Кованые элементы | Производство кованых элементов в Санкт-Петербурге
Типы кованых элементов
Предлагаем широкий выбор кованых элементов для сборки готовых изделий и конструкций. В нашем каталоге представлены разнообразные кованые элементы: фигурные элементы, прокат, сложные сварные элементы, балясины, корзинки, поковки, пики, элементы штамповки, фурнитура, элементы отделки и другие элементы из кованого металла. Это позволяет создавать богатые и неповторимые узоры на любой вкус.
Элементы из каталога можно приобрести со склада в Санкт-Петербурге, заказать по телефону или по электронной почте. В случае отсутствия элементов на складе срок выполнения заказа от 3 дней. При общении с нашими менеджерами называйте артикулы необходимых кованых элементов!
Чем выгодны кованые элементы
Кованые элементы популярны. С их помощью, даже не имея художественного образования можно создавать гармоничные и ажурные металлоконструкции. Немаловажно, что использование элементов упрощает работу и снижает временные затраты.
Кто-то скажет, что это ремесленное занятие в чистом виде, ведь работа с готовыми элементами напоминает конструктор, где возможности мастера ограничиваются наличием тех или иных деталей. Разумеется, метод холодной ковки и дальнейшая компоновка деталей отличается от «горячей» работы за наковальней, когда фантазия художника сдерживается только его замыслом. Но и в процессе сборки из готовых элементов есть место творчеству: именно вы определяете расположение деталей, общую композицию. Многообразие объектов, собранных из таких элементов, свидетельствует о том, что этот сегмент кузнечного рынка позволяет мастерским художественной ковки воплощать различные идеи.
ООО «ПКФ Мир Металла» предлагает своим клиентам широкий выбор стандартных кованых элементов. Компания поставляет простые и фигурные элементы различных форм и размеров, сложные сварные и декоративные элементы, пики со всевозможными навершиями, поковки разных диаметров, балясины на любой вкус – от простых до составленных из деталей, велик выбор корзинок. В ассортименте компании есть декоративные штампованные элементы: квадратные и круглые розетки, завитки «природных» форм, сложносоставные компоненты, созданные по флоральным мотивам, и т.д., а кованая фурнитура станет важным подспорьем при сборке изделий. Компания поставляет также кованый металлопрокат: квадрат, профильная труба, полоса. Прокат может быть как гладким, в минималистском духе, так и с декоративным орнаментом. Все многообразие кованых элементов изготовлено из так называемой сырой стали в диапазоне от Ст-0 до Ст-3. Это мягкая нелегированная сталь, которая отличается большой пластичностью: она хорошо гнется и легко варится в дальнейшем. Производство осуществляется на новейшем кузнечном оборудовании с ЧПУ, что позволяет изготавливать элементы высокого качества.
В ассортименте компании есть декоративные штампованные элементы: квадратные и круглые розетки, завитки «природных» форм, сложносоставные компоненты, созданные по флоральным мотивам, и т.д., а кованая фурнитура станет важным подспорьем при сборке изделий. Компания поставляет также кованый металлопрокат: квадрат, профильная труба, полоса. Прокат может быть как гладким, в минималистском духе, так и с декоративным орнаментом. Все многообразие кованых элементов изготовлено из так называемой сырой стали в диапазоне от Ст-0 до Ст-3. Это мягкая нелегированная сталь, которая отличается большой пластичностью: она хорошо гнется и легко варится в дальнейшем. Производство осуществляется на новейшем кузнечном оборудовании с ЧПУ, что позволяет изготавливать элементы высокого качества.
На страницах каталога кованые элементы на первый взгляд кажутся разрозненными деталями. Во что же они могут превратиться? Здесь масса вариантов. По вашему эскизу с помощью элементов можно собрать разнообразные кованые изделия – от монументальных конструкций до интерьерных мелочей.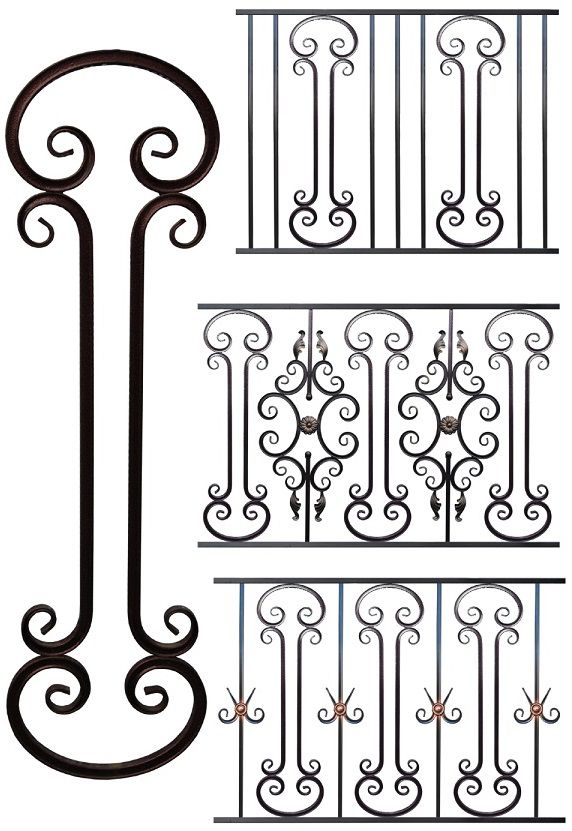
Создавая изделия из кованых элементов, необходимо учитывать их соразмерность и стилевое единство с общим решением дома, его интерьеров и планировки. Кованые изделия способны придать подлинную завершенность загородной усадьбе, внести ноту оригинальности во внутреннее пространство. Что и говорить, ковка всегда обращает на себя внимание, красноречиво говорит о вкусе и художественных пристрастиях хозяев. При грамотном подходе с дизайнерской и архитектурной точки зрения из одних и тех же элементов можно создать интересные ажурные изделия, в которых будет сквозить индивидуальность замысла.
Что такое холодная ковка | Ручная холодная ковка металла
Холодная ковка – это изготовление изделий, в процессе которого металл не нагревается. Нужные формы получаются в результате исключительно механической обработки.
Этот вид обработки позволяет полностью автоматизировать работу. Он менее трудоемкий и при этом более экономичный. Технологический процесс состоит из последовательного ряда операций, для выполнения которых используется специальное оборудование и инструменты. При этом для изготовления продукции в качестве основы используется листовой или сортовой металл. Его изгибают или вырезают по подготовленным трафаретам. Это значительно облегчает и ускоряет процесс изготовления больших партий вещей и сокращает время выполнения заказа.
Характеристики изделия, которое получается методом холодной ковки однозначно зависят от надежности и качества оборудования не менее, чем от профессионализма мастеров.
Изготовленные детали соединяются с помощью сварки. Дополнительно для улучшения декоративного эффекта могут использоваться и разнообразные другие технологии: кручение металла или вальцовка.
