Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди похожа на монтаж любого домашнего трубопровода, как, к примеру, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.Сегодня технологии предоставляют большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т. д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа, но определить худший или лучший материал невозможно. Трубы из меди для трубопровода довольно дороги, и требуют к себе большего внимания во время эксплуатации, но надежны, экологически безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтажа отопления или трубопровода из других материалов.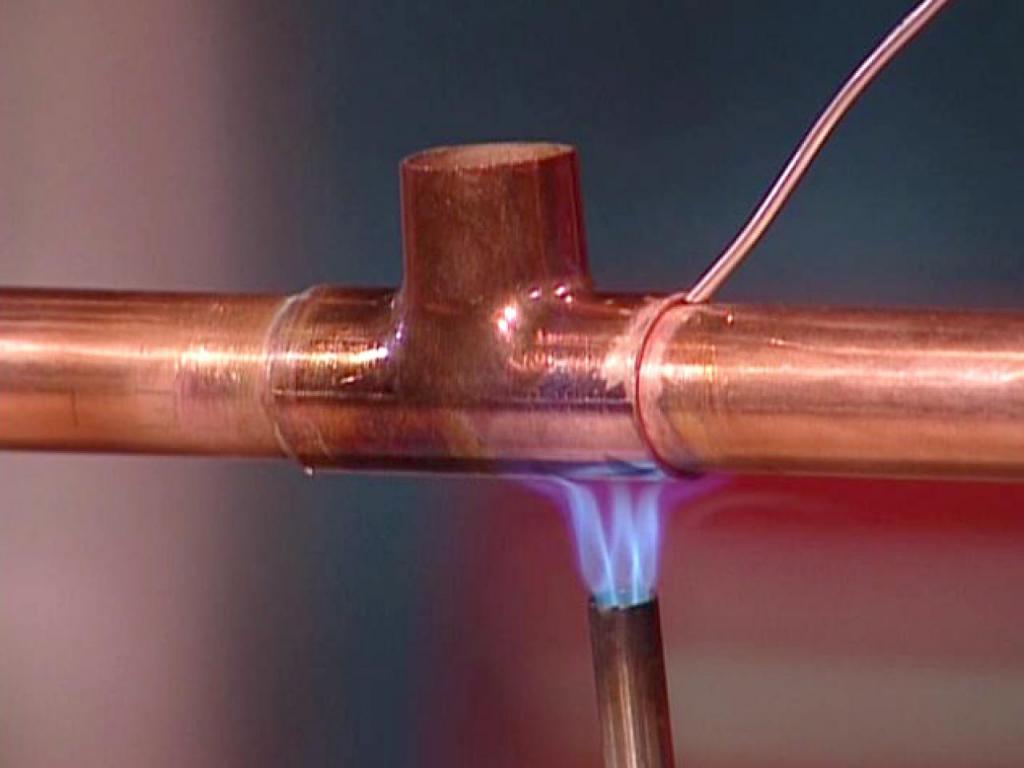
На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем
Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
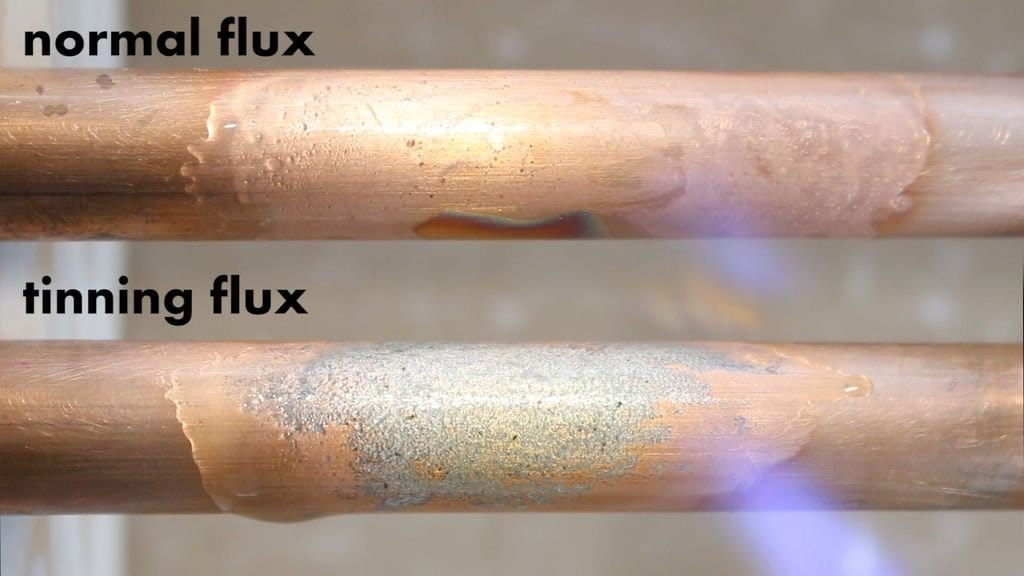
- Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
- Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.

- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.

Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез.
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.
Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Как правильно паять медные трубы: технология, материалы, нюансы
Просмотров 24 Опубликовано Обновлено
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.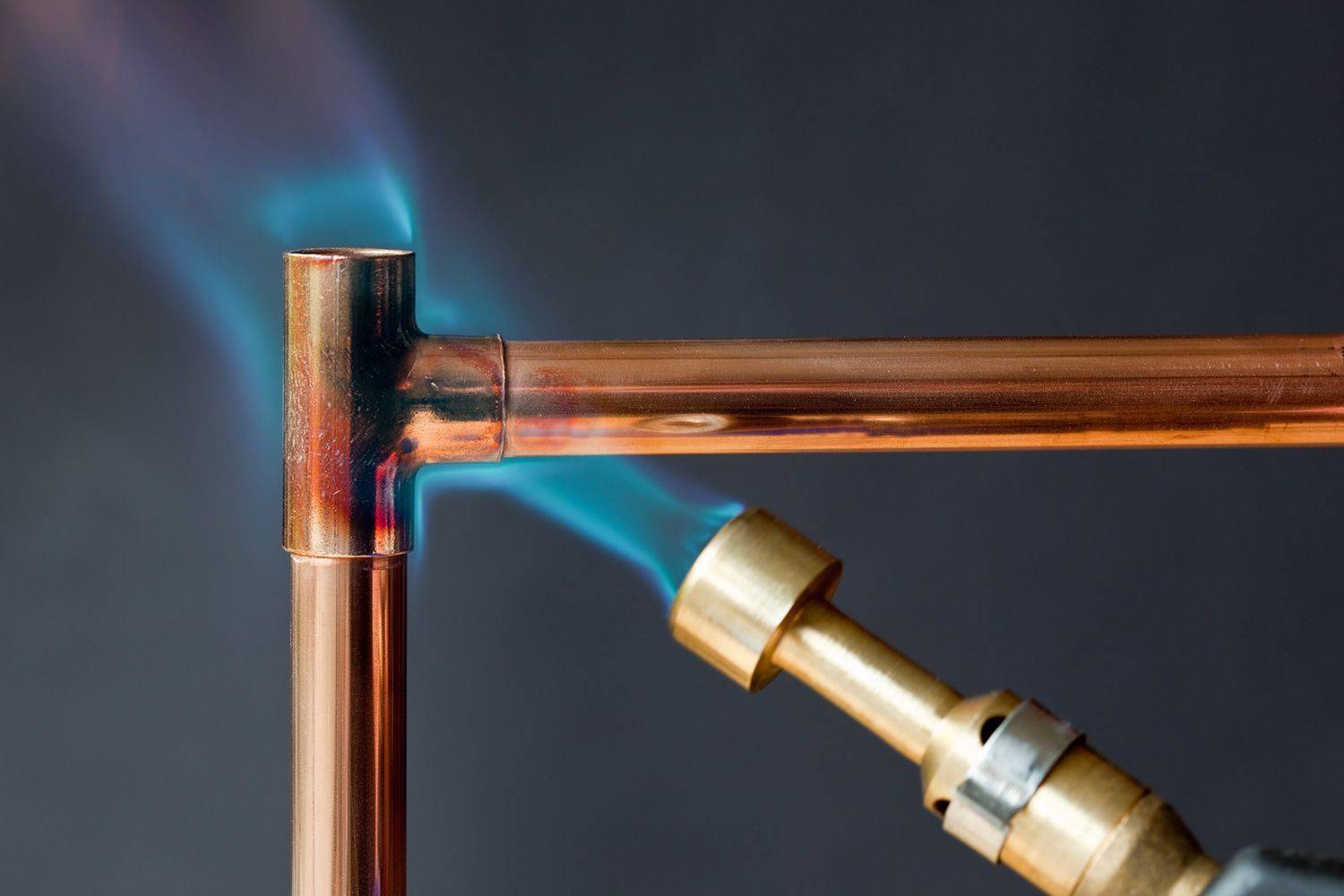
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
Пайка медных труб своими руками: технология, набор оборудования
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Полученные соединения можно разобрать путем повторного нагрева.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
Пайка медных труб водопроводаВысокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.

Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Мне нравитсяНе нравится
технология и виды соединений, монтаж, инструменты для установки и ремонта
Медные коммуникации постоянно пользовались устойчивым спросом. Для кого-то они являются признаком состоятельности, кого-то привлекает долговечность таких систем. Но какой бы не была причина, у таких систем не отберешь самого главного — отличных эксплуатационных характеристик при простоте монтажа.
Для получения качественного неразъемного соединения чаще всего применяется опрессовывание или сварка медных труб методом капиллярной пайки.
Правила безопасности при пайке медных труб
Любые работы по сварке или пайке, тем более с применением источников открытого пламени, должны вестись после ознакомления с основными мерами безопасности.
- Работы должны вестись только в хорошо проветриваемых помещениях.
- Исполнитель должен быть обеспечен средствами защиты, предотвращающими ожоги от нагретого или расплавленного металла или источника открытого пламени.
- Так как технология сварки медных труб требует применения газобаллонного оборудования, необходимо выполнение всех требований, связанных с его эксплуатацией.
Оборудование и материалы, необходимые для пайки
Как и любой технологический процесс, пайка требует применения специальных приспособлений и средств. В первую очередь, необходимы следующие инструменты для пайки труб из меди.
Горелка. Она может быть различной конструкции. При выборе стоит учитывать, с каким припоем вы собираетесь работать, ведь для каждого из них нужна определенная температура.
Конструктивно, горелки могут работать:
- от одноразовых баллончиков с горючим газом (более компактный вариант),
- от стандартных заправляемых баллонов.
Труборез для медных трубВ качестве газа обычно выступает смесь кислорода с ацетиленом или обычный пропан, это опять же зависит от требуемой температуры горения.
Для резки заготовок лучше всего применять специальные труборезы. В принципе, можно обойтись и простой ножовкой, но с ней очень проблематично выполнить обрезку в некоторых тяжело доступных местах, да и чистота реза будет невысокой. Стоимость инструмента напрямую зависит от диаметра труб, которые им можно обрезать.
Соединение медных труб без дорогостоящих фитингов, методом телескопической стыковки (одна трубка входит в другую, имеющую несколько больший диаметр), с последующей капиллярной пайкой твердым припоем, можно вполне осуществить для бытовых водопроводных и отопительных сетей, температура воды в которых не превышает 110 градусов. Для этого нужен специальный труборасширитель.
Для этого нужен специальный труборасширитель.
Помните, что длина стыка не должна быть меньше диаметра заготовки.
Для устранения заусениц и задиров на обрезе заготовки необходимо устройство для снятия фаски, они также выпускаются в различных модификациях.
Для пайки трубопроводов различного назначения, а тем более элементов, которые будут работать в особо ответственных условиях, необходимы специальные припои.
- Стандартный. Применяется наиболее часто, но не рекомендован для применения в системах питьевого водоснабжения.
- Мягкий припой. Расходный материал, применяемый для пайки фитингов и изделий из красной бронзы, широко применяется для соединения медной трубы посредством латунных фитингов.
- Твердые припои. Наиболее востребованные припои при соединении медных труб. Его применение при капиллярной пайке практически любых коммуникаций, даже газовых линий, обеспечивает надежное соединение. Такие припои, относящиеся к категории медно-фосфорных серебросодержащих расходных материалов для пайки, не требуют дополнительного применения флюса. Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
- Серебряные припои являются наиболее дорогими, но с их помощью можно выполнять соединения различных цветных материалов.
 Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.Для предотвращения образования окислов в месте пайки, при применении стандартных и мягких припоев, обязательна обработка флюсом.
Теоретические основы пайки капиллярным методом
Такой вид пайки основан на применении эффекта капиллярного (поверхностного) натяжения жидкостей. Суть этого явления заключается в следующем.
