Припои и флюсы для пайки медных труб
На странице: 20255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Гель для защиты любых поверхностей от воздействия высоких температур и пламени. Идеально подходит для сварки и пайки. Безопасный, не токсичный. После использования легко смывается водой и не оставляет следов. Безопасен при попадании на кожу. Легко наносится на защищаемую поверхность с помощ …
1300 р.
Castolin ProTermique double face Возможность использования с обеих сторон, сверх гибкий термозащитный экран, для защиты от пламени во время пайки/сварки.
1550 р.
Абразивные ткани Castonet на основе акриловых волокон специально предназначенных для удаления оксидов с поверхности соединений до и после пайки. В упаковке пять листов. Размер: 130х100мм Упаковка: блистер.
870 р.
 Благодаря своей
уникальной фо …
Благодаря своей
уникальной фо …700 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 192 FBK Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр. Максимально допустимое содержание легирующего компонета в сплаве 3% (например AlMn, AlMn1, AlMnSi 0,5, A …
150 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 195 FBK Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр. Имеет хорошие смачивающие свойства и высокую прочность. Некорозийный флюс внутри прутка. Темпер …
150 р.
BrazeTec твердые припои Состав в % веса Об-ласть плавления в°С Рабочая температура в °С Прочность на разрыв согл. DIN EN 127 …
Припой Castolin RB 5246
для пайки меди и её сплавов.
Твердый припой в виде прутков на медно-фосфорной основе. Отличные капиллярные свойства и хорошее смачивание. Гладкие, плотные и беспористые швы. Припой не оказывает окислительного влияния на медь, при этом не требуется флюса.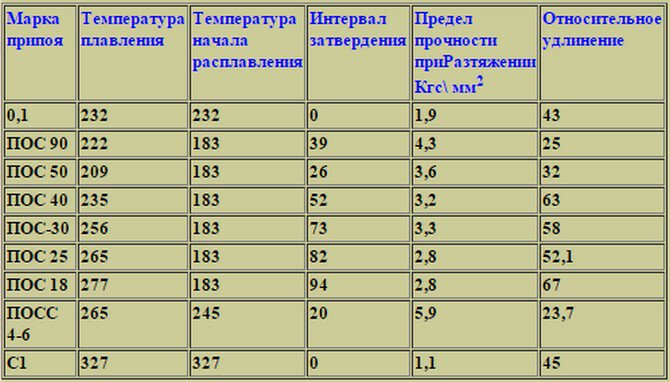 …
…
60 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки. В упаковке — 3шт.. Размер: 200х280мм Упаковка: блистер.
1300 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки. В упаковке один экран. Размер: 200х280мм Упаковка: блистер.
425 р.
 DIN EN 127 …
DIN EN 127 …3000 р.
Тугоплавкий припой BrazeTec Обозначение стандарта согласно DIN EN 1044 Состав припоя в вес. % Область темпе …
150 р.
Тугоплавкий
припой
BrazeTec
Обозначение
стандарта
согласно
DIN EN 1044
Состав
припоя
в вес.
7140 р.
Твердый серебряный припой Ag 15% с оболочкой из флюса. Technical data: Silver content 15% Solidus 650°C Liquidus 800°C Tensile strength 700 MPa
500 р.
BrazeTec твердые припои
Область плавления в °С
Рабочая Температура в °С
BrazeTec CoMet 4576U
630-660
670
Твердый серебряный припой с оболочкой из флюса без кадмия.
709 р.
BrazeTec флюсы для высокотемпературной пайки Действующие области температур в °С DIN EN 1045 Пригодность для основных рабочих материалов BrazeTec h 550-970°C Fh20 Пастообразный универсальн …
660 р.
BrazeTec флюсы для высокотемпературной пайки Действующие области температур в °С DIN EN 1045 Пригодность для основных рабочих материалов BrazeTec spezial h 520-1030 Fh22 Пастообразный флюс, …
660 р.
Припой для пайки медных труб
Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Припой твердого типа
Спаивание необходимо при установке или ремонте различного оборудования, ведь иногда у труб с тонкими стенками могут выявиться повреждения. Припой для меди должен быть устойчивым к коррозии, а также обеспечивать долгий срок эксплуатации.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс.
 Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах. - Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
 Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.
 Шов получается эластичным и качественным;
Шов получается эластичным и качественным;Характеристики и свойства флюсов
Свойства и состав припоя должны полностью подходить к тем металлам, с которым он будет спаиваться. Также припой, предназначенный для спайки труб, должен быть более низкой температуры, чем металл, чтобы он не повредился. Поэтому существует два типа, на которые разделяются материалы:
- Низкотемпературные припои имеют невысокую температуру плавления, которая не достигает 450 градусов по Цельсию. При этом нагрузка на спайки не должна быть слишком высокой. Металл и его физические свойства при этом остаются неизменными.
- Высокотемпературные припои обеспечивают большую прочность и качество, однако температура их плавления бывает выше 800 градусов по Цельсию.

Выбор и его особенности
Чем больше температура плавления, тем больше она влияет на металл, из которого произведены трубы. Поэтому стоит знать, какая нагрузка будет лежать на трубах и выбирать соответствующий припой. Если нагрузка ожидается небольшая, то можно выбирать мягкий, низкоплавный припой. Если трубы предназначены для пищевой промышленности, то необходимо выбрать тот припой, который не токсичен и не вызывает вреда для здоровья человека.
Важно! При выборе припоя для медных труб необходимо знать температуру плавления и состав материала, для которого он предназначается!
Припои медно-фосфорные — Элмика
описание
Медно-фосфорные припои предназначены для соединения меди с медью, или медными сплавами, а также для пайки серебра. Для снижения температуры плавления и повышения пластичности в припой добавляют олово и цинк, цирконий. Припои предназначены для пайки деталей из меди, стали, серебра, латуни и других медных сплавов в том числе без использования флюса. В зависимости от назначения изготавливаются различных составов и марок. От состава припоя зависит не только спаиваемый материал, но и температура плавления. Для тонких и ответственных, прецизионных соединений используются припои с низкой температурой плавления и наоборот. Далее будут представлены только самые популярные марки припоев, но мы можем поставить и другие, требующиеся Вам марки.
В зависимости от назначения изготавливаются различных составов и марок. От состава припоя зависит не только спаиваемый материал, но и температура плавления. Для тонких и ответственных, прецизионных соединений используются припои с низкой температурой плавления и наоборот. Далее будут представлены только самые популярные марки припоев, но мы можем поставить и другие, требующиеся Вам марки.
сферы применения
технические характеристики
МАРКИ ПРИПОЙ МЕДНО-ФОСФОРНЫЙ
ПРИПОЙ ПМФ (ГОСТ 4515-93, ТУ 1733-025-17228138-2004) — медно-фосфорный для пайки конструкций из меди при производстве трансформаторов, электродвигателей большой мощности, генераторов, шинопроводов и т.д. Припои данных марок используются и для спайки медных трубок холодильных кондиционеров. Благодаря содержанию фосфора (обычно от 7% до 10%) снижается температура плавления при пайке, что облегчает и ускорят производственные процессы. Температура плавления припоя зависит от содержания фосфора и находится в диапазоне температур от 714°С до 820°С. Припой может применяться без флюса. Форма поставки: прутки диаметром 4,0мм и 9,0мм, ленты толщиной от 0,3мм до 1,0мм и шириной от 10,0мм до 50,0мм.
Температура плавления припоя зависит от содержания фосфора и находится в диапазоне температур от 714°С до 820°С. Припой может применяться без флюса. Форма поставки: прутки диаметром 4,0мм и 9,0мм, ленты толщиной от 0,3мм до 1,0мм и шириной от 10,0мм до 50,0мм.
ПРИПОЙ ПМФОЦр (ТУ 48-21-663-89, ТУ 1733-005-17228138-2006) — медно-фосфорный припой с содержанием олова и циркония и температурой плавления от 640°С до 680°С для пайки серебра, меди, латуни, и других медных сплавов в том числе без использования флюса. Припой применяется для пайки бытовых смесителей, теплообменного оборудования, холодильного оборудования, волноводов, кондиционеров и электрических машин высокой мощности. Припой может быть поставлен со специальным флюсом. Форма поставки: прутки или проволока диаметром от 2,0мм до 4,0мм.
В зависимости от марки припои поставляются в различных формах:
проволока диаметром от 2,0мм до 4,0мм намотанная на катушки или в бухты,
пруток (стержень) диаметром от 4,0мм до 9,0мм длиной порядка 400мм
лента толщиной от 0,3мм до 1,0мм шириной от 10,0мм до 50,0мм.
Подробная информация в нашей электронной системе www.agent-itr.ru
СОСТАВ ПРИПОЯ, ОБЛАСТЬ ПРИМЕНЕНИЯ, ФИЗИКО-МЕХАНИЧЕСКИЕ И ТЕМПЕРАТУРНЫЕ ХАРАКТЕРИСТИКИ ПРИПОЯ ПМФ, ПМФОЦр Вы найдете в файле ниже.
файлы для скачивания
Медные сплавы — Температура плавления
Для медных сплавов, обладающих температурой плавления до 1000° и выше, применяются исключительно машины с холодной камерой давления, работающие по принципу прессования. [c.413]Тугоплавкие (твердые) припои применяются, когда необходимо иметь прочный спай, выдерживающий высокую температуру. Применяются медно-цинковые тугоплавкие припои ПМЦ-36, ПМЦ-48 и ПМЦ-54. Указанные цифры в обозначении припоя указывают на содержание в нем меди, остальное — цинк и небольшое количество примесей железа (0,1%) и свинца (0,5%). Температура полного расплавления указанных припоев соответственно 825, 865 и 880° С, твердость припоев ПМЦ-48 и ПМЦ-54 составляет НВ 130 и 90, предел прочности при растяжении 21 и 25 кгс/мм (210—250 МПа). Чем больше в сплаве меди, тем припой прочнее, но более тугоплавок чем больше цинка, тем припой менее прочен и более хрупок, но более легкоплавок. Припой ПМЦ-36 применяется для пайки латуни Л-62, ПМЦ-42 — для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, когда паяное соединение не подвергается ударным нагрузкам, вибрации и изгибу. Припой ПМЦ-54 применяют для пайки деталей из меди, бронзы и стали, не испытывающих ударных нагрузок и изгиба. В случае, когда паяное соединение должно обладать высокой прочностью и хорошей сопротивляемостью ударным и изгибающим нагрузкам, в качестве припоев применяются латуни Л-62 и Л-68. Припои медно-цинковые поставляются в форме зерен.