Что дает холодная ковка
Эта технология позволяет увеличить прочность металла и уменьшает его пластичность.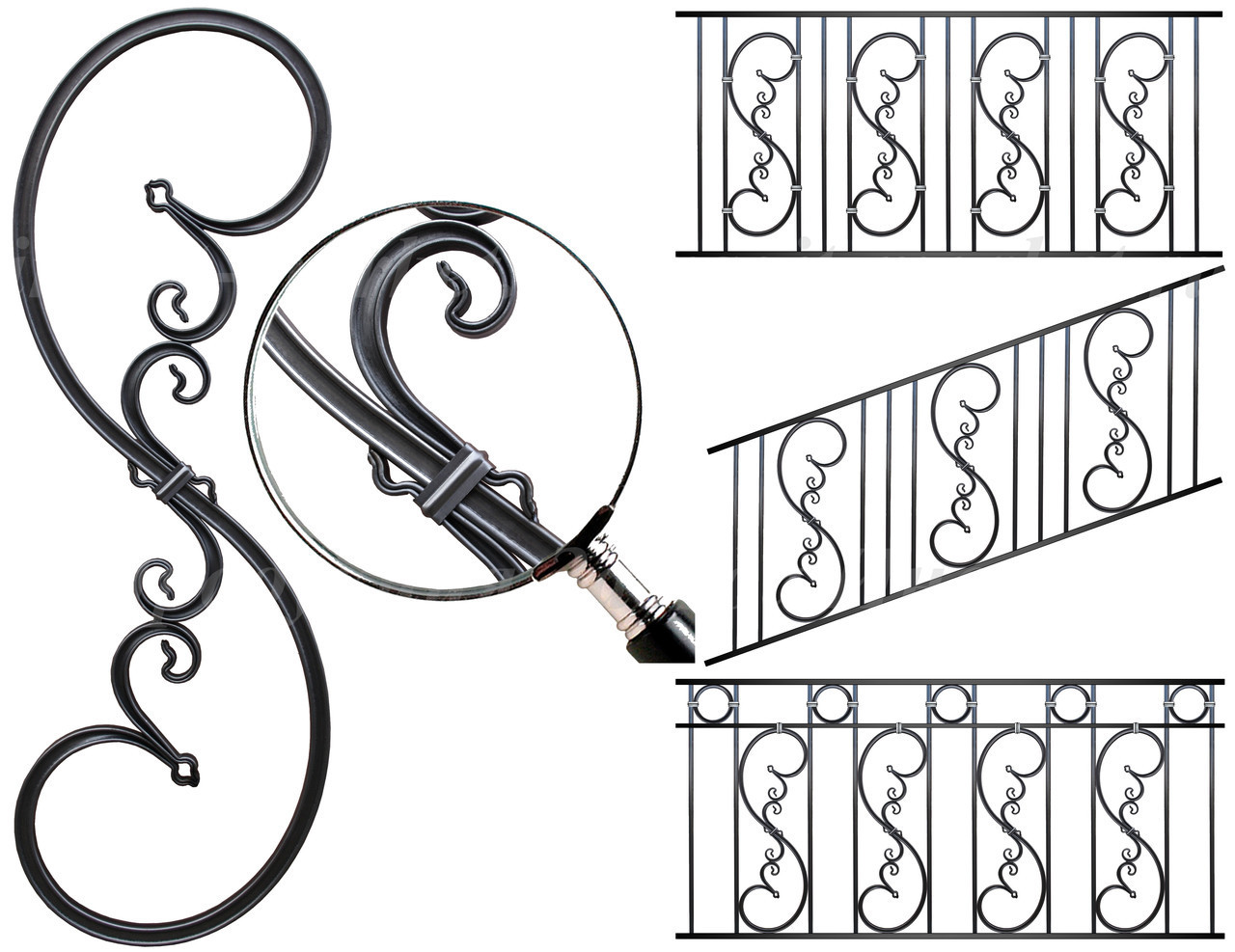 Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Работа специалиста значительно облегчается и упрощается, требует меньшего мастерства.
Применение холодной ковки обеспечивает аккуратность и красивый вид готовой продукции. Для больших заказов можно создать совершенно идентичные узоры, которые будут выглядеть точными копиями друг друга.
Кроме того, именно с помощью этого метода можно добиться оригинального эффекта старения металла.
Вещи становятся более выносливыми к повреждениям и ударам, что увеличивает их долговечность.
Кроме того, это достаточно экономный способ, при котором изделие получатся дешевле, но вовсе не хуже, чем произведение после горячего способа.
Применение холодной ковки
Благодаря тому, что этот способ позволяет быстро изготавливать довольно большие изделия, он особенно популярен при выполнении заборов, оград, ворот, беседок, разнообразных решеток и перил.
Такие вещи можно смело использовать на улице для декорирования приусадебного участка, сада или фасада дома.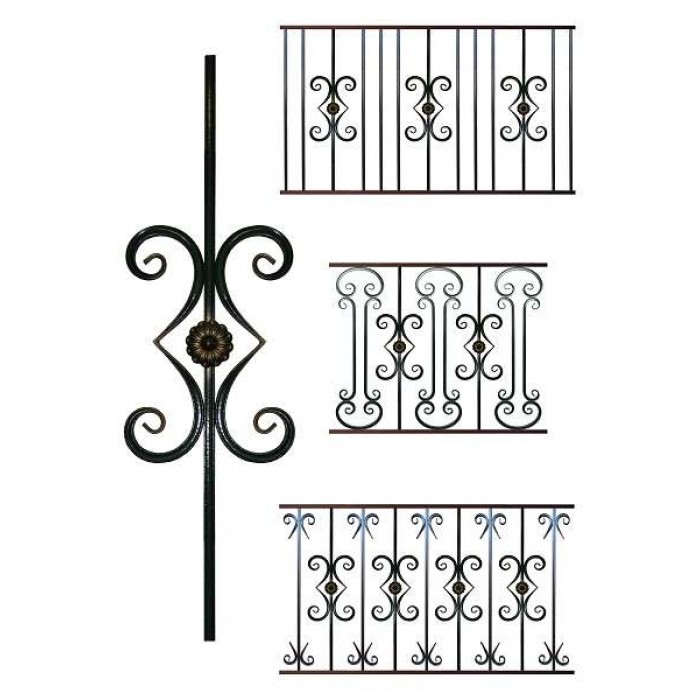
Однако совершенно не исключается и возможность изготовления более изящных изделий для интерьера. Каминные решетки и подставки для цветов, декоративные вазы или табуреты – все это возможно для данной технологии.
Для создания оригинального декора не редко используется покрытие медью или золотое напыление.
Холодная ковка металла, преимущества холодной ковки перед горячей
Как способ производства кованых изделий холодная ковка имеет много достоинств перед горячей ковкой за счет ряда факторов. Во-первых, данный вид производства кованых изделий менее затратный для изготовителя при достаточном качестве и многих достоинствах самой технологии. Во-вторых, это возможность тиражировать кованые детали, не увеличивая их себестоимости, что гарантирует стабильно умеренную стоимость готовой детали, которая зависит только от цен на исходное сырье — черновой металл в заготовках с металлургических производств: профили, трубы, прутья, квадраты.
При холодной ковке заготовки подвергаются механической обработке без предварительного нагрева. При горячей ковке необходим нагрев стали до высоких температур, когда металл становится эластичным и податливым для придания ему необходимой, согласно чертежам и эскизам, формы. В некоторых редких случаях нагрев металла применяется, но заготовки нагреваются лишь в местах стыков и швов для сглаживания шероховатостей.