При наличии минимальных зазоров, (расстояние между стенками труб составляет от 0,025 до 0,4 мм в зависимости от диаметра заготовок), расплавленный припой (фактически жидкость), за счет силы смачивания, сам растекается по всему соединению.
При этом возможно даже движение припоя снизу вверх, как по капилляру. Пайка медных труб при помощи данного метода обеспечивает максимальную надежность соединения.
Технология пайки медных труб
Итак, уяснив кое-что из теории пайки, вооружившись необходимыми инструментами и материалами, можно приступать непосредственно к процессу.
В случае необходимости произвести ремонт медных труб с частичной заменой, при помощи трубореза вырезаем пришедший в негодность участок.
Как уже говорилось, для бытовых сетей возможна пайка без фитингов. Для этого, при помощи труборасширителя, увеличиваем объем одной из заготовок.
При этом следует помнить, необходимо максимальное соблюдение точности размеров, в противном случае рискуете получить брак, припой не растечется, как следует.
Длина стыка не должна быть меньше внутреннего диаметра соединяемых частей.
Снимаем фаску с заготовок, удаляем грязь и окислы при помощи специальных щеток или ершиков (применение абразивных веществ или инструментов для этих целей не допускается). От качества этого этапа также зависит, насколько успешным выйдет у вас монтаж медных труб своими руками
При необходимости обрабатываем края флюсом, соединяем заготовки.
Приступаем к прогреву соединяемых элементов при помощи горелки. Для большей эффективности процесса рекомендуется применять специальные отражатели, закрепленные на горелке. С их помощью прогревается весь массив трубок.
Весь стык должен быть прогрет до температуры, несколько превышающей температуру плавления припоя. Не допускается нагревание отдельных участков трубы до значений, соизмеримых с точкой плавления меди. Именно поэтому монтаж медных трубопроводов должен осуществляться при наличии определенной сноровки.
Оптимальная температура определяется следующим образом. Предварительно прогретый припой при касании поверхности нагретой трубки должен начинать плавиться. При выполнении этого условия можно начинать пайку. Расплавленный припой, при соблюдении всех условий, будет практически всасываться в соединение.
После того, как весь стык будет пропаян, заготовку необходимо уложить на ровную поверхность, при этом не допускается деформация или прогиб. Продолжать работу с элементом можно только после полного остывания, но не ранее чем через час.
Продолжать работу с элементом можно только после полного остывания, но не ранее чем через час.
Хотелось бы заметить один момент, установка медных труб, конечно, требует наличия определенных навыков. Но при наработке опыта, чаще всего, случается ошибка, с ним не связанная, особенно это касается пайки деталей, состоящих из нескольких соединяемых при помощи фитингов заготовок. Обычно, в стремлении пропаять стык как можно быстрее, из виду теряется правильное расположение деталей по отношению друг к другу. Поэтому, обращайте на это особое внимание.
Пайка медных труб – СтройМастерская
Как соединить медные трубы при помощи пайки, какие необходимы инструменты, фотографии и видео процесса пайки медной трубы и фитингов…
Водопроводом из меди уже ни кого не удивишь, однако, медный водопровод считается одним из самых надежных, и он легко реализуем в бытовых условиях.
Сегмент рынка медных фитингов и труб достаточно широко представлен в нашей торговле.
Соединения фитингов из меди могут быть как под опрессовку, так и рассчитанные для пайки.
В этом материале рассмотрим соединение трубы и фитингов из меди при помощи пайки с капиллярным эффектом.
Для проведения работ по пайке медной трубы нам понадобятся следующие инструменты
1. Переносная газов ая горелка
2. Припой
3. Металлическая губка или мелкая наждачная бумага
4.Приспособление для снятия фаски (грата)
5.Паста для пайки
6.Труборез для медных труб
7.Ерш металлический
8. Кисточка для нанесения паяльной пасты
С помощью трубореза отрезаем трубу необходимой длинны. Место среза должно быть прямое и ровное, а труба иметь правильную геометрию.
Приспособлением для снятия грата тщательно снимаем фаску как с внутренней, так и с наружней части трубы.
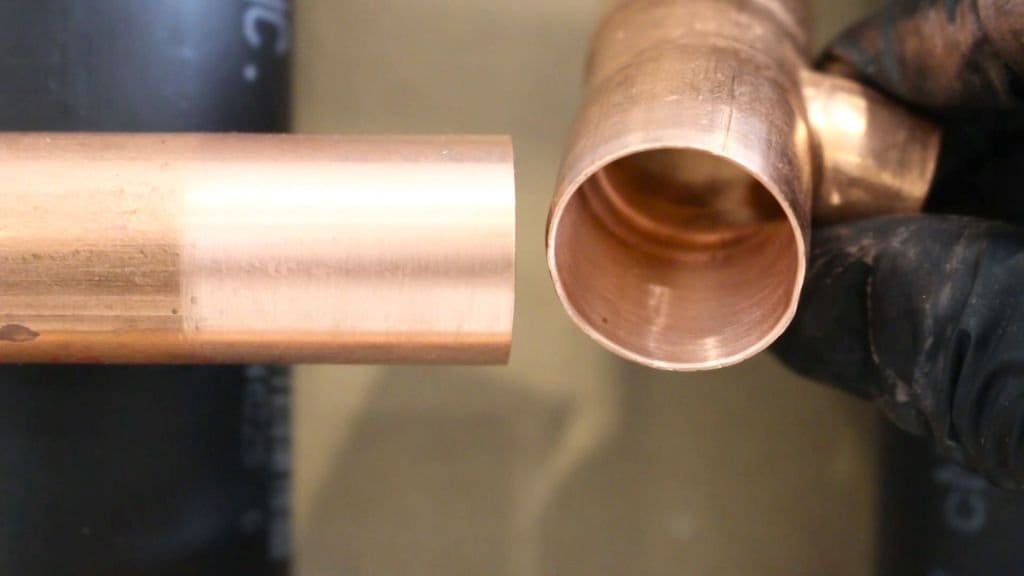
Металлической губкой или мелкой наждачной бумагой зачищаем внешнюю посадочную часть трубы ( место куда будет одеваться фитинг).
При помощи металлического ерша зачищаем внутреннюю часть фитинга (место куда будет вставляться труба). Если в этом фитинге имеются отводы, то пайку всех ответвлений фитинга желательно производить одновременно. Для этого подготавливаются все элементы труб (отрезанные по длине, зачищенные и обработанные паяльной пастой вставляются в фитинг) .
На зачищенную часть трубы и фитинга наносим тонким слоем паяльную пасту.
Вставляем в фитинг трубу (или несколько отрезков трубы). Излишки пасты удаляем при помощи ткани.
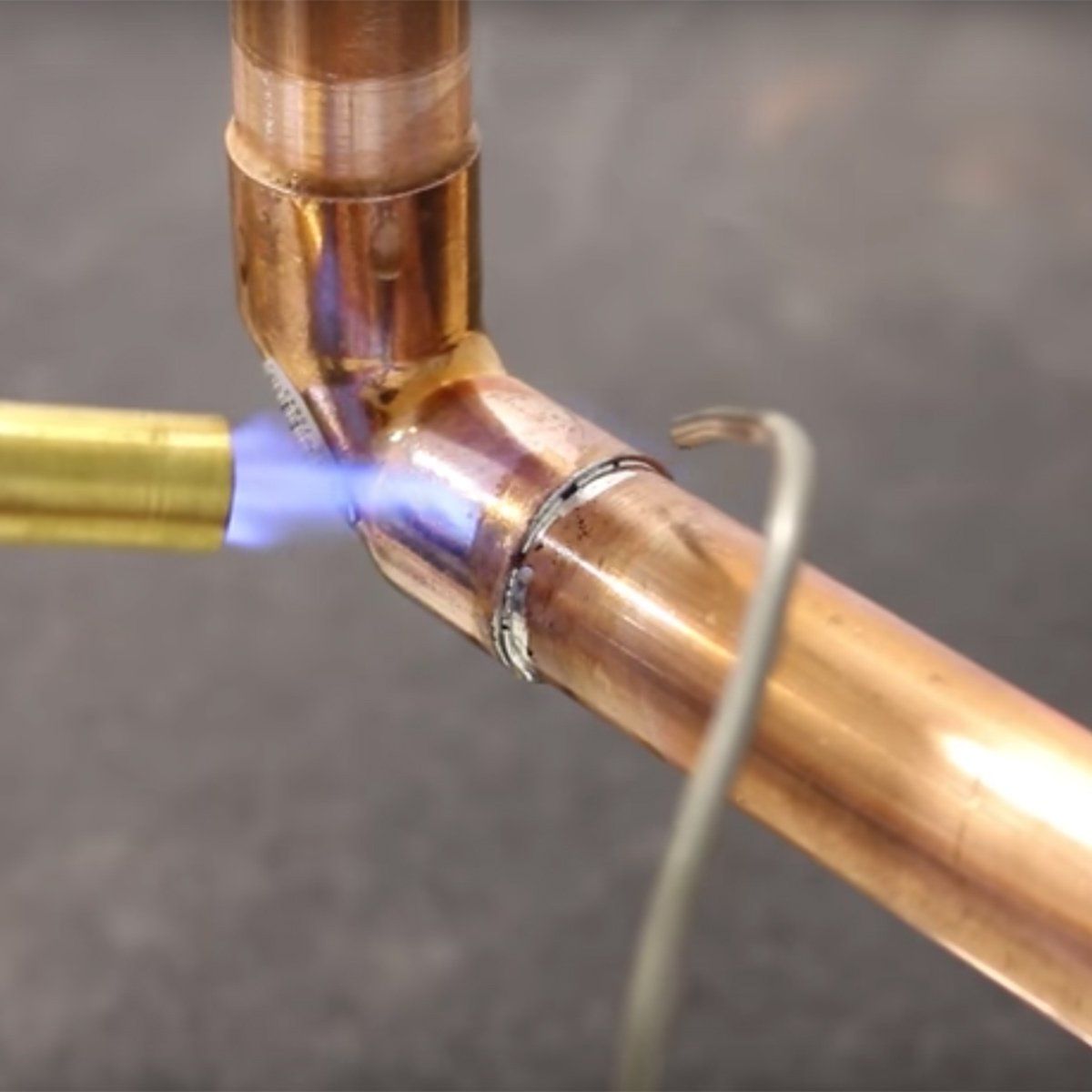
Разогреваем газовой горелкой фитинг с трубой, стараясь равномерно распределять тепло по всей площади фитинга. Как только температура нагрева фитинга станет достаточной — при прикосновении прутком припоя к месту пайки, припой начнет плавиться, и под воздействием капиллярного эффекта припой сам втянется в зазор между трубой и фитингом.
Горячий припой в виде подтеков и капель можно тут же удалить,протерев влажной тканью еще горячее соединение.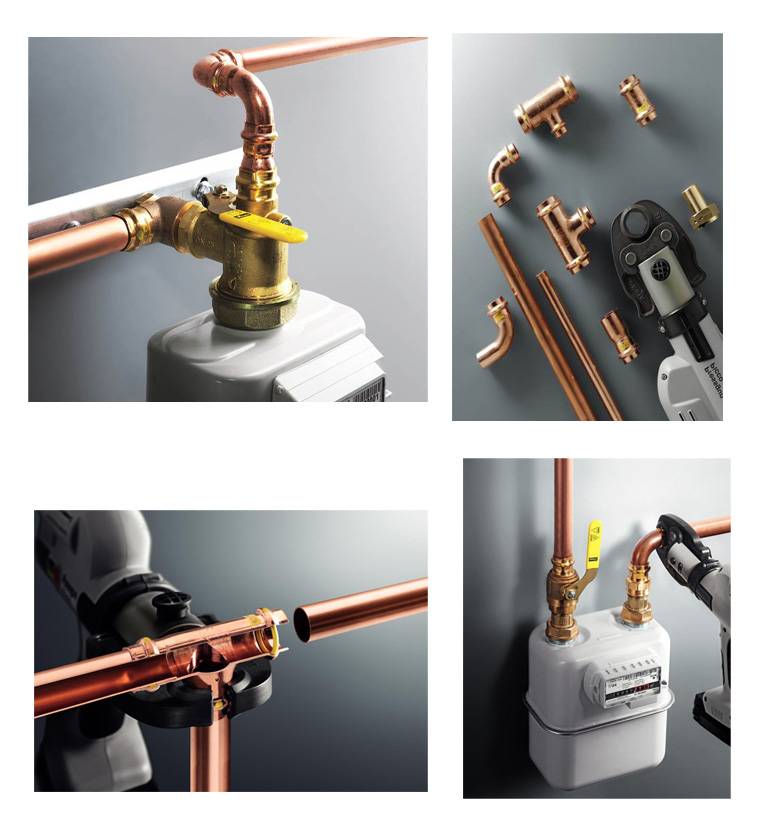 Соединению необходимо время для охлаждения, поэтому место пайки желательно не трогать, дав какое-то время для затвердения припоя.
