями токарных станков, на которые они устанавливаются. Держатели для бит из быстрорежущей стали бывают разных типов для разных целей. Эти держатели инструмента предназначены для использования со стандартным круглым резцедержателем, который обычно поставляется с каждым токарным станком для двигателей (Рисунок 7-15). Эта стойка для инструмента состоит из стойки, винта, шайбы, втулки и коромысла и вставляется в Т-образный паз составной опоры.
Стандартные держатели для режущих инструментов из быстрорежущей стали имеют квадратный паз, подходящий для хвостовика резцов стандартного размера.Хвостовики резцов могут быть 1/4 дюйма, 5/16 дюйма, 3/8 дюйма и более, причем все различные размеры производятся для всех моделей державок различных производителей токарных станков. Некоторые стандартные державки для стальных бит — это прямой держатель инструмента, держатель инструмента с правым и левым смещением и держатель инструмента с нулевым углом наклона, предназначенный для специальных твердосплавных бит. К другим держателям инструмента, подходящим для стандартного круглого резцедержателя, относятся прямые, левые и правые державки отрезного инструмента, держатели накатного инструмента, держатели расточной оправки и держатели резьбонарезного инструмента специальной формы.
Резцедержатель револьверной головки (Рисунок 7-16) представляет собой поворотный блок, который может удерживать множество различных насадок или держателей инструментов. Каждый режущий инструмент можно быстро повернуть в положение для резки и зафиксировать с помощью рукоятки быстрого зажима. Резцедержатель револьверной головки используется в основном для высокоскоростных производственных операций.
Сверхпрочный или открытый резцедержатель (Рисунок 7-17) используется для удержания одиночной насадки с твердосплавным наконечником или держателя инструмента. Он используется в основном для очень тяжелых резаний, требующих жесткого держателя инструмента.
Система быстрой смены инструмента (рис. 7-18) состоит из быстросменного резцедержателя в форме ласточкина хвоста с полным набором подходящих держателей инструмента в форме ласточкина хвоста, которые можно быстро менять по мере необходимости в различных операциях на токарном станке. Эта система имеет быстроразъемную ручку на верхней части резцедержателя, которая позволяет заменять инструмент менее чем за 5 секунд, что делает эту систему полезной для производственных механических цехов.
РАБОЧИЕ УСТРОЙСТВА
Множество различных устройств, таких как патроны, цанги, планшайбы, приводные пластины, оправки и токарные центры, используются для удержания и привода заготовки во время ее обработки на токарном станке.Размер и тип обрабатываемой работы, а также конкретная операция, которую необходимо выполнить, будут определять, какое удерживающее устройство лучше всего подходит для каждой конкретной работы. Еще одно соображение заключается в том, какая точность требуется для выполнения работы, поскольку некоторые устройства удержания для работы более точны, чем другие. Ниже приводятся подробности работы некоторых наиболее распространенных удерживающих устройств.
Универсальный спиральный патрон, рис. 7-19, обычно имеет три кулачка, которые перемещаются синхронно при вращении регулировочной шестерни.Преимущество универсального спирального патрона заключается в простоте использования при центрировании при концентрическом точении. Этот патрон не так точен, как независимый патрон, но в хорошем состоянии он будет центрировать работу в пределах от 0,002 до 0,003 дюйма биения.
Кулачки одновременно перемещаются внутри патрона с помощью спиральной или спиральной пластины с резьбой. Зажимы навинчиваются на спираль и перемещаются на равное расстояние внутрь или наружу по мере того, как спираль вращается с помощью регулировочной шестерни.Поскольку губки на свитке выровнены индивидуально, их обычно нельзя перевернуть. Некоторые производители поставляют два набора губок: один для внутренней работы, а другой — для внешней. Другие производители изготавливают губки из двух частей, поэтому внешняя поверхность захвата может быть перевернута. которые можно поменять местами.