При горячей ковке необходим нагрев стали до высоких температур, когда металл становится эластичным и податливым для придания ему необходимой, согласно чертежам и эскизам, формы. В некоторых редких случаях нагрев металла применяется, но заготовки нагреваются лишь в местах стыков и швов для сглаживания шероховатостей.
Существует несколько разновидностей холодной ковки металла, применяемых для изготовления различных элементов художественной ковки:
Вальцовка — применяется для придания декоративной формы профильным трубам, пруткам и полосам, квадратам при помощи сменных валов на станках. Вальцовка производится на точно настроенных станках и имеет довольно высокую пропускную производительность в пересчете метр готовой художественной ковки за единицу времени.
Штамповка — это еще один вид холодной ковки, при котором производится работа над листовым металлом путем его деформации специально настроенными формами пресса для придания изделию объема и заданной формы.
В целом, это направление дает массу возможностей для реализации дизайнерских идей – в процессе работы над изделиями предоставляется возможность изгибать или вырезать детали по трафарету, что значительно облегчает процесс изготовления большой партии кованых изделий, тем самым, сокращает стоимость готового изделия. При изготовлении деталей мы используем сталь различных марок с низким содержанием углерода (до 0,22%). В ее состав для улучшения свойств могут вводиться фосфор, медь, мышьяк, никель и другие примеси.
Уже более 40 лет корпорация IND.I.A. поставляет на мировой рынок свои изделия, среди которых присутствует горячая и холодная ковка металла – и более 10 лет снабжает качественной итальянской ковкой российских рынок. ООО «АРТЕФЕРРО-РУССИА» является единственным официальным представителем компании на российском рынке. Кованые элементы и их подробное описания вы можете посмотреть в нашем интернет-магазине: www.arteferro.ru/shop
простые примеры изделий и советы для работы
В последнее время заметно увеличился спрос на эксклюзивные изделия. Стоит только посмотреть на кованые ворота или решетки, и сразу создается впечатление роскоши и богатства. Многие интересуются, как изготовить изделия методом холодной ковки своими руками, и это, оказывается, совсем не сложно.
Стоит только посмотреть на кованые ворота или решетки, и сразу создается впечатление роскоши и богатства. Многие интересуются, как изготовить изделия методом холодной ковки своими руками, и это, оказывается, совсем не сложно.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
На практике такой список можно пополнять бесконечно. Ведь именно с развитием прогресса кованые элементы могут быть полезны для чего угодно. Популярными их делает не только прочность материала, но и его изящный вид.
 youtube.com/embed/jjJm7MgrBjg»/>
youtube.com/embed/jjJm7MgrBjg»/>
Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.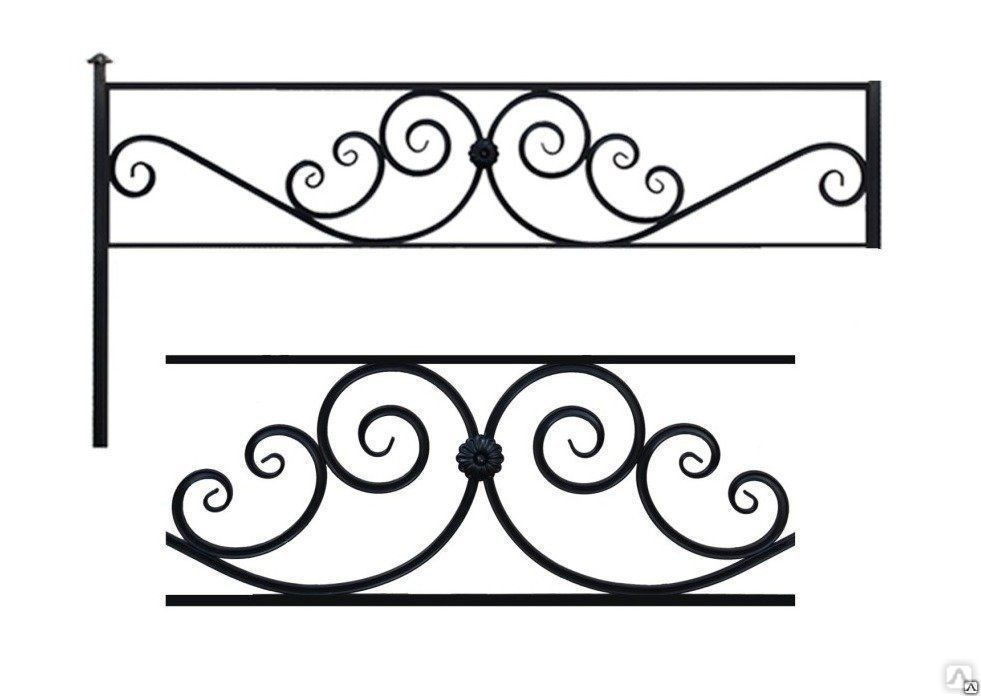
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Виды изделий
Если рассматривать виды и стилистику ковки, то они предполагают огромный простор для творчества. Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
- Холодная.

- Горячая.

Несмотря на то что по структуре оба варианта дают одно и то же изделие, они сильно различаются по цене и особенностям.
Холодная ковка
Выполняется без нагревания металла, соответственно, подвергается большему механическому давлению. Обычно используют специальные станки для холодной ковки, но бывают случаи, когда холодную ковку своими руками делают различными самодельными способами. Имеется несколько плюсов метода:
- Более низкая стоимость по сравнению с горячей.
- Доступность элементов.
- Возможность комбинировать рисунки с помощью сварки.
- Более удобная возможность изготовления своими руками.
- Меньшее воздействие опасности при работе.
Если говорить объективно, можно найти и отрицательную сторону. Отметим и несколько минусов работы:
- Ограничение по работе с элементами.
- Более стандартные и геометричные виды работ.

Можно уверенно сказать, что холодная работа вполне заменит горячую по цене.
Горячая ковка
Такой вид ковки был изобретен задолго до холодной. Ведь ранее не было мощных станков и других приспособлений для того, чтобы изогнуть металл без нагревания. Однако такой вид гораздо практичнее холодного.
При нагревании металл становится более пластичным, а значит, лучше поддается растяжению, сжатию и изгибу. При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Покраска кованых изделий
Любое металлическое изделие перед покраской требует нанесения грунтовки. Если не предпринять таких действий, то даже самая дорогая краска потеряет свои свойства. Все дело в том, что любая грунтовка имеет сопротивление коррозии и лучше прилегает к металлу. Именно поэтому краска будет прочнее держаться на грунтовке, нежели на чистом металле.
Дешевая грунтовка и краска не будут давать нужного эффекта для кованых элементов. После их нанесения краска быстро выцветает и слезает с покрытия.
Существуют особые виды краски — «3 в 1». Они имеют комбинированные свойства грунтовки и краски. Обычно такие материалы стоят гораздо дороже, но при их использовании не нужно будет тратиться на грунтовку.
Что нужно для ковки
Если обратить внимание на горячую ковку, то без должного умения и оборудования заниматься таким видом работы самостоятельно попросту не получится.
Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки. Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки.
Множество любителей изготавливают похожие станки из подручных средств. В принципе, самодельное оборудование не очень отличается от профессионального, но имеет менее развитый функционал.
При холодной работе не стоит забывать о том, что понадобится весьма серьезная физическая подготовка. Помимо выносливости, понадобятся такие инструменты, как:
- Сварочный аппарат.
- Болгарка.