Соединению необходимо время для охлаждения, поэтому место пайки желательно не трогать, дав какое-то время для затвердения припоя.
При нагреве фитинга и трубы будте внимательны, чрезмерный и длительный перегрев может повлечь за собой деформацию медных деталей.
При недогреве припой не будет втягиваться в зазор, он будет ложиться неровными фрагментами, не растекаясь как ему положено.
Для более быстрого остывания соединенных частей к месту пайки можно приложить мокрую ткань.
stroimasterskaya.ru
Смотреть видео, как паять медные трубы и фитинги
Читаем по теме:
статья — Технология монтажа обжимных фитингов
статья — Металлопластик, трубы и фитинги
статья — Как спрятать трубы в ванной?
Показать еще статьи из рубрики — СантехникаПОСЛЕДНИЕ СТАТЬИ
Как правильно обновить швы плитки Нередко требуется обновить или сделать ремонт заново в туалете, на кухне или ванной комнате только потому, что облицованные кафелем или плиткой поверхности (пол или стены, кухонный фартук) смотрятся уже не так красиво и аккуратно. |
Панели с оцинкованным и полимерным покрытием Панельное (секционные) ограждение из железных прутьев — один из популярных видов заборов. Подробнее |
Нормы проектирования и стоимость строительства АЗС Существуют нормы проектирования АЗС, которые сильно влияют на стоимость и итоговую цену строительства. В этой статье вы найдете все нормативы проектирования. Подробнее |
Уникальная стена? Просто! Почему стены дома обычно окрашивают так примитивно и не интересно? А если нарушить традиции и наносить краску иными способами? С помощью нехитрых приемов любой может сделать из стен своего дома настоящий шедевр… Подробнее |
Сантехнические двери Какие двери подходят для санузлов. |
С перспективой на развитие: от чего зависит выбор новоселов Крупные российские банки в 2020 году ожидают всплеск ипотечного кредитования. Это связано с поправками к 214 ФЗ, которые, как предполагают, не скажутся на цене квартиры в новостройке. Подробнее |
Полезные приемы в оформлении маленькой кухни Три простых приема в оформлении интерьера, которые помогут сделать комфортной и уютной даже самую маленькую кухню. Подробнее |
Медная кровля и водостоки Медная кровля отличается от других, в первую очередь своей красотой, длительным сроком службы и, конечно, достаточно высокой ценой… Подробнее |
Выбор плитки для пола в квартире Керамическая плитка—практичное решение для ванных, прихожих и других помещений, где требуется износостойкое покрытие, нечувствительное к изменениям влажности и контакту с моющими средствами. |
Душевые кабины Конструктивные особенности и отличия душевых кабин… Подробнее |
 ..
.. ..
..
Пайка медных труб своими руками
При монтаже медных труб часто прибегают к пайке. Технология пайки медных труб своими руками предполагает использование твердого и мягкого припоя. Рассмотрим подробно, чем отличаются эти два вида припоя друг от друга, как совершается пайка медных труб и какие инструменты потребуются в процессе работы.
Необходимые для пайки медных труб инструменты и материалы:
— припой;
— флюс;
— труборез;
— фаскосниматель;
— газовая горелка. Горелку нужно использовать только ту, которая имеет узконаправленное пламя;
— металлическая шерсть. Она необходима для зачистки медной поверхности.
Виды припоя для медных труб
В процессе соединения медных труб с помощью пайки обязательно нужно использовать твердый или мягкий припой:
1. Мягкий припой. Пайка медных труб мягким припоем приводится при температуре не больше 300 градусов Цельсия. Выпускает данный вид припоя в виде проволоки, имеющей диаметр от двух до трех миллиметров. При помощи мягкого припоя осуществляется низкотемпературная пайка, проводимая в бытовых условиях. Изготавливается он из сплавов свинца и олова. Также в состав мягкого припоя включено серебро.
Мягкий припой. Пайка медных труб мягким припоем приводится при температуре не больше 300 градусов Цельсия. Выпускает данный вид припоя в виде проволоки, имеющей диаметр от двух до трех миллиметров. При помощи мягкого припоя осуществляется низкотемпературная пайка, проводимая в бытовых условиях. Изготавливается он из сплавов свинца и олова. Также в состав мягкого припоя включено серебро.
2. Твердый припой. Пайка медных труб мягким припоем осуществляется при температуре до 900 градусов Цельсия. С помощью твердого припоя, выпускающегося в виде профильных стержней, удается создать высокопрочное соединение. Такие соединения способны выдержать не только воздействие высоких температур, но и сильное давление. Твердая пайка используется в процессе монтажа систем газоснабжения, отопления и водопровода.
Процесс пайки медных труб
Спайка медных труб производится следующим образом:
1. Сначала медная труба режется с помощью трубореза.
2. Затем край ее, подлежащий пайке, обрабатывается при помощи фаскоснимателя.
Затем край ее, подлежащий пайке, обрабатывается при помощи фаскоснимателя.
3. Далее нужно подобрать подходящий по размеру фитинг. Если фитинг не используется, то второй край трубы, подлежащей спайке, просто обрабатывается труборасширителем.
4. После примерки концов труб и фитинга необходимо нанести небольшое количество флюса.
5. Соединение медных труб нагревается при помощи горелки до нужной температуры. Флюс должен, в итоге, расплавиться.
Весь процесс пайки медных труб должен совершаться в течении максимум пяти минут.
6. Теперь в место зазора наносится припой. Припой должен расплавиться не от огня, а от раскаленной медной трубы.
7. Чтобы удалить остатки флюса после соединения медных труб можно использовать влажную ветошь.
Как правильно паять трубы из металла
Собирать схему коммуникации из цветного металла можно двумя способами. В целях экономии на расходных материалах предпочтительнее производить соединения медных труб пайкой. Практикуемые в быту методики несложные, и зная некоторые особенности работы, овладеть ими под силу любому домашнему мастеру.
Практикуемые в быту методики несложные, и зная некоторые особенности работы, овладеть ими под силу любому домашнему мастеру.
Использовать припои с содержанием свинца не рекомендуется, если ведется монтаж системы водоснабжения. 82-й элемент таблицы Менделеева (Pb) токсичен, поэтому выбираются специальные составы.
Технологии пайки меди
Высокотемпературная
При таком способе пайки (отжиге) берутся припои тугоплавкие, содержащие «твердые» металлы (серебро, медь). В рабочей зоне температура достигает +450 и более, поэтому другие составы не подходят. Шов получается надежным, выдерживающим повышенные механические нагрузки. Ему не страшны и температурные скачки. Такой стык труб из меди называется твердым, и при монтаже системы отопления паять целесообразно именно по этой технологии. Реализуется и в случаях работы с изделиями больших диаметров (от 28 мм), внутридомовой разводки газовой магистрали, прокладки трасс скрытым способом.
Особенность пайки. Под воздействием высокой температуры медь размягчается. Чтобы исключить риск разрушения ее структуры в рабочей зоне – а значит, снижения прочности шва – не рекомендуется охлаждать металл принудительным способом.
Под воздействием высокой температуры медь размягчается. Чтобы исключить риск разрушения ее структуры в рабочей зоне – а значит, снижения прочности шва – не рекомендуется охлаждать металл принудительным способом.Низкотемпературная
При такой технологии пайки выбираются припои на основе мягких металлов (олова, свинца). Плюс в том, что данная методика является более безопасной. Минус – в недостаточной прочности шва.
Особенность. Соединение металлов происходит капиллярным путем вследствие расплавления припоя. Разрушения в структуре материала отсутствуют, но и стык не способен выдерживать значительные нагрузки. Низкотемпературная пайка рекомендуется при работе с медными трубами малого сечения и в контурах, где отсутствуют скачки давления (гидравлические удары) или температуры. Основная область применения: кондиционирование, системы охлаждения, водопровод (с некоторыми ограничениями).
Использовать данный способ для соединения газовых медных труб запрещено!
Инструменты и принадлежности
- Труборез. Вести раскрой изделия иным способом не рекомендуется. Медь – материал податливый, и стенки трубы при излишнем воздействии легко деформируются. Потому использовать ножовку не стоит.
- Фаскосниматель. Специальное приспособление, избавляющее торец медной трубы от заусениц. Если его не обработать, не получится состыковать два изделия (вставить одно в другое).
- Газовая горелка или электропаяльник. Так как в быту медные трубы большого диаметра не используются, эти инструменты по эффективности примерно идентичны. Паяльник применяется там, где запрещено работать открытым пламенем. На практике именно с его помощью производится монтаж всей системы. Плюс такого решения – более простая методика и отсутствие необходимости в газовом баллоне. Последний нужно покупать, а паяльник достаточно подключить к переноске. Пайка медных труб ведется инструментом, оснащенным съемными электродами и клещами для прижима.
 Вести раскрой изделия иным способом не рекомендуется. Медь – материал податливый, и стенки трубы при излишнем воздействии легко деформируются. Потому использовать ножовку не стоит.
Вести раскрой изделия иным способом не рекомендуется. Медь – материал податливый, и стенки трубы при излишнем воздействии легко деформируются. Потому использовать ножовку не стоит.Выбирать следует только труборезы известных марок. Покупка дешевого образца приведет к некачественному резу, вмятинам на конце изделия, скосам и банальному расплющиванию металла. С учетом высокой стоимости меди вряд ли целесообразно экономить на инструменте.
 Последний нужно покупать, а паяльник достаточно подключить к переноске. Пайка медных труб ведется инструментом, оснащенным съемными электродами и клещами для прижима.
Последний нужно покупать, а паяльник достаточно подключить к переноске. Пайка медных труб ведется инструментом, оснащенным съемными электродами и клещами для прижима.При работе с горелкой используются баллоны с разными смесями. Для высокотемпературной технологии: ацетилен — воздух, кислород — пропан. Капиллярную пайку можно вести чистым бутаном или его смесью с пропаном.
- Флюс и ершик. Они понадобятся для размягчения и удаления оксидной пленки с поверхности меди.
- Припой. Выбирается применительно к технологии пайки. Для низкотемпературной рекомендуются составы на основе серебра (висмута, олова, меди), высокотемпературной – с отсутствием свинца (маркировка «lead free»).
В интернет-магазине alfatep.ru покупатель найдет все, что понадобится для пайки медных изделий: соответствующий инструмент, приспособления, припои. В сортаменте большой выбор труб по диаметру, толщине стенок и пластичности: отожженные, жесткие. Продукция только известных заводов по их цене. Позвонив по номеру 8 (495) 109 00 95 или оставив заявку на сайте, можно сделать выгодное приобретение и получить профессиональную консультацию по методике выполнения монтажных работ. Оперативно доставляем товар силами наших представительств независимо от региона. Предлагаем удобные формы оплаты, хорошие скидки. Практикуем кредитование клиентов на льготных условиях – обращайтесь, мы рады вам помочь.
Позвонив по номеру 8 (495) 109 00 95 или оставив заявку на сайте, можно сделать выгодное приобретение и получить профессиональную консультацию по методике выполнения монтажных работ. Оперативно доставляем товар силами наших представительств независимо от региона. Предлагаем удобные формы оплаты, хорошие скидки. Практикуем кредитование клиентов на льготных условиях – обращайтесь, мы рады вам помочь.
Пайка меди — Weld Guru
Пайка меди применяется, когда требуется большая прочность соединения или для систем, работающих при температуре 350 градусов или выше.
Типичное применение:
- Противопожарная защита
- Кондиционирование и охлаждение
- Распределение топливного газа
- Водоснабжение
Паять как кислородсодержащую, так и бескислородную медь можно для получения соединения с удовлетворительными свойствами.Полная прочность паяного соединения отожженной меди будет достигнута с помощью соединения внахлест.
Используемое пламя должно быть слегка науглероженным. Все серебряные припои можно использовать с соответствующими флюсами. Со сплавами медь-фосфор или медь-фосфор-серебро паяное соединение может быть выполнено без флюса, хотя использование флюса приведет к лучшему внешнему виду соединения.
Видеоинструкция по пайке медных труб
Медная пайка vs.Пайка
Большая часть пайки производится при температуре от 350 до 600 градусов. Выполняется пайка меди, например, для пайки швов при температуре от 1100 до 1500 градусов.