[c.298]
Чем больше в сплаве меди, тем припой прочнее, но более тугоплавок чем больше цинка, тем припой менее прочен и более хрупок, но более легкоплавок. Припой ПМЦ-36 применяется для пайки латуни Л-62, ПМЦ-42 — для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, когда паяное соединение не подвергается ударным нагрузкам, вибрации и изгибу. Припой ПМЦ-54 применяют для пайки деталей из меди, бронзы и стали, не испытывающих ударных нагрузок и изгиба. В случае, когда паяное соединение должно обладать высокой прочностью и хорошей сопротивляемостью ударным и изгибающим нагрузкам, в качестве припоев применяются латуни Л-62 и Л-68. Припои медно-цинковые поставляются в форме зерен.
[c.298]
Применение индукционного нагрева обычно экономически оправдано при пайке среднеплавкими припоями (медь, латунь, ферромарганец, медно-серебряные сплавы) с температурой плавления 400—1200 °С.
 [c.219]
[c.219]Припои. Различают легкоплавкие (мягкие) припои (оловянносвинцовые, висмутовые и кадмиевые) с температурой плавления до 300° С и тугоплавкие (твердые) припои (серебряные, медно-цинковые) с температурой плавления свыше 500° С. Мягкими припоями паяют медь, медные славы, луженую сталь, луженый никель и др. Наиболее распространенными мягкими припоями являются сплавы олова и свинца (с содержанием олова от 90 до 18%) — ПОС и сплавы олова, свинца и кадмия — ПОСК, или висмута — ПОСВ. Они отличаются малой твердостью и сравнительно низкими механическими [c.407]
В случае пропитки медью железных или стальных прессовок составляющая основу железная матрица (или скелет) нагревается, находясь в контакте с медным сплавом, до температуры, несколько превышающей температуру плавления меди, обычно лежащей в диапазоне 1095-1150 °С. Под действием капиллярных сил расплавленный медный сплав проникает в сообщающиеся друг с другом поры и в идеальном случае заполняет весь объем пор. [c.87]
[c.87]
Сплавы на медной основе. При получении медных сплавов широко применяют лигатуры в виде двойных сплавов Си — Мп Си—N1 Си—81 Си—А1 Си—Р и др. Лигатурами называются сплавы металлов, температура плавления которых ниже температуры плавления тугоплавкого компонента, входящего в состав сплава. [c.222]
Твердый припой представляет собой тугоплавкий сплав с температурой плавления от 600 до 900° С. В табл. 35 приведен состав наиболее часто применяемых медно-цинковых и серебряных твердых припоев. [c.285]
Для пайки конструкционных сталей и сплавов чаще всего используют припои с температурой плавления до 1050 °С, для меди и медных сплавов — до температуры 800 °С. [c.456]
Железо с медью образует раствор, в котором предельная растворимость железа в меди при температуре плавления последней составляет около 3% (рис. 215). Но только при содержании в меди 10—15% железа можно получить сплав с температурой плавления 1330—1370 °С, близкой к температуре плавления чугунов. В этом случае обеспечивается смешиваемость составляющих самого расплава с чугуном. Однако после затвердевания наплавка представляет собой мягкую медную основу с различными по форме и величине вкраплениями очень твердой стальной составляющей. Эти включения и затрудняют механическую обработку металла. Частично диффундируя в основной металл, медь проявляет себя как графитизатор, поэтому на участке 1 околошовной зоны отбел проявляется слабо.
[c.363]
В этом случае обеспечивается смешиваемость составляющих самого расплава с чугуном. Однако после затвердевания наплавка представляет собой мягкую медную основу с различными по форме и величине вкраплениями очень твердой стальной составляющей. Эти включения и затрудняют механическую обработку металла. Частично диффундируя в основной металл, медь проявляет себя как графитизатор, поэтому на участке 1 околошовной зоны отбел проявляется слабо.
[c.363]
Медно-цинковые припои представляют собой двойные сплавы меди и цинка в разных соотношениях. От химического состава сплава зависит температура плавления его. Механические свойства медно-цинковых припоев также зависят от процентного содержания в них меди. [c.29]
В атмосфере углекислоты медь неустойчива. Хлор, бром и йод при температурах ниже точек плавления их соединений с медью разрушают ее, а с повышением температуры скорость коррозии сильно возрастает. Медь можно применять в газообразных НС1 и lo при температурах ниже 225 и 260° С соответственно. Азот не действует на медь п ее сплавы, а окислы азота разрушают медные сплавы. Аммиак также вызывает окисление меди и ее сплавов. В условиях диссоциации аммиака наблюдается водородная коррозия меди.
[c.255]
Медь можно применять в газообразных НС1 и lo при температурах ниже 225 и 260° С соответственно. Азот не действует на медь п ее сплавы, а окислы азота разрушают медные сплавы. Аммиак также вызывает окисление меди и ее сплавов. В условиях диссоциации аммиака наблюдается водородная коррозия меди.
[c.255]
Для выплавки тугоплавких металлов (титана, хрома, циркония, ниобия, молибдена, вольфрама и рения) традиционные огнеупорные материалы (динас, магнезит, шамот, хромомагнезит) непригодны, так как они обладают недостаточной огнеупорностью (1300 — 1600°С), а температура плавления титанового сплава составляет более 2000°С. Поэтому все тугоплавкие технически чистые металлы выплавляют в специальных медных водоохлаждаемых тиглях-кристаллизаторах. [c.302]
Газовая сварка реализуется за счет оплавления газовым пламенем частей соединяемых деталей и прутка присадочного металла, она используется для соединения деталей из металлов и сплавов с различными температурами плавления при небольшой толщине (до 30 мм), а также для сварки неметаллических деталей. Для ее реализации не требуется источника электроэнергии. Широкое распространение имеет электродуговая сварка, при которой оплавленный (за счет электрической дуги) металл соединяемых элементов вместе с металлом электрода образует прочный шов. Для защиты от окисления шва электрод обмазывают защитным покрытием часто сварку производят под слоем флюса или в защитной среде инертных газов (аргона, гелия). Электродуговой сваркой на сварочных автоматах, полуавтоматах, а также вручную соединяют детали из конструкционных сталей, чугуна, алюминиевых, медных и титановых сплавов. Последние сваривают в среде аргона или гелия.
[c.469]
Для ее реализации не требуется источника электроэнергии. Широкое распространение имеет электродуговая сварка, при которой оплавленный (за счет электрической дуги) металл соединяемых элементов вместе с металлом электрода образует прочный шов. Для защиты от окисления шва электрод обмазывают защитным покрытием часто сварку производят под слоем флюса или в защитной среде инертных газов (аргона, гелия). Электродуговой сваркой на сварочных автоматах, полуавтоматах, а также вручную соединяют детали из конструкционных сталей, чугуна, алюминиевых, медных и титановых сплавов. Последние сваривают в среде аргона или гелия.
[c.469]
Возможна пайка друг с другом хорошо пригнанных деталей из сплава без внесения припоя при нагреве их выше температуры плавления меди (или медно-никелевого расплава) за счет капиллярного втягивания расплава в зазор. При этом детали не теряют своих размеров. [c.113]
Для стальных деталей припоем обычно служит чистая электролитическая медь (марки М1 и М2). Она весьма жидкотекуча в восстановительной атмосфере, даёт прочное, чистое соединение, не требует флюса, за исключением некоторых плохо смачиваемых сортов стали. Применение флюсов вообще удорожает процесс пайки и требует последующей очистки. Флюсы требуются при содержании в стали более 1—2о/о хрома, марганца, кремния, ванадия и алюминия, образующих окисные плёнки, не восстанавливаемые газовой атмосферой и ухудшающие смачивание. Никель, наоборот, усиливает смачивание и является желательным элементом в сталях для пайки. Иногда в качестве припоя используется латунь, которая обычно требует применения флюса для уменьшения окисления цинка и растворения образовавшейся окиси. В процессе пайки латунь может повышать температуру плавления вследствие испарения части цинка. С флюсом латунь растекается почти так же хорошо, как и чистая медь. Для меди и медных сплавов, не-
[c.448]
Она весьма жидкотекуча в восстановительной атмосфере, даёт прочное, чистое соединение, не требует флюса, за исключением некоторых плохо смачиваемых сортов стали. Применение флюсов вообще удорожает процесс пайки и требует последующей очистки. Флюсы требуются при содержании в стали более 1—2о/о хрома, марганца, кремния, ванадия и алюминия, образующих окисные плёнки, не восстанавливаемые газовой атмосферой и ухудшающие смачивание. Никель, наоборот, усиливает смачивание и является желательным элементом в сталях для пайки. Иногда в качестве припоя используется латунь, которая обычно требует применения флюса для уменьшения окисления цинка и растворения образовавшейся окиси. В процессе пайки латунь может повышать температуру плавления вследствие испарения части цинка. С флюсом латунь растекается почти так же хорошо, как и чистая медь. Для меди и медных сплавов, не-
[c.448]
Машинное масло — Теплоемкость 39 Медные сплавы — Температура плавления 71 Медный блеск 371 Медный колчедан 371 Медь 371
[c. 718]
718]
Газовую сварку чугуна цветными сплавами без подогрева детали в сочетании с дуговой сваркой широко применяют в ремонтном производстве для сварки трещин на обрабатываемых поверхностях корпусных деталей. Присадочным материалом для газовой сварки является латунь, которая более соответствует требованиям сварки по сравнению с другими цветными сплавами на медной основе. Температура плавления латуни ниже температуры плавления чугуна (880—950 °С), поэтому ее можно применить для сварки, не доводя чугун до плавления и не вызывая в нем особенных структурных изменений и внутренних напряжений. [c.111]
Медно-никелевые электроды (монель МНЧ-2) состоят из 27—30 % меди и 66—68 % никеля [14]. Монель имеет температуру плавления 1260—1340 °С, что соответствует температуре плавления чугуна, и благодаря никелю хорошо сплавляется с чугуном. Однако этот сплав дает значительную усадку, что приводит к появлению высоких внутренних напряжений, способствующих образованию трещин.
 Поэтому монель наплавляют короткими валиками длиной 40—50 мм и сразу же после этого проковывают шов молотком. Прочность сварного соединения в этом случае не превышает 100 МПа.
[c.117]
Поэтому монель наплавляют короткими валиками длиной 40—50 мм и сразу же после этого проковывают шов молотком. Прочность сварного соединения в этом случае не превышает 100 МПа.
