Что такое экструдированные корма? Технологии, особенности, советы
Погодные условия всегда оказывают влияние на заготовку кормов для животных. Техника быстро устаревает, а технологии заготовки зерновых культур по тем или иным причинам иногда нарушаются, что влияет на качественные показатели получаемого корма. Он включает недостаточное количество питательных веществ и отличается высоким уровнем содержания вредоносных бактерий и микроорганизмов.
При исследовании способов обеззараживания зерна учёными был разработан метод экструдирования. Он получил широкое применение на практике. Если очень коротко, то заключается этот метод в том, что в результате проводимого баротермического воздействия находящиеся в зерновых токсины инактивируются, и зерно стерилизуется.
Технология
Современные технологии предоставили возможность широкого использования экструдированных кормов, позволяющих существенно снизить финансовые затраты и увеличить прибыль сельскохозяйственного производства в целом.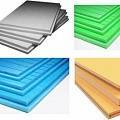
Кормовые культуры являются основным источником углеводов для животных. Кроме того, используют зерновые: пшеницу, ячмень, кукурузу, овес. Довольно редко применяют бобовые, к которым относятся горох и чечевица.
Зерновые культуры животные обычно получают в виде разнообразных каш, которые готовят, используя муку грубого или тонкого помола. Если у зерна повышенный уровень влажности, в нём быстро появляются аэробные бактерии и плесень. Такое сырье очень опасно для животных.
Экструдированные корма абсолютно безопасны, поскольку даже свежесобранное зерно, у которого влажность невысокая, содержит много микроорганизмов, а эти токсины быстро размножаются. Если даже такое зерно было высушено, его влажность всё равно может доходить до 14 процентов.
После ее проведения экструзии в одном грамме пшеницы, к примеру, содержится в 10 тыс. раз меньше микроорганизмов, чем перед экструдированием, а плесневые грибы, которые содержались в продукте до обработки, полностью погибают.

Технологически процесс экструзии проходит следующим образом. Зерно измельчается и увлажняется в смесителе. Подача воды происходит из расчёта 275-400 л на одну тонну. После увлажнения зерновая масса поступает в экструдер, там она уплотняется, сжимается и подвергается высокой температурной обработке, продолжительность которой составляет до 10 секунд.
Особенности проведения экструзии
После полутора месяцев хранения количество микроорганизмов, содержащихся в экструдированных кормах, остаётся прежним, а в необработанных растет. Благодаря влаготепловой обработке зерна посредством экструдирования существенно повышаются его питательные свойства, а также усваиваемость. При высокотемпературной обработке крахмал декстринизируется, то есть, в нем образуются легкорастворимые углеводы. Одновременное наличие повышенной температуры и влаги вызывает клейстеризацию зерновой массы. Декстрины образуются в процессе обработки измельчённой пшеницы при следующих условиях: температура – 180 градусов, давление – 2.
Важная особенность экструдированных кормов – их гидрофильность. Интенсивность набухания наблюдается в первые десять минут. Такие показатели очень важны для приготовления кормовых смесей. Жидкая смесь при подаче на сетку проваливается на землю, а связанные с этим потери негативно отражаются на экономической стороне хозяйственной деятельности.
Почему выбирают экструдированные корма: плюсы и минусы
Сегодня метод обработки зерна путем экструзии можно смело отнести к одному из лучших технологических решений. После проведения тепловой обработки за счёт образующихся ароматических веществ улучшаются вкусовые качества такого корма, повышается активность ферментов, которые необходимы для процесса переваривания. Единственное условие: сырьё при проведении экструдирования необходимо освободить от соломы, земли, камешков, а также прочего механического мусора. Даже обработка влажного залежавшегося зерна, имеющего выраженный аммиачный запах, превращает зерновую смесь в отличный корм. После проведения экструдирования «
Даже обработка влажного залежавшегося зерна, имеющего выраженный аммиачный запах, превращает зерновую смесь в отличный корм. После проведения экструдирования «
Усваиваемость кормов
При сравнении экструдированных и обычных кормов недостатки последних становятся очевидными. Усваивается только половина обычного корма, а происходит это по причине того, что значительная часть энергии тратится на переваривание оболочки. Именно поэтому, чтобы поддерживать жизнедеятельность животных и получать высокую продуктивность, нужно закладывать в смету большие затраты: это очевидный минус. Единственный плюс обычных кормов – это их натуральность, однако стоит им немного полежать, и могут возникнуть проблемы.
Процесс экструзии, по сути, выполняет работу желудка, точнее, её первую половину, поэтому необходимая для переваривания энергия сохраняется. Все питательные вещества, которые даёт экструдированный корм, полностью уходят на нужды организма животных, в результате чего при высокой продуктивности себестоимость производства снижается.
Экструдированные корма являются незаменимыми при выращивании молодняка. Зоотехники и практикующие ветеринарные врачи знают, что 90 процентов молодняка погибает по причине различных болезней кишечника, желудка и инфекций, попадающих в организм через пищеварительную систему. В этой области молодняк защищен меньше всего.
Стерильность
После экструзии корма практически стерильны даже после длительного срока хранения. Если кормить экструдантом молодняк животных, то его смертность от болезней кишечника снижается почти вдвое. Даже при переходе на грубые корма у животных, которые употребляли в пищу экструдант, желудок и кишечник здоровы. В кормах с высокой влажностью разложение витаминов происходит интенсивно, а в экструданте, имеющем влажность от 7 до 9 процентов, витамины сохраняются долго.
Дополнительные плюсы
Имеется ещё один момент, подтверждающий преимущества экструдированного корма. Как показывает практика, животные, особенно поросята, в процессе кормления выбрасывают на подстилку до 8 процентов корма.
Молочное животноводство
В ряде случаев применение продуктов экструдирования – единственный разумный способ обеспечить прибыльность. Особенно это касается молочного животноводства.
Чтобы производство в такой отрасли было высокоэффективным, коров необходимо интенсивно кормить. Животные должны получать защищённый жир и протеин, не расщепляющийся в рубце, а переваривающийся в тонком кишечнике
Такой способ обеспечивает всасывание основной части высвободившихся аминокислот в кровь и использование их при синтезе белков молока, а свободные жирные кислоты гарантируют высокий уровень обменной энергии.
Кормление кошек и собак
По вопросу об использовании экструдированного корма для собак и кошек имеются разногласия, причем как среди ветеринарных врачей, так и среди тех, кто содержит животных. Противники утверждают, что кормление собак готовым кормом увеличивает потребность животных в питательных веществах, жирных кислотах и витаминах. При их недостатке у питомца могут возникнуть проблемы со здоровьем.
Противники утверждают, что кормление собак готовым кормом увеличивает потребность животных в питательных веществах, жирных кислотах и витаминах. При их недостатке у питомца могут возникнуть проблемы со здоровьем.
Речь идет о синтетических гормонах, добавляемых в корм для стимуляции роста, а также мясной муке, для производства которой используют отходы желез зародышей стельных коров.
Если об экструдированных зерновых кормах отзываются, в основном, положительно, то о готовых животных кормах больше отрицательных отзывов. Отходы мясного производства, входящие в состав экструдантов, как правило, содержат большое количество гормонов, что может способствовать развитию опухолей. Эти гормоны долго остаются активными. Особенно опасен высокий уровень гормонов для кошек.
Когда домашнему питомцу можно давать готовые корма?
Использовать экструдированные корма рекомендуется только при необходимости, например, в поездке. Но только не постоянно! Если по какой-то причине хозяин желает кормить своего питомца такими кормами, выбирать их необходимо очень тщательно! Нужно изучить состав ингредиентов.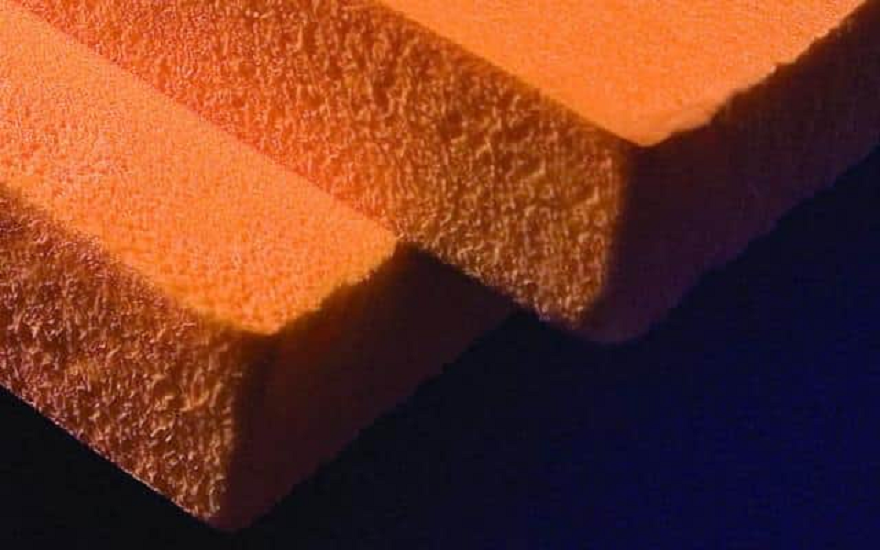
Например, собакам нельзя давать сухой корм, если она мало пьёт – выбирайте исключительно консервированный. Не следует отдельно дополнять сбалансированный корм микроэлементами и витаминами, поскольку в нем уже содержится полный набор, который необходим животному.
Витаминная передозировка
Взрослым животным нельзя часто давать корм, предназначенный для маленьких домашних питомцев, поскольку в нем содержится много минералов и витаминов. Поэтому кормление взрослых домашних животных экструдированными кормами для щенков зачастую приводит к их ожирению
Передозировка любыми витаминами может повлечь серьёзные проблемы, связанные со здоровьем. Готовые корма допускается применять как минеральную подкормку при питании кашами и мясом. Их также можно использовать в качестве витаминизированной подкормки при питании зерновыми продуктами и отходами мясной промышленности.
При постоянном использовании готовых кормов в добавках нет необходимости. Всегда обращайте внимание на содержание в корме витаминов А и D3. Их избыток зачастую приводит к негативным последствиям.
Экструдирование – САМАЯ ГЛУБОКАЯ ПЕРЕРАБОТКА ЗЕРНОВЫХ
Способ переработки зерновых методом экструдирования известен давно, однако к большому сожалению, в нашей стране он не нашел широкого применения. Экструдированные корма обладают рядом преимуществ, которые необходимы для ведения современного животноводства. Рассмотрим шире этот метод.
В основе экструдирования лежат три процесса: температурная обработка кормового средства под давлением; механохимическое деформирование продукта: «взрыв» продукта во фронте ударного разряжения.
После тепловой обработки улучшаются вкусовые качества кормовых средств, так как образуются различные ароматические вещества и т.д., значительно возрастает активность ферментов в перевариваемости кормов, а также нейтрализация некоторых токсинов и гибель их продуцентов.
Зерно обрабатывают в пресс – экструдере при давлении до 40 атмосфер и температуре до 200 градусов С. После этого из экструдера выходит вспученный, пористый продукт в виде жгута (стренг) диаметром 20-30 мм, с объемной массой 100-120 г/см3 и влажностью около 7-9%.
Наряду с термической обработкой происходят глубокие деструктивные изменения в питательных веществах. Так крахмал расщепляется до декстринов и сахаров, протеины подвергаются денатурации.
Характеристика углеводного комплекса некоторых зерновых до и после экструдирования, % от сухого вещества.
| Корма | Крахмал | Декстрины | Сахар |
| Пшеница натуральная | 46,5 | 4,86 | 5,27 |
| Пшеница экструдированная | 18,18 | 21,90 | 10,90 |
| Ячмень натуральный | 50,50 | 6,40 | 5,60 |
| Ячмень экструдированный шелушенный | 11,80 | 39,90 | 9,60 |
| Горох натуральный | 25,81 | 5,52 | 3,01 |
| Горох экструдированный | 15,80 | 8,07 | 3,47 |
В результате такой комплексной обработке получают экструдант с приятным хлебным вкусом и запахом. Он должен иметь степень декстризации крахмала не менее 55%, быть негигроскопичным , иметь коэффициент взорванности не менее 4, а также иметь степень кристаллизации (набухания) не менее 35%.
