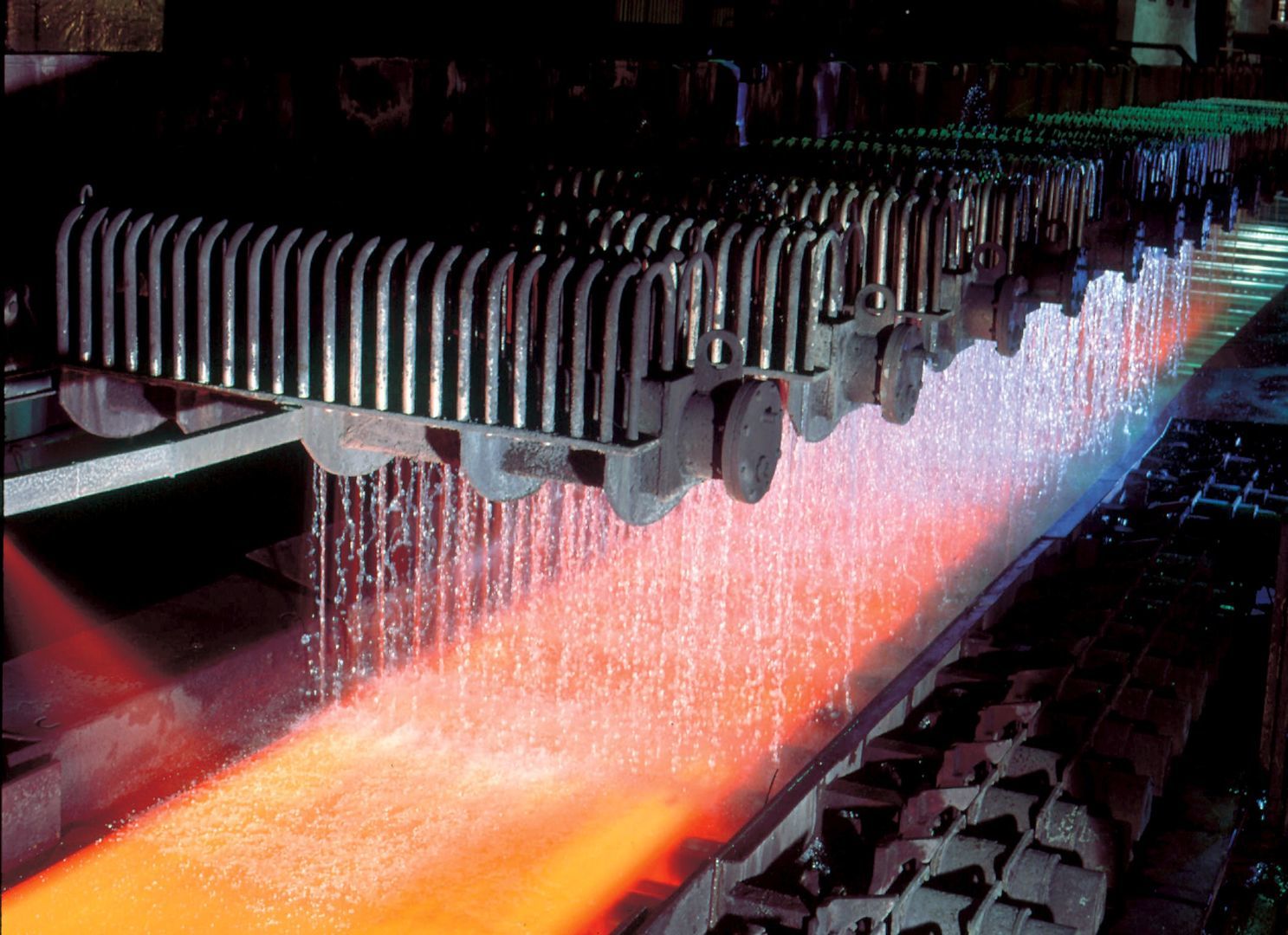
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.
2. Химическое анодирование алюминия — изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота — самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление — непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор — тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный «холодный» раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не «закрепляют», так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали.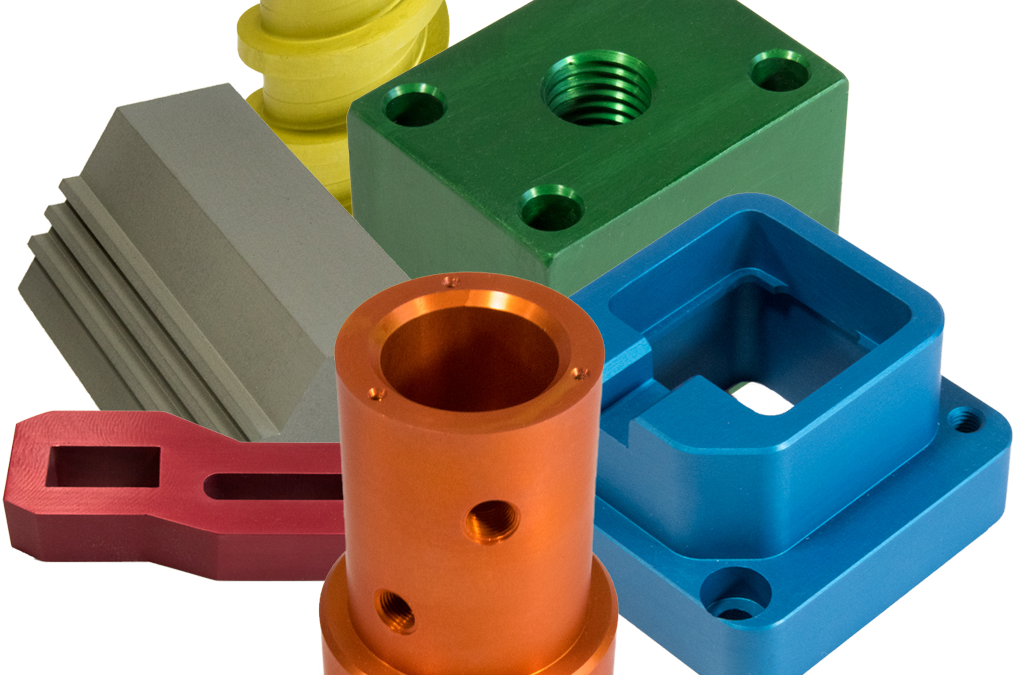 Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса.
Анодирование алюминия в домашних условиях
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
что это такое, виды, процесс своими руками
Анодирование алюминия – процесс улучшения стойкости металла к окислению и получения более однородной поверхности. Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.
Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.

- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.

Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.

Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.
Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
Чтобы провести анодирование своими руками дома, необходим определенный набор инструментов:
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.

Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.
Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
Методика приготовления:
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Температура электролита имеет важное значение для процесса получения кристаллической оксидной пленки способом анодирования алюминия. Она напрямую влияет на прочность и рыхлость покрытия и его дальнейшие свойства.
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.
Контакт детали с подвеской
Достижение результата качественного покрытия алюминиевых деталей методом анодирования также зависит от правильного их расположения в электролите. Они должны быть полностью погружены в раствор, иметь отличный контакт с анодом и не прикасаться к любым другим поверхностям.
 Осуществить это можно, применяя специальную подвеску. В роли ее может выступить алюминиевый брусок, который устойчиво закреплен на штативе. В бруске сверлят отверстия под болтовые соединения. Болтами крепят алюминиевую проволоку, на которой уже подвешивают детали. Также на брусок подключают анод.
Осуществить это можно, применяя специальную подвеску. В роли ее может выступить алюминиевый брусок, который устойчиво закреплен на штативе. В бруске сверлят отверстия под болтовые соединения. Болтами крепят алюминиевую проволоку, на которой уже подвешивают детали. Также на брусок подключают анод.Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
Выполняя оксидирование алюминия в домашних условиях, следует избегать таких ошибок:
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
 Нужно, чтобы площадь катода была хотя бы в два раза больше.
Нужно, чтобы площадь катода была хотя бы в два раза больше.Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
способы проведения процедуры (+25 фото)
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3.
 Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат.
 Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.
Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.
Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Покраска алюминия в домашних условиях (2 видео)
Анодированный алюминий (25 фото)
Зачем анодируют алюминий
Зачем анодируют алюминий – подробный анализ
Зачем анодировать алюминий? Чтобы ответить на этот вопрос, предлагаем рассмотреть подробнее преимущества анодирования для алюминия – самого популярного материала при изготовлении профиля для светодиодных лент.
Чем обладает анодированный профиль для светодиодной ленты?
Одной из причин уменьшения срока службы металлических изделий, в том числе изделий из алюминия, является коррозия. Это повреждение защитной пленки, которая образуется при контакте металла с кислородом, ведущее к окислению металла и постепенному его разрушению.
Если обработать металл методом анодирования, он становится устойчивым к коррозии и агрессивному воздействию внешних факторов. Оксидная анодированная пленка обеспечивает алюминию несколько преимуществ:
- Высокие защитные свойства от внешних воздействий, в том числе механических;
- Ровную и однородную поверхность, что делает изделия более эстетичными;
- Защитная пленка надежно держится на поверхности, без отслаивания и появления трещин;
- Покрытие устойчиво к солнечным лучам;
- Нет специальных требований к уходу за анодированным изделием;
- Мелкие повреждения (царапины и полосы) на поверхности становятся незаметными;
- Анодирование позволяет выбрать толщину защитной пленки, желаемый оттенок поверхности, а также матовый или глянцевый эффект;
- Изделия из анодированного алюминия могут устанавливаться в местах с повышенной влажностью, в том числе на улице.