[c.117]Сплавы изготовляли в индукционной печи в вакууме путем нагрева S в толстостенных танталовых тиглях с последующим сбрасыванием в водоохлаждаемый медный приемник. Температуру плавления сплавов измеряли капельным методом. Часть диаграммы состояния системы показывает наличие в системе эвтектического равновесия Ж (pS ) + + (Та) при 1519 °С с эвтектической точкой при 3,2% (ат.) Та. Растворимость Та в жидком S можно описать уравнением lg(N) = А/Т + В, где Л — атомная доля Та в жидком S Г- температура (К) А — В = [c.261]
Пока мы знаем лишь один способ выращивания частиц второй фазы в теле металла — распад твердого раствора при старении. Известные на сегодня стареющие медные сплавы (в основном разные типы бронз) вполне могут использоваться для наших целей при температурах не выше 400—500 °С. При более высоких температурах их прочность резко падает. Однако для ряда отраслей промышленности нужны сплавы, сохраняющие свои свойства до 1000—1050 °С, т. е. почти до температуры плавления меди. Поисками путей их изготовления мы сейчас и займемся.
[c.239]
При более высоких температурах их прочность резко падает. Однако для ряда отраслей промышленности нужны сплавы, сохраняющие свои свойства до 1000—1050 °С, т. е. почти до температуры плавления меди. Поисками путей их изготовления мы сейчас и займемся.
[c.239]
На фотографии (рис. 141), снятой через электронный микроскоп, прекрасно видны оксидные частицы, вкрапленные в медную матрицу. Строго говоря, матрица не чисто медная в ней содержатся и кислород (концентрации Со), и остаточный (не выведенный в оксид) алюминий. Однако из-за низкого порога реакции окисления алюминия его содержанием в меди можно безбоязненно пренебречь. По крайней мере, при рабочих температурах сопротивление этого твердого раствора почти такое же, как и чистой меди. Зато прочность сплава из-за присутствия оксидных частиц станет намного выше. Причем оксид алюминия — вещество тугоплавкое и в меди почти не растворяется. А поэтому упрочняющий эффект сохраняется вплоть до температуры плавления металла. [c.243]
[c.243]
Твердые припои имеют температуру плавления 850—900° С и представляют собой сплавы меди с цинком твердость и прочность паяного ими шва — повышенные. Серебряные припои состоят из серебра и меди температура плавления их 740—830° С они имеют ще большую прочность. Пайка ими медных проводов почти не меняет их электропроводность. И здесь прочность спая обеспечивается образованием твердого раствора между припоем и соединяемым металлом. [c.462]
Спекание. Для спекания порошковых сплавов применяют электропечи с металлическим сопротивлением, с угольными сопротивлениями в виде труб и высокочастотные. Спекание производится в защитной атмосфере. Для спекания медных сплавов, железа и фрикционных материалов применяют защитные атмосферы, получаемые при частич ом сжигании газа. При спекании вольфрама, молибдена, твердых сплавов, магнитных и электротехнических материалов применяют водород. Температура спекания составляет примерно температуры плавления металла, например для меди 800—850° С, для железа —
[c. 479]
479]
Сурьма находит применение в качестве легирующего компонента сплавов на свинцовой, оловянной и медной основе (баббитов, припоев, сплавов для литья под давлением и т. д.). Температура плавления сурьмы 630 °С плотность при 20 °С 6700 кг/м , при температуре плавления 6550 кг/м . [c.144]
При температуре прессования медных сплавов 350—650 °С используют щелочно-фосфатные стекла с температурой плавления 350—400 °С [167] при 800—1000 °С — боросиликатные двух- и многокомпонентные стекла. [c.223]
К твердым припоям относят такие, температура плавления которых 600-1083 °С, а прочность спая высокая (ог =400-500 МПа). К этим припоям относят чистую медь и сплавы меди с цинком и серебром. Наиболее часто применяют медно-цинковые припои марок ПМЦ-42, ПМЦ-47, ПМЦ-52, которые содержат соответственно 42, 47 и 52 % меди и застывают в интервале температур 890-830 С. [c.347]
Пропитка пучков вольфрамовых волокон жидкими двойными медными сплавами осуществлялась в условиях, идентичных используемым ранее для композиций с матрицей из чистой меди.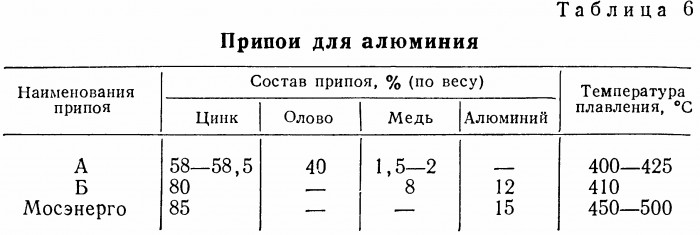 Содержание легирующего элемента каждого двойного медного сплава было ограничено количеством, которое позволило обеспечить температуру плавления, равную 1150° С или ния е, чтобы произвести пропитку при 1200° С. Сравнивалось влияние легирующих элементов на свойства композиций, упрочненных волокнами вольфрама, и системы, образованной взаимно нерастворимыми компонентами (в случае матрицы из чистой меди). В качестве легирующих элементов изучались алюминий, хром, кобальт, ниобий, никель и титан.
[c.240]
Содержание легирующего элемента каждого двойного медного сплава было ограничено количеством, которое позволило обеспечить температуру плавления, равную 1150° С или ния е, чтобы произвести пропитку при 1200° С. Сравнивалось влияние легирующих элементов на свойства композиций, упрочненных волокнами вольфрама, и системы, образованной взаимно нерастворимыми компонентами (в случае матрицы из чистой меди). В качестве легирующих элементов изучались алюминий, хром, кобальт, ниобий, никель и титан.
[c.240]
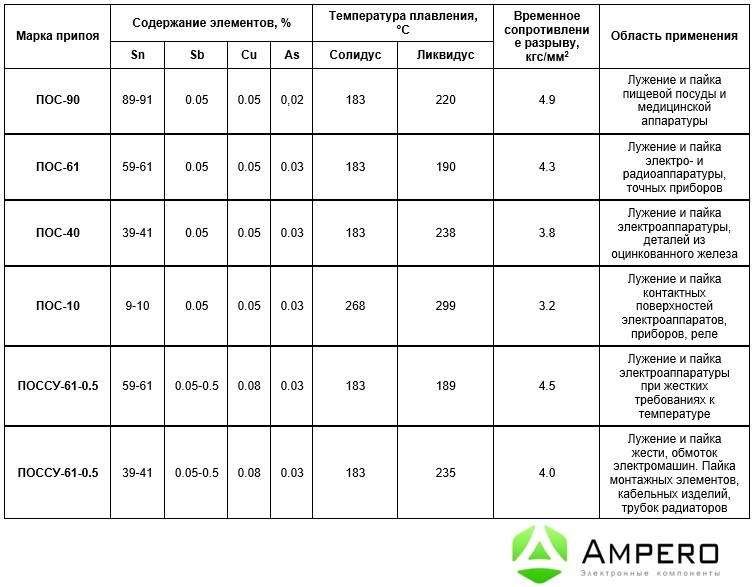
Марки оловянно-свинцовых припоев состоят из букв и цифр. Марка припоя, например, ПОС-90 означает П — припой О — олово С — свинец цифра 90 указывает, что в этом припое 90% (по весу) олова, остальное — свинец. Припой ПОСС-4-6 содержит олова— 4%, сурьмы — 6%, остальное — свинец. Твердые припои представляют собой тугоплавкие сплавы с температурой плавления от 700° С и выше. Они используются в тех случаях, когда необходимо получить высокую прочность соединения. В качестве твердых припоев наиболее часто применяют медно-цинковые и серебряные сплавы (табл. 22).
[c.106]
22).
[c.106]
Медно-цинковые Л68 ЛОК59-1-0,3 68 Си 32 2п 59 Си 39,7 2п 1 8п 0,3 81 940 905 Для пайки заготовок из углеродистой, легированной сталей и сплавов, имеющих температуру плавления выше 1000 С [c.279]
При литье под давлением можно, как мы видели выше, получать отливки из сплавов, имеющих температуру плавления, не выше точки плавления медных сплавов. Производство литья поддавлением из черных сплавов в производственных масштабах пока еще не освоено. Кроме того, при литье поддавлением формы в большинстве случаев имеют линию разъема, что ограничивает область применения этого способа. [c.265]
Припои представляют собой сплавы цветных металлов сложного состава. Все припои по температуре плавления подразделяют на особо легкоплавкие (температура плавления с 145 °С), легкоплавкие (температура плавления 145с 450 °С), среднеилавкие (температура плавления 450 температура плавления >1050 °С). К особолегкоплавким и легкоплавким припоям относятся оловянно-свинцовые, на основе висмута, индия, кадмия, цинка, олова, свинца. К среднеплавким и высокоплавким припоям относятся медные, медно-цинковые, медно-никелевые, с благородными металлами (серебром, золотом, платиной). Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, дисков, колец, зерен и т. д., укладываемых в место соединения.
[c.240]
К особолегкоплавким и легкоплавким припоям относятся оловянно-свинцовые, на основе висмута, индия, кадмия, цинка, олова, свинца. К среднеплавким и высокоплавким припоям относятся медные, медно-цинковые, медно-никелевые, с благородными металлами (серебром, золотом, платиной). Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, дисков, колец, зерен и т. д., укладываемых в место соединения.
[c.240]
Серебро. Среди металлов серебро — наиболее низкоомный проводник величина р = 0,016 ом Температурный коэффициент сопротивления TKR = 3,6 10 /1 град. Температура плавления серебра 960° С. Серебро отличается небольшой твердостью оно является высокопластичным металлом, легко претерпевающим упругие деформации. Его окисление на воздухе при нормальной температуре протекает весьма медленно, поэтому его используют для покрытий проводников в высокочастотных элементах. При высоких частотах сопротивление посеребренного проводника может быть в десятки раз ниже, чем медного. При повышенных температурах (свыше 200° С) серебро на воздухе начинает окисляться. Если в воздухе присутствуют сернистые соединения, то на поверхности образуется слой сернистого серебра AgjS с высоким удельным сопротивлением. Для защиты серебряного покрытия от окисления и воздействия сернистых соединений в некоторых случаях, на него наносят слой лака или весьма тонкий слой (толщиной доли микрона) палладия. Из серебра выполняют электроды слюдяных и керамических конденсаторов проводниковые элементы схем, провода высокочастотных катушек и т. п. Серебро является компонентом различных сплавов и контактных материалов.
[c.274]
При повышенных температурах (свыше 200° С) серебро на воздухе начинает окисляться. Если в воздухе присутствуют сернистые соединения, то на поверхности образуется слой сернистого серебра AgjS с высоким удельным сопротивлением. Для защиты серебряного покрытия от окисления и воздействия сернистых соединений в некоторых случаях, на него наносят слой лака или весьма тонкий слой (толщиной доли микрона) палладия. Из серебра выполняют электроды слюдяных и керамических конденсаторов проводниковые элементы схем, провода высокочастотных катушек и т. п. Серебро является компонентом различных сплавов и контактных материалов.