Он должен иметь степень декстризации крахмала не менее 55%, быть негигроскопичным , иметь коэффициент взорванности не менее 4, а также иметь степень кристаллизации (набухания) не менее 35%.
Хорошие результаты получены после скармливания комбикормов, в состав которых входят 20% экструдированной пшеницы и 20% экструдированного гороха, при этом можно заменить до 50% кормов животного происхождения в рацион поросят – сосунов – отьемышей. На основании экспериментов рекомендовано использовать до 30% экструдированного гороха в ЗЦМ вместо обрата для телят старшего возраста.
Сравнительный анализ привесов свиней после 1-го месяца кормления
в СХП «Новопышменское»
| Кормление дробленым зерном | Кормление экструдированным зерном | |
| Молодняк 0-2 | 175 | 257 |
| Молодняк 2-4 | 218 | 340 |
| Ремонтное и откормочное поголовье | 34475 | 520 |
| Всего по стаду | 266 | 405 |
Как понятно из вышесказанного, при такой уникальной обработке практически удваивается питательная ценность зерна.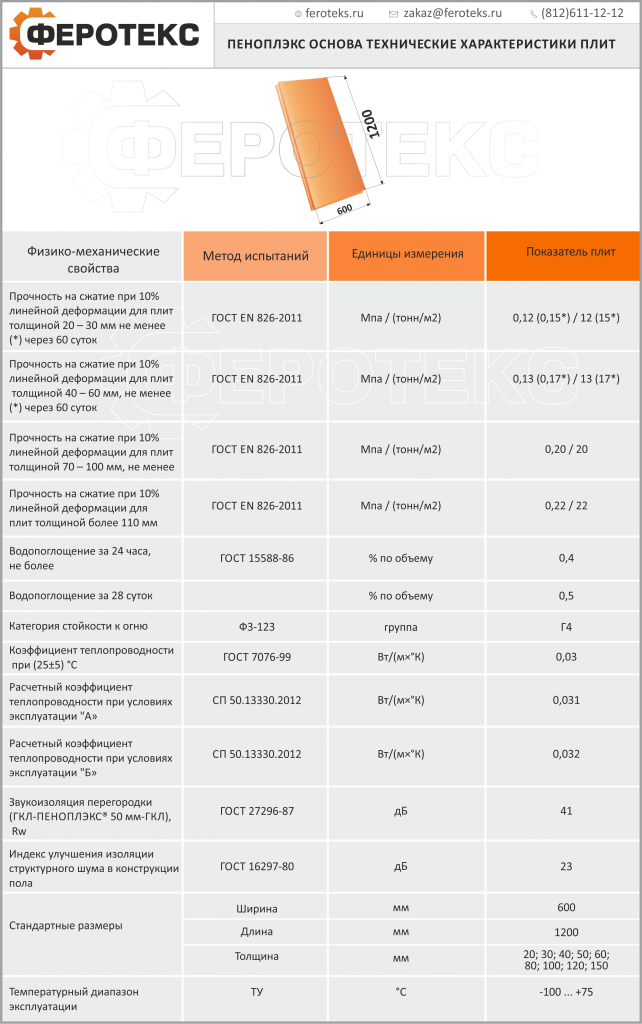 Кроме того, на процесс экструдации практически не влияют такие факторы как влажность перерабатываемого продукта и засоренность семенами других культур и семенами сорняков – все идет в дело. Другими словами, минуя процесс сушки и сортировки, производится великолепный корм для скота. Единственное требование к сырью при экструдировании, это отсутствие земли, камней, соломы и прочего механического мусора в зерне.
Кроме того, на процесс экструдации практически не влияют такие факторы как влажность перерабатываемого продукта и засоренность семенами других культур и семенами сорняков – все идет в дело. Другими словами, минуя процесс сушки и сортировки, производится великолепный корм для скота. Единственное требование к сырью при экструдировании, это отсутствие земли, камней, соломы и прочего механического мусора в зерне.
Даже обработка влажного залежалого зерна, уже имеющего запах аммиака, превращала зерносмесь в прекрасный корм. При экструдировании так называемых «мертвых отходов», оболочки гречки – десятилетиями накапливаемых на токах, получен корм для овец и свиней.
Сейчас же происходит то, что можно сравнивать с кормлением животных конфетами в свинцовой оболочке – животное усваивает лишь половину, поскольку почти вся энергия уходит на переваривание «обертки». В итоге, мы просто поддерживаем жизнедеятельность животных , получая мизерные привесы и надои.
При новой же обработке зерна и зерноотходов, половина работы желудка животного выполняется экструдером и поэтому энергия корма целиком идет на строительство организма животного.
Как очевидно из вышесказанного экструдированные корма незаменимы при откорме молодняка животных : свиней, лошадей, КРС, кроликов и т.д.. Не секрет для практикующих ветврачей и зоотехников, что 90% гибели молодняка происходит из-за болезней кишечно- желудочного тракта, либо инфекций, занесенных через пищеварительную систему. Животное в раннем возрасте наименее защищено именно здесь. Так при неоднократных исследованиях экструдированного корма мы убеждались – корм практически стерилен после 3-4 месячного хранения в обычных складских условиях. Даже мясокостная мука – наиболее подверженная бакобсеминению, при хранении (введенная в экструдант) не меняет своих свойств.
При кормлении молодняка экструдантом (стренгами) гибель животных от кишечно-желудочных заболеваний снижается в 1,5-2 раза. Но и в дальнейшем при переходе на грубые корма животное в раннем возрасте, не измученное кишечными расстройствами, значительно обгоняет своих сверстников в росте.
При влажности комбикорма 12-14% естественное разложение витаминов происходит значительно интенсивнее, чем в стренгах (7-9%) . При экструдировании воздействие высоких температур происходит по длительности 10-12 сек., за этот период времени витамины не подвергаются разрушению. Из практических наблюдений за животными, особенно поросятами, специалисты прекрасно знают, сколько комбикорма при кормлении на своих «пятачках» выбрасывают в подстилку из кормушки, а это 5-8% от общего веса корма. С экструдированным и кормами этого не происходит, поскольку животное не «зарывается» в корм, ему удобно поедать стренги с поверхности кормушки. Вследствие этого запыленность помещения значительно снижается, что позволяет продлить срок эксплуатации механизмов, электрооборудования, создать лучшие условия для персонала.
При экструдировании воздействие высоких температур происходит по длительности 10-12 сек., за этот период времени витамины не подвергаются разрушению. Из практических наблюдений за животными, особенно поросятами, специалисты прекрасно знают, сколько комбикорма при кормлении на своих «пятачках» выбрасывают в подстилку из кормушки, а это 5-8% от общего веса корма. С экструдированным и кормами этого не происходит, поскольку животное не «зарывается» в корм, ему удобно поедать стренги с поверхности кормушки. Вследствие этого запыленность помещения значительно снижается, что позволяет продлить срок эксплуатации механизмов, электрооборудования, создать лучшие условия для персонала.
Экструдант, кроме того, обладает хорошими абсорбирующими свойствами, поэтому он может служить профилактическим средством при желудочно-кишечных расстройствах.
За рубежом ведущей фирмой по экструдированию зерна является «ИНСТА ПРО» , имеющая представительств о в 70 странах мира. В развитых странах ведение животноводства без экструданта является просто невозможным, особенно на ранних стадиях развития.
Особенно интересен факт применения фирмой «ИНСТА ПРО» экструданта в птицеводстве, где экструдант является основным кормом для цыплят. Причем поставка на птицефабрики происходит в виде стренгов и дробится непосредственно перед скармливанием, дабы цыпленок получил свежий не слежавшийся продукт. Помимо питательных уникальных свойств этот корм имеет такую мелкую дисперсию, которую нельзя достигнуть ни одной из существующих дробилок. К сожалению в нашей стране экструдант не нашел широкого применения в птицеводстве.
Аналогично происходит кормление рыбы. Поедаемость корма достигает 100%, поскольку экструдант долго находится на поверхности воды. Пищеварительная система рыб достаточно примитивна, поэтому кормление осуществляется только экструдантом.
Особенно можно отметить эффективность использования экструдированных кормов в частном секторе. Во-первых, экструданта по весу нужно в два раза меньше, чем комбикорма. Во-вторых, не нужно запаривать корм, а просто залить холодной водой. Ну, а в-третьих, – помет после вскармливания стренгов практически сразу является прекрасным органическим удобрением, поскольку в нем нет половы и семян сорных трав. Его сразу же можно вносить в почву, минуя фазу складирования, где, как мы говорим, помет должен «перегореть».
Ну, а в-третьих, – помет после вскармливания стренгов практически сразу является прекрасным органическим удобрением, поскольку в нем нет половы и семян сорных трав. Его сразу же можно вносить в почву, минуя фазу складирования, где, как мы говорим, помет должен «перегореть».
Впервые на нашей установке так мы назвали этот перерабатывающий комплекс использован методом мгновенного охлаждения готового продукта в струе холодного воздуха. Это позволяет остановить реакцию окисления витаминов, что неизбежно происходит при длительных, высоких температурах, улучшить условия труда.
Бобовые культуры (горох, вика, нут, соя и т.д.) богаты белком, аминокислотами и витаминами они составляют в рационе КРС и птиц не более 5-7%.
После эктрудирования усвояемость бобовых увеличивается более чем в 10 раз и их в рацион кормления можно вводить до 80%.
Рожь — кормовой культурой традиционно не считывается из-за повышенной кислотности. После такой переработки ее можно скармливать животным до 90% от общего рациона.
Видимо настало время менять стереотипы кормления. Есть ли смысл наращивать валовой сбор зерновых, распахивать тысячи гектаров земли, чтобы почти половина кормов снова оказалась на полях, но уже в виде навоза.
Экструдированный пенополистирол
Экструдированный пенополистирол — это высококачественный теплоизоляционный материал, который изготавливается путем смешивания гранул полистирола со специально вспенивающим агентом при высокой температуре и давлении с последующим выдавливанием из экструдера.
Отличительные особенности экструдированного пенополистирола от пенопласта
Экструдированный пенополистирол и пенопласт имеют родственный химический состав, однако есть отличительные особенности в технологии производства.
Процесс производства пенопласта — это несколько циклов пропаривания водяным паром сырья, помещенного в блок-форму. В процессе этого происходит многократное увеличение гранул в объеме, в результате чего они спекаются между собой.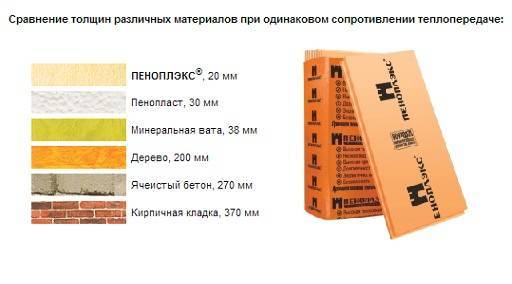 С течением времени и под воздействием окружающей среды, связи ослабевают и происходит их разрыв, т.е. материал рассыпается на гранулы.
С течением времени и под воздействием окружающей среды, связи ослабевают и происходит их разрыв, т.е. материал рассыпается на гранулы.
Экструдированный пенополистирол производится методом экструзии. Это значит, что внутри самого экструдера созданы специфические условия для начала активации процесса преобразования полистирола.
Экструдированный пенополистирол имеет прочную, цельную микроструктуру, представляющую собой массу закрытых ячеек, заполненных молекулами воздуха. Ячейки непроницаемы, потому что не имеют микропор, следовательно, проникновение газа и воды из одной ячейки в другую невозможно.
Основные свойства экструдированных плит:
- Низкая теплопроводность. Коэффициент теплопроводности плит значительно ниже средних значений для большинства других изоляционных материалов. Малое водопоглощение материала обеспечивает незначительное изменение теплопроводности во влажных условиях. Это позволяет применять плиты в конструкциях полов, кровель, фундаментов и подвалов без дополнительной гидроизоляции.

- Отсутствие водопоглощения.
- Низкая паропроницаемость. Сопротивление паропроницанию экструдированных плит толщиной 20 мм равноценно одному слою рубероида. Плиты обладают одним из самых низких коэффициентов теплопроводности среди широко применяемых в строительстве утеплителей.
- Высокая прочность на сжатие
- Стойкость к горению
- Не подвергается биологическому разложению. Экструдированный пенополистирол не подвержен биологическому разложению в условиях окружающей среды и не представляет никакой опасности для экологии и здоровья людей, о чем свидетельствует наличие всех необходимых заключений и сертификатов экологическая чистота простота и удобство применения долговечность.