Медные паяные соединения
Медные паяные соединения используются, когда требуется большая прочность соединения или когда система, в которой используются соединения, работает под углом более 350 градусов.
Стыковые, нахлесточные и косые соединения используются в операциях пайки, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или неправильного поперечного сечения.
Зазоры для проникновения присадочного металла, за исключением стыков труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры при соединении труб большого диаметра могут составлять от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм).
Соединение может быть выполнено с использованием вставок из присадочного металла или присадочный металл может подаваться снаружи после того, как соединение будет нагрето до надлежащей температуры.
Шарф-соединение используется при соединении ленточных пил и для соединений, где двойная толщина внахлестку нежелательна.
Инструкции по пайке медных труб
Выполните все эти шаги в тот же день. Посмотрите видео в верхней части этой страницы для получения полных инструкций.
- Отметьте трубку нужной длины.
- Обрежьте трубу ножовкой, труборезом или другим способом, который вам больше нравится.
- Разверните концы отрезанной трубки, чтобы удалить металлические зазубрины. Инструменты, которые могут разворачивать трубу, включают расширительное лезвие (имеется на труборезах), полукруглый напильник или инструмент для удаления заусенцев
- Подготовьте стыки, очистив участки для пайки от окислов и масла.Используйте песчаную ткань или абразивную подушку. Расстояние между трубкой и фитингом должно составлять 0,004 дюйма.
Подготовка к пайке меди путем испытания посадки трубы.
- Вставьте трубку в фитинг, чтобы обеспечить плотное прилегание, но при этом остается достаточно места для капиллярного действия припоя. Около 0,0004 дюйма. Если возможно, переверните трубку. Надежно поддерживайте трубку.
Пайка медных труб
- Удерживая пламя перпендикулярно трубке, предварительно нагрейте трубку и чашку фитинга.Не перегревайте, так как это может привести к возгоранию флюса. Предпочтительно использовать кислородную горелку с нейтральным пламенем. Держите пламя в движении и не задерживайтесь на какой-либо части трубки. При использовании флюса для удаления и растворения оксида используйте перчатки, не наносите его голыми руками. Держите подальше от порезов, рта и глаз. Обратите внимание, что при пайке медной трубки для оттачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно.
При использовании флюса нагрейте его равномерно, пока флюс не станет прозрачным (следуйте инструкциям производителя).
Обратите внимание, что на трубках с большей окружностью труднее поддерживать требуемую однородную температуру. Требуется предварительный нагрев всей арматуры. Вторая горелка также может помочь поддерживать необходимое тепло. - Коснитесь присадочным металлом стыка, который должен начать плавиться. Наносите в точке, где трубка входит в гнездо фитинга. Когда металлический наполнитель расплавится, приложите источник тепла к основанию чашки. Если соединение находится в горизонтальном положении, нанесите припой немного не по центру внизу.Вставьте припой прямо в соединение, удерживая горелку у основания фитинга и прямо перед точкой нанесения припоя. (см. видео выше) Держите пламя подальше от присадочного металла. Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди места нанесения присадочного металла. Выполните ту же процедуру для швов, которые находятся в вертикальном положении.
Прекратите нагревание, как только увидите готовое филе.
- Дайте стыку остыть без использования воды.После охлаждения удалите флюс влажной тряпкой.
 Предпочтительно использовать кислородную горелку с нейтральным пламенем. Держите пламя в движении и не задерживайтесь на какой-либо части трубки. При использовании флюса для удаления и растворения оксида используйте перчатки, не наносите его голыми руками. Держите подальше от порезов, рта и глаз. Обратите внимание, что при пайке медной трубки для оттачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно.
Предпочтительно использовать кислородную горелку с нейтральным пламенем. Держите пламя в движении и не задерживайтесь на какой-либо части трубки. При использовании флюса для удаления и растворения оксида используйте перчатки, не наносите его голыми руками. Держите подальше от порезов, рта и глаз. Обратите внимание, что при пайке медной трубки для оттачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно. Если соединение находится в горизонтальном положении, нанесите припой немного не по центру внизу.Вставьте припой прямо в соединение, удерживая горелку у основания фитинга и прямо перед точкой нанесения припоя. (см. видео выше) Держите пламя подальше от присадочного металла. Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди места нанесения присадочного металла. Выполните ту же процедуру для швов, которые находятся в вертикальном положении.
Если соединение находится в горизонтальном положении, нанесите припой немного не по центру внизу.Вставьте припой прямо в соединение, удерживая горелку у основания фитинга и прямо перед точкой нанесения припоя. (см. видео выше) Держите пламя подальше от присадочного металла. Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди места нанесения присадочного металла. Выполните ту же процедуру для швов, которые находятся в вертикальном положении.Обратите внимание, что некоторые установки для пайки, такие как системы медицинского газа и ACR, требуют использования инертного газа во время процесса пайки меди.
Это исключает возможность образования оксида на внутренней поверхности трубы.
Справочные материалы по пайке меди
Ассоциация производителей меди
Процедуры пайки труб и трубок
ОБРЕЗАТЬ ТРУБА КВАДРАТА
Отрежьте до необходимой длины, используя труборез или ножовку. Если используется ножовка, также следует использовать приспособление для распиловки, чтобы обеспечить квадратные пропилы. Удалите все внутренние и внешние заусенцы с помощью развертки, напильника или другого инструмента для зачистки с острыми краями. Если труба некруглая, ее следует довести до нужного размера и округлости с помощью калибровочного инструмента.
Если используется ножовка, также следует использовать приспособление для распиловки, чтобы обеспечить квадратные пропилы. Удалите все внутренние и внешние заусенцы с помощью развертки, напильника или другого инструмента для зачистки с острыми краями. Если труба некруглая, ее следует довести до нужного размера и округлости с помощью калибровочного инструмента.
ОЧИСТКА ТРУБКИ И ВНУТРЕННЯЯ ПОВЕРХНОСТЬ ФИТИНГА
Поверхности стыков должны быть чистыми и свободными от масел, смазок или оксидов. Поверхности можно должным образом очистить перед пайкой, протерев щеткой из нержавеющей стали или сильно протерев наждачной бумагой или Scotch Brite®.Если присутствует масло или жир, очистите его коммерческим растворителем. Не забудьте удалить мелкие инородные частицы, например, наждачную пыль, протерев чистой сухой тканью. Поверхность стыка ДОЛЖНА быть чистой.
ВЫБЕРИТЕ ПАТИРНЫЙ СПЛАВ
См. Руководство по выбору присадочного металла Harris для получения информации о рекомендуемом выборе припоя. При пайке меди с медью рекомендуются такие сплавы, как Dynaflow®, Stay-Silv® 5 или Stay-Silv® 15. Эти сплавы содержат фосфор и самофлюсуются на меди.При пайке латунных или бронзовых фитингов с этими сплавами требуется белый флюс Stay-Silv®. При пайке чугуна, стали или других черных металлов выберите один из припоев Stay-Silv®, например Safety-Silv® 45 или Safety-Silv® 56 с белым припоем Safety-Silv®. Не используйте фосфорсодержащие сплавы, так как соединение может быть хрупким. Чтобы оценить необходимое количество припоев, обратитесь к таблице Harris Estimating Brazing Alloys.
При пайке меди с медью рекомендуются такие сплавы, как Dynaflow®, Stay-Silv® 5 или Stay-Silv® 15. Эти сплавы содержат фосфор и самофлюсуются на меди.При пайке латунных или бронзовых фитингов с этими сплавами требуется белый флюс Stay-Silv®. При пайке чугуна, стали или других черных металлов выберите один из припоев Stay-Silv®, например Safety-Silv® 45 или Safety-Silv® 56 с белым припоем Safety-Silv®. Не используйте фосфорсодержащие сплавы, так как соединение может быть хрупким. Чтобы оценить необходимое количество припоев, обратитесь к таблице Harris Estimating Brazing Alloys.
НАДЛЕЖАЩИЙ ФЛЮС важен, потому что флюс поглощает оксиды, образующиеся во время нагрева, и способствует течению присадочного металла.При использовании белого флюса Stay-Silv® наносите его только кистью. Чтобы предотвратить появление избыточных остатков флюса внутри холодильных линий, нанесите тонкий слой флюса только на охватываемую трубку. Вставьте трубку в фитинг и, если возможно, поверните фитинг на трубке один или два раза, чтобы обеспечить равномерное покрытие. Белый флюс для пайки Stay-Silv® доступен в банках на 7 унций, 1/4 фунта, 1/2 фунта, 1 фунт, 5 фунтов, 25 фунтов и 60 фунтов.
Белый флюс для пайки Stay-Silv® доступен в банках на 7 унций, 1/4 фунта, 1/2 фунта, 1 фунт, 5 фунтов, 25 фунтов и 60 фунтов.
СБОРКА ТРУБКИ И ФИТИНГОВ
Вставьте конец трубки с флюсом в фитинг.Поддерживайте опору, чтобы обеспечить правильное выравнивание, пока припой не затвердеет. После пайки поддерживайте опору в течение нескольких секунд (или больше) в зависимости от размера области соединения.
Теперь сборка готова к пайке с использованием припоя в виде прутка, проволоки или катушки, вручную подаваемой в соединение.
НАСТРОЙКА ПЛАМЕНИ ФАКЕРА
Кислород / ацетилен. Для большинства работ по пайке с использованием кислородно-ацетиленовых газов следует использовать науглероживающее или нейтральное пламя. Нейтральное пламя имеет четко выраженный внутренний конус. См. Диаграмму.Избегайте окислительного пламени. Избыток ацетилена удаляет поверхностные оксиды из меди. Медь будет казаться яркой, а не тусклой или почерневшей из-за неправильного окислительного пламени.
Воздух / ацетилен с использованием наконечников вихревого сгорания.
Пайка с использованием воздушно-ацетиленовых горелок — популярная альтернатива кислородной смеси топливного газа. Поток топливного газа всасывает воздух в смеситель, который содержит внутреннюю лопатку, которая вращает газ для улучшения сгорания и повышения температуры пламени.
Если в резервуаре есть манометр нагнетания, установите давление нагнетания 14-15 фунтов на квадратный дюйм. Если в баке есть только манометр содержимого, давление подачи предварительно установлено на заводе, поэтому полностью откройте регулировочный винт регулятора, повернув его по часовой стрелке до «дна».
Откройте значение резака. Открытие примерно на 3/4 оборота обеспечит подачу достаточного количества топливного газа. Не пытайтесь измерить давление (уменьшить пламя) с помощью клапана ручки горелки. Если требуется более высокое или более низкое пламя, замените наконечник на другой размер.
ОБОГРЕВ СОЕДИНЕНИЯ
Всегда держите резак в кратковременном движении. Тогда …
1. Начните нагревание трубки, сначала направив пламя в точку, непосредственно примыкающую к фитингу. Поочередно работайте пламенем вокруг трубки и фитинга, пока они не достигнут температуры пайки, прежде чем наносить припой.
2. Когда используется флюс, он будет хорошим ориентиром для температуры. Продолжайте нагревать трубку до тех пор, пока флюс не перейдет в температурный диапазон «пузырьков» и не станет бесшумным, полностью жидким и прозрачным и не станет похожим на чистую воду.
3. Направьте пламя от трубки к основанию фланца фитинга и нагрейте до тех пор, пока флюс, остающийся в фитинге, также не станет полностью жидким.
4. Проведите пламенем вперед и назад вдоль оси собранного соединения, трубы и фитинга, чтобы получить и затем поддерживать равномерный нагрев в обеих частях.
НАНЕСЬТЕ ПАТРИТНЫЙ СПЛАВ
Заправьте сплав в стык между трубкой и фитингом. Только после того, как основные металлы будут нагреты до температуры пайки, следует добавлять присадочный металл.В это время пламя может быть мгновенно обнаружено до кончика присадочного металла, чтобы начать процесс плавления. Всегда поддерживайте нагревание как фитинга, так и трубки, направляя пламя на трубку и фитинг, когда припой втягивается в соединение. Припой будет диффундировать и полностью заполнить все области соединения. Не продолжайте подачу припоя после заполнения области стыка. Избыточные галтели не улучшают качество или надежность пайки и являются отходами материала.
ПРИ ВЫПОЛНЕНИИ ВЕРТИКАЛЬНЫХ СПЛАВНЫХ СОЕДИНЕНИЙ сначала нагрейте трубку, затем нагрейте фитинг. Важно равномерно нагреть оба куска. Держите пламя направленным к арматуре. Если труба перегрета, припой может стекать по трубе, а не в стык.