- Молот.
- Наковальня.
- Различные обрабатывающие инструменты.

Для работы сварочным аппаратом потребуются навыки сварщика. Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
При работе с болгаркой также потребуется немалый опыт. Ведь это довольно опасный инструмент, если обращаться с ним неправильно. А также не следует забывать о технике безопасности и надевать защитные очки.
Молот и наковальня — это главное при работе с коваными элементами. Всегда потребуется что-то поправить или выпрямить при неправильном гибе.
К обрабатывающим материалам можно отнести щетки, наждачки, напильники и другое. Чтобы ваши элементы выглядели аккуратно и красиво, каждый сварочный шов следует хорошо обрабатывать.
Холодная ковка своими руками как отдельный вид искусства
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.

Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Кованые элементы и изделя от производителя (Екатеринбург)
Мы рады приветствовать Вас на нашем сайте. Основные направления деятельности нашей Компании:
- художественная ковка металла
- поставка и монтаж ограждений из нержавеющей стали
- изготовление и монтаж изделий из поликарбоната (навесы для автомобилей, входных груп, козырьки и т. д.)
- сантехнические перегородки (туалетные кабины, душевые перегородки)
- фасадные работы (утепление, штукатурка, покраска)
- облицовка полов с стен керамогранитом, керамической плиткой, облицовка крылец, цоколей
Мы уже давно работает в области строительства, занимается производством, продажей и монтажом готовых изделий. За это время мы открыли собственное производство и накопили хороший опыт в осуществлении проектов различной сложности. Наши главные приоритеты, это — высокое качество производимой продукции и выполняемых работ, четкое следование намеченному графику поставок и осуществления проектов, и наконец — мы постоянно развиваемся и стремимся к наилучшему соотношению цена/качество на наши товары и услуги.
Художественная ковка, кованые изделия, элементы ковки, кованые кровати.
Мы занимаемся изготовлением художественной ковки и кованых изделий любой сложности (ворота, заборы, решетки, ограждения, перила, калитки, кованая мебель и предметы интерьера) в Екатеринбурге, Свердловской области, регионах России. Вы можете заказать кованые изделия по собственным эскизам или выбрать по каталогу на нашем сайте.
Кованые изделия, незаменимые предметы садового ландшафта – перголы, шпалеры, беседки, мангалы. Оригинальные кованые сувениры, каминные принадлежности, подставки для цветов, кованые люстры и светильники. Кованые ворота и заборы — непременные атрибуты городских улиц, кованая мебель стала украшать не только загородные резиденции, но и городские квартиры. Мы производим, продаем и осуществляем установку ограждений, заборов и заборных секций.
Объекты ландшафтной архитектуры, элементы интерьера, конструкции для ограждения участков, при создании которых была использована ручная ковка металлов, все это является одним из основных направлений деятельности нашей компании.
Изготовленные нами кованые изделия, востребованы на рынке, в связи с тем, что:
- продукция, при создании которой использовалась ручная ковка, уникальны, красивы и оригинальны;
- художественная ковка хорошо сочетается с камнем, деревом, стеклом, что позволяет создать эксклюзивные изделия различных стилей, украшающие интерьер, как городской квартиры, так и загородного дома.
Работающие в нашей компании креативные дизайнеры и кузнецы-профессионалы дают заказчику возможность воспользоваться уже существующими наработками, частично их изменить или предложить свое видение готового изделия. В любом случае перед принятием решения наш клиент получит квалифицированную консультацию с тем, чтобы результат максимально точно соответствовал замыслам заказчика.
Металлические заборы
Предлагаем широкий ассортимент металлических заборов: кованые, сварные, заборы из профнастила и сетки рабица, а также газонные ограждения и вставки на заборы. Многолетний опыт позволяет нам гарантировать качество изготавливаемых изделий. Многообразие форм и кованых элементов позволяет воплотить самые причудливые задумки и позволит сделать защиту вашего имущества не только надежной, но и эстетически красивой.
В офисе нашей компании можно ознакомиться с ассортиментом и ценой готовых изделий, а также получить информацию о сроках изготовления и стоимости художественной ковки по индивидуальным разработкам.
Кованые элементы — Кованые изделия от компании «Линия кoвки»
металлоизделия утонченной формы, которые позволяют изготовить простые элементы по уникальному дизайну:
- ограждений
- лестниц,
- балконов,
- заборов,
- ворот,
- беседок,
- мебели и т.п.
Такие компоненты имеют не только декоративное, но и утилитарное назначение.
Дополнительное крепление в виде художественной ковки усиливает любую конструкцию, делает ее более стойкой к механическому воздействию. При этом металлоизделия не загромождают пространство лишними деталями, не утяжеляют сооружение, а, наоборот, придают ему некую воздушность, легкость. Оформленные таким образом объекты выглядят привлекательно, тонко и изысканно. В нашем офисе по адресу: ул. Кутузова, 160 есть разные виды кованых элементов: цветы, балясины, вставки, пики, декоративные панели.
Цветы – наиболее популярная деталь, которую используют кузнеци при изготовлнеии сложных растительных композиций.
Балясины – фигурные стойки, используемые для лестниц, перил, ограждений.
Вставки, предназначенные для повышения декоративности заборов, скамеек, ворот и других конструкций, имеют разную форму:
- цилиндрическую,
- продолговатую,
- кубическую, резную.
Пики имеют заостренную вершину, устанавливаются в качестве декора на заборах, воротах, калитках.
Декоративные группы производятся в виде растительных, геометрических узоров, используются для украшения ограждений, дверей, интерьеров, они украшают любую металлоконструкцию.
Кованые элементы Смоленск
Наши мастера занимаются ковкой с 2009 года. Кузнецы изготовят кованые элементы по каталогу или под заказ с учетом ваших требований.
Товары от линии ковки прослужат вам не одно десятилетие, мы используем прочные металлы,
- применяем современное оборудование,
- используем лакокрасочные материалы, устойчивые к воздействию внешних факторов.
- у нас собственное производство. Склад и магазин находятся в одном месте. В наличии большой выбор кованых изделий рызных форм и размеров.
В Смоленске мы предлагаем кованые элементы собственного производства — художественная ковка, и по лучшей цене от наших партнеров штампованая ковка.
На сайте представлен полный каталог товаров, если вы не нашли нужных элементов художественной ковки, свяжитесь с менеджером.
Наш отдел разработки подготовит эскиз индивидуально либо мы можем изготовить нужный товар по вашим эскизам. Наши мошьности позволяют изготовить любое количество металлоизделий художественной ковки быстро и без задержек: производство деталей занимает от 2-3 дней.
Детали для холодной штамповки
Ковка включает приложение силы к металлу для изменения размеров. В прошлом кузнецы вручную долбили и ковали металлические детали до нужной формы.
Сегодня этот процесс чаще всего происходит в высокоавтоматизированных производственных средах.
Типы поковокКак правило, во время ковки производитель металлических деталей прикладывает силу для сжатия металла до требуемой размерной конфигурации.
Производители могут выполнять один (или несколько) видов ковки: холодную ковку, горячую ковку и горячую ковку.Температуры варьируются в зависимости от используемых металлов:
Холодная штамповка (комнатная температура): производители сжимают металл при комнатной температуре, чтобы выполнить холодную штамповку. Этот тип ковки, обычно выполняемый сегодня машинами, требует использования очень прочных металлических штампов для деформации и сжатия металла в желаемые формы. Мягкие металлы особенно хорошо поддаются холодной ковке.