Испытания показали, что экструдированный пенополистирол сохраняет свои теплоизоляционные свойства после 1000 циклов замораживания-оттаивания. При этом изменение термического сопротивления не превышает 5%.
Основные области применения экструдированного пенополистирола
Промышленное и гражданское строительство:
- утепление кровель — «обратный принцип», ограждающих конструкций, подземных частей зданий и сооружений, магистралей жизнеобеспечения;
- строительство подземных сооружений — гаражи, паркинги;
- строительство спортивно-оздоровительных и культурно-развлекательных центров;
- реконструкция промышленных зданий и старого жилого фонда.

Дорожное строительство:
- теплоизоляция оснований шоссейных и железных дорог, аэродромов;
- ремонт пучинистых участков существующих автомагистралей и железных дорог;
Холодильная техника (основной теплоизоляционный материал):
- теплоизоляция промышленных холодильников
- теплоизоляция рефрижераторных секций
- теплоизоляция изотермических контейнеров.
Сельское строительство:
- утепление животноводческих ферм;
- утепление овощехранилищ;
- утепление парниково-тепличных хозяйств.
Индивидуальное строительство:
- утепление кровель;
- теплоизоляция стен;
- теплоизоляция пола;
- утепление фундамента и подвала, цокольных этажей;
- утепление отмосток и пешеходных дорожек;
- теплоизоляция трубопроводов и канализации.
Качественный экструдированный пенополистирол можно приобрести в офисе группы компаний «САНПОЛ». Опытные специалисты отдела теплоизоляции помогут Вам в выборе и расчете пенополистирольных плит.
Опытные специалисты отдела теплоизоляции помогут Вам в выборе и расчете пенополистирольных плит.
Экструдированный корм
ЭКСТРУДИРОВАННЫЙ КОРМ
Экструзия в производстве кормов используется для переработки зернопродуктов злаковых и бобовых культур. Из-за большого содержания крахмала усвояемость зерна и продуктов его переработки животными и птицей не превышает 60%. Особенно плохо крахмал усваивается молодняком. Экструзионная переработка существенно модифицирует зерно. Основные и наиболее важные изменения происходят при «взрыве» — резком падении давления и температуры, при выходе продукта из экструдера разрушаются клеточные стенки, разрываются химические связи, меняются физическая и молекулярная структура сырья.
В процессе экструзии происходит изменение свойств сырья – питательные вещества становятся более доступными. Благодаря тому, что питательные вещества быстро всасываются в пищеварительной системе животных, значительно повышается продуктивность, что повышает рентабельность производства продукции животноводства.
Производство экструдированных кормов в животноводческом предприятии имеет неоспоримые достоинства:
· Значительно повышается энергетическая ценность корма, поэтому повышается продуктивность животных.
· Погибает вся патогенная микрофлора, исчезают токсины, а благодаря отличным абсорбирующим качествам снижается падеж животных, обусловленный болезнями пищеварительной системы.
· Улучшается и упрощается хранение продукта.
· Приятный запах и вкус экструдированного корма повышает поедаемость корма животными и уменьшает потери при раздаче.
· Используется солома и другие отходы растениеводства.
Применение: Для КРС, лошадей, кроликов, птиц, свиней всех видов животных, а так же собак и рыб.
Многие фермеры уже успели приобрести, или сделать своими руками экструдер для кормов. При помощи экструдера осуществляется переработка различных компонентов, необходимых для рациона животных.
Полученный корм практически на 100% усваивается в организме у животных. При этом, для того, чтобы скотина полностью насытилась, необходимо меньшее количество зерновых культур. Более того, после переработки, из зерновых культур исчезает крахмал, оказывающий негативное влияние на животный организм. Из-за высоких температур, он превращается во вторичный сахар.
Более того, после переработки, из зерновых культур исчезает крахмал, оказывающий негативное влияние на животный организм. Из-за высоких температур, он превращается во вторичный сахар.
Перед руководителями хозяйств и фермерами, заинтересованными в повышении мясной, молочной и яичной продуктивности, стоит нелегкая задача: постоянно совершенствовать технологию кормления и методы обработки кормов.
Экструдированные корма завоевывают сегодня все большую популярность и в России. Они доказали свою высокую эффективность при откорме свиней, бычков, бройлеров, пушных зверей. Очень продуктивно их применение в молочном скотоводстве для повышения удоев и улучшения качества молока. Экструдированное зерно незаменимо в составе стартерных и предстартерных кормов.
В большинстве наших хозяйств процесс приготовления кормов состоит из измельчения, смешивания, иногда – гранулирования. Однако все эти способы не позволяют активно влиять на молекулу белка, «раскрывать» ее, облегчая доступ пищеварительных ферментов к аминокислотам. В результате животные и птицы тратят значительное количество энергии на переваривание корма, увеличиваются затраты на производство продукции. Избежать этих проблем и помогают экструдированные корма.
В результате животные и птицы тратят значительное количество энергии на переваривание корма, увеличиваются затраты на производство продукции. Избежать этих проблем и помогают экструдированные корма.
Сейчас же происходит то, что можно сравнивать с кормлением животных конфетами в свинцовой оболочке — животное усваивает лишь половину, поскольку почти вся энергия уходит на переваривание «обертки». В итоге просто поддерживается жизнедеятельность животных и получаются мизерные привесы и надои.
При экструзионной обработке зерна и зерноотходов, половина работы желудка животного выполняется экструдером и поэтому энергия корма целиком идет на строительство организма животного.
Как очевидно из вышесказанного экструдированные корма незаменимы при откорме молодняка животных: свиней, лошадей, КРС, кроликов и т.д. Не менее продуктивно применение экструданта и при получении повышенных надоев, которые достигают в различных хозяйствах от 18 до 40%.
Прекрасный, высококачественный корм методом экструдирования можно получить даже из некондиционного, влажного, залежалого и засоренного зерна. Как результат – повышение сроков хранения корма!
Как результат – повышение сроков хранения корма!
Экструдированный корм отличается от просто корма повышенной активности ферментов, расщеплению крахмала до декстринов и сахаров, экструдированные корма имеют отличную усвояемость. Это позволяет вводить в рацион животных и птицы фактически половину обычной порции – заметная экономия! Процесс экструзии проходит при высокой температуре, поэтомукорм получается стерильным – без токсинов и вредной микрофлоры.
После прохождения экструдирования получаются гранулы, полностью готовые для скармливания. При необходимости их можно дополнительно измельчить в крупку и использовать для скармливания мелкой птице, мальку рыбы.
В процессе экструдирования зерно приобретает особый специфический аромат, повышающий привлекательность корма. Аппетитный экструдированный корм можно смешивать с имеющимися кормами более низкого потребительского качества и таким образом стимулировать хорошее поедание.
Экструдированные корма имеют низкую влажность. Это позволяет идеально сохранять их в течение 6 месяцев без загнивания и плесневения.
Это позволяет идеально сохранять их в течение 6 месяцев без загнивания и плесневения.
Дальше, пожалуй, самое важное: что дает использование кструдированных кормов для повышения продуктивности поголовья.
Проведенные опыты на контрольных группах животных и птицы показывают:
— высокие привесы живой массы молодняка – до 2 кг в сутки. Откорм животных и птицы может производиться по ускоренной интенсивной технологии.
— повышение удоев молока на 1,8 литра – дополнительная прибыль от его реализации работает на рентабельность хозяйства.
— повышение качественных показателей молока: содержание жира – с 3,4 до 4,35, белка – с 3,01 до 3,18, снижение количества соматических клеток.
— повышение яйценоскости птицы на 20-25%.
При экструзионной обработке кормосмесей часть работы желудка животного выполняется экструдером и, соответственно, энергия корма полностью идет на восполнение потребностей организма. Питательная ценность кормов увеличивается практически вдвое! Это, несомненно, влияет на экономию, особенно если хозяйство испытывает дефицит кормов. Кормление экструдированными гранулами происходит практически без потерь, поскольку животные не зарываются в корм, а поедают с поверхности кормушки. Все это дает возможность существенно повысить рентабельность производства молока, мяса, яиц.
Кормление экструдированными гранулами происходит практически без потерь, поскольку животные не зарываются в корм, а поедают с поверхности кормушки. Все это дает возможность существенно повысить рентабельность производства молока, мяса, яиц.
Помимо кормовых качеств, экструдат обладает хорошими абсорбирующими свойствами и обеспечивает отличную профилактику желудочно-кишечных расстройств. При кормлении экструдированными гранулами гибель молодняка от заболеваний ЖКТ снижается 1,5-2 раза. При переходе на грубые корма животное, не измученное в раннем возрасте кишечными заболеваниями, значительно обгоняет своих сверстников в росте.
При раздаче экструдированных гранул снижается запыленность помещений, а это – чистота и стерильность. Увеличивается сохранность корма. Продлевается срок службы технологического оборудования. Все это – дополнительная экономия средств.
Преимущества использования экструдированных чудо-кормов в качестве основы современного здорового рациона очевидны. При этом не стоит забывать, что любому организму для выживания необходимо трудиться. Поэтому желудочно-кишечный тракт животных должен время от времени получать и неподготовленное сено, и солому, и веточный корм. В молочном и мясном скотоводстве активно идет сегодня концентрация производства. Но все же основная часть поголовья содержится в хозяйствах, которым не по карману возводить собственные комбикормовые заводы. Это требует дорогостоящего высокотехнологичного оборудования, специально обученного персонала, выделения дополнительных помещений. Благо, есть отечественные производители, которые с удовольствием оказывают услуги по экструдированию экологически чистого зернового сырья для хозяйств, фермеров, комбикормовых заводов — качественно и недорого. Бонусом к заказу – бесплатные консультации опытных специалистов-зоотехников по грамотному кормлению животных и птицы экструдированными продуктами, правильному введению их в рационы и получению стабильного эффекта от их применения.
Поэтому желудочно-кишечный тракт животных должен время от времени получать и неподготовленное сено, и солому, и веточный корм. В молочном и мясном скотоводстве активно идет сегодня концентрация производства. Но все же основная часть поголовья содержится в хозяйствах, которым не по карману возводить собственные комбикормовые заводы. Это требует дорогостоящего высокотехнологичного оборудования, специально обученного персонала, выделения дополнительных помещений. Благо, есть отечественные производители, которые с удовольствием оказывают услуги по экструдированию экологически чистого зернового сырья для хозяйств, фермеров, комбикормовых заводов — качественно и недорого. Бонусом к заказу – бесплатные консультации опытных специалистов-зоотехников по грамотному кормлению животных и птицы экструдированными продуктами, правильному введению их в рационы и получению стабильного эффекта от их применения.
Корм — универсальный! Он подойдёт ВСЕМ кто питается зерном и сеном! Главное этот корм (экструдер) при кормлении КРС, свиней, кроликов и т. п дает привесы огромные, так например, при откорме бычков срок откорма бычков до убойного веса сокращается на 5 месяцев. Даже в детском питании используют экструдированные злаковые зерна и для их переваривания детские организмы не тратят много внутренней энергии, а у КРС и свиней это 93-95%
п дает привесы огромные, так например, при откорме бычков срок откорма бычков до убойного веса сокращается на 5 месяцев. Даже в детском питании используют экструдированные злаковые зерна и для их переваривания детские организмы не тратят много внутренней энергии, а у КРС и свиней это 93-95%
Экструдированный полиэтилен | ЮНИТРЕЙД
Экструдированным называют полиэтилен, переработанный методом экструзии. Существует не совсем верное мнение касательно того, что «экструдированный ПЭ» – это название отдельной разновидности или марки материала. На самом деле, это общее название для всех изделий из ПЭ, полученных методом экструзии. Однако доля истины в такой трактовке все-таки есть, так как существуют определенные марки ПЭ, свойства которых специально адаптированы для технологического процесса экструзии, а потому итоговый продукт по своим свойствам все-таки отличается.
Основные виды изделий из экструдированного полиэтилена
Наиболее распространенной продукцией, получаемой таким способом является:
- Пленки с различными свойствами и производные от них изделия. На них приходится свыше 50% российского рынка, и существует широкое разнообразие: применяются пищевые, упаковочные, пузырчатые и многие другие разновидности. Изготавливается пленка различной толщины. Также из пленки производят пакеты разной формы: «майка», фасовочные, с вырубной ручкой и др.