ПРИ ВЫПОЛНЕНИИ ГОРИЗОНТАЛЬНЫХ СОЕДИНЕНИЙ сначала нагрейте трубу по окружности, а затем нагрейте фитинг. Решение о том, где начать подачу сплава, будет зависеть от размера трубы и предпочтений оператора.Однако на трубе большого диаметра иногда лучше всего начинать с нижней части трубы. Когда сплав затвердевает, он создает «заслонку» и помогает предотвратить вытекание припоя из стыка по мере заполнения оставшейся части соединения. При добавлении сплава убедитесь, что и труба, и фитинг прогреты.
ОЧИСТКА ПОСЛЕ ТОПЛИВНОЙ ПЕЧИ
Все остатки флюсов необходимо удалить для осмотра и испытаний под давлением. Сразу после схватывания припоя закалите его или нанесите влажной кистью или тампоном на трещину и удалите остатки флюса.При необходимости воспользуйтесь наждачной бумагой или металлической щеткой.
Пайка медных трубок
| Этот инструмент модифицирует медные фитинги, создавая неглубокий отпечаток в стенке фитинга, уменьшая глубину раструба до 3/8 дюйма. Его следует использовать только для соединений, которые будут паяться. |
Прочность трубных соединений
Стыковые соединения между медными трубками могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен.Это связано с тем, что вся нагрузка должна переноситься через контактную площадку двух небольших поверхностей на концах каждой детали (см. , рис. 1, ). Стыковые соединения обычно не используются для соединения медных труб, потому что поддерживать соосность во время пайки сложно.
Муфты, с другой стороны, самоустанавливаются во время сборки и пайки. В раструбном соединении присадочный металл не должен быть таким прочным, как медь, потому что площадь контакта между трубкой и муфтой может быть увеличена (см. , рис. 2, ).
Когда площадь соединения велика, напряжение в припое невелико, поэтому присадочный металл может быть намного слабее основного металла. Поэтому, когда вы используете коммерческие медные трубные фитинги с глубокими чашками, вы можете использовать мягкий припой с пределом прочности на разрыв около 5000 фунтов на квадратный дюйм (PSI) для успешного соединения, например, более прочных медных трубок с пределом прочности на разрыв около 30000 фунтов на квадратный дюйм.
| Рисунок 1 Стыковые соединения между медными трубками могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен, чтобы выдерживать нагрузку через контактную площадку двух небольших поверхностей на концах каждый кусок. |
Конструкция раструбного соединения
Трубное соединение должно быть достаточно прочным, чтобы выдерживать такие нагрузки, как давление, собственный вес и тепловое расширение. Если вы выберете комбинацию присадочного металла и глубины раструба, которая сделает соединение более прочным, чем труба, сама труба станет ограничивающим фактором в конструкции.
Прочность паяного торцевого соединения горелки зависит от:
| Рис. 2 В раструбном соединении присадочный металл не должен быть таким же прочным, как медь, потому что площадь контакта между трубкой и розеткой можно сделать большие. |
- Длина перекрытия (обычно глубина раструба).
- Прочность присадочного металла.
- Прочность суставов.
Используя эти переменные, вы можете оценить требуемую глубину введения по следующей формуле:
X = TW / 0.8L
Где:
- X = требуемое перекрытие
- T = предел прочности основного металла на растяжение
- L = прочность на сдвиг металлического припоя или припоя
- W = толщина более тонкого элемента
- 0.8 = коэффициент прочности (или безопасности)
При пайке соединения медь-медь прочность на разрыв меди составляет около 30 000 фунтов на квадратный дюйм, а прочность на сдвиг припоя — около 5000 фунтов на квадратный дюйм. Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,48 дюйма, или 8,7 раза1 толщины трубы.
| Рис. 3 На этой диаграмме показаны зависимости прочности соединения и напряжения сдвига от длины перекрытия для паяных и паяных соединений. |
При пайке соединения меди с медью с помощью любой из обычно используемых классификаций AWS припоев для пайки, например BCuP или BAg, прочность на сдвиг припоя составляет около 25 000 фунтов на квадратный дюйм.Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,100 дюйма, или 1,5 толщины трубы.
Соотношение между толщиной трубы и длиной перекрытия для паяных и паяных соединений показано на рис. 3 .
Пайка внахлест
Чтобы проверить, работает ли теория на практике, сотрудники автора паяли и проводили испытания на растяжение на 1 1/2 дюйма. медная труба с толщиной стенки 0,045 дюйма. Испытываемые соединения представляли собой стыковое соединение и раструб с перекрытием в один, два и три раза больше толщины трубы.Все образцы, в том числе стыковое соединение, вышли из строя в основном металле.
Не новость, что для паяных соединений требуется только небольшое перекрытие. В ходе циклической серии испытаний в конце 1950-х годов 10 лабораторий спаяли более 1200 образцов для испытаний на растяжение. Лаборатории выполнили эти испытания на следующих объектах с различными перекрытиями:
- 410 печь из нержавеющей стали, припаянная BNi-1
- Печь из низкоуглеродистой стали, припаянная медью
- Медная горелка, припаянная при помощи BAg – 1
- Горелка из низкоуглеродистой стали– спаянный с BAg – 1
Результаты этих испытаний показали, что для получения соединения полной прочности не требуется большого перекрытия.Во всех случаях предел прочности основного металла на растяжение был достигнут, когда перекрытие было вдвое больше толщины элементов (2t). Отчет был опубликован под названием American Welding Society (AWS) C3.1–63.
Обратная сторона нахлеста
Глубина врезки влияет на два важных аспекта пайки: прочность соединения и легкость его пайки. Хотя с точки зрения прочности кажется, что большее перекрытие лучше, перекрытие, превышающее вдвое толщину более тонкого элемента (2t), не делает соединение более прочным.
Фактически, увеличение перекрытия намного больше, чем 2t, только усложняет вам выполнение прочного соединения по следующим причинам.
Во-первых, припой должен равномерно течь в небольшой зазор между деталями по всей длине и окружности соединения. Одно из препятствий заключается в том, что чем длиннее перекрытие, тем дальше должен течь припой и тем больше у него возможностей улавливать газ, который вызывает пустоты в стыке. Достаточная подача флюса и достаточно сильный равномерный нагрев соединения способствуют поступлению припоя в соединение, но по мере увеличения перекрытия и увеличения диаметра это становится труднее.
| Рисунок 4 На этой диаграмме показан общий состав припоя на основе меди и характеристики плавления. |
Во-вторых, припой начинает плавиться при более низкой температуре, чем температура, при которой припой становится полностью жидким. Эта температура называется температурой солидуса. Чуть выше этой температуры припой представляет собой смесь твердого вещества и жидкости. Он густой и слякотный, как замороженный напиток.В этом состоянии металл с трудом попадает в плотно прилегающий стык. Представьте, что вы быстро потягиваете замороженный напиток через маленькую трубочку — это сложно!
По мере того, как присадочный металл больше нагревается, он становится более жидким, пока не достигнет температуры ликвидуса. При этой температуре присадочный металл полностью жидкий и легко проникает в крошечные промежутки между деталями. Или, как в нашем примере, замороженный напиток теперь плавится и легко течет через небольшую соломинку. Температуры солидуса и ликвидуса для некоторых распространенных присадочных металлов показаны на рис. 4 .
Чтобы еще больше усложнить ситуацию, во время пайки небольшое количество основного металла меди растворяется в присадочном металле, а небольшое количество легирующих элементов из присадочного металла диффундирует в основной металл меди. Когда это происходит, изменяется химический состав присадочного металла. Это увеличивает температуру ликвидуса, а присадочный металл становится толстым и влажным, даже если он горячий. Опять же, толстый, слякотный присадочный металл нелегко проникает в стык.
К счастью, этот процесс диффузии-растворения является медленным по сравнению со временем, которое требуется металлическому припою, чтобы попасть в должным образом нагретое соединение.Однако, если соединение недостаточно нагревается до того, как будет введен припой, припой сначала станет слякотью и станет толще при повторном нагревании соединения. Чем дольше соединение находится при температуре пайки, тем больше состав припоя становится похожим на саму медь. Это объясняет, почему бывает трудно переплавить соединение после пайки.
Но диффузия не так уж плоха. Компрессоры с реактивными двигателями, например, используются при температурах выше температуры плавления припоя, который удерживает их вместе.В этом случае детали выдерживаются в печи при температуре диффузии так долго, что припой полностью растворяется в основном металле, и соединение практически отсутствует, позволяя двигателю оставаться вместе в эксплуатации.
Использование фитингов под пайку при пайке
Если чрезмерное перекрытие делает излишне трудным получение прочного паяного соединения, почему промышленность использует фитинги для пайки с таким большим перекрытием?
| Рис. 5 В этой таблице показана глубина гнезда для фитингов под пайку и пайку, а также экономию при использовании 3/8 дюйма.–Глубокая розетка. |
Ответ прост: юристы. Обычные медные и латунные фитинги предназначены для пайки, а не для пайки. Обычно они обеспечивают перекрытие 10 или более, что необходимо для обеспечения достаточной прочности, если соединение выполнено припоем (см. , рис. 5, ).
Поскольку производители фитингов практически не контролируют, где их фитинги будут использоваться или как они будут соединяться, наименее рискованный шаг для них — это то, к чему прибегают юристы, — это сделать все фитинги пригодными для пайки.
Фитинги под пайку можно паять, но глубина чашки может усложнить вашу жизнь. Доступны фитинги с короткими чашками, предназначенные для пайки, и их легче паять, чем фитинги для пайки, но они, как правило, являются изделиями специального заказа с ограниченным распространением. Подрядчики, которые поставляют вам эту арматуру, сталкиваются с теми же рисками ответственности, что и производители арматуры.
Аттестация процедур и паяльных машин
Когда вы квалифицируете Спецификацию процедуры пайки (BPS) в соответствии с разделом IX ASME, во время аттестации должно использоваться минимальное перекрытие, которое будет использоваться в производстве.Другими словами, если перекрытие, используемое на испытательном купоне, составляло 1/4 дюйма, минимальное перекрытие, которое должно использоваться при производстве, составляет 1/4 дюйма. Вы также должны быть уверены, что производственное перекрытие как минимум в два раза превышает толщину соединяемая более тонкая часть (2t). Это обеспечивает достаточную прочность стыков для производственных стыков.
Когда вы квалифицируете сварщика с резаком, он или она ограничивается перекрытием, которое использовалось в тестовом купоне, плюс 25 процентов. Другими словами, если перекрытие тестовых купонов составляло 1/2 дюйма., максимальное допустимое перекрытие составляет 5/8 дюйма. У вас нет минимального перекрытия, потому что, если вы можете правильно припаять глубокую муфту, вы также можете припаять более мелкую муфту.
Облегчение жизни при пайке
Поскольку для достижения полной прочности паяного соединения требуется лишь небольшое перекрытие (2t), вам не нужна полная глубина фитинга паяного соединения. Большая глубина лунки только усугубляет ваши страдания, когда вы делаете сустав. Что еще хуже, чем больше диаметр трубки, тем глубже раструб и тем труднее выполнить соединение.
Можно сделать несколько вещей, особенно с более крупными фитингами, чтобы облегчить вашу жизнь.
- Купить фитинги для пайки. Их нет в продаже.
- Обрезать излишки в механическом цехе. Это работает, но стоит дорого.
- Обрежьте лишнюю чашку на поле. Это слишком дорого и, вероятно, приведет к деформации фурнитуры.
- Вставьте трубу в трубу с небольшим перекрытием. Хотя это работает, это сложно контролировать, потому что трубка может свободно входить и выходить из гнезда во время сборки.
- Деформируйте фитинг ближе к концу, используя инструмент, подобный показанному на вводной фотографии. Этот инструмент ограничивает глубину введения до 3/8 дюйма и обеспечивает надежный упор для трубки, поэтому вы можете легко поддерживать нужную глубину введения.
Вальтер Дж. Сперко, P.E., инженер-консультант, специализируется на технологиях сварки и пайки, а также имеет опыт работы с трубопроводами. С ним можно связаться по адресу: Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406–9795, 336–674–0600, факс 336–674–0202, sperko @ asme.org, www.sperkoengineering.com.
Примечание
1. Поскольку припой ползет при температуре окружающей среды, фитинги для паяных соединений фактически рассчитаны на единичное напряжение 235 фунтов на квадратный дюйм и ограничены максимальным давлением при различных температурах в соответствии с ASME B16.22. В результате глубина гнезда для пайки составляет 10 т и более.
American Welding Society, 550 N.W. LeJeune Road, Майами, Флорида 33126, 800–443–9353, www.aws.org.
ASME International, Three Park Ave., New York, NY 10016, 800–843–2763, www.asme.org.