Универсальный спиральный патрон может использоваться для удержания и автоматического центрирования круглых или шестиугольных заготовок. Имея всего три кулачка, патрон не может эффективно удерживать квадратные, восьмиугольные или неправильные формы.
Независимый патрон, рисунок 7-19, обычно имеет четыре кулачка, которые регулируются индивидуально на лицевой стороне патрона с помощью регулировочных винтов. На торце патрона нанесены концентрические круги, которые используются для грубой центровки кулачков при зажиме круглых заготовок. Окончательная регулировка выполняется путем медленного поворота заготовки вручную и определения ее соосности с помощью циферблатного индикатора. Затем губки регулируются по мере необходимости, чтобы выровнять заготовку с желаемыми допусками.
Зажимы независимого патрона могут использоваться, как показано, или могут быть перевернуты так, чтобы ступеньки были обращены в противоположном направлении; таким образом заготовки можно захватывать как снаружи, так и изнутри. Независимый патрон может использоваться для удержания заготовок квадратной, круглой, восьмиугольной или неправильной формы в концентрическом или эксцентричном положении благодаря независимой работе каждой кулачка.
Благодаря своей универсальности и способности к точной настройке, независимый патрон обычно используется для монтажа деталей нестандартной формы, которые необходимо удерживать с максимальной точностью.
Комбинированный патрон сочетает в себе характеристики независимого патрона и универсального спирального патрона и может иметь три или четыре кулачка. Зажимы могут перемещаться синхронно на спирали для автоматического центрирования или, при желании, могут перемещаться индивидуально с помощью отдельных регулировочных винтов.
Сверлильный патрон, рис. 7-19, представляет собой небольшой универсальный патрон, который можно использовать как в шпинделе передней бабки, так и в задней бабке для удерживания сверл с прямым хвостовиком, разверток, метчиков или заготовок малого диаметра.Патрон сверла имеет три или четыре кулачка из закаленной стали, которые перемещаются вместе или врозь за счет регулировки конической втулки, в которой они находятся. Сверлильный патрон может центрировать инструменты и детали малого диаметра с точностью до 0,002 или 0,003 дюйма при плотной затяжке.
Цанговый патрон является наиболее точным средством удержания небольших заготовок в токарном станке. Цанговый патрон состоит из пружинной цанги станка (Рисунок 7-20) и насадки цанги, которая фиксирует и регулирует цангу на шпинделе передней бабки токарного станка.
Цанга пружинной машины представляет собой тонкую металлическую втулку с точно обработанным отверстием и конической внешней стороной. Цанга имеет три продольных паза, чтобы ее стороны слегка подпружинялись внутрь для захвата заготовки. Для точного захвата заготовки цанга должна быть не более чем на 0,005 дюйма больше или меньше диаметра заготовки, подлежащей зажиму. По этой причине цанги пружинных станков доступны с шагом 1/64 дюйма. В общем случае цанги пружинной машины ограничены диаметром 1 1/8 дюйма.
В общем случае цанги пружинной машины ограничены диаметром 1 1/8 дюйма.
Цанговое приспособление состоит из втулки цанги, дышла и маховика или ручного рычага для перемещения дышла. Цанга пружинной машины и ее крепление вместе образуют цанговый патрон. На Рис. 7-20 показана типичная установка цангового патрона. Цанговая втулка устанавливается на правый конец шпинделя передней бабки. Дышло проходит через шпиндель передней бабки и навинчивается на пружинную цангу станка.Когда дышло вращается с помощью маховика, оно втягивает цангу в конический адаптер, в результате чего цанга затягивается на заготовке. Пружинные цанги для станков доступны в различных формах для зажима квадратных и шестиугольных заготовок малых размеров, а также круглых заготовок.