Теплая ковка (обычно от 300 до 1570 градусов по Фаренгейту): ковка происходит при температуре выше комнатной, но не при такой высокой температуре, чтобы металлическое сырье расплавилось.Теплая ковка дает преимущества производителям, которые предпочитают обрабатывать металл и сжимать его без применения очень высоких температур.
Горячая ковка (обычно 2010 градусов по Фаренгейту и выше): этот тип ковки происходит при чрезвычайно высоких температурах. Он изменит внутреннюю структуру металлов за счет сжатия, что приведет к созданию более прочных деталей с однородной зернистой структурой.
Процесс холодной штамповкиСегодня все большую популярность приобрела холодная ковка.Это особенно эффективный способ работы с алюминием. Производители металлических деталей часто полагаются на определенные процессы «холодной штамповки».
Во время холодной ковки производитель толкает и сжимает металл для изменения размеров при комнатной температуре.
В настоящее время большая часть холодной штамповки происходит в условиях массового производства с высокой степенью автоматизации. Этот процесс предлагает особенно полезный способ изменения формы алюминия и ковких металлов, таких как медь.
Процесс «холодной штамповки» (также известный как «холодная обработка») относится к работе с металлом для придания ему формы при комнатной температуре, иногда с помощью ударов молотком или механических ударов.
Во время холодной ковки производитель обычно толкает заготовку, чтобы сжать ее до желаемых размеров. Например, компании часто используют молотки, механические молоты или плашки для достижения этой цели.
Три популярных процесса обработки металлов завоевали популярность во всем мире: прямая экструзия, обратная экструзия и высадка (или «осадка»). Автоматизированное оборудование позволяет металлургическим комбинатам использовать эти технологии в массовом производстве при высоких температурах:
Прямая экструзия : Чугун проходит через фильеру, сформированную с заданным поперечным сечением.Широко распространенный в промышленных условиях, этот процесс помогает производить длинные твердые удлинители.
Обратная экструзия : Сила поршня толкает твердую головку через неподвижный горячий металл, что позволяет создавать полые компоненты, такие как металлические трубы.
Заголовок / Осадка : Пуансон сжимает чугун, расположенный горизонтально внутри прочной металлической матрицы, в боковом направлении.
Производители взяли эти три основных подхода и применили их также к настройкам холодной штамповки.Хотя холодные металлические заготовки в качестве сырья не будут «течь», конечно, ударное усилие может толкнуть их в желаемом направлении по отношению к экструзионной головке.
Эта мощная технология, используемая в сочетании с штампами для прочной холодной или горячей штамповки, помогает создавать множество полезных мелких металлических компонентов.
Холодная штамповка: материалы и применениеРассмотрим эти распространенные материалы и области применения для холодной (и теплой) ковки.
МатериалыХолоднокованые детали нашли промышленное применение.Сегодня производители иногда используют холодную ковку для создания оправы из золотых сплавов. Тем не менее, эта технология также помогает создавать легкие промышленные детали.
Алюминий особенно часто служит сырьем для холодной (или теплой) ковки. Сегодня металлы, используемые для холодной или теплой ковки, включают медь, бронзу, алюминий, олово и, в редких случаях, как сообщается, некоторые компоненты из стальных сплавов.
ПриложенияХолодная штамповка помогает изготавливать мелкие металлические детали (обычно весом менее 10 фунтов).Сегодня компании используют холодную ковку для создания гвоздей, булавок, компонентов автомобильной подвески, ручных инструментов и некоторых обычных предметов кухонной утвари. Холодная штамповка особенно полезна в ювелирном, автомобильном, строительном и потребительском секторах.
Преимущества холодной штамповкиХолодная штамповка дает производителям ряд важных преимуществ.
1. Этот процесс не требует использования высоких температур. Как следует из названия, холодная ковка происходит при комнатной температуре.Компаниям не нужно вкладывать средства в доменные печи, промышленные печи или другое оборудование для обработки горячего металла, чтобы осуществлять эту форму производства.
2. Поскольку сегодня холодная штамповка обычно включает использование автоматизированного оборудования, она позволяет получать однородные детали быстрее, чем некоторые другие производственные технологии.
Использование этого процесса подходит компаниям, имеющим производственные мощности в больших объемах. Они могут выполнять холодную штамповку на постоянной основе без продолжительных простоев.
3. Детали, изготовленные с помощью компьютеризированного оборудования для холодной штамповки, обладают высокой степенью дублирования. Производители надежно воспроизводят эти компоненты, если хранят в файле необходимые спецификации продукта. Эта ситуация способствует упрощению производства единых запасных частей.
4. Прочные металлические штампы, используемые для холодной ковки, имеют тенденцию служить в течение длительного периода времени. Хотя со временем они изнашиваются, но выдерживают многократное использование.Длительный срок службы штампа способствует повышению эффективности холодной штамповки.
5. Возможность массового производства холоднокованых деталей иногда способствует снижению цены за единицу продукции. Эта ситуация повышает рыночную конкурентоспособность продуктов, созданных с использованием этой технологии в определенных ситуациях.
Производители могут обнаружить маркетинговые преимущества, используя эту сравнительно экономичную технологию.
6. Холоднокованые детали обычно требуют минимальной чистовой обработки.Поскольку производство происходит при комнатной температуре, производитель может легко обрабатывать заготовки и манипулировать ими.
Использование холодной ковки в некоторых случаях позволяет избежать дорогостоящих операций чистовой обработки.
КОНТАКТЫ BUNTY LLC
Для получения дополнительной информации о наших услугах холодной штамповки свяжитесь с нами через удобную форму на веб-сайте или отправьте запрос на коммерческое предложение напрямую.
Мы приветствуем ваши запросы.
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность при холодной штамповке
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Ковка — это производственный процесс, во время которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.По температуре, при которой она выполняется, ковка классифицируется на « горячая », « теплая » и « холодная ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочные машины с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия методом холодной штамповки — один из наиболее распространенных методов производства, широко используемых при производстве автомобильных компонентов .
Холоднокованые компоненты Преимущества холодной штамповкиПроизводители могут предпочесть холодную штамповку горячей; с детали холодной ковки практически не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одно существенное преимущество — это экономия материала, достигаемая за счет формы, близкой к чистой. Начальный вес заготовки равен конечному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; е.грамм. только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.
Вторым более значительным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может применяться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроизводственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их конечной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистость кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс является сложным, на него могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем выше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на поковку, такие как электричество, инвестиции, инструменты и т.д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или испытания для контроля качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дорогие. Чтобы свести к минимуму производственные затраты, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холоднокованой детали. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные расходы на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, используя индуктор и заготовку с соответствующими диаметрами и установив гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов имеет важное значение для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: консолидированный вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, науглероживание и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодную , горячую и горячую штамповку или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
типов процессов ковки | Ассоциация кузнечной промышленности
Существует три основных метода (или процесса) изготовления кованой детали.