Фил Гурриерри из Integrated Mechanical Services, Плимут-Собрание, Пенсильвания, и Майк Лэнг, United Association Local 501, Аврора, Иллинойс, помогли подготовить образцы для испытаний для информации в этой статье.
Какой метод пайки медных труб лучше всего?
Пайка медных труб
Пайка медных труб в течение многих лет была одним из наиболее распространенных способов соединения медных труб и фитингов.Этот метод особенно полезен, когда требуется большая прочность суставов.
Обычно большая прочность соединений требуется для систем, работающих при температуре 350 градусов и выше. К таким системам могут относиться:
- Водоснабжение
- Противопожарная защита
- Раздача топлива
- Газ
- Холодильное оборудование
Пайка, в отличие от своего наиболее распространенного аналога, пайки, выполняется при очень горячем нагреве примерно от 1100 до 1500 градусов. Как кислород, так и не содержащая кислород медь можно паять для получения достаточно прочного соединения.Также следует использовать слегка науглероживающее пламя.
Соединение может быть выполнено одним из двух способов:
- Со вставками из присадочного металла или
- Присадочный металл можно вставлять снаружи после того, как соединение достигнет требуемой температуры.
Инструкции по пайке медных труб
Важно отметить, что все следующие шаги должны быть выполнены в один и тот же день, чтобы избежать повреждения трубы. Также следует принять максимальные меры безопасности.Шаги следующие:
- Отметьте трубку правильно, чтобы обеспечить точную длину.
- Отрежьте трубку ножовкой или любым другим безопасным способом.
- Зачистите оба конца отрезанной трубки, чтобы удалить металлические зазубрины. Развертка может быть выполнена с помощью расширительного лезвия, полукруглого напильника или инструмента для удаления заусенцев.
- Подготовьте стыки, очистив участки для пайки абразивной подушечкой или наждачной бумагой. Это необходимо для удаления любых примесей, таких как масло или оксиды. Должен быть припуск 0.004 дюйма между фитингом и трубкой.
- Установите трубку в фитинг, обеспечивая надежную посадку, но с достаточным пространством для капиллярного действия припоя. Это может быть около 0,0004 дюйма. Если возможно, поверните и надежно поддержите трубку.
- Расположите и поддерживайте пламя перпендикулярно трубке и предварительно нагрейте чашку фитинга и трубку. Следите за тем, чтобы не перегреться, так как это может привести к сгоранию флюса. Держите пламя в постоянном движении и избегайте его задерживания на какой-либо отдельной области трубки.Предпочтительна газокислородная горелка с нейтральным пламенем. При использовании флюса используйте перчатки и избегайте контакта с ртом, глазами и порезами.
- Приложите присадочный металл к плавящемуся стыку и нанесите его в точке, где труба входит в стык. Как только наплавленный металл расплавится, приложите источник тепла к основанию чашки. Держите пламя подальше от присадочного металла, дайте теплу расплавить его. Проделайте то же самое с вертикальными швами. Он готов, если видна полная нить накала.
- Дайте стыку остыть, затем протрите флюс влажной плотной тканью.
Тогда готово! Пайка медных труб завершена!
Ultraflex Пайка медных труб менее чем за 60 секунд с использованием индукционного нагрева
[6 апреля 2018 г.] Недавняя демонстрация, организованная UltraFlex Power Technologies, направлена на оценку возможности пайки медных t-труб с использованием индукционного нагрева вместо традиционного пламенного нагрева. пайка труб на основе.
В этой демонстрации использовались две пары медных трубок. В первый набор входила основная медная трубка 1.Внешний диаметр 13 дюймов (28,70 мм) и внутренний диаметр 1,01 дюйма (25,65 мм) и медная труба стояка с внешним диаметром 0,84 дюйма (21,33 мм) и внутренним диаметром 0,76 дюйма (19,30 мм).
Второй набор, использованный в демонстрации, состоял из основной медной трубки меньшего размера с внешним диаметром 0,87 дюйма (22,09 мм) и внутренним диаметром 0,77 дюйма (19,55 мм) и медной стояковой трубки с внешним диаметром 0,62 дюйма (15,74 мм) и 0,53 дюйма. (13,46 мм) внутренний диаметр.
Процесс индукционного нагрева проводился с использованием оборудования для индукционного нагрева UltraFlex UltraHeat W 15/150 с моделью тепловой станции HS-8.Оборудование серии UltraHeat W экономично и использует новейшие технологии импульсных источников питания.
Перед индукционным нагревом медные трубки были очищены и собраны. В первом испытании пайка производилась с использованием двух предварительно сформованных разрешающих колец из проволоки диаметром 0,787 мм (0,031 дюйма). Райзер и основные медные трубы были предварительно проплавлены белым припоем. Во втором испытании на пайку вместо колец использовалась паяльная паста.
Индукционный нагрев начинается с помещения каждого узла в испытательную катушку.При целевой температуре 704 ° C (1300 ° F) сплаву потребовалось всего 55 секунд, чтобы потечь и сформировать соединение на Т-границе большей трубки.
Во втором испытании, где использовалась труба меньшего размера, но целевая температура осталась неизменной, паяное соединение было получено за 44 секунды.
В обоих случаях время нагрева можно было сократить еще больше, используя индивидуальную конструкцию змеевика.
Два испытания доказали, что индукционная пайка UltraFlex может успешно заменить традиционную пайку пламенем для труб различного размера с дополнительным преимуществом в плане затрат и экономии времени.
Посмотрите фото из демонстрации :
[Прикреплено к этому пресс-релизу]
Дополнительная информация:
Industrial Induction Heating Equipment | UltraFlex Power Technologies
Свяжитесь с нами по телефону:
+1.631.467.6814
О компании UltraFlex Power Technologies:
UltraFlex Power Technologies (ultraflexpower.com) предлагает самую передовую и инновационную технологию индукционного нагрева с цифровым управлением в отрасли. Его компактные модульные и гибкие системы подходят для широкого спектра задач индукционного нагрева, литья и плавления.
Скачать спецификацию
: Больше от Controls & Controllers
Пайка Медь и медные сплавы Пайка
Введение
Основная теория и техника пайки и пайки одинаковы для всех диаметров медных трубок.Единственными переменными являются присадочный металл, а также количество времени и тепла, необходимое для завершения данного соединения. Американское сварочное общество определяет пайку как процесс соединения, который происходит при температуре ниже 840 ° F, а пайку — как процесс, который происходит при температуре выше 840 ° F, но ниже точки плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температуре примерно от 350 ° F до 600 ° F, в то время как большая часть пайки выполняется при температуре от 1100 ° F до 1500 ° F.
Выбор между пайкой или пайкой обычно зависит от условий эксплуатации системы и требований действующих строительных норм.Паяные соединения обычно используются там, где рабочая температура не превышает 250 ° F, в то время как паяные соединения могут использоваться там, где требуется большая прочность соединения или где температура системы достигает 350 ° F.
Хотя паяные соединения в целом обеспечивают более высокую прочность соединения, отжиг трубы и фитинга в результате более высокого нагрева, используемого в процессе пайки, может привести к тому, что номинальное давление системы будет меньше, чем у паяного соединения. Этот факт следует учитывать при выборе того, какой процесс соединения использовать.
Хотя пайка и пайка являются наиболее распространенными методами соединения медных труб и фитингов, они часто наименее понятны.
Именно такое непонимание может перерасти в плохую технику установки и привести к плохим или неисправным соединениям. Исследования распространенных причин повреждений суставов выявили несколько факторов, способствующих повреждению суставов, в том числе:
- • Неправильная подготовка стыка перед пайкой.
- • Отсутствие надлежащей опоры и / или подвешивания во время пайки или пайки.
- • Неправильный контроль тепла и распределение тепла на протяжении всего процесса соединения.
- • Неправильное нанесение припоя или припоя на стык.
- • Недостаточное количество присадочного металла на стыке.
- • Внезапное резкое охлаждение и / или стирание расплавленного присадочного металла после пайки или пайки твердым припоем.
- • Предварительное лужение стыков перед сборкой и пайкой.
Хотя операции пайки и пайки по своей сути просты, исключение или неправильное применение одной части процесса может означать разницу между хорошим соединением и отказом.
Процесс присоединения
Независимо от процесса, пайки или пайки, необходимо следовать одним и тем же основным этапам, с той лишь разницей, что используются флюсы, присадочные металлы и количество используемого тепла. Следующий процесс соединения очерчивает основные требования для последовательного выполнения высококачественного паяного или паяного соединения:
- • измерение и резка
- • нанесение присадочного металла
Измерение и резка
Отрежьте трубку до измеренной длины.Чтобы получить квадратный конец, можно разрезать разными способами. Точно измерьте длину каждого сегмента трубы. Неточность может ухудшить качество соединения. Если трубка слишком короткая, она не войдет в чашку фитинга до конца, и невозможно будет выполнить надлежащее соединение. Если отрезок трубы будет слишком длинным, это может вызвать деформацию системы, которая может повлиять на срок службы.
Трубку можно разрезать дисковым труборезом (рис. 1), ножовкой, абразивным кругом, стационарной или переносной ленточной пилой.Необходимо следить за тем, чтобы труба не деформировалась во время резки. Независимо от метода, разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в чашке фитинга.
Развертка
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся в результате резки. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и увеличения локальной скорости потока в трубе.Правильно развернутый кусок трубы обеспечивает ровную ламинарную поверхность с гладким ламинарным потоком.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильную сборку трубки в чашке фитинга.
Инструменты, используемые для развёртывания концов труб, включают расширяющее лезвие на трубореза, полукруглые или круглые напильники (Рисунок 2), карманный нож и подходящий инструмент для удаления заусенцев (Рисунок 3). При использовании мягкой трубки необходимо соблюдать осторожность, чтобы не деформировать конец трубки из-за чрезмерного давления.
Мягкая дрессировочная трубка в случае деформации может быть возвращена к округлости с помощью калибровочного инструмента, состоящего из пробки и калибровочного кольца.
Очистка
Удаление всех оксидов и поверхностных загрязнений с концов труб и переходных колпачков имеет решающее значение для правильного поступления присадочного металла в стык. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Капиллярное пространство между трубкой и фитингом приблизительно равно 0.004 дюйма. Металлический наполнитель заполняет этот зазор за счет капиллярного действия. Этот интервал имеет решающее значение, поскольку он определяет, будет ли надлежащий поток присадочного металла в зазор, обеспечивающий прочное соединение.
Слегка отшлифуйте (очистите) концы трубок с помощью песчаной ткани или нейлоновых абразивных подушек (Рисунок 4) на расстоянии, немного превышающем глубину чашки фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера (Рисунок 5).
Медь — относительно мягкий металл.Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
Можно использовать химическую очистку, если концы трубок и фитинги тщательно промыть после очистки в соответствии с процедурой, предоставленной производителем химикатов. Не прикасайтесь к очищенной поверхности голыми руками или в масляных перчатках. Кожные масла, смазочные масла и жиры ухудшают сцепление присадочного металла.
Паяные соединения — флюсование
Используйте флюс для пайки, который растворяет и удаляет следы оксида с очищенных поверхностей, подлежащих соединению, защищает очищенные поверхности от повторного окисления во время нагрева и способствует смачиванию поверхностей припоем, как рекомендовано в общих требованиях ASTM B 813.Нанесите тонкий, равномерный слой флюса кистью на трубку и фитинг как можно скорее после очистки (рисунки 6 и 7).
ВНИМАНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
Сборка
Поддержите трубку и фитинг в сборе, чтобы обеспечить достаточное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток (Рисунок 12) расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом.Удалите излишки флюса с внешней стороны соединения ватной тряпкой (Рисунок 8).
Отопление
Начните нагревание с пламенем перпендикулярно трубке (Рисунок 12, позиция 1). Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы привести всю сборку в надлежащее состояние. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, как описано в ANSI / AWS Z49.1.
состояние предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Естественная тенденция к повышению тепла обеспечит надлежащий предварительный нагрев верхней части сборки. Опыт покажет количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга (Рисунок 12, позиция 2). Переместите пламя попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга (Рисунок 12, позиция 3).Опять же, предварительно нагревая окружность сборки, как описано выше, с горелкой у основания чашки фитинга (Рисунок 12, позиция 4), прикоснитесь к стыку припоем. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте стык и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки (Рисунок 9). В таких горелках используется ацетилен или сжиженный газ. Также можно использовать инструменты для пайки сопротивлением (Рисунок 10). В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
Рис. 12. Схема паяного соединения
Применение припоя
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковых сторон и верхней части соединения.Для стыков в горизонтальном положении начните наносить припой немного не по центру в нижней части стыка (Рисунок 12, позиция a, и Рисунок 9). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (Рисунок 12, позиция b).