Цанговый патрон Jacob с носиком шпинделя (Рисунок 7-21) — это специальный патрон, который используется для резиновых гибких цанговых патронов Jacob. Этот патрон сочетает в себе функции стандартного цангового патрона и дышла в одном компактном блоке.Корпус патрона имеет маховик по внешнему диаметру, который поворачивается, чтобы затянуть или ослабить конический шпиндель, удерживающий резиновые гибкие цанги. Резиновые гибкие цанги состоят из устройств, изготовленных из закаленных стальных губок в прочном резиновом корпусе. Эти цанги имеют диапазон 1/8 дюйма на цангу. Сила захвата и точность остаются неизменными на всем протяжении цанги. Резиновые гибкие цанги Jacob разработаны для тяжелого точения и обладают в два-четыре раза большим захватом, чем обычные разъемные стальные цанги.Различные наборы этих цанг хранятся в стальных ящиках, предназначенных для удержания цанг. Цанги обычно хранятся в стальных ящиках, предназначенных для удержания цанг.
Ступенчатый патрон, рис. 7-22, представляет собой разновидность цангового патрона и предназначен для удержания небольших круглых заготовок или дисков для специальных работ по механической обработке. Новые ступенчатые патроны являются пустыми, а затем обрабатываются на токарном станке для точной подгонки под диски. Цанга ступенчатого патрона машины, которая разделена на три части, как и цанга пружинной машины, навинчивается на тяговую штангу насадки цанги.
Патрон задней бабки токарного станка, рис. 7-22, представляет собой устройство, предназначенное для поддержки концов заготовок в задней бабке, когда центр токарного станка не может быть удобно использован. Патрон имеет коническую оправку, которая входит в шпиндель задней бабки токарного станка. Три бронзовых самоцентрирующихся кулачка патрона точно закрывают заготовки диаметром от 1/4 до 1 дюйма. Бронзовые губки обеспечивают хорошую опорную поверхность для обрабатываемой детали. Зажимы регулируются по диаметру заготовки, а затем фиксируются на месте.
Лицевая панель токарного станка, рис. 7-23, представляет собой плоскую круглую пластину, которая навинчивается на шпиндель передней бабки токарного станка. Лицевая панель используется для заготовок неправильной формы, которые невозможно удерживать зажимными патронами или устанавливать между центрами. Заготовка либо прикрепляется к лицевой панели с помощью угловых пластин или кронштейнов, либо прикручивается непосредственно к пластине. Радиальные Т-образные пазы на поверхности лицевой панели облегчают монтаж деталей. Лицевая панель полезна для монтажа деталей, в которых необходимо обработать эксцентриковое отверстие или выступ.Количество применений лицевых панелей зависит от изобретательности машиниста. Маленькая лицевая панель, известная как ведущая лицевая панель, используется для привода собачки токарного станка для заготовок, установленных между центрами. Лицевая панель привода обычно имеет меньше Т-образных пазов, чем лицевая панель большего размера. Когда заготовка поддерживается между центрами, к заготовке прикрепляется собачка токарного станка, которая входит в прорезь ведущей лицевой панели.
Токарные центры, рис. 7-24, являются наиболее распространенными устройствами для поддержки заготовок в токарном станке.Большинство токарных центров имеют конус с углом 60 °, чтобы соответствовать отверстиям в заготовке с таким же углом. Заготовка поддерживается между двумя центрами, одним в шпинделе передней бабки и одним в шпинделе задней бабки. Центры для токарных работ имеют стандартные конические хвостовики, которые входят непосредственно в заднюю бабку и в шпиндель передней бабки с использованием центральной втулки для преобразования большего отверстия шпинделя в меньший конический размер центра токарного станка. Центры называются живыми центрами или мертвыми центрами.Живой центр вращается вместе с работой и не нуждается в смазке и закалке. Мертвая точка не вращается вместе с работой и должна быть закалена и сильно смазана при удержании работы. Живые и мертвые точки обычно поставляются в согласованных наборах, причем закаленная мертвая точка отмечена канавкой рядом с конической конечной точкой.