[c.274]
Возможно, что избирательный переход частиц меди в режиме трения, представленном на рис. 18, происходит отчасти благодаря образованию трибоплазмы в локальных точках в период приработки пар трения медный сплав — сталь, когда имеет место взаимодействие отдельных микровыступов контактных поверхностей. По-видимому, ИП в какой-то степени обусловлен субмикроплаз-менным напылением в местах фактического касания трущихся поверхностей продуктов возбуждения, в основном меди, так как температура плавления и прочность меди значительно меньше температуры плавления и прочности стали, и в плазме преобладают атомы и ионы меди наряду с другими более легкоплавкими, чем сталь, продуктами износа. Это предположение объясняет и многие другие экспериментальные данные. Например, почему ИП имеет место при трении пар никель—сталь, серебро—сталь, сталь—сталь (при наличии в смазке частиц меди) и проявляется только в местах фактического касания поверхностей.
[c.43]
Это предположение объясняет и многие другие экспериментальные данные. Например, почему ИП имеет место при трении пар никель—сталь, серебро—сталь, сталь—сталь (при наличии в смазке частиц меди) и проявляется только в местах фактического касания поверхностей.
[c.43]
Литий — серебристо-белый очень мягкий металл, легко окисляющийся на воздухе. По ГОСТ 8774—75 устанавливаются три марки лития ЛЭ-1 (содержание чистого лития не менее 99,5%), Л9-2(98,8%) и ЛЭ-3 (98,0%). Применяется в машиностроении для дегазации и раскисления стали, чугуна, бронз и латуни, в баббитах — вместо олова для повышения температуры плавления и апти-фрикгцгонных свойств. Повышает качество алюминиевых, магниевых, медных, свинцовых и других сплавов, улучшает их антикоррозионные и литейные свойства и т. д., образует твердые припои для пайки без флюсов. Поставляетс.ч в виде чушек массой до 2,5 кг и хранится в плотно закрытых (запаянных) банках из белой жести (по 12—20 чушек — до 50 кг), залитых смесью трансформаторного масла (50%) и парафина (50%) с надписью Осторожно, от воды загорается . [c.170]
[c.170]
Никель и богатые никелем снлавы принадлежат к числу тугоплавких металлов. Данные о температурах плавления и разливки никеля и его сплавов приведены в табл. 183. Плавку ведут в отапливаемых мазутом или газом тиглях, индукционных печах типа Аякс и в высокочастотных электропечах. Особенно хорошие результаты даёт плавка в высокочастотных электропечах, снабжённых вакуумной установкой, последняя предотвращает поглощение газов жидким металлом. Ввиду высокой температуры плавления медно-нике-левых сплавов графитовые тигли непригодны, так как их материал разъедается расплавленным металлом, причём образуются карбиды [c.193]
Термодинамическая активность компонентов сплава характеризует концентрахщю свободных ионов, способных вступить во взаимодействие с кислородом. Она зависит от концентращ1и компонентов сплава и выражается формулой а — где с — концентрация компонента в сплаве у — коэффициент активности [ 16]. Термодинамическая активность является одной из важных предпосылок для образования в окааине окислов легирующих элементов. Наиболее пригодны в качестве основы никель и железо медные сплавы имеют относительно низкую температуру плавления. В гл. IV будут рассмотрены экспериментальные данные по исследованию наиболее распространенных сплавов для нагревателей.
[c.16]
Наиболее пригодны в качестве основы никель и железо медные сплавы имеют относительно низкую температуру плавления. В гл. IV будут рассмотрены экспериментальные данные по исследованию наиболее распространенных сплавов для нагревателей.
[c.16]
Фосфор является интенсивным рас-кислителем медных сплавов и упроч-нителем как по растворному типу, так и вследствие образования химических соединений. Фосфор снижает температуру плавления и улучшает практическую жид котеку честь. [c.199]
Некоторые критические температуры меди и ее сплавов — температуры плавления, отжига, рекристаллизации, сильного роста и пережога — приведены в табл. 3. Медные сплавы склонны к пережогу в интервале температур 800—900 °С. В медиых сплавах пережогу способствуют примеси висмута, в никелевых сплава — серы, т. е. приводящие к горячеломкости вследствие образования. чегкоплавких эвтектик с основой сплава. Для предотвращейия пережога медиых сплавов процесс пайки следует вести на 100 С ниже температуры их солидуса [12, 17]. [c.40]
[c.40]
фосфорный, с серебром, почему для стальных деталей иногда пользуются? – Оборудование для пайки на Svarka.guru
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Какой припой выбрать?
При пайке медных труб используют два основных типа:- мягкого, с температурой плавления до 425оС;
- твердого, с температурным диапазоном 460-560оС.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой позволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
[stextbox id=’info’]Составы с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815оС. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250оС. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы
Применяется два основных метода пайки медных заготовок:- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
 Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.[stextbox id=’info’]Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС.[/stextbox]
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
Для пайки потребуется:- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.

Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.

Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Первые несколько швов лучше запаять под присмотром опытного пайщика.
Припои марки А ПОС-30ф 8мм, П -14 ф 2,8мм ТУ 48-1728138/ОПП-006-2000 ООО Дон-энергокомплект г. Ростов-на-Дону
Применение: Электро и радиоаппаратура, печатные схемы, точные приборы без перегрева.Температура плавления: 183-190°CХимический состав: Олово 61% Свинец 39%Пайка металлов: Бронза, Латунь, Медь, Нержавейка, Олово, Свинец, Сталь
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.
Припой ПОС 61 — это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами.Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.
Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Применение: Пайка изделий машиностроения.Температура плавления: 183-238°CХимический состав: Олово 30% Свинец 70%Пайка металлов: Бронза, Латунь, Медь, Сталь
Харакетристики:
Припой ПОС-30 — оловянно-свинцовый припой, используемый для пайки и лужения радио- и электроаппаратуры приборов с герметичными швами, печатных схем, внутренних швов и медицинских устройств, деталей с герметическими швами из оцинкованного железа. Припой ПОС 30 не имеет достойных зарубежных аналогов и относится к категории мягких припоев, потому что температура его плавления не превышает 300 0С. Сплав является бессурьмянистым.
Припой ПОС 30 не имеет достойных зарубежных аналогов и относится к категории мягких припоев, потому что температура его плавления не превышает 300 0С. Сплав является бессурьмянистым.Отлично подходит для пайки меди, латуни и железа. В промышленных масштабах применяется в энергетической сфере. Во время пайки ПОС 30 с поверхностью детали формируют высококачественную зону промежуточного сплава. Любители и профессионалы используют припой ПОС-30 для пайки электроприборов и радиоаппаратуры.
Пруток припоя ПОС 30 диаметром 8 мм будет легко гнуться руками, потому что в нем отмечается высокое содержание свинца. В отличие от свинца олово будет придавать припою повышенную степень жесткости и прочности. В состав ПОС 30 входит олово (29-31%) и свинец (69-71%). Температура плавления припоя составляет 256 оС (начало плавления отмечается на 183 градусах). Для большинства радиоэлектронных элементов подобная температура считается предкритической, что обязательно нужно учитывать перед проведением паяльных работ. Именно поэтому, если есть определенный риск повреждения аппаратуры или каких-либо элементов, то лучше воспользоваться припоями с более низкой температурой плавления. Также в состав припоя также входят различные примеси: сурьма, медь, мышьяк, никель, железо, алюминий цинк, сера, висмут.
Именно поэтому, если есть определенный риск повреждения аппаратуры или каких-либо элементов, то лучше воспользоваться припоями с более низкой температурой плавления. Также в состав припоя также входят различные примеси: сурьма, медь, мышьяк, никель, железо, алюминий цинк, сера, висмут.
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 — это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами.Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.
Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Припой ПМФОЦр 6-4-0,03 купить Припой ПМФОЦр 6-4-0,03 ТУ 48-17228138
Применение: Пайка кондиционеров, холодильников, теплообменников, волноводов.Температура плавления: 640-680°CХимический состав: Медь 89% Фосфор 6% Олово 4% Цирконий 0,03%Пайка металлов: Бронза, Латунь, Медь, СереброХаракетристики:
Припой ПМФОЦр 6-4-0.03 относится к категории медно-фосфорных. В припое этой марки отмечается высокое содержание фосфора и меди, а также значительное количество циркония и олова.Это среднеплавкий припой, который имеет повышенную текучесть, отличную устойчивость к коррозийным процессам и агрессивной среде. Основная сфера использования сплава — пайка меди и ее различных сплавов (мельхиора, латуни, бронзы).

Одновременно с этим, ПМФОЦр зачастую применяется как заменитель серебряных припоев в процессе ремонта ювелирных изделий. Запрещено осуществление пайки чугуна и стали припоями с содержанием фосфора, потому что соединение получается хрупким и не способно выдержать нагрузки вибрационного, ударного и изгибающего типа. Это обусловлено тем, что по границе шва фосфоритов образуется видимая пленка. Особенностью припоя ПМФОЦр можно назвать то, что он является самофлюсующимся. Именно поэтому, если им осуществляется пайка изделий из меди, то в этом случае нет никакой необходимости использовать флюс. Как правило, припой этой марки применяется в ремонте бытовых смесителей, кондиционеров, при изготовлении климатического оборудования, электромашин высокой мощности. В классификации припоев ПМФОЦр относится к категории среднеплавких самофлюсующихся припоев, что допускает осуществление пайки без использования флюса. Пайка с помощью этого припоя может выполняться горелкой любого типа (ацетиленовой, пропановой горелкой, паяльной лампой), с помощью аргонодуговой сварки. Основное условие в этом случае — спаиваемые детали должны нагреться до темно-красного свечения (вишневый оттенок). Затем необходимо нагревать припой до того момента, пока он не начнет растекаться должным образом.
Основное условие в этом случае — спаиваемые детали должны нагреться до темно-красного свечения (вишневый оттенок). Затем необходимо нагревать припой до того момента, пока он не начнет растекаться должным образом.
Харакетристики:
Припой П-81 рассчитан на пайку при изготовлении климатического оборудования, теплообменников, калориферов, термодатчиков, производстве часов и т.п. Пайка с помощью этого припоя может осуществляться только с применением флюса. Допускается изготовление закладных элементов различной формы и колец для осуществления автоматической пайки (подобные работы должны проводиться только в заводских условиях на походящем для этого оборудовании).