Вернитесь к начальной точке, слегка перекрывая друг друга (Рисунок 12, позиция c), и продолжайте движение вверх по незавершенной стороне к вершине, опять же, немного перекрывая друг друга (Рисунок 12, позиция d). Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что стык заполнен до этой точки и больше не будет принимать припой. На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего сыпучий расплавленный припой в узкий зазор между фитингом и трубкой.
Расплавленный металлический припой втягивается в соединение за счет капиллярного действия независимо от того, идет ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,002 дюйма до 0,005 дюйма. Некоторая свободная посадка допустима, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для соединения медных трубок с клапанами с припоями следуйте инструкциям производителя. Клапан должен быть в открытом положении перед подачей тепла, и тепло следует направлять в первую очередь на трубку. Имеющиеся в продаже материалы для теплоотвода также могут использоваться для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при надлежащем заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 1.Требуемый флюс обычно составляет 2 унции на фунт припоя.
Таблица 1: Требования к припоям для фитингов под давлением, длина в дюймах (1)
номинал или Стандартный размер (дюймы) | O.D. из Трубка (дюймы) | Глубина чашки Арматуры (дюймы) | Зазор шарнира (дюймы) | Wt в фунтах при.010 клиренс на 100 стыков | |||||||||
0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | 0,010 | ||||
| 1/4 | ,375 | .310 | 0,030 | 0,060 | 0,089 | .119 | . 149 | 0,179 | ,208 | . 238 | ,268 | ,298 | .097 |
| 3/8 | .500 | 0,380 | 0,049 | 0,097 | 0,146 | .195 | . 243 | ,292 | . 341 | 0,389 | ,438 | . 486 | . 159 |
| 1/2 | .625 | .500 | 0,080 | .160 | ,240 | .320 | .400 | . 480 | . 560 | .640 | 0,720 | . 800 | . 261 |
| 5/8 | 0,750 | . 620 | .119 | . 238 | 0,357 | . 476 | . 595 | .714 | . 833 | . 952 | 1,072 | 1,191 | .389 |
| 3/4 | 0,875 | 0,750 | 0,168 | 0,336 | . 504 | .672 | . 840 | 1,008 | 1,176 | 1,344 | 1,512 | 1,680 | . 548 |
| 1 | 1,125 | , 910 | 0,262 | .524 | 0,786 | 1,048 | 1,311 | 1,573 | 1,835 | 2,097 | 2,359 | 2,621 | . 856 |
| 1 ¼ | 1,375 | . 970 | . 341 | 0,683 | 1,024 | 1,366 | 1,707 | 2,049 | 2.390 | 2,732 | 3,073 | 3,415 | 1,115 |
| 1 ½ | 1.625 | 1.090 | . 454 | .907 | 1,361 | 1,814 | 2,268 | 2,721 | 3,175 | 3,628 | 4.082 | 4,535 | 1,480 |
| 2 | 2,125 | 1,340 | ,729 | 1.458 | 2,187 | 2.916 | 3,645 | 4,374 | 5,103 | 5,833 | 6.562 | 7,291 | 2,380 |
| 2 ½ | 2,625 | 1,470 | .988 | 1,976 | 2,964 | 3,952 | 4,940 | 5,928 | 6,916 | 7,904 | 8,892 | 9,880 | 3,225 |
| 3 | 3,125 | 1.660 | 1,328 | 2,656 | 3,985 | 5,313 | 6,641 | 7,969 | 9,297 | 10,626 | 11,954 | 13,282 | 4,335 |
| 3 ½ | 3,625 | 1,910 | 1.773 | 3,546 | 5,318 | 7.091 | 8,864 | 10,637 | 12,409 | 14.182 | 15,955 | 17,728 | 5.786 |
| 4 | 4,125 | 2,160 | 2,281 | 4,563 | 6,844 | 9,125 | 11,407 | 13,688 | 15,969 | 18,250 | 20,532 | 22,813 | 7,446 |
| 5 | 5,125 | 2,660 | 3.490 | 6,981 | 10,471 | 13,962 | 17,452 | 20,943 | 24,433 | 27,924 | 31,414 | 34,905 | 11,392 |
| 6 | 6,125 | 3,090 | 4,846 | 9,692 | 14,538 | 19,383 | 24,229 | 29.075 | 33,921 | 38,767 | 43,613 | 48,459 | 15.815 |
| 8 | 8,125 | 3,970 | 8,259 | 16,518 | 24,777 | 33.035 | 41,294 | 49,553 | 57,812 | 66.071 | 74,330 | 82,589 | 26,955 |
| 10 | 10,125 | 4.000 | 10.370 | 20,739 | 31.109 | 41,478 | 51,848 | 62,218 | 72,587 | 82,957 | 93,326 | 103,696 | 33,845 |
| 12 | 12,125 | 4.500 | 13,970 | 27,940 | 41,910 | 55,881 | 69,851 | 83,821 | 97,791 | 111.761 | 125,731 | 139.701 | 45.596 |
Среднее фактическое потребление 2 | Для оценочных целей 3 | ||||||||||||
2. Фактический расход зависит от качества изготовления
3. Включает скидку в размере 100% на покрытие потерь и потерь
Примечание. Требования к флюсу обычно составляют 2 унции на фунт припоя.
Охлаждение и очистка
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать повреждение или растрескивание соединения. Когда остынет, удалите остатки флюса влажной тряпкой (Рисунок 11). По возможности, в зависимости от конечного использования, готовые системы следует промывать для удаления излишков флюса и мусора. Используйте флюс для пайки, соответствующий требованиям ASTM B 813
.Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Паяные соединения
Таблица 2: Присадочные металлы для пайки
AWS Классификация 1 | Основные элементы (%) | Температура ° F | ||||||
Серебро (Ag) | Фосфор (P) | Цинк (Zn) | Кадмий (Cd) | Олово (Sn) | Медь (Cu) | Солидус | Ликвидус | |
| BCup-2 | – | 7.00-7,5 | – | – | – | остаток | 1310 | 1460 |
| BCup-3 | 4,8-5,2 | 5,8-6,2 | – | – | – | остаток | 1190 | 1495 |
| BCup-4 | 5,8-6,2 | 7,0-7,5 | – | – | – | остаток | 1190 | 1325 |
| BCup-5 | 14.5-15,5 | 4,8-5,2 | – | – | – | остаток | 1190 | 1475 |
| БАг-1 2 | 44-46 | – | 14–18 | 23-25 2 | – | 14–16 | 1125 | 1145 |
| БАг-2 2 | 34-36 | – | 19–23 | 17-19 2 | – | 25–27 | 1125 | 1295 |
| БАг-5 | 44-46 | – | 23–27 | – | – | 29-31 | 1225 | 1370 |
| БАг-7 | 55-57 | – | 15-19 | – | 4.5-5,5 | 21–23 | 1145 | 1205 |
2. ВНИМАНИЕ: БАГ-1 и БАг-2 содержат кадмий. Нагревание при пайке может привести к образованию высокотоксичных паров.
Избегайте вдыхания паров. Используйте соответствующую вентиляцию. См. ANSI / ASC Z49 1 «Безопасность при сварке и резке».
Прочные герметичные паяные соединения для медных труб могут быть выполнены пайкой с присадочными металлами, плавящимися при температурах в диапазоне от 1100 ° F до 1500 ° F, как указано в таблице 2.Паяльные присадочные металлы иногда называют «твердыми припоями» или «серебряными припоями». Следует избегать этих сбивающих с толку терминов.
Температура, при которой присадочный металл начинает плавиться при нагревании, является температурой солидуса; температура ликвидуса — это более высокая температура, при которой присадочный металл полностью расплавляется. Температура ликвидуса — это минимальная температура, при которой будет происходить пайка.
Разница между солидусом и ликвидусом заключается в диапазоне плавления и может иметь значение при выборе присадочного металла.Он указывает рабочий диапазон присадочного металла и скорость, с которой присадочный металл затвердеет после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Рабочие диапазоны обычных присадочных металлов для пайки показаны на Рисунке 13a.
Рис. 13. Диапазоны температур плавления
Паяльные присадочные материалы, подходящие для соединения медных труб, бывают двух классов: (1) сплавы серии BCuP, содержащие фосфор, и (2) сплавы серии BAg, содержащие высокое содержание серебра.Эти два класса различаются по своим характеристикам плавления, флюсования и текучести, и это следует учитывать при выборе присадочного металла (см. Таблицу 2). Хотя можно использовать любой из перечисленных присадочных металлов, эти
, наиболее часто используемые в сантехнических системах, системах охлаждения HVAC и пожарных спринклерных системах: BCuP-2 (для жестких допусков), BCuP-3, 4 или 5 (где жесткие допуски не могут соблюдаться) и BAg-1, BAg-5 и BAg-7. . Присадочные материалы серии BCuP более экономичны, чем присадочные материалы серии BAg, и лучше подходят для применения в трубопроводах общего назначения.При соединении разнородных металлов следует использовать присадочные металлы серии BAg, либо требуются определенные характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами под пайку или имеющимися в продаже фитингами для пайки с короткой втулкой.
Согласно Американскому сварочному обществу (AWS), прочность паяного соединения будет соответствовать или превышать прочность соединяемой трубы и фитинга, когда стык перекрывается и глубина проникновения присадочного металла как минимум в три раза превышает толщину сварного шва. более тонкий основной металл (трубка или штуцер) и хорошо развитый галтель.
Прочность паяного медного трубного соединения не сильно зависит от различных присадочных металлов, но в основном зависит от поддержания надлежащего зазора между внешней стороной трубки и чашкой фитинга. Медная трубка и фитинги под пайку точно изготовлены друг для друга, и допуски, разрешенные для каждой из них, гарантируют, что капиллярное пространство будет в пределах, необходимых для соединения с удовлетворительной прочностью.
Номинальное внутреннее рабочее давление систем паяных медных труб при рабочих температурах до 350 ° F (температура насыщенного пара при 120 фунт / кв. Дюйм) показано в таблице 3.Эти номинальные значения давления следует использовать только при сохранении правильного капиллярного пространства.
Таблица 3: Номинальные значения давления и температуры для соединений медных труб
Соединительный материал (4) | Рабочая температура, ИЗ | Тип фитинга | Максимальное рабочее избыточное давление (фунт / кв. Дюйм) для водяных труб стандартного размера (1) | ||||
Номинал типоразмера, дюймы | |||||||
с 1/8 по 1 | с 11/4 по 2 | с 21/2 по 4 | 5–8 | 10–12 | |||
Сплав Sn50 50-50 Свинцово-оловянный припой (5) | 100 | Давление (2) | 200 | 175 | 150 | 135 | 100 |
DWV (3) | – | 95 | 80 | 70 | – | ||
150 | Давление (2) | 150 | 125 | 100 | 90 | 70 | |
DWV (3) | – | 70 | 55 | 45 | – | ||
200 | Давление (2) | 100 | 90 | 75 | 70 | 50 | |
DWV (3) | – | 50 | 40 | 35 | – | ||
250 | Давление (2) | 85 | 75 | 50 | 45 | 40 | |
DWV (3) | – | – | – | – | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Сб5 95-5 Припой олово-сурьма | 100 | Давление (2) | 1090 | 850 | 705 | 660 | 500 |
DWV (3) | – | 390 | 325 | 330 | – | ||
150 | Давление (2) | 625 | 485 | 405 | 375 | 285 | |
DWV (3) | – | 225 | 185 | 190 | – | ||
200 | Давление (2) | 505 | 395 | 325 | 305 | 230 | |
DWV (3) | – | 180 | 150 | 155 | – | ||
250 | Давление (2) | 270 | 210 | 175 | 165 | 125 | |
DWV (3) | – | 95 | 80 | 80 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав E | 100 | Давление (2) | 710 | 555 | 460 | 430 | 325 |
DWV (3) | – | 255 | 210 | 215 | – | ||
150 | Давление (2) | 475 | 370 | 305 | 285 | 215 | |
DWV (3) | – | 170 | 140 | 140 | – | ||
200 | Давление (2) | 375 | 290 | 240 | 225 | 170 | |
DWV (3) | – | 135 | 110 | 115 | – | ||
250 | Давление (2) | 320 | 250 | 205 | 195 | 145 | |
DWV (3) | – | 115 | 95 | 95 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав HB | 100 | Давление (2) | 1035 | 805 | 670 | 625 | 475 |
DWV (3) | – | 370 | 310 | 315 | – | ||
150 | Давление (2) | 710 | 555 | 460 | 430 | 325 | |
DWV (3) | – | 255 | 210 | 215 | – | ||
200 | Давление (2) | 440 | 345 | 285 | 265 | 200 | |
DWV (3) | – | 155 | 130 | 135 | – | ||
250 | Давление (2) | 430 | 335 | 275 | 260 | 195 | |
DWV (3) | – | 155 | 125 | 130 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Соединительные материалы, плавящиеся при температуре 1100º F (6) или выше | Номинальное давление-температура в соответствии с используемыми материалами и процедурами (см. Таблицу 3, Отожженные). | ||||||
Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
ПРИМЕЧАНИЕ: Для чрезвычайно низких рабочих температур в диапазоне от 0 ° F до минус 200 ° F рекомендуется использовать соединительный материал, плавящийся при температуре 1100 ° F или выше (см. Примечание (6) ). .