Подвижный центр шарикоподшипника — это специальный центр, установленный в корпусе шарикоподшипника, который позволяет центру вращаться во время работы и устраняет необходимость в сильно смазываемой мертвой точке.Центры с шарикоподшипниками могут иметь взаимозаменяемые точки, что делает этот центр универсальным инструментом для всех операций на токарном станке. Современные центры такого типа могут быть очень точными. Ниже приведены описания некоторых распространенных токарных центров.
Наружный центр или плоский центр используются парами для большинства обычных токарных операций. Острие отшлифовано до угла конуса 60 °. Когда он используется в шпинделе передней бабки, где он вращается вместе с заготовкой, его обычно называют подвижным центром. Когда он используется в шпинделе задней бабки, когда он остается неподвижным при повороте заготовки, он называется мертвой точкой.Мертвые точки всегда изготавливаются из закаленной стали, и их необходимо очень часто смазывать, чтобы предотвратить перегрев.
Половина мужского центра — это мужской центр, у которого вырезана часть конуса 60 °. Половинный центр используется в качестве мертвой точки в задней бабке, где должна выполняться торцовка. Вырез в центре обращен к режущему инструменту и обеспечивает необходимый зазор для инструмента, если смотреть на поверхность непосредственно вокруг просверленного центра в заготовке.
V-центр используется для поддержки круглых заготовок под прямым углом к оси токарного станка для специальных операций, таких как сверление или развёртывание.Центр трубы аналогичен охватываемому центру, но его конус отшлифован под большим углом и больше по размеру. Он используется для удержания труб и насосно-компрессорных труб в токарном станке. Внутренний центр имеет коническую расточку на конце и используется для поддержки деталей, которые заострены на конце. Самоходный токарный центр — это центр с зазубренными шлифованными сторонами, который может захватывать работу при повороте между центрами без использования собачек токарного станка.
Самоходный центр — это центр, который имеет захваты, установленные на внешнем крае центрального диаметра, которые могут быть принудительно введены в работу, чтобы удерживать и управлять работой при повороте между центрами без использования собачьих упоров токарного станка.
Собаки токарного станка представляют собой устройства из литого металла, используемые для обеспечения прочного соединения между шпинделем передней бабки и заготовкой, установленной между центрами. Это прочное соединение позволяет заготовке двигаться с той же скоростью, что и шпиндель, под действием напряжения резания. Три распространенных собачки токарного станка показаны на рис. 7-25. Собаки токарного станка могут иметь загнутые или прямые хвосты. При использовании загнутых хвостовиков хвост входит в прорезь лицевой панели. Когда используются собаки с прямым хвостом, хвост упирается в шип, выступающий из лицевой панели.Собачка для токарного станка с загнутым хвостом и установочным винтом без головки считается более безопасной, чем собачка с винтом с квадратной головкой, поскольку установочный винт без головки снижает опасность того, что собачка зацепится за одежду оператора и приведет к несчастному случаю. Зажим токарного станка с изогнутым хвостовиком используется в основном для прямоугольных заготовок.
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро.Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы других авторов в соответствии с четырехфакторным балансирующим тестом.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Деревообрабатывающий станок с ЧПУ Токарный станок по дереву Ножи для продажи
Деревообрабатывающий станок с ЧПУ Режущие ножи для токарных станков по дереву на продажу
Токарный станок по дереву с ЧПУ и копировальный станок для токарной обработки древесины в эти годы широко используются в деревообрабатывающей промышленности. Долговечный токарный инструмент по дереву является большим подспорьем для производства, повышает эффективность и снижает стоимость, а также намного безопаснее.
RicoCNC более 8 лет специализируется на токарных резаках по дереву с ЧПУ и поддерживает производителей токарных станков с ЧПУ и токарных станков по дереву превосходными токарными ножами по дереву.И становится известным брендом на рынке токарных станков с ЧПУ.