- штамповка для штамповки
- Холодная штамповка
- Открытая штамповка
- Поковка бесшовных катаных колец
штамповка штампа
Поковка штампа для штамповки фунтов или прессование металла между двумя штампами (называемыми инструментами), которые содержат предварительно вырезанный профиль требуемой детали.Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле кованы в холодном состоянии.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Обычно называемая штамповкой в закрытых штампах, штамповочная штамповка стали, алюминия, титана и других сплавов позволяет производить практически безграничное разнообразие трехмерных форм, вес которых варьируется от простых унций до более 25 тонн.Поковки для штамповки обычно производятся на гидравлических прессах, механических прессах и молотах с грузоподъемностью до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих отпечатки формы детали, объединяются, когда поковка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы открытой штамповки. Дополнительная гибкость в формировании как симметричных, так и несимметричных форм достигается за счет различных операций предварительного формования (иногда гибки) перед ковкой в штампах чистовой машины.
Геометрия деталейварьируется от самых простых для ковки простых сферических форм, блоковых прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие перемычки и относительно высокие вертикальные выступы, такие как ребра и выступы. Хотя многие детали обычно симметричны, другие включают в себя всевозможные конструктивные элементы (фланцы, выступы, отверстия, полости, карманы и т. Д.), Которые в совокупности делают поковку очень несимметричной.Кроме того, детали могут быть изогнутыми или изогнутыми в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равноразмерными или плоскими.
Большинство конструкционных металлов и сплавов можно выковывать с помощью обычных штамповочных процессов, в том числе углеродистых и легированных сталей, инструментальных сталей, а также нержавеющих, алюминиевых и медных сплавов, а также некоторых титановых сплавов. Для материалов, чувствительных к скорости деформации и температуры (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребоваться более сложные процессы ковки и / или специальное оборудование для штамповки штампов.
Вернуться к началу
Холодная штамповка
Большая часть ковки выполняется в горячем состоянии при температурах до 2300 градусов по Фаренгейту, однако разновидностью штамповки методом штамповки является холодная штамповка. Холодная штамповка включает в себя множество процессов — гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, чтобы получить детали различной формы. Температура металла, подвергаемого холодной ковке, может составлять от комнатной до нескольких сотен градусов.
Операции процесса
Графическое изображение этапов процесса.
Возможности процесса
Холодная штамповка включает в себя множество процессов гибки, холодного волочения, холодной высадки, чеканки, экструзии, штамповки, накатки резьбы и многое другое для получения деталей различной формы. К ним относятся различные валоподобные компоненты, чашеобразная геометрия, полые детали со штоками и валами, всевозможные конфигурации с высадкой (головкой) и изгибом, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, производились методом горячей экструзии. При холодной штамповке стального прутка, проволоки или прутка нередки детали в виде валов с трехплоскостным изгибом и конструктивными особенностями головки.
Типичные детали наиболее рентабельны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматизированной обработке.Диапазон материалов — от низколегированных и углеродистых сталей до нержавеющей стали 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда методы теплой ковки предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода, или когда можно отказаться от отжига в процессе.
Часто выбираемые для интегральных конструктивных особенностей, таких как встроенные фланцы и выступы, холодная поковка часто используется в деталях рулевого управления и подвески автомобилей, антиблокировочных тормозных системах, оборудовании, компонентах защиты и других приложениях, где требуется высокая прочность, жесткие допуски и массовое производство. сделайте их экономичным выбором.
При этом заготовка прутка с химической смазкой под воздействием экстремального давления вдавливается в закрытую матрицу. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямая экструзия включает поток стали в направлении силы толкателя. Он используется, когда диаметр стержня должен быть уменьшен, а длина увеличена. При обратной экструзии, когда металл течет против силы удара, образуются полые детали. При высадке металл течет под прямым углом к силе толкателя, увеличивая диаметр и уменьшая длину.
Вернуться к началу
Открытая штамповка
Поковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение заготовки — ключ к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть забиты молотком или приданы формы таким образом.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Поковка в открытых штампах позволяет производить поковки весом от нескольких фунтов до более 150 тонн.Этот процесс, называемый открытой штамповкой, потому что металл не ограничивается латеральными штампами во время ковки, постепенно придает исходной заготовке желаемую форму, чаще всего между плоскими штампами. На практике ковка в открытых штампах включает множество вариантов процесса, что позволяет производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную структурную целостность для огромного металлического компонента, огромные размеры ковки в открытых штампах делают его очевидным выбором процесса по сравнению с альтернативами без ковки.В верхней части диапазона размеров поковки с открытой матрицей ограничены только размером исходной заготовки, а именно размером самого большого слитка, который может быть отлит.
Практически все кованые сплавы черных и цветных металлов могут быть подвергнуты открытой штамповке, включая некоторые экзотические материалы, такие как жаропрочные суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Возможности открытой штамповки действительно широки. В дополнение к круглым, квадратным, прямоугольным, шестиугольным пруткам и другим основным формам, процессы с открытой матрицей могут производить:
- Ступенчатые валы сплошные валы (шпиндели или роторы), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких местах вдоль продольной оси.
- Пустоты цилиндрической формы, обычно их длина намного превышает диаметр детали. Длина, толщина стенки, внутренний диаметр и внешний диаметр могут быть изменены по мере необходимости.
- Кольцевые детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.
- Металлические кожухи контурной формы, такие как сосуды под давлением, которые могут включать экструдированные сопла и другие конструктивные особенности.
Подобно последовательным операциям штамповки в последовательности штампов, несколько операций штамповки в открытых штампах можно комбинировать для получения требуемой формы.В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерна, тем самым максимизируя улучшение свойств и максимальную производительность для конкретного применения. Например, ковка цельной заготовки зубчатой передачи и ступицы может повлечь за собой несколько операций вытяжки или сплошной ковки с последующей осадкой. Точно так же заготовки для колец могут быть приготовлены путем осадки слитка, затем пробивки центра перед ковкой кольца.
Вернуться к началу
Поковка с бесшовным прокатом
Поковка бесшовных катаных колец обычно выполняется путем пробивания отверстия в толстом круглом куске металла (создавая форму пончика), а затем скручивания и сжатия (или, в некоторых случаях, раздавливания) пончика в тонкое кольцо.Диаметр кольца может составлять от нескольких дюймов до 30 футов.
ОПЕРАЦИИ ПРОЦЕССА
Графическое изображение этапов процесса.
Возможности процесса
Кольца, выкованные методом бесшовной прокатки колец, могут весить от <1 фунта до 350000 фунтов, а внешний диаметр - от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, авиакосмической промышленности, внедорожном оборудовании и других важных приложениях.
Бесшовные кольцевые конфигурации могут быть плоскими (например, шайба) или иметь более высокие вертикальные стенки (приблизительно как полое цилиндрическое сечение). Высота катаных колец колеблется от менее дюйма до более 9 футов. В зависимости от используемого оборудования отношение толщины стенки к высоте колец обычно составляет от 1:16 до 16: 1, хотя большие пропорции были достигнуты с помощью специальная обработка. Фактически, бесшовные трубы диаметром до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах мощностью от 20 до 30 000 тонн.
Несмотря на то, что стандартные формы с прямоугольным поперечным сечением являются нормой, кольца со сложным функциональным поперечным сечением можно выковывать для удовлетворения практически любых требований к конструкции. Правильно названные, эти профилированные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и / или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичному объединению деталей.По сравнению с бесшовными катаными кольцами с плоской поверхностью максимальные размеры (высота торца и внешний диаметр) фасонных катаных колец несколько ниже, но все же очень внушительные размеры.