П-81 в своем составе содержит несколько основных элементов: цинк (32-36%), медь (52-54%), никель и фосфор (по 6-7%). При помощи припоя П-81 допускается соединение следующих материалов: никель и никелевые сплавы (в том числе и латунь), медь, чугун, серебро, сталь (в том числе нержавейка), твердые сплавы и их всевозможные комбинации. С помощью припоя П-81 разрешается пайка с использованием флюса. П-81 может похвастать особенными свойствами и некоторыми конкурентными преимуществами. Среди них необходимо выделить высокий уровень надежности и долговечности фреоновых элементов, повышенный предел прочности на срез, высокое качество в процессе ремонта твердосплавных инструментов, высокая степень герметичности паяных конструкций в условиях повышенного давления. Нельзя не отметить и то, что П-81 производитель считает столь же эффективным, как и некоторые высокосеребряные припои. При работе с припоем этой марки рекомендуется использовать флюсы, которые соответствуют следующим припоям: ФК-250 (235), ПВ-209.
Температура плавления припоя составляет 630-660 оС, в том время как рекомендованная температура пайки варьируется от 680 до 700 оС. Предел прочности сплава находится в пределах 170 Мпа.
Припой П-81 показывает себя особенно эффективным, если его использовать взамен высокосеребряных припоев марок ПСр40, ПСр29.5, ПСр25, ПСр45.
Применение: Пайка холодильников, кондиционеров, теплообменников, волноводов, бытовых смесителей.Температура плавления: 640-680°CХимический состав: Медь 90% Фосфор 6% Олово 4%
Харакетристики:
Припой П-14 представляет собой соединение, в котором присутствует значительное количество меди (основа), олова (от 3,5 до 4,5%) и фосфора (от 5,3 до 6,3%). Все это делает его уместным для использования в процессе пайки калориферов, теплообменников, холодильников, кондиционеров, электрических машин высокой мощности, волноводов и бытовых смесителей. Идеально он способен соединять такие материалы, как серебро, медь и медные сплавы. Отметим, что пайка меди при помощи припоя марки П-14, осуществляется даже без добавления флюса.
Идеально он способен соединять такие материалы, как серебро, медь и медные сплавы. Отметим, что пайка меди при помощи припоя марки П-14, осуществляется даже без добавления флюса. Изготавливают припой этого типа в виде проволоки с различным диаметром, прутка с различным диаметром, ленты с различной толщиной и шириной. Если припой выполнен в виде проволоки, то в ней может присутствовать продольный паз с флюсом марки ФК-320 и марки ФК-235. Поэтому осуществляя пайку той или иной детали можно легко подбирать оптимальный для каждого случая вариант.
В процессе пайки следует придерживаться определенной температуры. Если пайка проводится в газовом пламени, то она должна быть не выше 740 и не ниже 720 градусов, а если пайка в печи — то не менее 800 и не более 820 градусов. Ударная вязкость разрушения составляет порядка 1,5-3 кДж.м/см2, а прочность паяных соединений равна 290-320 МПа.Применение: Лужение алюминиевых оболочек и пайка алюминиевых жил.Температура плавления: 300-320°CХимический состав: Олово 42-45% Цинк 54% Медь 1,2-1,5%Пайка металлов: Алюминий
Харакетристики:
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.
Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 400 до 400 градусов Цельсия. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше — не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Применение: Пайка генераторов, шинопроводов, электродвигателей большой мощности, трансформаторовТемпература плавления: 714-850°CХимический состав: Медь 93% Фосфор 7%Пайка металлов: Латунь, Медь, Серебро
Характеристики:
Припой МФ-7 входит в категорию медно-фосфорных припоев и предполагает наличие в своем составе порядка 7% фосфора, о чем и свидетельствует маркировка изделия. Он превосходно показывает себя при пайке латуней и бронз, нейзильбера и медно-никелевых сплавов. Хотя, основной сферой использования в данном случае принято считать пайку меди и разнообразных медных сплавов без применения флюсов. Необходимость во флюсах отсутствует, поскольку припой этой марки относится к самофлюсующим припоям.Применять припой, изготовленный под маркой МФ-7, для пайки сталей и чугуна не рекомендуется. В этих сферах он зарекомендовал себя не самым лучшим образом.
 В этих случаях возникает образование хрупких фосфидов железа непосредственно в паяном шве и как следствие — утрачивается пластичность.
В этих случаях возникает образование хрупких фосфидов железа непосредственно в паяном шве и как следствие — утрачивается пластичность.Идеально подходит данный вид припоя для пайки кондиционеров и холодильников. В обоих случаях необходимо применять газопламенный нагрев и придерживаться температуры пайки в диапазоне от 732 до 816 градусов Цельсия. Припою характерна высокая жидкотекучесть и низкая температура плавления, что приравнивает его по свойствам к серебряным и медно-цинковым припоям, востребованным при пайке медных сплавов и самой меди.
Температура плавления: 700-900°CПайка металлов: Медь, Серебро, Сталь
Харакетристики:
Флюс Бура в промышленной сфере используется достаточно часто. Также сферой его применения считается пайка ювелирных изделий, где необходимо точно рассчитать состав используемых материалов и тип инструментов для пайки. Универсальным решением в этом случае является именно флюс, созданный на основе борной кислоты или буры.
Бура — важнейшая добавка при плавке, которая позволяет обеспечить формирование тигля глазури на стенках, растворение окислов металлов и предохранить расплав от проникновения кислорода. Бура — это соль тетраборной кислоты, которая существует в виде декагидрата в свободной форме. Изготовление флюса такого типа ведется с помощью борной кислоты и буры, которые в соотношении 1:1 по массе растворяются в воде. Чтобы приготовить 1 л флюса бура, необходимо смешать 100 г борной кислоты и 100 г буры, добавив их в 1 л воды, после чего довести до кипения. После естественного остывания массы ее следует отфильтровать. Соотношение борной кислоты и буры в составе флюса необходимо варьировать в зависимости от того, с каким именно металлом предполагается работать. Если это золото, то основу флюса должна составлять борная кислота, а не бура. Обратная ситуация с серебром.
Флюс бура считается нейтральным флюсом. Он также может быть использован для высокотемпературной пайки меди, стали, чугуна, твердых сплавов с серебряными и медными паяльными сплавами.
Флюс ЛТИ-120 купить Флюс ЛТИ-120 500 мл.
Применение: Лужение сплавов меди, стали, никеля, свинца, цинка, серебра, олова, кадмия, палладия.
Температура плавления: 200-300°C
Пайка металлов: Медь, Никель, Олово, Свинец, Серебро, Сталь, Цинк
Харакетристики: Флюс ЛТИ-120 на отечественном рынке представлен достаточно давно. Он относится к категории активированных флюсов, в которой ЛТИ-120 считается уже давно одним из лучших. В состав этого флюса входят уникальные добавки, которые позволяют в разы увеличить его эффективность. Кроме того, предусмотрено наличие полностью пасивирующих добавок. Взаимодействие флюса в полной мере будет зависеть от температуры, при которой проводятся работы. При обычной температуре флюс не проявляет никакой активности и не способен проводить ток даже на повышенных частотах. По завершению паяльных работ остатки флюса можно не убирать, потому что они будут представлены в виде твердого вещества, не подверженного каким-либо внешним факторам. Зачастую остатки флюса выступают в качестве защитного покрытия паяльных соединений. По уровню активности флюс марки ЛТИ-210 схож с современными паяльными кислотами. В состав флюса входят следующие вещества: этиловый спирт, канифоль, диэтиламин солянокислый, триэтаноламин. Именно поэтому допускается его использование при пайке железа, нержавейки, бронзы, меди, стали, никеля, серебра и ряда других веществ. После того, как работы будут завершены, вентилировать помещение необязательно. Если необходимо смыть остатки, то это можно сделать при помощи ацетона или спирта.
Зачастую остатки флюса выступают в качестве защитного покрытия паяльных соединений. По уровню активности флюс марки ЛТИ-210 схож с современными паяльными кислотами. В состав флюса входят следующие вещества: этиловый спирт, канифоль, диэтиламин солянокислый, триэтаноламин. Именно поэтому допускается его использование при пайке железа, нержавейки, бронзы, меди, стали, никеля, серебра и ряда других веществ. После того, как работы будут завершены, вентилировать помещение необязательно. Если необходимо смыть остатки, то это можно сделать при помощи ацетона или спирта.
Флюс ПВ-209 купить Флюс ПВ-209
Применение: Пайка меди, твердых сплавов, нержавеющих и конструкционных сталей.
Температура плавления: 600-900°C
Пайка металлов: Медь, Нержавейка, Серебро, Сталь
Харакетристики: Флюс ПВ-209 рассчитан на высокотемпературную пайку серебряными и медными припоями никеля, меди, серебра и сплавов, а также особо твердых и жаропрочных сплавов. Флюс позволяет полностью удалить окисные пленки, а также предотвратить их формирование при нагреве. Флюс также способствует уменьшению поверхностного натяжения жидкого припоя, защите поверхностей, подготовленных к пайке, от негативных внешних воздействий.
Флюс позволяет полностью удалить окисные пленки, а также предотвратить их формирование при нагреве. Флюс также способствует уменьшению поверхностного натяжения жидкого припоя, защите поверхностей, подготовленных к пайке, от негативных внешних воздействий.
Производство флюса ПВ-209 ведется по оригинальной технологии. Нанесение флюса на поверхности, подготовленные к пайке, удобнее всего производить в виде пасты. Ее можно получить с помощью замешивания флюса в воде (пропорция 1:1 в соответствии с массой). Текучесть пасты регулируется добавлением воды.
Если флюс используется в виде порошка и осуществляется пайка нелегированной стали, то разрешен нагрев до побежалости с дальнейшим нанесением флюса. В процессе пайки нержавеющей стали флюс рекомендуется наносить пастой и контролировать целостность поверхности. При пайке твердосплавных поверхностей их требуется нагревать равномерно и полностью. Остатки флюса после пайки могут быть удалены с помощью кипячения в воде или 10%-ным раствором лимонной кислоты.
Паяльная кислота Флюс и реактивы для пайки
Характеристики:
Паяльная кислота — это хлорид цинка, что является химическим соединением цинка и хлора (формула — ZnCl2). Паяльная кислота активно используется для пайки меди, углеродистых сталей, никеля и сплавов с помощью легкоплавких припоев в диапазоне температур от 150 до 320 оС. Также в состав паяльной кислоты (помимо хлорида цинка) входят: соляная кислота, хлорид аммония, специальная смачивающая присадка. Кроме того, паяльную кислоту часто называют активным флюсом в жидком агрегатном состоянии.