- Трубы и шланги. Для их производства применяются специальные трубные марки ПЭ, однако в основе производства труб неизменно лежит технология экструзии. Производятся трубы различного внутреннего и наружного диаметра, предназначенные для жидких и газообразных рабочих сред.
- Изоляция из экструдированного полиэтилена также приобретает все более широкое распространение, подходит для проводов высокого напряжения и высоковольтного электротехнического оборудования.
- Прочая продукция, включая сетки, профильные изделия, ленты, пластины, тара и прочая продукция.
 На них приходится свыше 50% российского рынка, и существует широкое разнообразие: применяются пищевые, упаковочные, пузырчатые и многие другие разновидности. Изготавливается пленка различной толщины. Также из пленки производят пакеты разной формы: «майка», фасовочные, с вырубной ручкой и др.
На них приходится свыше 50% российского рынка, и существует широкое разнообразие: применяются пищевые, упаковочные, пузырчатые и многие другие разновидности. Изготавливается пленка различной толщины. Также из пленки производят пакеты разной формы: «майка», фасовочные, с вырубной ручкой и др.Отметим, что большинство изделий производится в два этапа: сначала выполняется непосредственно экструзия, после чего полученная заготовка доводится до нужной кондиции. К примеру, выпускаемый рукав из пленки формируется в пакеты и т.п.
К примеру, выпускаемый рукав из пленки формируется в пакеты и т.п.
Процесс производства экструдированного полиэтилена
Экструзия – это способ переработки, для которого в качестве исходного сырья применяются гранулы ПЭ. Соответственно, технологические процессы полимеризации и последующей экструзии разделяются. Общая схема технологического процесса выглядит так:
- В зону загрузки подаются гранулы ПЭ нужной марки. Чаще всего это конусообразная емкость, из которой сырье свободно, под собственным весом, сыпется на шнек.
- Приводимый в движение электродвигателем шнек перемещает гранулы в зону нагрева, где нагревательные элементы доводят гранулы до температуры плавления. При этом температура подбирается в зависимости от конкретной марки ПЭ.
- На конце барабана уже готовый расплав подается под давлением в устройство формования и продавливается через головку экструдера. В этот момент аморфная масса приобретает необходимую форму.
- Далее с помощью тянущих устройств разной конструкции уже сформированный, но еще горячий полуфабрикат продвигается в зону охлаждения, где доводится до нужной температуры. Чаще всего применяется сжатый воздух для обдува.
- После того, как полуфабрикат охлажден, начинается фаса финишной обработки. Продукт может нарезаться, укладываться, фальцеваться и проходить прочие этапы.
 Чаще всего применяется сжатый воздух для обдува.
Чаще всего применяется сжатый воздух для обдува.На выходе получается готовое изделие из экструдированного полиэтилена.
Качество и преимущества экструдированных кормов
Экструдирование кормов — это эффективный способ обработки кормосмеси для лучшего усваивания животными, птицей или рыбой. В результате кратковременной обработки высокой температурой (до 170 °С) под давлением (до 40 бар) корм, сохраняя все полезные свойства и витамины, приобретает ряд значительных преимуществ перед цельными или дроблеными обычным способом смесями.После тепловой обработки улучшаются вкусовые качества кормовых средств, так как образуются различные ароматические вещества, значительно возрастает активность ферментов в перевариваемости кормов, а также происходит нейтрализация некоторых токсинов и гибель их продуцентов.
Зерно обрабатывают в пресс-экструдере при давлении до 40 атмосфер и температуре до +200°C. После этого из пресс-экструдера выходит вспученный, пористый продукт в виде жгута (стренг) диаметром 20 – 30 мм, с объемной массой 100 – 120 г / дм3 и влажностью 7– 9 %. В результате такой комплексной обработки получают экструдант с приятным хлебным вкусом и запахом. При такой уникальной обработке практически удваивается питательная ценность корма.
При экструзионной обработке зерна и зерноотходов половина работы желудка животного выполняется экструдером и поэтому энергия корма целиком идет на рост организма животного. Экструдированные корма незаменимы при откорме молодняка животных: свиней, лошадей, КРС, кроликов и т. д. Не менее продуктивно применение экструданта и при получении повышенных надоев, прибавка по которым достигает в различных хозяйствах от 18 до 40 %. Кроме всего прочего, экструдант обладает хорошими абсорбирующими свойствами, поэтому он может служить профилактическим средством при желудочно-кишечных расстройствах.
Технология экструзии особенно благотворно влияет на белковые добавки для жвачных животных, так как при этом увеличивается количество белка, не разрушающегося в рубце животного, кроме того, экструзия обеспечивает более полную усвояемость белка в тонком отделе кишечника. В итоге повышается продуктивность скота и снижаются затраты кормов.
Практика показывает, что экструдирование значительно повышает вкусовые качества готового продукта. Этому есть несколько причин:
1. Крахмал расщепляется на более простые, сладкие компоненты.
2. При выходе продукта из экструдера улетучивается неприятный запах, характерный для некоторого сырья (например, соевых бобов).
3. Готовый продукт имеет однородную структуру.
Более перспективной является экструзия не монокорма, а смесей белковых и углеводных кормов, получивших название БЭД (белково-энергетическая добавка). Установлено, что в процессе экструзии смесь гороха с пшеницей приобретает высокую энергетическую ценность, даже выше теоретической, которая рассчитана на основе энергетической ценности каждого сырого компонента. Разложившийся крахмал из гороха или пшеницы делает этот корм идеальным при отлучении поросят, а также для молодняка птицы, ферментная система которых не приспособлена к использованию сложных углегидратных комплексов. Переваримость крахмала молодняком животных повышается с 20 до 90 %. В престартерных кормах экструдированные смеси должны заменять все зерно и шрот. В стартерных кормах рекомендуется вносить их в количестве 30 – 40 %. Для кормления взрослой птицы и свиней экструдированные смеси тоже целесообразно включать для балансирования протеина и обменной энергии.
Разложившийся крахмал из гороха или пшеницы делает этот корм идеальным при отлучении поросят, а также для молодняка птицы, ферментная система которых не приспособлена к использованию сложных углегидратных комплексов. Переваримость крахмала молодняком животных повышается с 20 до 90 %. В престартерных кормах экструдированные смеси должны заменять все зерно и шрот. В стартерных кормах рекомендуется вносить их в количестве 30 – 40 %. Для кормления взрослой птицы и свиней экструдированные смеси тоже целесообразно включать для балансирования протеина и обменной энергии.
Хорошие результаты получены после скармливания комбикормов, в состав которых входят 20 % экструдированной пшеницы и 20 % экструдированного гороха, при этом можно заменить до 50 % кормов животного происхождения в рационе поросят сосунов-отъемышей. На основании экспериментов рекомендовано использовать не менее 30 % экструдированного корма.
Экструдированная пшеница — высокоценный энергетический компонент с низким (1,2 %) содержанием клетчатки. По содержанию протеина и особенно лизина превосходит кукурузу почти в 2 раза. Хорошо сочетается с использованием ингредиентов с высоким уровнем клетчатки (отруби, шрот подсолнечника, сухой жом, сухая барда и т. д.).
По содержанию протеина и особенно лизина превосходит кукурузу почти в 2 раза. Хорошо сочетается с использованием ингредиентов с высоким уровнем клетчатки (отруби, шрот подсолнечника, сухой жом, сухая барда и т. д.).
Экструдированный горох — высокопротеиновый продукт с хорошим набором аминокислот и легкодоступных углеводов. Может использоваться как основной источник белка в комбикормах для поросят и на откорме. Обладает высокими вкусовыми качествами и ароматным запахом.
Таким образом, экструзия обеспечивает снижение скорости расщепляемости белка, повышение синтеза микробиального белка в преджелудках на 30 %, повышение усвояемости крахмала за счет его расщепления в процессе экструзии на сахара и декстрины, повышение энергетической питательности рациона на 10 15 %, а также способствует улучшению потребляемости кормов, переваримости и использованию питательных веществ рационов. Применение кормов экструзионной переработки ведет к увеличению продуктивности животных и качества получаемой от них продукции, снижению затрат кормов.
Вячеслав Королев, к.с / х.н., доцент кафедры животноводства и ветеринарной медицины Алтайского института повышения квалификации руководителей и специалистов АПК.
Экструдер зерновой для кормов
Экструдер зерновой, кормовой служит в АПК для приготовления экструдированных кормов. В процессе экструдирования сложные сахары (клетчатка, крахмал) переходят в простые лучше усвояемые ди-сахара а, также моно-сахара. Содержание простых сахаров увеличивается в 2 раза, ди-сахаров около- в 20 раз.
Линии Экструдирования по ссылке
Цены Экструдеров по ссылке
Экструдер специализирован для производственного изготовления современных энергетически действенных кормов из зерновых культур, отходов зерновых, сои, с добавлением всевозможных добавок(солома, мякина, мясокостная мучение , отходы боен, другое). Используется как для производственного изготовления различных кормов на реализацию , так и для оптимальной реорганизации откорма животных и птицы.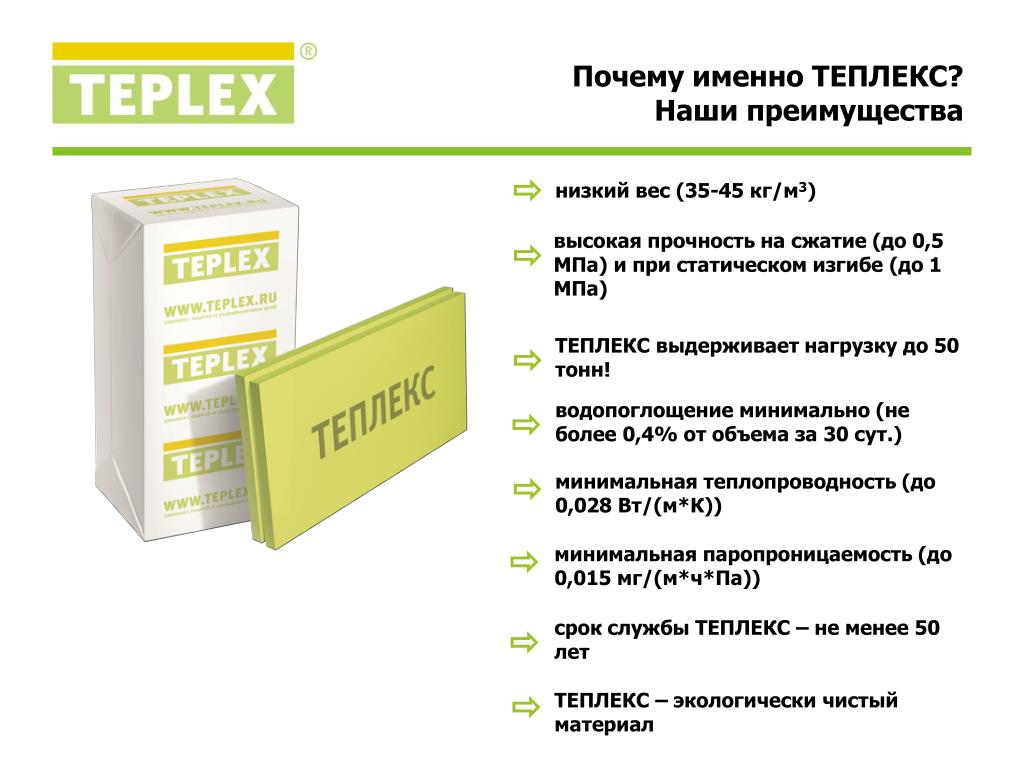 Экструдер дает возможность перерабатывать как мокрое зерно, сохранение которого без сушки не абсолютно допустимо, так и «подопревшее» , при этом, продукт на выходе получается полностью пригодным для кормления животных и хранения.
Экструдер дает возможность перерабатывать как мокрое зерно, сохранение которого без сушки не абсолютно допустимо, так и «подопревшее» , при этом, продукт на выходе получается полностью пригодным для кормления животных и хранения.
Скачать каталог Экструдер Кормоцех 2015
Экструдированный корм, незапятнанный корм завершающего поколения.