Высокая тангенциальная прочность и пластичность делают кованые кольца подходящими для компонентов, устойчивых к крутящему моменту и давлению, таких как шестерни, подшипники двигателей самолетов, ступичные подшипники, муфты, прокладки ротора, герметичные диски и корпуса, фланцы, сосуды под давлением и корпуса клапанов. . Материалы включают не только углеродистые и легированные стали, но и цветные сплавы алюминия, меди и титана, а также сплавы на основе никеля.
Вернуться к началу
Элементы для холодной ковки Classic
«Классика» декоративной ковки станков.
Итак, с чего начать, если вы решили открыть свою кузницу? Конечно, придется подобрать оборудование и другие кузнечные инструменты.
В настоящее время рынок предлагает различное оборудование для декоративной ковки: станки и ручной кузнечный инструмент.Несмотря на доступный выбор торговых наименований и производителей, все это оборудование в конечном итоге предназначено для деформации различных металлов без предварительного нагрева — так называемой «холодной ковки». Хотя в некоторых случаях все же требуется газовая кузница или индукционный нагреватель. Кстати, все эти нагревательные устройства неплохо заменят традиционный кузнечный очаг.
«Ассортимент изделий из металла, изготовленных с помощью кузнечно-прессовых или ручных инструментов, меняется нечасто.Поэтому можно построить свою кузницу, ориентированную на такое понятие, как «классика станочной ковки». Термин «кованые элементы» может относиться ко всем типам формовки концов металлоконструкций: «плоский забитый конец», «конец рыбьего хвоста», а также к различным типам головок рельсов: «головку рельса с шипом», «головку рельса с широким основанием». Головка рельса с шипом достаточно острая, чтобы выполнять функцию защиты, но эстетически несовершенная.
Гораздо интереснее выглядит широкая базовая головка рельса: плоское основание и витиеватая форма.Головки рельсов могут использоваться не только как концевые элементы ограждения ограды, ворот или калитки, но и как часть некоторых декоративных элементов ».
«Кованые» «концы» — это элементы, изготовление которых требует больших усилий, поэтому можно либо приобрести металлопрокат с фасонными концами, либо купить
станок для правки концов. Для небольших объемов производства также можно использовать многофункциональный пресс с ручным управлением со специальными оправками. При проектировании кузнечного цеха
следует также учитывать, что изготовление головок рельсов и забитых концов требует предварительного нагрева металла.»
«Вышеупомянутые кованые концы имеют широкое применение. В последнее время кованые концы стали неотъемлемой частью различных свитков. Более того, заколоченный конец может использоваться как декоративный элемент сам по себе, придавая округлую форму (плоский конец или конец рыбьего хвоста) и рельеф (конец рыбьего хвоста) на конце металлического стержня «.
Очень популярным элементом являются «свитки» различной формы и диаметра. «Свитки» — это не только прекрасная основа для дизайна металлоконструкций, но и экономичность их изготовления.Имея один станок или ручной инструмент, можно сделать несколько видов свитков. Например:
- «C-scroll» — оба конца планки изогнуты в одном направлении;
- «S-скролл» — концы полосы загнуты в противоположные стороны, образуя форму, напоминающую букву S;
- «кома» или «улитка», один конец прокручивается, а другой остается прямым или имеет забитый конец, если требуется.
Самыми распространенными элементами декоративной ковки станков являются различные завитки.Из них делают самые разные выкройки для всех видов изделий, от ворот до плечиков для одежды. Комбинируя элементы, можно получить довольно оригинальные узоры.
«Еще один« классический »элемент из кованого железа — различные типы колец. Так же, как свитки, кольца имеют широкое применение. Кольца можно изготавливать как на кузнечных машинах, так и на ручных инструментах».
«Скрученный стержень», который получается путем продольного скручивания квадратного стержня вокруг своей оси, также можно назвать «классическим».Использование витых стержней в чугунолитейном производстве добавляет оригинальности и необычности. По виду прямые решетчатые решетки плохо отличаются от решеток из витых брусков. Витые стержневые элементы хорошо смотрятся на таких металлоконструкциях, как ворота, калитки, заборы, оконные решетки, перила, но во внутренних металлоконструкциях используются редко. При выборе кузнечного оборудования для скручивания металлических элементов необходимо учитывать параметры металлов, с которыми предполагается работать, и планируемый объем производства. Это ключевые факторы, определяющие, что покупать: электрический станок или ручной кузнечный инструмент.Кстати, на том же оборудовании часто можно сделать еще один интересный элемент из кованого железа — «корзину» (иногда ее называют «клеткой»). «Корзины сделаны из квадратных или круглых прутков, от 2 до 6 штук».
Вышеперечисленные элементы из кованого металла не зря называют «классическими» — они являются базовыми элементами для всей декоративной ковки станков, наиболее широко применяемой в схемах дизайна металлоконструкций. Поэтому кузнечное оборудование для изготовления этих «классических» элементов всегда закупается в первую очередь.
Холодная, теплая и горячая штамповка
В чем разница?
ХолодноеХолодная штамповка включает в себя штамповку в штампе или штамповку в закрытых штампах со смазкой и круглыми штампами при комнатной температуре или близкой к ней. Поковки из углеродистой и стандартной легированной стали чаще всего подвергаются холодной ковке. Детали обычно симметричны и редко превышают 25 фунтов. Основным преимуществом является экономия материала, достигаемая за счет прецизионных форм, требующих небольшой отделки.Полностью закрытые оттиски и поток металла экструзионного типа обеспечивают отсутствие сквозняков и компоненты с жесткими допусками. Производительность очень высока с исключительным сроком службы штампа. Хотя холодная ковка обычно улучшает механические свойства, это улучшение не приносит пользы во многих распространенных применениях ковки, и экономические преимущества остаются основным интересом. Дизайн и производство инструмента имеют решающее значение.
ТеплыйТеплая ковка имеет ряд преимуществ экономии, которые подчеркивают ее все более широкое использование в качестве производственного метода.Температурный диапазон для горячей ковки стали простирается от температуры выше комнатной до температуры рекристаллизации, которая составляет от 800 до 1800 градусов по Фаренгейту, в зависимости от сплава. Однако более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для горячей ковки стальных сплавов. По сравнению с холодной штамповкой, теплая штамповка имеет потенциальные преимущества в виде снижения нагрузки на инструмент, уменьшения нагрузки на штамповочный пресс, повышения пластичности стали, исключения необходимости отжига перед ковкой и благоприятных свойств после ковки, которые могут исключить термическую обработку.
ГорячийХолодная, теплая и горячая ковка Горячая ковка — это пластическая деформация металла при такой температуре и скорости деформации, при которой рекристаллизация происходит одновременно с деформацией, что позволяет избежать деформационного упрочнения. Для этого на протяжении всего процесса необходимо поддерживать высокую температуру детали (соответствующую температуре рекристаллизации металла). Одной из форм горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одинаковой температуры.Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере для предотвращения окисления.
Горячая штамповка алюминия — это уникальный и актуальный процесс, разработанный Queen City Forging, при котором быстрое инфракрасное нагревание используется для улучшения физических свойств ковки алюминия.