(1) Стандартные размеры водяных трубок в соответствии с ASTM B 88.
(2) Номинальные параметры размером до 8 дюймов указаны в ASME B16.22 Арматура для пайки из кованой меди и медных сплавов и ASME B16.18
Литая медь и Фитинги для пайки из медного сплава. Номинальные характеристики для размеров от 10 до 12 дюймов приведены в ASME B16.18 Фитинги для пайки из литой меди и медных сплавов.
(3) Использование дренажных фитингов под пайку из кованой меди и кованых медных сплавов по ASME B16.29 — DWV и ASME B16.23 Дренажные фитинги для пайки из литого медного сплава — DWV.
(4) Обозначения сплавов соответствуют ASTM B 32.
(5) Поправка 1986 г. к Закону о безопасной питьевой воде запрещает использование в системах питьевой воды любого припоя с содержанием свинца более 0,2%.
(6) Эти соединительные материалы определены Американским сварочным обществом как припои.
Флюсы
Флюсы, используемые для пайки медных соединений, по составу отличаются от флюсов для пайки.Эти два типа нельзя использовать взаимозаменяемо.
Флюсы для пайки на водной основе; в то время как большинство флюсов для пайки имеют нефтяную основу. Подобно флюсам для пайки, флюсы для пайки растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от повторного окисления во время нагрева и способствуют смачиванию соединяемых поверхностей припоем.
Паяльные флюсы также позволяют мастеру определять температуру (Рисунок 13b). Если внешняя часть фитинга и зона термического влияния трубы покрыты флюсом (в дополнение к концу трубы и чашке фитинга), окисление будет сведено к минимуму, а внешний вид соединения значительно улучшится.
Флюсы, наиболее подходящие для пайки меди и труб из медных сплавов, должны соответствовать требованиям стандарта AWS A5.31, тип FB3-A или FB3-C.
На рисунке 14 показана потребность в флюсе для пайки различных типов труб из меди и медных сплавов, фитингов и присадочных металлов при пайке.
Рис. 14. Рекомендации по пайке
Сборка
Соберите соединение, вставив трубку в гнездо до упора и, если возможно, поверните.Узел должен иметь прочную опору, чтобы он оставался выровненным во время пайки.
Применение тепла и пайки
Нагрейте соединяемые детали, желательно с помощью газокислородной горелки с нейтральным пламенем. На меньших размерах иногда используется воздушное топливо. Сначала нагрейте трубку, начиная примерно на один дюйм от края фитинга, короткими движениями проводя пламя вокруг трубки под прямым углом к оси трубки (рис. 12, позиция 1).
Очень важно, чтобы пламя оставалось в движении и не оставалось в одной точке достаточно долго, чтобы повредить трубку.Флюс можно использовать в качестве ориентира для определения того, как долго нужно нагревать трубку. Поведение флюса во время цикла пайки показано на рисунке 13b.
Подключите пламя к штуцеру у основания чашки (Рисунок 12, позиция 2). Равномерно нагрейте, попеременно перемещая пламя от фитинга к трубке, пока поток не утихнет. Избегайте чрезмерного нагрева литой арматуры из-за возможности растрескивания.
Когда флюс станет жидким и прозрачным, начните перемещать пламя вперед и назад вдоль оси соединения, чтобы поддерживать тепло на соединяемых деталях, особенно в направлении основания чашки фитинга (Рисунок 12, позиция 3).Пламя должно постоянно двигаться, чтобы не допустить плавления трубки или фитинга.
Для труб диаметром 1 дюйм и более может быть трудно нагреть все соединение до температуры за один раз. Часто бывает желательно использовать кислородно-топливный нагревательный наконечник с несколькими отверстиями для поддержания более однородной температуры на больших площадях. Для больших размеров рекомендуется умеренный предварительный нагрев всего фитинга, а для более крупных диаметров может потребоваться использование второй горелки для поддержания равномерного предварительного нагрева всего фитинга в сборе.Затем можно продолжить нагревание, как описано выше.
Нанесите припой на место, где трубка входит в гнездо фитинга. При достижении надлежащей температуры присадочный металл будет легко течь в пространство между трубкой и патрубком фитинга, втягиваясь естественной силой капиллярного действия.
Держите пламя подальше от самого присадочного металла, когда он подается в шов.
Температура трубы и фитинга в месте соединения должна быть достаточно высокой, чтобы наплавить присадочный металл.
Поддерживайте нагрев и фитинг, и трубку, перемещая пламя вперед и назад от одного к другому, пока присадочный металл втягивается в соединение.
Когда соединение выполнено должным образом, присадочный металл будет втягиваться в патрубок фитинга за счет капиллярного действия, и непрерывная кромка присадочного металла будет полностью видна вокруг стыка. Чтобы способствовать развитию этого галтеля во время пайки, пламя должно быть немного выше точки нанесения присадочного металла. Прекратите кормление, как только увидите готовое филе.
Горизонтальные и вертикальные соединения
При пайке горизонтальных швов предпочтительно сначала нанести присадочный металл немного смещенным от центра в нижней части шва, проходя через дно шва и продолжая вверх по стороне к верху шва. Затем вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте подниматься по незавершенной стороне к вершине, снова с небольшим перекрытием. Эта процедура идентична той, что используется для пайки.
Также, как и при пайке, убедитесь, что операции совпадают.На вертикальных стыках неважно, где находится начало. Если отверстие патрубка направлено вниз, следует проявлять осторожность, чтобы не перегреть трубку, так как это может привести к стеканию припоя с внешней стороны трубки.
Удаление остатков
После остывания паяного соединения остатки флюса следует удалить чистой тканью, щеткой или тампоном с теплой водой. Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно сохранит давление и закроет плохо спаянное соединение.Кованые фитинги охлаждают легче, чем литые, но перед смачиванием всем фитингам следует дать остыть естественным путем.
Общие советы и предложения
Если присадочный металл не течет или имеет тенденцию к комкованию, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых деталей. Если трубка или фитинг начинают окисляться во время нагрева, флюса слишком мало. Если присадочный металл не входит в соединение и имеет тенденцию течь по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет, а другой — недогрет.
Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Очистка
Для некоторых установок, таких как системы медицинского газа и ACR, требуется добавление инертного газа во время процесса пайки. Продувочный газ вытесняет кислород изнутри системы, когда она подвергается воздействию высоких температур пайки, и, таким образом, исключает возможность образования оксида на внутренней поверхности трубы.
Расходы продувочного газа и методы его применения должны быть включены в спецификации процедуры пайки для этих применений.
Для получения дополнительной информации о пайке и пайке медных труб и фитингов обращайтесь:
Copper Development Association Inc.
260 Мэдисон авеню
Нью-Йорк, Нью-Йорк 10016
Тел. 212 / 251-7200
Факс 212 / 251-7234
Составлен на основе информационных источников Copper Development Association Inc.(CDA) считает себя компетентным. Тем не менее, CDA не несет никакой ответственности или обязательств любого рода в связи с этой публикацией или ее использованием каким-либо лицом или организацией и не делает никаких заявлений или гарантий в настоящем документе.
В чем разница между сваркой, пайкой и пайкой?
Сварка, пайка и пайка — это все методы соединения двух или более частей материала, в первую очередь металлов. Ключевое различие между этими процессами — температура, используемая для создания стыка.
Сварка — для большинства процессов — включает плавление основных материалов для создания прочного соединения. Сварка может включать или не включать использование присадочных металлов или защитных газов.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Пайка и пайка, по сути, одинаковы в том, что они плавят только присадочный металл (припой или припой), а не основные материалы. Металлический жидкий наполнитель смачивает основные материалы за счет капиллярного действия.Когда жидкий наполнитель затвердевает, он связывается с материалами основы, образуя соединение. Что отличает пайку от пайки, так это температура плавления присадочного металла; пайка более горячая.
Каждый процесс имеет свои преимущества и недостатки с точки зрения обработки и применения.
Сварка
Существует множество типов сварочных процессов, в том числе:
Сварка используется для соединения большинства металлов, известных человечеству, но этот процесс широко используется для обычных производственных материалов, таких как алюминий, сталь и титан.Сварные компоненты используются повсюду в повседневной жизни, например, в самолетах, мостах, зданиях, автомобилях и кораблях.
Преимущества сварки Включает:- Обеспечивает более прочные соединения, чем пайка или пайка
- Выполняет сварные соединения, которые лучше подходят для высокотемпературных применений.
- Возможность соединения тонких и толстых участков металла (в зависимости от типа процесса)
- Повышение термической деформации и остаточных напряжений в соединении по сравнению с пайкой и пайкой
- Требуется последующая термообработка для снятия остаточного напряжения соединения (в зависимости от области применения и процесса)
- Возможность соединения только одинаковых основных материалов (для большинства процессов, но не для всех)
Пайка
Припои плавятся с использованием тепла от паяльника с регулируемой температурой.Припой плавится при температуре ниже 450 ° C. При пайке используется флюс для очистки металлических поверхностей, что облегчает течение жидкого присадочного металла по основному материалу.
Основные материалы, подходящие для соединения посредством пайки, включают латунь, медь, железо, золото и серебро. Присадочные металлы, используемые при пайке, когда-то были на основе свинца, однако из-за нормативных требований припои на основе свинца все чаще заменяются не свинцовыми версиями, которые могут состоять из сурьмы, висмута, меди, индия, олова или серебра.
Пайка широко используется в электронной промышленности для электрических соединений, таких как соединение меди с печатными платами (PCB). Сантехники также используют этот процесс для соединения медных труб. Одно из важных применений пайки — сборка ювелирных изделий.
Преимущества пайки Включает:- Имеет более низкую потребляемую мощность и температуру обработки по сравнению со сваркой и пайкой
- Возможность соединения разнородных основных материалов
- Возможность соединения тонкостенных деталей
- С минимальными тепловыми деформациями и остаточными напряжениями в соединениях
- Не требует последующей термообработки
- Обеспечивает более низкую прочность соединений по сравнению со сваркой и пайкой, что делает их нежелательными для несущих конструкций
- Невозможно присоединиться к большим разделам
- Изготовление соединений, непригодных для высокотемпературных применений
- Флюсы могут содержать токсичные компоненты
Пайка
Пайка считается высокотемпературным вариантом пайки.Существует несколько вариантов пайки, включая плазменную пайку, вакуумную пайку, пайку в печи и индукционную пайку. Независимо от типа припой плавится при температуре выше 450 ° C, но всегда ниже температуры соединяемых основных материалов. Наплавочный металл, нагретый до температуры немного выше точки плавления, защищен подходящей атмосферой, которая часто создается с помощью флюса. Флюс, как и при пайке, также помогает очистить металлические поверхности.
Основные материалы, подходящие для пайки, включают алюминий, медь, золото, никель, серебро и сталь.Первичные присадочные металлы, используемые при пайке, включают алюминий, кобальт, медь, золото, никель или серебро. Эти первичные присадочные металлы часто легируют другими элементами для получения желаемых свойств и рабочих характеристик.
Пайка — это коммерчески приемлемый процесс, используемый в широком спектре отраслей промышленности из-за ее гибкости и высокой целостности, с которой можно производить соединения. Это делает его надежным в критических и некритических приложениях, и это один из наиболее широко используемых методов соединения.
Преимущества пайки Включает:- Имеет более низкую потребляемую мощность и температуру обработки, чем сварка
- Получение соединений с минимальными тепловыми деформациями и остаточными напряжениями по сравнению со сваркой
- Не требует последующей термообработки
- Возможность соединения разнородных основных материалов
- Изготовление более прочных соединений, чем пайка
- Изготовление соединений с меньшей прочностью по сравнению со сваркой
- Выполнение соединений, которые не так хорошо подходят для работы при высоких температурах, как сварные швы
- Флюсы могут содержать токсичные компоненты
Связаться с TWI
Свяжитесь с TWI, чтобы узнать больше о том, как мы можем помочь вам в сварке, пайке и пайке.
.