Паяльная кислота может быть получена с помощью растворения цинка (либо его окиси) в растворе соляной кислоты с дальнейшим выпариванием раствором. Кроме того, вещество получается по средствам нагревания жидкого цинка в токе хлора.
Физические и химические свойства паяльной кислоты:
• Температура кипения — 730 оС;
• Температура плавления — 315-320 оС;
• Молекулярная масса — 136,2954;
• Растворимость в воде — 79.8% при 0 оС;
• Концентрированные составы обладают кислой средой, потому при диссоциации в воде наблюдается образование соляной кислоты.
Паяльная кислота также используется для лужения проводов и пайка радиодеталей микросхем. Срок годности паяльной кислоты не превышает 12 месяцев с условием соблюдения стандартов хранения. Хранение вещества нужно производить в плотной закрытой таре, не допуская воздействия прямых солнечных лучей и тепла. Если в помещении проводились работы с использованием паяльной кислоты, его нужно хорошенько проветрить по их завершению.
Флюс паяльный ФКСп купить Флюс ФКСп 500 мл.
СПИРТОКАНИФОЛЬНЫЙ ФЛЮС (он же КЭ, СКФ, и ФКЭт -на этилацетате, жидкая канифоль).
Применение: Для пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280ºC.
Состав: канифоль сосновая не менее 30%, АИПС-70%.
Пайка металлов: медь; серебряное, оловянное, оловянно-свинцовое, оловянно-висмутовое, оловянно-никелевое, кадмиевое, золотое покрытия.
Характеристики : ручная и механизированная пайка и лужение электромонтажных элементов печатных плат и элементов радио электроники в изделиях радио и бытовой электронной аппаратуры. Консервация изделий радио и бытовой электронной аппаратуры для сохранения паяемости в условиях складского хранения и хранения в условиях сборочного цеха в течение одного года. Остатки флюса при ручной пайке изделий бытовой радио аппаратуры (пайке подстроечных элементов, подпайке, исправлении дефектов) допускается не удалять. Остатки флюса при групповой пайке изделий бытовой радио аппаратуры («волной» припоя, погружением, протягиванием) следует удалять.
Припой для пайки медных труб: твердый припой, флюс, горелка
Присоединить разнообразные жесткие изделия можно с помощью процесса припаивания, который сопровождается сложными процессами с химической и физической точки зрения. В наши дни владельцы домов и квартир монтируют в своих жилищах трубы в основном из медного или алюминиевого материала (см. Алюминиевая труба). При этом часто появляется необходимость не только правильно установить медные элементы трубных систем, но и качественно их отремонтировать. Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб из меди является припой, при подборе которого необходимо учесть ряд важных замечаний.
Как подбирать припой?
При паянии медных изделий применяются как мягкие, так и твердые виды припоев. В случае использования мягкого припоя для соединения труб из меди необходимо достичь температуры в пределах 4250С. При припаивании посредством твердых видов припоя следует добиться рабочей температуры для паяния до 460-5600С. В этих случаях используется газовая горелка.
Вариант тиноля определяется в зависимости от процентного содержания меди и других элементов в составе сплава. В случае наличия в сплаве такого элемента, как серебро, тиноль считается серебряным. Следует знать, что при увеличении в составе тиноля процентного содержания серебра уменьшается его температура плавления и улучшается обтекание участка припаивания и смачиваемость.
Увеличить качество присоединения труб из меди можно при использовании припоев медно-фосфорного типа, но при этом у них возрастет температура плавки и снизится смачиваемость, по сравнению с серебряными тинолями.
В процессе припаивания медных деталей посредством припоя медно-фосфорного типа использовать флюс нет необходимости. При обычном присоединении медных изделий между собой, а также меди с бронзовыми элементами обязательно используется флюс. Микрозазор при употреблении серебряных тинолей должен находиться в пределах 0-0,15 мм, а в случае применения припоев медно-фосфорного типа – 0,025-0,15 мм.
Медно-фосфорный тип припоя
Трехкомпонентные припои медно-фосфорного типа с процентным содержанием серебра до 15% применяются при воздействии высокой температуры в основном в холодильном производстве при использовании газа.
Специальные характеристики
Тиноли медно-фосфорного типа имеют невысокую температуру плавления. Такой тип материала значительно текуч в процессе работы с металлическими изделиями различного состава с содержанием меди. Положительным моментом данного случая является отсутствие необходимости в использовании флюса при работе с таким припоем, так как фосфор уже в нем находится.
Образовавшиеся швы при паянии таким способом получаются надежными и качественными. Такие прочные соединения требуются при использовании установок в холодильной промышленности. Холодильные установки работают с присоединениями, которые подвергаются небольшим вибрационным влияниям. При этом высокое содержание серебра в припое делает материал достаточно пластичным.
В процессе паяния арматурных деталей следует охлаждать нетермостойкие части для исключения перегревов. При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
Виды медно-фосфорных припоев существуют такие:
- Тип 102. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 2%. Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным применять при установке холодильного оборудования при соединении деталей, на которые не действует вибрационная сила. При этом необходимо приобрести паяльник или газовую горелку;
- Тип 105. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 5%. Такой материал имеет пластичность и медленное растекание, благодаря чему появляется возможность заполнять большие зазоры. Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
- Тип 115. Трехкомпонентный материал медно-фосфорного вида с процентным содержанием серебра в пределах 15%. В результате высокого процентного содержание серебра изделие имеет высокую степень пластичности. Такой способ рекомендуется использовать для присоединения медных деталей, сплавов с ней. Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем, в которых применяется специальный газ.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы.
Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.
Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.
Припаивание изделий твердым тинолем
В настоящее время существует такой способ соединения металлов, как применение твердого припоя, который замечательно подходит для создания капиллярной и щелевой пайки, присоединения труб из меди для подачи воды, установки газопроводов и холодильного оборудования. Такой способ позволяет формировать надежное и качественное соединение в период работы с присоединяемыми материалами.
С целью присоединения труб из меди иногда применяется специальная паста, газ и другие вспомогательные инструменты и оснащение. Для надежного и безопасного припаивания необходимо изучить соответствующие инструкции по технологии пайки и технике безопасности.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы.
Для осуществления припаивания понадобится следующий инструмент:
1. Труборез.
2. Газовая горелка.
3. Шерсть металлическая.
4. Припой бессвинцовый.
5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
Сантехника: TechCorner — Объяснение пайки и пайки
На протяжении многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти проверенные и проверенные методы во многом схожи, но есть также несколько отличий, которые их отличают. В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Самый распространенный метод соединения медных труб — это использование фитингов из меди или медного сплава, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки.Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Соединение внахлест — трубчатые деталиПрисадочный металл — это металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга.Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определяет эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется пайка.Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство с медью и хочет прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла.До 1986 года наиболее распространенным присадочным металлом, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который состоял на 50% из олова (Sn) и на 50% из свинца (Pb). В связи с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для повышения прочности соединения или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова. Однако эта повышенная прочность обычно обеспечивается присадочными металлами, изготовленными из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- Сплав BCuP (произносится как b-чашка) — где B означает пайку, Cu — химический символ меди, а P — химический символ фосфора. Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайку, а Ag — химический символ серебра.В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или твердой пайкой, есть определенные основные шаги, которые необходимо соблюдать для стабильного получения прочных соединений. Эти основные этапы описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла.Более подробно они описаны в Руководстве CDA по медным трубам.
Независимо от того, используется ли процесс соединения — пайка или пайка, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рисунок 2. Деталь Трубное соединениеГлубина нахлеста или глубина гнезда в фитингах внахлест или капиллярных соединениях указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом.Несмотря на то, что желательно 100% проникновение и заполнение фитинга капиллярного пространства, заполнение 70% паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыка внахлест или заполнении, необходимом для развития полной прочности соединения. В паяных соединениях по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого места соединения по всей длине не является необходимым для достижения полной прочности соединения.Согласно Американскому сварочному обществу (AWS), предполагается, что припойный присадочный металл проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев даже такое небольшое проникновение наполнителя приведет к получению правильно изготовленного паяного соединения, более прочного, чем сама трубка или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено таким образом, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Эта галтель, или крышка, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтели. В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Рисунок 3. Объяснение правила AWS 3-TПомимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений необходимо также учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжиг или переход от твердого состояния (жесткий) к состоянию после отжига (мягкий). С этим изменением характера происходит внутренняя потеря прочности — медь с твердым отпуском прочнее, чем медь с отожженным отпуском. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы с 3a по 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрации, тепловому перемещению и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Руководство по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Спецификация присадочных металлов для пайки и сварки припоем
- ASTM B32-04: Стандартные технические условия на металлический припой
Пайка меди и медных сплавов
Рис. 1. Пайка происходит при температуре выше 840 градусов по Фаренгейту, но ниже точки плавления основного металла. Источник: CDA, Справочник по медным трубам.
Четыре процесса, которые следует учитывать при соединении меди и медных сплавов, — это механическое соединение, сварка, пайка и пайка.Пайка подходит для мелких деталей и когда требуется высокая прочность соединения. По данным Американского сварочного общества (AWS), прочность паяного соединения может соответствовать или превышать прочность соединяемых металлов. Важно знать, когда выбрать пайку и как выполнять процесс.
С технологической точки зрения пайка и пайка по сути идентичны. Единственные различия заключаются в используемом присадочном металле, а также в количестве времени и тепла, необходимого для завершения соединения. AWS определяет пайку как процесс соединения, который происходит при температуре ниже 840 градусов по Фаренгейту, а пайка — выше 840 градусов по Фаренгейту, но ниже точки плавления основного металла.На практике для медных систем большая часть пайки выполняется при температуре примерно от 450 до 600 градусов по Фаренгейту, в то время как большая часть пайки выполняется при температурах от 1100 до 1500 градусов по Фаренгейту. Однако при пайке медной трубки отжиг труба и фитинг, возникающие в результате более высокого нагрева, могут привести к тому, что номинальное давление в системе будет меньше, чем у паяного соединения.
Температура плавления меди составляет 1 981 градус по Фаренгейту (ликвидус) и 1 949 градусов по Фаренгейту (солидус). При пайке важно знать температуру плавления соединяемых металлов и присадочного металла.Разница между состоянием солидуса и ликвидуса заключается в диапазоне плавления, который может быть важным при выборе присадочного металла. Он указывает ширину рабочего диапазона для присадочного металла и скорость затвердевания присадочного металла после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Температура ликвидуса — это минимум, при котором будет происходить пайка. См. Рисунок 1 , где указаны диапазоны плавления некоторых распространенных припоев.