Micro Технология холодной штамповки | Услуги Micro Machining
Когда дело доходит до ковки металла, обычно на ум приходит образ интенсивного нагрева, больших печей, расплавленных сплавов и традиционного литья.Однако сильная жара не всегда идеальна для сохранения как прочности на разрыв, так и общей твердости металла, который вы пытаетесь сформировать. Процесс, называемый холодной штамповкой, позволяет ковку металла при температуре около 70 ° F. Холодная штамповка — это метод ковки, при котором металлической заготовке придают форму пригодной для использования форме при температуре, близкой к комнатной. Это популярный вариант для проектов, требующих микропроизводства.
Промышленная холодная ковка имеет ряд преимуществ.Использование этой техники в производственном процессе может помочь вам сократить количество отходов, сэкономить деньги и создать сложные геометрические формы из металлов и сплавов, которые не подходят для других методов ковки.
С помощью сложных машин, которые работают с высокими скоростями и огромным давлением, металлические заготовки формуются в компоненты с помощью штампов. Одиночные штампы применяются для многих компонентов и помогают поддерживать однородность продукта. Холодная штамповка и производство холодной высадки — это чрезвычайно гибкие процессы, позволяющие создавать многогранные детали.Если вы стремитесь создать компоненты с широким диапазоном геометрических форм, но при этом производятся на микроэлектронике или с использованием сложных сплавов, холодная штамповка позволяет достичь ваших целей за счет переноса деталей и использования нескольких штампов.
Холодная штамповка также обеспечивает универсальность для обработки многих различных металлов и сплавов. Во многих случаях холодная штамповка — единственный вариант для проектов, требующих драгоценных сплавов. Если сплав, который вы хотите использовать, считается «слишком липким» для нормальной обработки — например, золото, никель, серебро или тантал — и имеет микроконструкцию, то единственным вариантом оживления продукта может быть холодная штамповка.
В STS Intelli мы выполняем микро-холодную штамповку с использованием драгоценных металлов и традиционных сплавов. Подобно нашему традиционному процессу холодной штамповки, наш процесс микро-холодной штамповки дешевле, чем обычная ковка, с почти 100-процентным выходом материала. Остатков лома почти нет. Когда вы работаете со сплавами драгоценных металлов, для защиты вашей прибыли важно «отсутствие отходов». Со временем вы будете тратить меньше, но при этом сократите выбросы углекислого газа.
Инструменты, необходимые для холодной штамповки и холодной высадки
Как при холодной штамповке, так и при холодной высадке наиболее распространенными инструментами являются матрица и пуансон.В то время как для холодной штамповки используются вертикальные прессы, для холодной высадки используются горизонтальные прессы для достижения различных результатов. Пуансоны — это инструменты, используемые для приложения необходимой скорости и усилия к металлической заготовке, которая содержится в штампе, который напрямую контролирует размеры, геометрию и результаты, возникающие во время цикла.
Процессы холодной штамповки и холодной высадки
Как упоминалось выше, холодная штамповка выполняется с использованием металлической заготовки, сформированной при высоком давлении и высокой скорости с использованием штампа.В холодной штамповке используются как гидравлические, так и механические вертикальные прессы. Плашки пробивают заготовку или пулю заданного объема в фасонный компонент точно такого же объема пули. Поэтому после завершения процесса не остается отходов. Благодаря отсутствию отходов холодная штамповка является одним из самых экономичных и точных методов ковки.
Холодная высадка — это аналогичный, но зависящий от объема процесс. В нем используются горизонтальные прессы, в которых металлическая проволока используется для формовки сложных деталей с высокой скоростью.Машины, называемые холодновысадочными или формовочными машинами, играют роль в процессе холодной высадки, аналогичную холодной штамповке. Однако, в отличие от холодной высадки, холодная штамповка может создавать чрезвычайно сложные компоненты.
В STS Intelli мы сочетаем традиционные методы холодной штамповки, которые включают манипуляции с металлом при низких температурах с использованием гидравлических и механических методов, с современным программным обеспечением для проектирования, проектирования и моделирования. Эти элементы позволили нам разработать процесс холодной штамповки с использованием инструментов и штампов для получения высококачественной продукции.Мы назначим специального специалиста по холодной штамповке, который будет работать с вами, чтобы предоставить согласованные высококачественные детали в соответствии с вашими уникальными требованиями.
Общие методы холодной штамповки
В зависимости от желаемой формы вашего продукта мы используем разные методы холодной штамповки для достижения разных результатов. Взгляните на несколько наиболее распространенных методов придания металлу формы в процессе.
- Прямая экструзия — Один из наиболее распространенных методов называется ударной экструзией.Как и в случае других форм холодной штамповки, конкретный объем продукта задается размером заготовки. Завершение процесса прямой экструзии включает пробивание металла через отверстие в матрице. Это дает меньшее поперечное сечение, чем у исходной заготовки.
- Обратная экструзия — Подобно методу прямой экструзии, обратная экструзия является еще одним популярным методом формования металла посредством холодной штамповки. Вместо того, чтобы пробивать металл через небольшое отверстие для создания экструзии, металл толкается назад вокруг пробивного механизма вертикального пресса, который можно использовать для создания глухого отверстия или формы чашки.
- Комбинированная экструзия — Для некоторых продуктов инженер может комбинировать методы экструзии одновременно при ковке.
- Осадка — Для создания диаметров, превышающих начальный диаметр заготовки, предпочтительным методом является высадка. При высадке металл выталкивается наружу из матрицы. Фальсификаторы часто используют эту ценную технику для создания сложных компонентов за один цикл. Методы осадки также могут применяться при правке металла в зависимости от желаемого результата.
| Как крупный международный издатель академических и исследовательских журналов Science Alert издает и разрабатывает названия в партнерстве с самыми престижные научные общества и издатели. Наша цель заключается в том, чтобы максимально широко использовать качественные исследования. зрительская аудитория. | ||||||
| Мы прилагаем все усилия, чтобы поддержать исследователей которые публикуют в наших журналах.Есть масса информации здесь, чтобы помочь вам публиковаться вместе с нами, а также ценные услуги для авторов, которые уже публиковались у нас. | ||||||
| 2021 цены уже доступны. Ты может получить личную / институциональную подписку перечисленных журналы прямо из Science Alert. В качестве альтернативы вы возможно, пожелает связаться с выбранным вами агентством по подписке.Направляйте заказы, платежи и запросы в службу поддержки. в службу поддержки клиентов журнала в Science Alert. | ||||||
| Science Alert гордится своей тесные и прозрачные отношения с обществом. В качестве некоммерческий издатель, мы стремимся к самому широкому возможное распространение публикуемых нами материалов и на предоставление услуг высочайшего качества нашим издательские партнеры. | ||||||
| Здесь вы найдете ответы на наиболее часто задаваемые вопросы (FAQ), которые мы получили по электронной почте или через контактную форму в Интернете. В зависимости от характера вопросов мы разделили часто задаваемые вопросы на разные категории. | ||||||
| Азиатский индекс научного цитирования (ASCI) стремится предоставить авторитетный, надежный и значимая информация по освещению наиболее важных и влиятельные журналы для удовлетворения потребностей мировых научное сообщество.База данных ASCI также предоставляет ссылку к полнотекстовым статьям до более чем 25000 записей с ссылка на цитированные ссылки. | ||||||