В основном существует 4 типа токарных фрез для токарных станков с ЧПУ или копировальных станков:
| | RC-V Твердосплавные деревянные токарные ножи | 9bide3 RC-X Токарные инструменты для дерева с ЧПУ RC-X | 3 в 1 токарные станки из легированной стали с ЧПУ | HSS V-образный резак Копировальный нож |
Модели | RC-V20R0.75 (20 * 20 * 150 мм, R0,75) | RC-X20R0.9 (20 * 20 * 150 мм, R0.9) | 25 * 25 * 200 мм R0,5 | 10x10x200 мм, R0,5 12x12x200 мм, R0,5 14x14x200 мм, R0.5 16x16x200 мм, R0,5 18x18x200 мм, R0,5 20x20x200 мм, R0,5 22x22x200 мм, R0,5 20x20x300 мм, R0,5 22x22x300x300 мм 90,5 |
Технические характеристики | 1, Держатель ножа: сталь 40Cr, размер 20 * 20 * 150 мм или 25 * 25 * 150 мм 2, Лезвие ножа: высококачественный твердый сплав Длина лезвия: 40 мм или 28 мм 3, угол резания: 17 градусов 4, радиус вершины лезвия: 0.75 мм или 1 мм или 1,5 мм 5, толщина лезвия: 13 мм 6, твердость лезвия: 91-91,5 HRC | 1, токарное лезвие: с твердосплавным наконечником | 1, держатель ножа: зубило инструментальная сталь 2, лезвие ножа: легированная сталь 3, размер: 25 * 25 * 200 мм | 1, 2 в 1, одно лезвие с зажимом для крепления. |
Характеристики | 1, супер износостойкость 2, высокая точность 3, Простая установка и замена режущей головки | 1, Легкость шлифования 2, Блестящее острое лезвие 3, Несколько комбинаций установки 4, Разумный угол резания, более эффективное удаление стружки 5 , Доступно, экономично и рентабельно. | 1, сверхтвердое лезвие ножа 2, длина лезвия 200 мм, можно шлифовать и использовать в течение очень длительного времени 3, быстрое и легкое шлифование | 1, весь корпус лезвия из быстрорежущей стали, высокая жесткость 2, имеют небольшой размер на выбор 3, широко используется с копировально-токарным станком с ЧПУ 4, сверхтвердый HSS длится долгое время. |
Твердосплавные токарные ножи широко используются для токарной обработки твердой и полутвердой древесины, а также для чистовой обработки; Токарные ножи
3 в 1 и HSS широко используются для токарной обработки мягкой и полутвердой древесины, а также для черновой и копировальной токарной обработки.
Пожалуйста, выберите подходящую модель, которая вам нужна.
Кроме того, RicoCNC является оригинальным поставщиком твердосплавных токарных инструментов FWCD на рынке Китая для следующих моделей:
FWCD-R1.5
FWCD-R1
FWCD-R0.75
FWCD * L40 * R1.5
FWCD * L40 * R1
FWCD * L40 * R0.75
FWCD * L28 * R1.5
FWCD * L28 * R1
FWCD * L28 * R0.75
FWCD-X
Наши инструменты для токарной обработки древесины подходят для большинства видов древесины, таких как как Дуб красный, Бук, Гевея, Арбор, Сапеле, Toona ciliata Roem, Ailanthus altissima, Sect.Левс, Cupressus funebris Endl, береза, древесина твердых пород, клен, африканский падук, самшит китайский, сосна, сосна монтерейская, сосна лучистая, персиковое дерево, Juglans regia, научная древесина, ясень, Tectona grandis LF, бамбук, палисандр и др. Резак для лестниц , лестничные балясины, стойки для лестниц, ножки обеденного стола, ножки концевых столов, ножки диванных столов, ножки барных стульев, ножки стульев, подлокотники для стульев, носилки для стульев, ножки для диванных подушек, перила для кроватей, фонарные столбы, бейсбольная бита и т. д.
Наши токарные станки с ЧПУ широко используются с ЧПУ Auto Motion, Cosen CNC, Intorex, Unique CNC, StyleCNC, Laguna, CNC Auto Motion, Intorex, AccTek и т.