Корм получаемый из различного сырья (зерно или зерносмесь) на сто процентов усваивается животными.Усвоение происходит за счёт разложения непростых сахаров (клетчатка, крахмал) в больше обыкновенные модели содержания — дисахара и моносахара. В экструдированном корме суммарное число обыкновенных сахаров возрастает до двух разов, дисахаров до двадцати разов, яркая результативность кормления животных очень увеличивается за счёт повышения с увеличением усвояемости в 2,5 раза. %. Преимущества экструдированных кормов если сравнивать с классическими: очень высочайшая усвояемость до девяностопять процентов и это возможность дает насыщать животное наименьшей порцией, экструдата требуется гораздо меньше, у дроблёной пшеницы максимально более возможная усвояемость тридцать пять процентов. Зерно после обработки в экструдере становится стерильным и это важное свойство корма который предоставляют животным при откорме на ранешних стадиях процесса формирования. при кормлении животных нейтрализуются разные пищеварительные инфекции и раздражения. высокая поедаемость корма за счёт вкусовых свойств экструдата, который имеет очень милый хлебный вкус и аромат . Возможность долгосрочного сохранения (экструдат стерилен и имеет низкую влажность, но применить его можно в сухом облике без запаривания) стимулятор роста животного и развития с улучшением микрофлоры в желудочно-кишечном тракте. Экструдированные корма являются неподменными при откорме молодняка большинства агропромышленных животных: свиньи, лошадей, крупно рогатый скот, зайцы , куры, перепел, овцы и других животных. Кормление экструдированным зерном объединяет к минимально допустимому смерть молодняка, которая происходит в следствии заболеваний желудочно-кишечного тракта либо зараз занесенных с кормом. Результаты по численности больших исследований показали огромную яркая результативность применения экструдата для повышения с увеличением надоев молока.
Зерно после обработки в экструдере становится стерильным и это важное свойство корма который предоставляют животным при откорме на ранешних стадиях процесса формирования. при кормлении животных нейтрализуются разные пищеварительные инфекции и раздражения. высокая поедаемость корма за счёт вкусовых свойств экструдата, который имеет очень милый хлебный вкус и аромат . Возможность долгосрочного сохранения (экструдат стерилен и имеет низкую влажность, но применить его можно в сухом облике без запаривания) стимулятор роста животного и развития с улучшением микрофлоры в желудочно-кишечном тракте. Экструдированные корма являются неподменными при откорме молодняка большинства агропромышленных животных: свиньи, лошадей, крупно рогатый скот, зайцы , куры, перепел, овцы и других животных. Кормление экструдированным зерном объединяет к минимально допустимому смерть молодняка, которая происходит в следствии заболеваний желудочно-кишечного тракта либо зараз занесенных с кормом. Результаты по численности больших исследований показали огромную яркая результативность применения экструдата для повышения с увеличением надоев молока.
Зерновые экструдеры от компании «Кормоцех»
Крупному рогатому скоту, свиньям, рыбам, птицам, домашним животным очень важно получать полноценное питание. Чтобы обеспечить животных всеми необходимыми витаминами и веществами, в их рационе должны быть разнообразные виды кормов: концентраты, силос, сено, корнеплоды, зеленый корм, веточные и гуменные корма. Для того чтобы сэкономить бюджет и при этом иметь постоянную возможность кормить животных питательным и полезным кормом, предлагаем Вам экструдер для кормов купить.
В процессе экструдирования происходит термическая моментальная обработка зерна под давлением около 10-13 секунд. Зерно деформируется и вспучивается, превращаясь, таким образом, в цельную массу. Изменение продукта происходит на клеточном уровне, при этом уничтожается до 90% вредных налетов в виде отложений насекомых, инфекций, плесени и впитанных пестицидов. При такой обработке витамины, которые содержатся в продукте, не успевают погибнуть и сохраняют свои полезные свойства и целостность.
Оборудование для экструдирования
Компания «Кормоцех» поставляет, разрабатывает и производит инновационное современное оборудование экструдер зерновой, служащий для переработки в гранулы травы, бобовых, зерновых, соломы, различных добавок в корма и исходного сельхозсырья. Также есть возможность переработки некондиционного и залежалого зерна, шротов и жмыхов. Процент влажности зерна составляет 15-20%. Зерно предварительно не запаривают.
Экструдер для кормов от компании «Кормоцех» сможет переработать:
- Зерно (пшеница, кукуруза, рожь, ячмень) и зерносмесь.
- Плесневелое и залежалое зерно.
- Солому в смеси с зерном до 50%.
- Шроты и жмыхи в смеси с зерном до 20%.
Такое оборудование может экструдировать не только целое, но и измельченное зерно, в составе которого содержится клетчатка, крахмал, протеины, жиры и белки. При экструдировании на 30-40% уменьшается расход зерна. В него можно добавлять перед экструдированием камыш, измельченную солому, лузгу и муку от переработки в крупу зерна.
Используя экструдер зерновой в сельском хозяйстве, вы сможете производить улучшенный комбикорм с высокими показателями. Именно поэтому лучше всего экструдер для кормов купить у проверенной компании. Приобретайте у нас экструдер для кормов, цена его у «Кормоцеха» самая низкая!
Доработка и различные внесения изменений в механизм, позволили значительно улучшить экструдер зерновой:
- Заметно уменьшилось энергопотребление.
- Повысилась надежность.
- Эксплуатация стала более удобной.
- Компактный размер конструкции.
- Мягкий и плавный пуск.
- Возможность переработки зерновых в смеси с травой, соломой, отрубями, сеном, известью, мясокостной и рыбной мукой.
Состоит экструдер для кормов из электродвигателя, соединенного с экструдерной частью клиноременной передачей, пусковой аппаратуры и экструдерной части.
В экструдерной части расположен загрузочный бункер, прессующая и загрузочная камера, в которых находится шнековая система: подающая, промежуточная и прессующая.
Прессующая камера заканчивается фильерой. Именно в ней и происходит сжатие зерна и через нее выходит готовый продукт экструдирования.
Поэтому, если Вам нужно экструдер для кормов купить, обратите внимание на комплектацию и исправность механизма.
Пресс для комбикорма служит для производства из комбикорма, травяной муки и отрубей гранул. Они широко применяются на крупных животноводческих фермах, птицефабриках, элеваторах и комбикормовых заводах. При приготовлении комбикормов, используя пресс для комбикорма, для каждого материала будет разная степень сжатия и будут использоваться различные технологии переработки.
Если вы решили купить экструдер зерновой, то должны быть ознакомлены со всеми полезными возможностями и характеристиками агрегата. Для производства корма для животных самым лучшим выбором будет именно экструдер для кормов, цена которого окупится уже спустя 1,5 года.
- Экструдер может легко перерабатывать зерновые смеси различных фракций.
- Остановка подачи сырья может осуществляться и без остановки самого экструдера.
- Во всех экструдерах от компании «Кормоцех» отсутствует вибрационная технология подачи сырья, которая расшатывала узлы экструдера.
- По всем узлам запас прочности. Рама из стального уголка предотвращает деформацию, когда натягиваются ремни. Это позволяет свободно перемещать экструдер без осуществления различных работ по монтажу. Основной двигатель позволяет экструдеру беспрерывно работать на протяжении нескольких часов. Ременной привод может удерживать максимальный крутящий момент, предотвращая проскальзывание ремней без создания излишнего сопротивления. Каждый экструдер и мини экструдер имеют переключатель прямого/обратного хода двигателя, включатель подачи, а также регулятор натяжения на ходу.
- После окончания работы экструдер можно не разбирать для очистки рабочей части. Для этого процесса предусмотрена кнопка реверса для самоочистки рабочей части.
- На всех экструдерах установлен магнит, позволяющий извлечь из фракции наименьшие частицы металла. Поэтому, при попадании в рабочую часть инородного тела, ее не заклинивает.
- Вследствие особого устройства рабочей части экструдера фракция после экструдирования превращается в «кукурузные палочки», и ей не нужна дополнительная подготовка перед тем, как кормить животных.

 Поэтому, при попадании в рабочую часть инородного тела, ее не заклинивает.
Поэтому, при попадании в рабочую часть инородного тела, ее не заклинивает.Экструдированные корма обладают лучшим усваиванием в организме всех животных. Крахмал, содержащийся в злаковых зерновых, тяжело усваивается в их желудке. При высокой температуре в процессе экструдирования происходит уничтожение плесени и вредных микробов, несущих заболевания, а также преобразуется клетчатка и расщепляется крахмал. Такой корм усваивается на 90%, в отличие от зернового корма (55-65%).
Применяя экструдированный корм, для производства которого был использован мини экструдер, вы значительно уменьшаете затраты энергии животного на его переработку. Покупая экструдер зерновой, цена его Вас приятно порадует!
Рассмотрим на примере свиньи использование экструдированного ячменя, кукурузы, пшеницы и гороха:
- За сутки в среднем увеличивается рост свиней на 16-25%.
- Значительно сокращаются расходы корма.
- За счет снижения в 3-15 раз бактериальной грибковой обсемененности зерновых культур уменьшается падеж числа поросят.
- Возможность ускорения процесса отлучения от свиноматки поросят без риска задержки развития и роста.

При постоянном кормлении курей комбикормом, их яйценоскость увеличивается на 22-27%, корова даст молока больше на 20-55%, а живой вес молодняка прирастет на 35-40%.
Животные едят экструдированный корм с большим удовольствием, так как при его обработке уничтожаются все неприятные запахи, а естественный запах продукта усиливается.
Для откармливания молодняка крупного рогатого скота, свиней, кроликов, лошадей, рекомендуется использовать экструдированный корм во избежание гибели животных от желудочно-кишечных заболеваний. Полученный путем экструдирования корм, имеет хороший абсорбирующий эффект и бактериально чист. Исследования показали, что такой корм стерилен и способен храниться до трех-четырех месяцев на складе.
Применение экструдированного корма для животных позволяет существенно решить экологическую проблему по уменьшению загрязнения навозом окружающей среды.
Купить экструдер зерновой у компании «Кормоцех» и производить комбикорма самостоятельно значительно выгоднее и экономнее, чем приобретать у поставщиков готовую продукцию. На экструдер зерновой цена самая низкая в регионе! Мини экструдер и пресс для комбикорма просты в использовании. Для обеспечения комфортной и удобной работы с оборудованием, его можно поставить на стол или подставку. При работе с экструдером не требуются специальные навыки производства кормов. Такой механизм предназначен для обеспечения кормом небольшого количества домашнего хозяйства, где нет промышленного напряжения 380 В.
Экструдер для кормов от компании «Кормоцех» поставляется в различных вариантах с разным оснащением. Это зависит от сырья, которое обрабатывается, и продукции, которая выпускается. Готовый комбикорм – это замечательный абсорбент для кишечника животных. Он имеет способность выводить вещества, которые могут отравлять их организм. Приготовленная смесь выглядит в форме жгута, который отсекается или остается целостным. Покупая экструдер зерновой, цена его формируется от оснащения.
Готовый комбикорм – это замечательный абсорбент для кишечника животных. Он имеет способность выводить вещества, которые могут отравлять их организм. Приготовленная смесь выглядит в форме жгута, который отсекается или остается целостным. Покупая экструдер зерновой, цена его формируется от оснащения.
У компании есть возможность производить и реализовывать стержневые, плоские, гранулированные и полые продукты. После чего на дополнительном оборудовании они обжигаются и смешиваются с вяжущим материалом либо глазируются. С отсекателем экструдер для кормов нужен для приготовления корма для мелких животных, рыб или птиц.
Компания «Кормоцех» поставляет, также производит, и разрабатывает самый лучший экструдер для кормов, цена его приемлемая даже для начинающего фермера.
Если Вас интересует, где экструдер для кормов купить, значит, Вы заботитесь о своем хозяйстве и будете его кормить только полезным, витаминизированным, питательным и сбалансированным кормом.
Пресс для комбикорма, экструдер для кормов и мини экструдер могут дать немалый доход от продаж корма в рыбном хозяйстве, птицеводам и животноводам. Все вышеизложенное делает незаменимым помощником в ведении хозяйства экструдер зерновой. Цена этого устройства вполне доступна и полностью себя оправдывает. Купить экструдер зерновой не составит труда. Для этого Вы можете обратиться непосредственно в компанию «Кормоцех» либо заказать его на нашем сайте.