Паять или не паять
Согласно публикации Lucas-Milhaupt «Что такое пайка» (www.lucasmilhaupt.com), выбор пайки зависит от пяти факторов:
- Размер соединяемых деталей. Пайка чаще используется для мелких деталей и требует нагрева широкой поверхности для доведения присадочного материала до точки текучести, что часто непрактично для больших деталей.
- Толщина металлических профилей. Более широкий нагрев и более низкая температура, используемые при пайке, в отличие от сварки, позволяют соединять секции без коробления или деформации металла.Сильный жар сварки может вызвать прожиг или деформацию тонкого среза.
- Совместная конфигурация. Пайка не требует ручного отслеживания, а присадочный металл протягивается через область стыка за счет капиллярного действия, что с одинаковой легкостью работает на прямых, неровных или трубчатых стыках.
- Природа неблагородных металлов. Для соединения разнородных металлов пайка не расплавит один или оба металла, если присадочный металл металлургически совместим с обоими основными металлами и имеет температуру плавления ниже, чем у любого из соединяемых металлов.Обратите внимание, что медные сплавы можно легко паять с другими металлами, такими как чугун, инструментальная и нержавеющая сталь, никелевые сплавы и титановые сплавы.
- Количество выполняемых стыков. Если вы выполняете много стыков, ручная пайка выполняется быстро и просто, а автоматическая пайка может быть выполнена недорого с использованием простых производственных технологий.
Паяльные флюсы
Паяльные флюсы для меди на водной основе растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от окисления во время нагрева и способствуют смачиванию соединяемых поверхностей.Паяльные флюсы также показывают температуру (см. , рис. 2, ).
Наиболее часто используемые флюсы и припои для меди и медных сплавов показаны на рис. , рис. 3 , а руководство по их использованию показано на рис. , рис. 4 . Эту и другую подробную информацию можно найти в The Welding Handbook , 8th Edition, Vol. 8, опубликованный Американским сварочным обществом и доступный в Ассоциации разработчиков меди под названием Welding Copper and Copper Alloys , A1050-72 / 97.
Процесс
Для пайки используются те же основные этапы, что и для пайки, с той лишь разницей, что используются флюсы, присадочные металлы и количество используемого тепла.
Как правило, могут выполняться соединения внахлестку и стык. Обязательно удалите все оксиды и поверхностные масла абразивной тканью, подушечками или щетками перед соединением металлов. Такие загрязнения мешают правильному течению присадочного металла и могут снизить прочность соединения или вызвать разрушение. Можно использовать химические чистящие средства, если их тщательно смыть, но не прикасайтесь к чистой поверхности голыми руками или в масляных перчатках.
Вскоре после очистки нанесите кистью тонкий ровный слой флюса на обе поверхности. Не наносите флюс пальцами, потому что химические вещества, содержащиеся во флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы. Металлы медь-фосфор и медь-серебро-фосфор (BCuP) считаются самофлюсующимися металлами на основе меди.
Надежно поддержите поверхности и обеспечьте между ними достаточное капиллярное пространство для потока расплавленного припоя. Чрезмерный зазор в шарнире может привести к растрескиванию под нагрузкой или вибрацией.Шовный зазор от 0,001 до 0,005 дюйма обеспечит максимальную прочность и надежность шва.
Рис. 2. В таблице показано, как флюсы реагируют на различные температуры и при какой максимальной температуре флюс защищает металл. Источник: CDA, Справочник по медным трубам.
Используйте только количество тепла, необходимое для плавления и растекания присадочного металла. Перегрев стыка или направление пламени в капиллярное пространство может сжечь флюс, нарушив его эффективность и не допуская правильного попадания присадочного металла в стык.Подайте тепло вокруг области стыка, чтобы втянуть присадочный металл в капиллярное пространство. При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, описанные в ANSI / AWS Z49.1, «Безопасность при сварке, резке и смежных процессах».
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать повреждение или растрескивание. Когда он остынет, счистите все оставшиеся остатки флюса влажной тряпкой и проверьте все готовые сборки на целостность соединений.
В чем разница между электрическим припоем и медным водопроводным припоем?
Автор Майлз Будимир
Старший редактор, WTWH Media
Пайка электрической платы с помощью паяльника и электрического припоя.
Пайка — это метод, используемый для соединения двух отдельных металлов с использованием другого металла (или металлического сплава) с низкой температурой плавления. Источник тепла, такой как паяльник, повышает температуру соединяемых двух металлов.Когда припой соприкасается с нагретыми металлами, он плавится. Расплавленный припой растекается по металлам и быстро затвердевает, связывая их друг с другом.
Этот плавящийся металлический сплав, сам припой, бывает разных видов в зависимости от предполагаемого использования. Таким образом, припой для электротехники отличается от припоя, используемого, например, для медной сантехники. Исторически свинец был обычным компонентом припоя из-за его относительно низкой температуры плавления. Другие сопутствующие металлы, часто встречающиеся в припое, — это олово, медь и серебро.
Припой можно разделить на две категории; припои на основе свинца (обычно комбинация свинца и олова) и более новые бессвинцовые припои, в которых олово используется вместе с другими металлами, такими как серебро, медь, висмут или сурьма.
Электрические припои имеют более низкую температуру плавления (около 360 ° F), в то время как припои, используемые в сантехнике, имеют более высокие температуры плавления, обычно значительно превышающие 400 ° F. Вот почему электрическая пайка может выполняться с помощью паяльника, в то время как в большинстве случаев пайки в сантехнике используется газовая горелка для нагрева металлов.Электрические припои, как правило, имеют меньшую толщину, что означает, что они плавятся быстрее, в отличие от водопроводных припоев, которые обычно имеют большую толщину и для плавления требуется больше тепла.
В водопроводах существует еще одно различие в том, используются ли трубы для канализации или для питьевой воды. Для первых приемлем припой на основе свинца. Однако большинство местных норм и правил требуют использования бессвинцового припоя для всех соединений водопровода.
Возможно, ключевое различие между электрическим припоем и водопроводным припоем заключается в типе флюса, используемого в каждой области применения.Флюс используется для очистки соединяемых металлов, удаления окислов и предотвращения их образования. Флюс также способствует смачиванию, помогая припою течь и легче сцепляться с металлами.
Обычно электрический припой содержит канифольный сердечник; В припое для сантехники используется флюс на кислотной основе. Поэтому не рекомендуется использовать водопроводный припой для электрических соединений, потому что кислота во флюсе может повредить проводку и привести к сбою соединения.
Свойства припоя Точка плавления — RF Cafe
Ценности, представленные в В таблице ниже приведены некоторые из наиболее часто используемых припоев.Благодаря стремлению к выпуску бессвинцовых (бессвинцовых) версий, которые Соответствует RoHS 1 В рамках инициативы, которая будет действовать в Европе летом 2006 г., были разработаны новые сплавы, мало использующие или вообще нет свинца. Для этих приложений этот ресурс составлен NIST 2 и Горная школа Колорадо будут очень полезны.А Большая проблема с бессвинцовым припоем (он же Pb-Free) заключается в том, что чем выше содержание олова, тем выше вероятность роста «усы олова.»Это явление, когда крошечные усики вырастают из припоя до сих пор до конца не изучены. Проблема в том, что могут быть установлены короткие замыкания. между соседними проводниками и внутри соединителя высокой плотности или корпуса ИС с мелким шагом. Некоторые военные и По этой причине космические платформы запрещают использование бессвинцовых припоев.
См. Мой удобный наконечник для удержания припоя при пайке вручную.В приведенной ниже таблице любой припой, не содержащий свинцового компонента, не содержит свинца.
| 5Сн-95Пб | 307 | 585 |
| 0.5Sn-92.5Pb-2.5Ag | 280 | 536 |
| Sn / 5Sb | 243 | 469 |
| 100Sn 3 | 232 | 450 |
| 99.3Sn-0.7Cu | 227 | 440 |
| 96,5Sn-3.5Ag | 221 | 430 |
| Sn / 3,0Ag / 0,5 Cu | 219 | 426 |
| Sn / 3,8 Ag / 1,0 Cu | 217 | 423 |
| Sn / 3,5Ag / 1,0Cu / 3Bi | 213 | 415 |
| 50Ин-50Пб | 209 | 402 |
| 45Сн-55Пб | 204 | 400 |
| 55Сн-45Пб | 193 | 379 |
| 60Сн-40Пб | 186 | 368 |
| 63Сн-37Пб | 183 | 361 |
| 62Sn-36Pb-2Ag | 179 | 354 |
| 97Ин-3Аг | 143 | 289 |
| Sn / 57Bi | 139 | 282 |
| 52Ин-48Сн | 118 | 244 |
1: Снижение содержания опасных веществ
2: Национальный институт стандартов и Technology
3: Чистое олово
Как паять медь | HowStuffWorks
Припой — это металл или металлический сплав, который в расплавленном состоянии используется для соединения металлических поверхностей [источник: Merriam-Webster].Пайка работает за счет капиллярного действия. Когда труба и фитинг нагреваются, паяльный материал касается стыка. Тепло плавит паяльный материал, и под действием капиллярности материал всасывается в стык, герметизируя его. Как только паяльный материал остынет, образуется воздухонепроницаемое соединение, соединяющее трубку и фитинг вместе. При пайке меди вы должны убедиться, что паяльный материал имеет более низкую температуру плавления, чем медь, иначе трубка расплавится раньше, чем припой [источник: Solder Wire].
Вот что вам понадобится для пайки меди:
- Пропановая горелка
- Паяльная проволока
- Наждачная бумага
- Медная труба
- Флюс
- Медный фитинг
Вот что вы сделаете:
- Отрежьте трубу Отрежьте трубу до нужной длины. Поскольку медь — мягкий металл, ее можно разрезать труборезом. Если труба побольше, может понадобиться ножовка.
- Очистите трубу Важно очистить трубу от ржавчины.Протрите наждачной бумагой конец трубы и внутреннюю часть трубы.
- Нанесите флюс Нанесите толстый слой флюса (жидкого металла) на внутреннюю часть фитинга, к которой будет припаиваться трубка, и на внешнюю сторону трубки. Установите фитинг на конец трубки и поверните его так, чтобы флюс распространился равномерно.
- Нагрейте и припаяйте трубку. Оставьте фитинг на медной трубке. Нагрейте стык прямым теплом от пропановой горелки в течение примерно 20 секунд.Когда вы считаете, что соединение нагрелось до нужной температуры, прикоснитесь проволокой для пайки к соединению. Припой расплавится и попадет в стык между трубкой и фитингом. Когда вы видите, как расплавленный припой льется и капает, вы понимаете, что пора остановиться.