линии на 4 основных пищевых технологии — кукурузные палочки, хлебцы, продукты с начинкой, мягкие сухарики
линии для производства кукурузных палочек
линии для производства продуктов с начинкой — подушечки (типа “Любятого”, треугольные), батончики, трубочки (”бамбук”)
линии для производства хлебцев
Предложение с ценами на поставку линии для производства экструзионных сухариков
линии для производства сухих завтраков (сладкие и соленые фигурные продукты, наполнитель для шоколада, элементы декоративного оформления кондитерских изделий)
линии для производства пищевых отрубей
линии для производства кукурузных хлопьев
линии для производства кормов для кошек и собак
линии для производства кормов для домашних грызунов
линии для производства кормов для промысловых рыб
линии для производства компонентов технических клеев
линии для производства крахмал содержащего реагента для нефте- и газодобычи
линию для производства зерновой составляющей детского питания, каш быстрого приготовления
линии для производства соевого (зернового) текстурата, “соевого мяса” (кусочки)
линии для производства промышленной панировки
линии для производства пелетты (полуфабрикат для чипсов)
линии для производства кормов общего назначения для животноводства
линии для производства модифицированного крахмала, набухающей муки
линии для производства кормов для аквариумных рыб
Определение экструдирования по Merriam-Webster
ex · trude | \ ik-ˈstrüd \экструдированный; экструдирование; выдавливает
переходный глагол
1 : , чтобы заставить, надавить или вытолкнуть
2 : для придания формы (вещества, такого как металл или пластик) путем проталкивания через матрицу
Определение экструзии от Merriam-Webster
ex · tru · sion | \ ik-ˈstrü-zhən \ : акт или процесс экструзии также : форма или продукт, произведенный с помощью этого процесса.
Что такое экструзия? | Plastics International News and Blog
Слово экструзия взято из латинского слова extrudere, означающего (ex) наружу и (trudere) толкать. В процессе экструзии гранулы или сухой пластиковый порошок нагревают и продавливают через фильеру. Большая часть экструзии выполняется с помощью шнеков, хотя экструзия с плунжером все еще используется специально для порошков СВМП. Винты плавятся, перемешивают материал и выталкивают его из отверстия в матрице. Экструдер может быть одноцилиндровым или двухшнековым / двухцилиндровым. Экструзионный материал определяет, какая технология экструзии требуется. Двухкамерные экструдеры в основном используются для смешивания основных пластмасс с различными пластификаторами, наполнителями, красителями и другими ингредиентами.Экструзия позволяет производить трубы, стержни, профили, пленку или листовой пластик различной ширины и толщины.
В процессе экструзии гранулы или сухой пластиковый порошок нагревают и продавливают через фильеру. Большая часть экструзии выполняется с помощью шнеков, хотя экструзия с плунжером все еще используется специально для порошков СВМП. Винты плавятся, перемешивают материал и выталкивают его из отверстия в матрице. Экструдер может быть одноцилиндровым или двухшнековым / двухцилиндровым. Экструзионный материал определяет, какая технология экструзии требуется. Двухкамерные экструдеры в основном используются для смешивания основных пластмасс с различными пластификаторами, наполнителями, красителями и другими ингредиентами.Экструзия позволяет производить трубы, стержни, профили, пленку или листовой пластик различной ширины и толщины.
Экструзия — один из основных способов изготовления пластмассовых изделий на станках. Экструзия имеет несколько преимуществ:
— Высокая производительность (по сравнению с другими процессами) обеспечивает более низкие материальные затраты.
— В зависимости от объема может быть больше вариантов ширины и длины для увеличения урожайности.
— Относительно низкие затраты на инструмент.
Экструзия может иметь некоторые недостатки:
-Пределы толщины для некоторых материалов.
— С точки зрения механической обработки, материал может иметь более высокий уровень напряжения при вторичном или постпроизводственном отжиге, необходимом для снятия напряжения, чтобы форма заготовки была более поддающейся механической обработке.
— Трудно достичь формы с жестким допуском.
— Ограничено формами равномерного поперечного сечения (по длине).
Экструзия — один из наиболее распространенных способов изготовления пластиковых заготовок.Обработка этих заготовок, выполненная на авторитетном экструдере с использованием материалов высочайшего качества, может стать успешной частью любого бизнеса в мастерской по ремонту. Чтобы найти самый широкий выбор качественных заготовок для обработки, просто нажмите здесь.
Экструзия: определение, процесс и примеры
Процесс экструзии
Экструзия заключается в проталкивании теста или полужидкого материала через вал. На конце вала находится матрица особой формы для получения желаемого выреза.Для трубки матрица представляет собой просто круг, через который проталкивается материал. Чтобы сделать кривую, кубик сначала будет иметь более узкий круг, а затем станет шире. В этих конструкциях часто используется разное давление для создания желаемой формы. Более узкий круг сначала создает более высокое давление, заставляя его изгибаться.
Подумайте об игре в пластилин в детстве. Вы можете протолкнуть пластилин различных форм, чтобы создать желаемую форму. Была ручка, которая проталкивала тесто через форму и выходила желаемой формы.Использование этих форм для лепки было простыми примерами экструзии. Это были не очень сложные конструкции, поэтому легче понять, как формируется форма, но та же идея используется для экструзии других продуктов.
Экструзия и закон идеального газа
Есть и другие ключевые переменные, которые влияют на процесс экструзии. Посмотрим на воздушный шар. Когда вы сначала надуваете воздушный шар, он довольно большой. Но со временем воздушный шар постепенно становится меньше, потому что он теряет воздух.Воздух действует как давление на воздушный шар, увеличивая объем, чем больше воздуха в воздушном шаре. Кроме того, если бы вы поставили этот воздушный шар на улицу в холодный день, он стал бы меньше. Это связано с тем, что температура также влияет на давление и объем.
Думая о давлении и объеме, всегда помните закон идеального газа, который показан как
PV = nRT
где P — давление, V — объем, n — моль газа, R — постоянная, а T — температура. Это уравнение всегда должно оставаться в равновесии.Таким образом, если вы увеличиваете температуру, но давление остается прежним, объем необходимо увеличивать. Если вы увеличиваете количество молей газа (количество воздуха, которое вы вводите в баллон), тогда давление и объем должны увеличиваться. Если объем больше не может увеличиваться, то будет увеличиваться только давление. Когда давление становится слишком высоким, материал может разрушиться, что происходит, когда вы слишком сильно надуваете воздушный шар, и он взрывается.
Понимание давления важно при экструзии, потому что при экструзии часто используется давление для создания желаемого продукта.В частности, для воздушных продуктов давление регулируется для создания воздушного продукта, такого как слойки из сыра. Тесто помещается в вал, а затем вал нагревается. Тепло увеличивает температуру, что также увеличивает давление (помните, PV = nRT). Но поскольку вал и матрица настолько твердые, тесто не может расширяться, поэтому объем остается прежним, но давление только увеличивается. Как только тесто выходит из фильеры, ничто не мешает тесту увеличиваться в объеме, так что это происходит.Так почему же слойка с сыром остается воздушной? После выхода из штампа он больше не горячий, а поскольку температура снизилась, давление и объем также должны уменьшиться. Это связано с тем, что добавленное тепло также приготовило тесто к тому моменту, когда оно вышло из фильеры, и тесто затвердело. Теперь у него достаточно структуры, чтобы удерживать новую форму, а не падать на себя, как если бы это было тесто.
В процессе экструзии можно получить множество различных форм. Эти разные формы могут быть созданы путем вырезания штампа определенной формы и управления давлением.
Краткое содержание урока
Экструзия — это процесс, используемый во многих отраслях промышленности для создания продукта определенной формы. Экструзия может создать только постоянную форму. Различные формы могут быть созданы путем изменения формы штампа и манипулирования давлением. Такие продукты, как пластиковые контейнеры, трубки и макаронные изделия, создаются с помощью процесса экструзии.
Extrusion — обзор | Темы ScienceDirect
Введение
Экструзия — это процесс нагревания практически только ТП, которые могут иметь форму порошков, шариков, хлопьев, гранул или комбинаций этих форм.Этот пластик попадает в бункер экструдера. В экструдере используется пластификатор [спиральный винт, который вращается внутри нагретого цилиндра (цилиндра)] для плавления пластика (глава 3). Затем расплавленный пластик продавливают через фильеру, чтобы получить желаемую непрерывную форму продукта. На рис. 5.1 показана очень упрощенная схема процесса экструзии. Информация о фильерах (однослойных и соэкструдированных), используемых при экструзии, приведена в главе 17.
Рисунок 5.1. Упрощенный пример одношнекового экструдера
Экструзия — самый популярный процесс формования ТП.Он перерабатывает более 36 мас.% Всех пластмасс, потребляемых во всем мире, в такие продукты, как довольно простые пленки, листы, стержни, покрытия до очень сложных профилей, используемых в оконных профилях и т. Д. Большинство используемых пластиков — это полиэтилен (PE) (Глава 2) . 451 Используются другие пластмассы (таблица 5.1). В отличие от литья под давлением, второго основного процесса, в котором потребляются пластмассы (32 мас.%), Экструзия обычно приводит к полуфабрикату или промежуточному продукту. Для производства годных к употреблению продуктов требуется дальнейшая обработка.
Таблица 5.1. Пример экструдированного термопласта (любезно предоставлено Spirex)
| Смола b | Удельный вес (г · см −1 ) | Плотность (фунт-фут −1 ) | Удельный объем (дюйм ) 1 фунтов −1 | Удельный объем (см 1 г −1 ) | Температура экструзии (°) | Удельная теплоемкость (БТЕ фунт −1 ° F −1 | Вода абсорбция за 24 часа (%) | Максимально допустимое содержание воды | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ABS, экструзия | 1.02 | 64,0 | 27,0 | 0,980 | 435 | 0,34 | 0,25 | ||||||||
| ABS, впрыск | 1,05 | 65,0 | 26,0 | 9013 9013 901||||||||||||
| Ацеталь, впрыск | 1,41 | 88,0 | 19,7 | 0,709 | 0,35 | 0,25 | |||||||||
| Акрил, экструзия | 1.19 | 74,3 | 23,3 | 0,839 | 375 | 0,35 | 0,30 | ||||||||
| Акрил, инъекционный | 1,16 | 72,0 | 24,1 | 72,0 | 24,1 | 72,0 | 24,1 | 0,15 | |||||||
| CAB | 1,20 | 74,6 | 23,1 | 0,833 | 380 | 0,35 | 1,50 | 0,15 | |||||||
| Ацетат целлюлозы | , экструзия | 28 | 80,2 | 21,6 | 0,781 | 380 | 0,40 | 2,50 | |||||||
| Ацетат целлюлозы, инъекционный | 1,26 | 79,0 | 9013 9013 | 79,0 | 21,9 | ||||||||||
| Пропионат целлюлозы, экструзия | 1,22 | 76,1 | 22,7 | 0,821 | 380 | 0,40 | 1,70 | инъекция||||||||
| Профилактика целлюлозы 122 | 75,5 | 22,9 | 0,828 | 0,40 | 2,00 | 0,25 | |||||||||
| CTFE | 2,11 | 134,0 | 13,1 | 13,1 | 2,11 | 134,0 | 12,9 | 0,465 | 600 | 0,28 | & lt; 0,01 | ||||
| лономер, экструзия | 0.95 | 59,6 | 29,0 | 1,050 | 500 | 0,54 | 0,07 | ||||||||
| Иономер, инжекционный | 0,95 | 59,1 | 149 | 29,2 | Нейлон-6 | 1,13 | 70,5 | 24,5 | 0,886 | 520 | 0,40 | 1,60 | 0,15 | ||
| Найлон-6,6 | 1.14 | 71,2 | 24,3 | 0,878 | 510 | 0,40 | 1,50 | ||||||||
| Нейлон-6,10 | 1,08 | 67,4 | 25,6 | 67,4 | 25,6 | 0,15||||||||||
| Нейлон-6,12 | 1,07 | 66,8 | 25,9 | 0,935 | 475 | 0,40 | 0,40 | 0,20 | |||||||
| Нейлон- | 04 | 64,9 | 26,6 | 0,962 | 460 | 0,47 | 0,30 | 0,10 | |||||||
| Нейлон-12 | 1,02 | 63,7 | 9013 9013 9013 27,1 0,10|||||||||||||
| На основе фениленоксида | 1,08 | 67,5 | 25,6 | 0,926 | 480 | 0,32 | 0,07 | ||||||||
| Полиалломер | 90 | 56,2 | 30,7 | 1,110 | 405 | 0,50 | 0,01 | ||||||||
| Полиариленовый эфир | 1,06 | 66,2 | 0,9143 | 66,2 | 30,7 | Поликарбонат | 1,20 | 74,9 | 23,1 | 0,832 | 550 | 0,30 | 0,20 | 0,02 | |
| Полиэстер PBT | 1.34 | 83,6 | 20,7 | 0,746 | 0,08 | 0,04 | |||||||||
| Полиэфир ПЭТ | 1,31 | 8,18 | 21,1 | 0,746 | 21,1 | 0,746 | |||||||||
| Полиэтилен HD, экструзия | 0,96 | 59,9 | 28,8 | 1,040 | 410 | & lt; 0,01 | |||||||||
| Полиэтилен HD, инжекция | 0.95 | 59,9 | 29,1 | 1,050 | 480 | & lt; 0,01 | |||||||||
| Полиэтилен высокой плотности, выдувное формование | 0,95 | 56,9 | |||||||||||||
| Полиэтилен LD, пленка | 0,92 | 57,44 | 30,1 | 1,090 | 350 | & lt; 0,01 | |||||||||
| Полиэтилен LD4 | для инъекций 0.92 | 57,4 | 30,1 | 1,09 | 400 | <0,01 | |||||||||
| Полиэтилен LD, проволока | 0,92 | 57,4 | 3014 1,03 | 57,4 | 3014 1,0 | ||||||||||
| Полиэтилен ЛД, доб. покрытие | 0,92 | 57,1 | 30,0 | 1,090 | 600 | & lt; 0,01 | |||||||||
| Полиэтилен LLD, экструзия | 0.92 | 57,4 | 30,1 | 1,087 | 500 | ||||||||||
| Полиэтилен LLD, инъекция | 0,93 | 58,0 | 29,8 | 1.0144 | 29,8 | 0,92 | 56,8 | 30,4 | 1,100 | 450 | 0,10 | ||||
| Полипропилен для инъекций | 0.90 | 56,2 | 30,7 | 1,110 | 490 | & lt; 0,10 | |||||||||
| Полистирол, ударопрочный лист | 1,04 | 64,9 | |||||||||||||
| Полистирол, кристалл gp | 1,05 | 65,5 | 26,2 | 0,968 | 440 | 0,10 | |||||||||
| Полистирол, инъекционный удар | 1.04 | 64,9 | 26,6 | 0,968 | 440 | 0,30 | |||||||||
| Полисульфон | 1,25 | 77,4 | 22,3 | 9013 0,807 9013 22,3 9013 9013 | Полиуретан | 1,20 | 74,9 | 23,1 | 0,834 | 400 | 400 | 0,10 | 0,03 | ||
| ПВХ, жесткие профили | 1.39 | 86,6 | 19,9 | 0,720 | 365 | 0,02 | |||||||||
| Труба ПВХ | 1,44 | 87,5 | 19,7 | 0,714 | 19,7 | 0,714 | , жесткий впрыск1,29 | 83,6 | 21,0 | 0,756 | 380 | 0,10 | 0,07 | ||
| ПВХ, гибкий провод | 1.37 | 85,5 | 20,2 | 0,731 | 365 | ||||||||||
| ПВХ, гибкие экструдированные формы | 1,23 | 76,8 | 22,5 | 14 0,814 | впрыск | 1,29 | 80,5 | 21,4 | 0,776 | 300 | |||||
| PTFE | 2,16 | 134,8 | 12.9 | 0,464 | & lt; 0,01 | ||||||||||
| SAN | 1,08 | 67,4 | 25,6 | 0,927 | 420134 | 4703 9013 9013 9013 9013 9013 9013 9013 9013 9013 9013 9013 9013 9013 | 106,1 | 16,3 | 0,589 | 610 | 0,01 | ||||
| Уретановые эластомеры | 0,83 | 51,6 | 33,5 | 1.210 | 390 | 400 | 0,07 | 0,03 |
a Конкретная информация обо всех настройках машины и пластических свойствах изначально получена с использованием технических данных поставщика смолы на суставной состав или смолу, которая будет использоваться.
Для максимального увеличения производительности или, по крайней мере, удовлетворения требований к характеристикам экструдированных пластмасс, а также для минимизации затрат на экструзию продуктов важно понимать технологические свойства различных пластмасс.При производстве различных экструдированных продуктов можно использовать определенные пластмассы. Понимание таких факторов, как их реологическое поведение по отношению к разложению, а также проблемы, которые могут возникнуть, дает информацию, которая облегчит экструдирование продуктов (главы 1,2,3 и другие главы).
После фильеры экструдат (расплав) калибруется, охлаждается и упаковывается с помощью набора вспомогательных устройств, включая калибраторы вакуума, резервуары для воды, охлаждающие валки, тянущие устройства, резаки и намоточные устройства (Глава 18).Перед головкой может быть установлен насос расплава между экструдером и головкой для получения более однородного экструдата. Точный выбор и расположение этих составных частей экструзионной системы будет зависеть от конечного продукта и требований допусков, которые необходимо соблюдать. 25, 27, 33, 143 196, 476
На выходе из экструдера экструдат (расплав) вытягивается с помощью вытягивающего действия или другого устройства, на каком этапе он подвергается воздействию для охлаждения, обычно с помощью устройства с водой и / или продувкой воздухом.Это важный аспект последующего контроля, если существуют строгие требования к размерам или требуется консервация пластмасс. Целью процессора является определение допуска, необходимого для скорости извлечения, и проверка того, что оборудование, расположенное ниже по потоку, соответствует общим требованиям к линии. Даже если жесткие требования к размерам не требуются, есть вероятность, что лучший контроль скорости вытягивания позволит более жесткие допуски, так что произойдет снижение выхода материала, что приведет к снижению стоимости продукта.
Безусловно, практически все экструдеры используют шнеки в пластиках для плавления пластмасс. Однако плунжер, популярная более века система плавления, используется для обработки пластмасс, которые нельзя расплавить шнеком. Плунжерные устройства, по сути, являются устройствами периодического действия, и, хотя можно добиться постоянной производительности путем последовательной работы двух или более плунжеров, этот метод практически не имеет значения практически для всех TP. Плунжер используется для обработки пластмасс, которые почти не плавятся.Другой возможностью является ротационный экструдер, устройство, в котором вращающиеся диски или роторы используются для создания сдвига. Однако экструзия TPs почти полностью зависит от вращающегося шнека как устройства доставки расплава. 143, 476
ТП характеризуются низкой теплопроводностью, высокой удельной теплоемкостью и высокой вязкостью расплава. Приготовление однородного гомогенного расплава и его доставка при соответствующем давлении и постоянной скорости может создать значительные проблемы, если не будет обработано должным образом (Глава 3).Основные варианты экструдера — одношнековый и двухшнековый. Из них одношнековый экструдер на сегодняшний день является наиболее универсальным и популярным в использовании.
Одношнековый экструдер состоит в основном из шнека, который вращается в аксиально фиксированном положении внутри плотно прилегающего канала ствола. Размеры экструдера идентифицируются по внутреннему диаметру цилиндра. Диапазон размеров от до 24 дюймов в диаметре с обычным диаметром от 1 до 6 дюймов (размеры в Европе и Азии варьируются от 20 до 600 мм с обычным диаметром от 25 до 159 мм.). Винт приводится в движение электрическим двигателем через различные устройства, такие как зубчато-редукторный механизм или ремень, для удовлетворения различных требований к производительности и стоимости. Эти редукторы рассчитаны на механическую и тепловую мощность в соответствии с определением Американских производителей оборудования (AGMA). Рейтинговая система AGMA основана на понимании того, что не все редукторы используются одинаково. Существуют также системы безредукторных приводов, в которых используется высокомоментный двигатель Siemens с необычным полым валом с низким моментом инерции. 476
Производительность экструдера зависит от скорости вращения шнека, геометрии шнека и вязкости расплава. Давление, развиваемое в системе экструдера, в значительной степени зависит от сопротивления фильеры и зависит от геометрии фильеры и вязкости расплава. Давление экструзии ниже, чем при литье под давлением. Обычно они составляют от 500 до 5000 фунтов на квадратный дюйм (от 3,5 до 35 МПа). В крайних случаях давление экструзии может возрасти до 10 000 фунтов на квадратный дюйм (69 МПа). Варианты одиночного шнека включают барьерный шнек или шнек для извлечения расплава и шнек с удалением воздуха (Глава 3).
Двухшнековый экструдер может иметь параллельные или конические шнеки, и эти шнеки могут вращаться в одном направлении (вращение в одном направлении) или в противоположных направлениях (в противоположном направлении). Экструдеры с более чем двумя шнеками известны как многошнековые экструдеры. Эти экструдеры обычно используются, когда смешивание и гомогенизация расплава очень важны, в частности, когда в пластик должны быть включены добавки, наполнители и / или армирующие элементы.
Они широко используются для компаундирования пластмасс, включая термочувствительные материалы, такие как ПВХ, обработки материалов, которые трудно подавать (например, некоторых порошков), реактивной обработки, 197 и удаления летучих веществ из пластика.В частности, двухшнековые экструдеры предлагают широкие возможности обработки. Их можно кормить голоданием, так что время пребывания, величину сдвига и контроль температуры расплава можно контролировать с помощью их сегментной модульной конструкции.
Что такое прессование металлов, его виды и характеристики
Экструзия металла — это производственный процесс для формования металла , в котором цилиндрическая заготовка внутри закрытой полости принудительно протекает через фильеру желаемого поперечного сечения.Эти экструдированные детали с фиксированным поперечным сечением называются « Extrudates » и выталкиваются с помощью механического или гидравлического пресса. Процесс, который был впервые запатентован Джозефом Брамахом, был впервые использован Томасом Берром для экструзии свинцовых труб.
Наиболее распространенными экструдированными материалами являются алюминий, медь, сталь, магний и свинец. Пластмассы и керамика также широко используются в экструзии, но не обсуждаются в этой статье.
Характеристики экструзии
- Способен создавать сложные поперечные сечения и будет однородным по всей длине экструдатов
- Факторами, влияющими на качество экструзии, являются конструкция фильеры, коэффициент экструзии, температура заготовки, смазка и скорость экструзии.Ознакомьтесь с подробным руководством по проектированию экструзии металла « Как конструировать детали для прямой экструзии металла », чтобы понять 5 ключевых переменных проектирования экструзии металла и советы по проектированию экструзией для производства (DFM).
- Подобно любым другим процессам формовки металла, он может выполняться горячим или холодным способом, хотя процесс обычно выполняется при повышенных температурах, чтобы уменьшить усилие экструзии и улучшить пластичность материала.
- Низкая стоимость за счет уменьшения потерь сырья и высокой производительности
- Хрупкий материал можно деформировать без разрыва, так как он оказывает только сжимающие и сдвигающие силы в основной части
- Формованные детали имеют отличное качество поверхности, что сводит к минимуму постобработку.
- Экструзия металла имеет тенденцию создавать благоприятную вытянутую зернистую структуру в направлении материала.
- Минимальная толщина стенки от ~ 1 мм (алюминий) до ~ 3 мм (сталь) может быть достигнута
Типы процессов экструзии
Экструзия металла может быть подразделена на следующие категории в зависимости от направления потока экструзии, среды, используемой для приложения силы, рабочей температуры и т. Д.
- Прямая экструзия
- Непрямая экструзия
- Гидростатическая экструзия
- Боковое или вертикальное выдавливание
- Горячая экструзия
- Холодная экструзия
- Ударная экструзия
Прямая экструзия
Прямая экструзия, , иногда называемая прямой экструзией, является наиболее распространенным типом экструзии.Процесс, показанный на рисунке 2 ниже, начинается с загрузки нагретой заготовки (только для горячей экструзии, обсуждаемой ниже) в контейнер полости пресса, где за ним помещается фиктивный блок. Затем механический или гидравлический плунжер нажимает на материал, чтобы вытолкнуть его через матрицу. Затем, пока она еще горячая, деталь растягивают для распрямления. Этот процесс прекрасно анимирован с помощью Core Materials.