- Протрите стык Дайте стыку немного остыть. Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий. Убедитесь, что соединение плотно [источник: медь].
Насколько прочен на самом деле серебряный припой? — Welding Mastermind
При соединении металлов доступны три метода: сварка, пайка и пайка. Сварка обеспечивает соединениям наиболее потенциальную прочность на разрыв, в то время как пайка дает соединения с наименьшей прочностью на разрыв. То есть, если вы не используете серебряный припой, который по технике ближе к пайке и, как говорят, обеспечивает предел прочности на разрыв, сравнимый с некоторыми сварными швами.
Предел прочности на разрыв серебряных припоев обычно составляет 40 000-70 000 фунтов на квадратный дюйм (psi).Добавление серебра в медный припой приведет к более низкой температуре плавления и более высокой текучести. Текучесть помогает расплавленному металлу лучше проникать в зазор, создавая гладкое, герметичное соединение.
Серебряный припой — это не только его прочность. Читайте дальше, чтобы узнать больше о различных методах соединения, чем некоторые методы очень похожи, чем они отличаются, и какие свойства серебро может добавить сплаву.
Сравнение методов соединения
Прежде чем углубляться в различные сильные стороны серебряного припоя, может быть полезно узнать некоторые ключевые различия между различными методами соединения.Знание основных различий и сходств поможет лучше понять, почему серебряная пайка обладает такой прочностью.
| Пайка | Серебряная пайка | Пайка | Сварка | |
| Как это происходит при плавлении металла 9160009 или более на точку ниже, чем соединяемые материалы. Расплавленный материал втягивается в шов за счет капиллярного действия. | (см. Пайка) | (см. Пайка) | Основные металлы плавятся во время плавления | |
| Точка плавления присадочного металла | Менее 840 ° F | 1200 ° — 1436 ° F | 1150 ° F — 1600 ° F ° | Зависит от температуры плавления различных металлов |
| Области применения | Металлы могут быть разными | Металлы могут быть разными | Металлы могут быть разными | Металлы должны быть похожими |
| Прочность соединения | Полуперманентная | Полуперманентная | Полупостоянная | Постоянная |
Как видите, пайка, пайка серебром и пайка очень похожи; Основное различие — это температура плавления присадочного металла.При пайке основные металлы соединения обычно прочнее припоя; это может вызвать повреждение сустава. При пайке твердым припоем и серебряной пайкой соединение может быть таким же прочным или более прочным, как и основные металлы, если все сделано правильно.
Серебряная пайка против. Пайка
Пайка или мягкая пайка — это любое соединение металлов с использованием присадочного металла, температура плавления которого ниже 840 ° F. Обратите внимание, что температуры плавления серебряной пайки значительно выше. «Серебряный припой» — это неправильное название, это разновидность пайки.Иногда это называют «серебряной пайкой». Американское общество сварщиков не приветствует термин «серебряный припой».
Мягкие припои для пайки обычно изготавливаются из комбинации олова и свинца, сурьмы, серебра, цинка или висмута. Количество серебра в этих сплавах невелико (4–5%). Сплавы для пайки серебра обычно представляют собой сплавы меди, возможно, некоторых других металлов и различного количества серебра.
Серебряная пайка против. Пайка
Постойте, серебряная пайка — это пайка, да? да.Что ж, квадрат может быть прямоугольником, но это не значит, что прямоугольник является квадратом. Два ключевых различия между пайкой и серебряной пайкой:
- Серебряная пайка более текучая, чем другие припои.
- Паяные серебряные соединения требуют перекрытия материала для создания прочной связи, в то время как паяные соединения этого не делают.
Паяльные присадки обычно представляют собой медные сплавы, но они также могут быть сплавами, состоящими в основном из никеля. Другие металлы, часто используемые в этих сплавах, — это фосфор, серебро, кремний, олово или цинк.Серебряные припои — это просто припои с повышенным содержанием серебра.
Сварка Vs. Пайка и пайка
Пайка и пайка соединяют два или более металлов с использованием расплавленного металлического наполнителя в качестве клея. Наполнитель имеет более низкую температуру плавления и будет жидким, в то время как основные металлы останутся твердыми. Капиллярное действие заставляет жидкий металл втягиваться в микроскопические поры твердого металла. Эти швы являются только полупостоянными, так как заполнитель шва можно снова расплавить.
Сварка — это сплавление двух или более металлов путем плавления основных металлов вместе в месте соединения с расплавленным металлом от электрода. Металлы должны иметь схожие точки плавления. В противном случае металл с гораздо более низкой температурой плавления будет беспорядком, когда другой металл будет готов. Это соединение считается постоянным: чтобы две части были разделены, их придется разрезать.
Прочность сварного соединения зависит не только от мощности самого основного металла, но также от используемого сварного шва и количества металла электрода, проникающего в соединение.В идеале сварной шов должен быть таким же прочным, как и соединяемые материалы, но не может быть более прочным.
Некоторые преимущества пайки перед сваркой:
- Физические свойства металлов не теряются при расплавлении
- Легче соединять разнородные металлы
- Стыки гладкие и требуются по сравнению с неровным валиком сварного шва
- Для этого не требуется столько навыков.
Источник: Лукас Милхаупт; Повара на золоте; Склад сварщиков; Copper Development Association Inc; SpringerLink; TWI-Global; Корпорация Aufhauser; Вашингтон Пост; Инженерный колледж Мичиганского государственного университета; Weld Guru; Engineering Toolbox
Причины использования серебра
Серебро, как и золото и платина, считается драгоценным металлом; это не дешево в использовании.Так зачем его использовать для таких применений, как соединительные трубы и другие металлы? Добавление серебра в сплав меняет его свойства таким образом, чтобы потребителю было выгодно потратить деньги. Вот несколько причин использовать серебряный припой.
Серебро снижает температуру плавления медных сплавов
Наиболее распространенные серебряные припои и их приблизительные точки плавления: 33% серебра / 1328 ° F, 40% серебра / 1247 ° F и 55% / 1202 ° F. Благодаря разным температурам плавления металл в стыке можно покрыть слоем, не переплавляя предыдущую работу.
Фосфор также снижает температуру, но в гораздо большей степени, чем серебро; 1% фосфора может снизить температуру плавления до 120 ° F, тогда как 1% серебра снизит ее максимум примерно на 15 ° F. Добавление серебра вместо фосфора позволяет лучше контролировать температуру плавления.
Серебро имеет тенденцию к увеличению диапазона температуры плавления
Помимо понижения точки плавления сплава, серебро также имеет тенденцию к увеличению диапазона плавления. Когда чистый металл плавится, он переходит из твердого состояния в жидкое, как только достигает точки плавления.Сплавы плавятся медленно, в одной точке они становятся полностью твердыми, а в другой — полностью жидкими. Широкий диапазон плавления полезен при пайке большого зазора в стыке.
Добавление серебра вместо фосфора улучшает пластичность
Многие считают, что добавление серебра улучшает способность сплава изменять физическую форму без разрушения. По словам покойного Ричарда Э. Баллентина, бывшего директора по исследованиям и развитию Harris Products Group, это неправда. И серебро, и фосфор снижают пластичность меди.
Однако, как и при понижении температуры плавления, пластичность фосфора более заметна. Добавление серебра в количествах, достаточных для уменьшения содержания фосфора без ущерба для точки плавления, улучшает пластичность сплава.
Источник: How Stuff Works; Emerald Insight
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мою еженедельную рассылку и получайте полезные советы, инструменты и теории о сварке и соединении.
Еще один шаг!
Подтвердите подписку Электронная почта в вашем почтовом ящике.Ссылка действительна всего 60 минут.
Заблуждение: серебро делает припой проводящим
Чистое серебро — лучший проводник электричества, поэтому логично предположить, что оно улучшает проводимость сплава, используемого для пайки / пайки. Серебро также дорогое и имеет тенденцию тускнеть. Для сравнения: медь — дешевая, а по проводимости уступает только серебру. Представьте, что серебро берет золото, а медь — серебро.
Источник: Институт серебра; Quest Tech; Tampa Steel
Заключение
Серебряная пайка обеспечивает прочность, сравнимую с прочностью других металлических припоев.Хотя эти соединения могут быть не такими прочными, как сварные, они имеют свои преимущества. Где серебро действительно оказывает влияние, так это на температуру плавления и диапазон плавления сплавов, используемых для пайки.
Если вам понравилась эта статья, взгляните на другие мои статьи по этой теме, которые я написал!
Простые способы плавления меди
Если вы хотите плавить медь в домашних условиях, вам будет приятно узнать, что для этого вам не нужна промышленная индукционная печь. Если вы плавите небольшое количество меди, вы можете сделать это с помощью паяльной лампы или на плите.Вы можете использовать его для домашних поделок или переплавить в слитки для хранения. Медь быстро проводит тепло и электричество, поэтому следует проявлять особую осторожность, если вы пытаетесь плавить медь в домашних условиях.
Свойства меди
Медь — мягкий, ковкий металл с характерным ярко-красноватым цветом. Он обладает высокой теплопроводностью и электропроводностью (только серебро имеет более высокую электропроводность, чем медь), что означает, что его легко плавить. Медь имеет относительно высокую температуру плавления — 1083 градуса по Цельсию (1982 F), но если у вас есть подходящее оборудование, вы можете расплавить ее дома.
Плавление меди с помощью паяльной лампы
Используйте кусачки для удаления любого внешнего изоляционного покрытия, так как оно токсично при горении. Обрежьте медные провода по размеру, чтобы убедиться, что они подходят к тиглю, который представляет собой чашеобразный контейнер, сделанный из материала, способного выдерживать очень высокие температуры, например керамики.
Поместите медную проволоку на дно тигля и поместите тигель на цементную плиту. Наденьте все необходимое защитное снаряжение.
Зажгите паяльную лампу.Для этой цели паяльная лампа промышленного класса, такая как оксиацетиленовая горелка, лучше, чем пропановая горелка, потому что медь имеет высокую температуру плавления. Удерживая тигель клещами, направьте пламя паяльной лампы на медные провода.
Поддерживайте полную силу пламени на медных проводах, пока они полностью не расплавятся. Если вы хотите использовать медь в расплавленном состоянии, используйте щипцы, чтобы осторожно наклонить тигель и направить расплавленную медь в форму.
Плавление меди на плите
Поставьте железную сковороду на плиту.Если вы используете сковороду из металла с более низкой температурой плавления, чем медь, она может расплавиться раньше, чем медь. Разные плиты имеют разные настройки температуры, поэтому не все плиты могут достигать высокой температуры, необходимой для плавления меди.
Положите медные обрезки в кастрюлю и накройте ее крышкой, чтобы поддерживать температуру.