Рисунок 2 — Прямая экструзия (источник: Kalpakjian & Schmid)При прямой экструзии высокое трение, вызываемое сталью при более высоких температурах, снижается за счет расплавленного стекла в качестве смазки, а масла с графитовым порошком используются для смазки при низких температурах.Блок-заглушка используется для защиты кончика нажимного стержня (пуансона или плунжера) при горячей экструзии. Когда пуансон достигает конца своего хода, небольшая часть заготовки, называемая «торцевой стороной», не может быть протолкнута через отверстие матрицы.
Преимущества прямого прессования металла
- Доработка заготовки не требуется
- Может использоваться как для горячей, так и для холодной экструзии
- Простая оснастка по сравнению с другими процессами экструзии
Недостатки прямого прессования металла
- Требуется большое усилие из-за трения
- Торцевой конец слева внутри полости
- Сила, необходимая для толкания плунжера, изменяется при перемещении пуансона
Непрямая экструзия
В Indirect Extrusion, матрица расположена на конце гидроцилиндра и движется к заготовке внутри полости, проталкивая материал через матрицу.Это показано на рисунке 2 ниже.
Рисунок 3 — Прямая экструзия (источник: Kalpakjian & Schmid)Этот процесс потребляет меньше энергии из-за того, что статический контейнер для слитков вызывает меньшее трение о слиток. Однако поддержка экструдированной детали затруднена, когда экструдат выходит из фильеры.
Преимущества прямой экструзии металла
- Меньше трение и меньше энергии
- Может использоваться как для горячей, так и для холодной экструзии
- Простая оснастка по сравнению с другими процессами экструзии
Недостатки прямой экструзии металла
- Трудная опора для выдавленной части
- Полый гидроцилиндр ограничивает прилагаемую нагрузку
Гидростатическая экструзия
При гидростатической экструзии , камера / полость делаются меньше, чем заготовка, и заполнены гидравлической жидкостью, которая передает усилие от толкателя на заготовку, как показано на рисунке 3.Хотя текучая среда прикладывает трехосные силы, давление улучшает формуемость заготовки на заготовке. На ранних этапах необходимо рассмотреть вопрос о герметизации жидкости, чтобы избежать утечек и проблем с пониженным давлением.
Рисунок 4 Процесс гидростатической экструзии (Kalpakjian & Schmid)Хотя гидравлическая жидкость устраняет трение между стенкой и заготовкой, изолируя их, из-за требований к специализированному оборудованию, большое время наладки и низкая производительность ограничивают ее использование в промышленности. по сравнению с другими процессами экструзии.
Преимущества гидростатической экструзии металла
- Низкая потребляемая мощность / сила благодаря отсутствию трения
- Высокая производительность и высокий коэффициент обжатия
- Нижняя температура заготовки
- Равномерное течение материала за счет сбалансированного распределения усилий
- Возможность экструдирования больших заготовок и больших поперечных сечений
- В емкости не осталось остатков заготовки
Недостатки гидростатической экструзии металла
- Заготовки необходимо подготовить путем сужения одного конца до угла входа в матрицу
- Возможна только холодная экструзия
- Трудно удерживать жидкость под высоким давлением
Боковое выдавливание
В Lateral Extrusion, контейнер находится в вертикальном положении, как показано на изображении, а матрица расположена сбоку.Этот процесс подходит для материалов с низкой температурой плавления.
Рисунок 5 — Схема процесса боковой экструзии (источник: Kalpakjian & Schmid)
Ударная экструзия
Ударная экструзия относится к категории холодной экструзии, очень похожей на прямую экструзию и ограничивается более мягкими металлами, такими как свинец, алюминий и медь. Как показано на схеме, пуансон толкается вниз с высокой скоростью и с чрезвычайной силой, воздействующей на заготовку, чтобы выталкивать ее назад. Толщина экструдера зависит от зазора между пуансоном и полостью матрицы.Экструдаты снимаются с пуансона с помощью съемной пластины.
Рис. 6 Процесс ударной экструзии (источник: Kalpakjian & Schmid)Для ударной экструзии часто используется механический пресс, и деталь формируется с высокой скоростью и относительно коротким ходом
Поскольку силы, действующие на пуансон и матрицу, чрезвычайно высоки, инструменты должны иметь достаточную ударопрочность, сопротивление усталости и прочность для выдавливания металла при ударе. Ударную экструзию можно разделить на следующие три типа по текучести материала.
- Нападающий
- Реверс
- Комбинация
При прямой ударной экструзии металл течет в том же направлении, что и сила, в то время как он течет в противоположном направлении в экструзии с обратным ударом . Как показано на изображении выше, в комбинации металл течет в обоих направлениях.
Преимущества ударной штамповки металла
- Экономия сырья до 90%
- Сокращение времени обработки до 75%
- Исключение операций вторичной обработки
- Редуктор в сборке из нескольких частей
- Улучшенные механические свойства для прочности материала и обработки за счет холодной обработки материала
- Значительное снижение общей стоимости запчастей до 50%
- Полые тонкостенные трубы, закрытые с одного конца, часто производятся в обрабатывающей промышленности методом обратной ударной экструзии.
Недостатки ударного прессования металла
- Производится до тех пор, пока деталь симметрична относительно оси, на которой она образована
- Многие детали, сформированные в результате удара в промышленности, потребуют дополнительных производственных процессов, таких как ковка металла, глажка или механическая обработка, до завершения
Дефекты экструзии
В зависимости от состояния материала и переменных процесса экструдаты могут иметь множество типов дефектов, которые могут повлиять на качество конечного продукта.Эти дефекты можно сгруппировать по следующим трем дефектам.
- Поверхностное растрескивание
- Трубопровод
- Внутреннее растрескивание
Список литературы и рекомендуемая литература
- Калпакджян С. и Шмид С. Р. (2009). Manufacturing Engineering & Technology (Шестое издание). Лондон: Пирсон.
- Экструзия. (нет данных). efunda . Получено в октябре 2017 г. с веб-сайта http://www.efunda.com/processes/metal_processing/extrusion.куб.
- Экструзия. (нет данных). Инженер Эдж . Получено в октябре 2017 г. с сайта https://www.engineersedge.com/extrusion.htm.
- Экструзия. (нет данных). Справочник инженера . Получено в октябре 2017 г. с веб-сайта http://www.engineershandbook.com/MfgMethods/extrusion.htm.
- Экструзия. (нет данных). Промышленная библиотека . Получено в октябре 2017 г. с веб-сайта http://thelibraryofmanufacturing.com/extrusion.html.
- Экструзия. (нет данных). Википедия .Получено в октябре 2017 г. с https://en.wikipedia.org/wiki/Extrusion.
- Детальное руководство по проектированию экструзии металла
запеченных и экструдированных кормов для собак + РАЗДАЧА ДЛЯ ОЗДОРОВЛЕНИЯ!
Это сообщение может содержать партнерские ссылки. Вы не заплатите ни копейки больше, но вы поможете держать It’s Dog or Nothing работающим (веб-сайты дорогие!) И кормлением (они даже дороже — как вы хорошо знаете);)Вы знаете, как делается корм для собак?
До BlogPaws мне и в голову не приходило вникать в это.Я скрупулезно отношусь к составу еды Мауи и Атки и исследую каждый последний ингредиент. Если меня так сильно волнует , что в их пище, разве мне не нужно столько же , как его производят?
Экструдированный корм для собак
Хотя процесс экструзии изначально использовался для создания воздушных хлопьев, он стал основным продуктом в индустрии кормов для домашних животных. Экструзия — это простой и эффективный способ создания большого количества питательных продуктов, пригодных для длительного хранения.Вот краткое объяснение процесса экструзии:
- Сырые и влажные ингредиенты для еды смешиваются, образуя тесто.
- Тесто проталкивается через машину, называемую расширителем, в которой для приготовления теста используется горячая вода или пар под давлением.
- При очень высоких температурах пища проталкивается (выдавливается) через отверстия особого размера и формы, а затем обрезается ножом.
- Как только кусочки выходят из расширителя, они надуваются, становясь похожими на кусочки, которые мы привыкли видеть.
- Затем гранулы опрыскивают жирами, маслами, витаминами и минералами и упаковывают до того, как масла могут испортиться.
Вот и все! Это только мне кажется, или кто-то еще думает, что это звучит довольно грубо? Экстремальный процесс приготовления удаляет витамины и минералы, которые затем должны быть добавлены обратно в в конце процесса. Мне не нравится, когда моя еда создается таким образом, поэтому я определенно не люблю ее для своих собак!
Но какая альтернатива?
Корм для собак, запеченный в духовке
Запеченный в духовке корм для собак — это именно то, на что он похож — запеченный в духовке.Приготовление в духовке — более медленный процесс, который выполняется небольшими партиями. Я определенно ценю дополнительное время и контроль качества, когда дело касается кормления моих пушинок.
В то время как в процессе экструзии в гранулах остается менее 40% витаминов и минералов, выпечка сохраняет почти 100% исходных питательных веществ. Это означает, что ваша собака получает витамины и минералы из настоящих кормов . Выпечка также гарантирует, что источники белка, включенные в первоначальный рецепт, выживут в процессе приготовления, и вы получите более ароматную и насыщенную питательными веществами пищу.
Но это должно быть безумно дорого.
Знаете, я тоже об этом думал, пока не провел более подробное исследование. Оказывается, запеченные гранулы примерно на 20% меньше экструдированных. Это означает, что в пакете корма для собак весом 25 фунтов будет примерно на 20 чашек больше, если он запечен, чем экструдирован. Поскольку он также намного более питательный, вы можете в конечном итоге кормить меньше!
Велнес TruFood
Когда мы были в BlogPaws, у нас была возможность встретить замечательных людей из Wellness, которые познакомили нас с линией TruFood.Мауя и Атка пошли БАНАНЫ ради печенья CocoChia. Эти восхитительные хрустящие лакомства готовятся из мяса, овощей, кокосового масла и других замечательных ингредиентов. Пушистики действительно наслаждаются семгой CocoChia, кокосовым маслом и шпинатом.
Более того, им очень понравилась еда. В нем на 70% больше белка, чем в других аналогичных брендах (благодаря процессу выпечки), поэтому он неотразим. Получить фотографии для этого поста было непросто, потому что они пускали слюни повсюду! Во время этой фотосессии у меня было несколько тряпок, пускающих слюни… 😉
Wellness TruFood отличается от многих других брендов, поскольку вы действительно можете увидеть все достоинства корма.Здесь есть не только сушеные на воздухе фрукты и кусочки овощей, но и живые наггетсы из суперпродуктов. Эти наггетсы естественным образом окрашены из свеклы и куркумы и содержат другие суперпродукты, такие как капуста и черника. В довершение всего, они покрыты живыми йогуртовыми культурами, которые являются естественным источником пробиотиков для повышения усвояемости.
Wellness TruFood Baked Blends в настоящее время предлагает на выбор несколько формул:
- Курица, куриная печень и льняное семя (взрослые)
- Лосось, печень индейки и льняное семя (взрослые)
- Баранина, печень индейки и нут (взрослые)
- Курица, куриная печень и нут (взрослые особи мелких пород)
- Курица, куриная печень и льняное семя (щенок)
Линия TruFood также включает «Вкусные пары», которые представляют собой еду, которую едят наши друзья, которые едят влажную пищу.
Так что ты думаешь? Ваш пушистый друг хотел бы попробовать линию Wellness TruFood? Тебе повезло! Велнес был достаточно любезен и предоставил ДВА фантастических приза! Приз 1 — одна (1) сумка 18 фунтов Wellness TruFood Baked Blends, а Приз 2 — одна (1) подарочная корзина с влажной пищей и угощениями Wellness!
Розыгрыш лотереи
О розыгрыше лотереи: Покупка не требуется. Розыгрыш открыт только для жителей США и Канады, за исключением случаев, когда это запрещено законом. Розыгрыш будет проходить с 16 по 24 июня 2015 года в 23:59 по восточному стандартному времени.Два (2) победителя будут выбраны случайным образом и уведомлены по электронной почте. У победителей будет 48 часов, чтобы запросить свои призы; невыполнение этого требования приведет к конфискации приза. Facebook и Twitter не спонсируют, не администрируют и не поддерживают эту рекламную акцию. Участники должны прочитать и согласиться с Политикой конфиденциальности Rafflecopter, прежде чем принимать участие в данной акции.