Анодированный профиль для светодиодной ленты выглядит благородно и эстетично, что позволяет ему стать гармоничной деталью даже самого респектабельного интерьера. Высокая прочность и надежность покрытия обеспечивают долговечность и практичность самих осветительных конструкций.
Как осуществляется анодирование алюминия?
Анодирование – это химический процесс, состоящий из нескольких этапов: обезжиривания, травления, нейтрализации, нанесения защитной анодированной пленки, добавления красителя, уплотнения. Оно делится на холодное (проводится при температуре от +10°C до -10°C) и теплое анодирование (диапазон температур 15-20°C). Добросовестные фабрики выбирают метод холодного анодирования, который обеспечивает весь спектр защит для металла.
Продукция ведущих производителей профилей для светодиодных лент обязательно анодируется. Яркий пример – профили компании Arlight, например, новые встраиваемые и накладные профили S-2 LUX, известные своей прочностью и долгим сроком службы.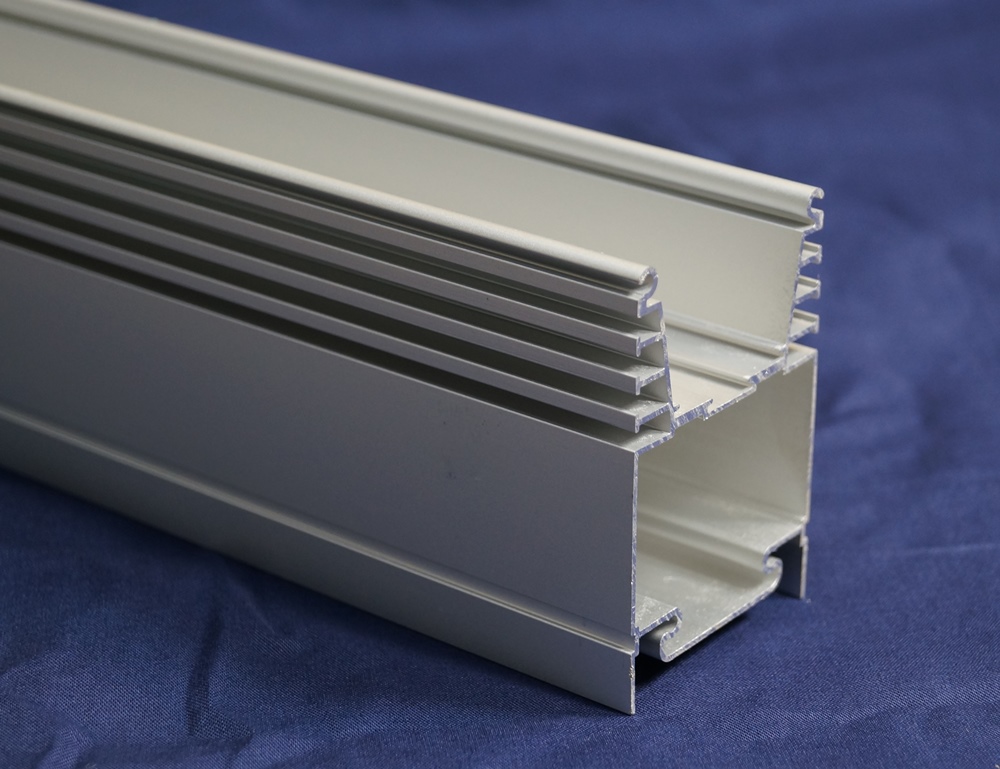
Технология анодирования алюминиевых профилей — статья про фасадный профиль
Анодирование в обобщенном смысле – это электрохимический процесс образования стабильных оксидных покрытий на поверхности металлов. Анодные покрытия на алюминии могут формироваться с применением большого количества электролитов при постоянном токе, переменном токе или их комбинации. Для анодирования алюминиевых прессованных профилей обычно применяется электролиты только на основе серной кислоты, иногда с добавкой щавелевой кислоты [1].
Различие между анодированием и окрашиванием
Анодное покрытие образуется в результате реакции алюминия с ионами электролита. Получаемое покрытие имеет больший объем, чем исходное алюминиевое основание. Поэтому после анодирования обычно происходит увеличение размеров изделия. При обычном сернокислом анодировании это увеличение размера составляет около одной трети толщины анодного покрытия.
Основное «размерное» отличие между анодным покрытием и слоем краски на алюминиевом изделии заключатся в следующем. Анодное покрытие образуется из самого алюминия, тогда как слой краски, например, жидкой, дополнительно наносится на поверхность алюминия (рисунок 1).
Анодное покрытие образуется из самого алюминия, тогда как слой краски, например, жидкой, дополнительно наносится на поверхность алюминия (рисунок 1).
Рисунок 1 – Размерные различия между анодным покрытием и слоем краски
Процесс анодирования алюминиевых профилей
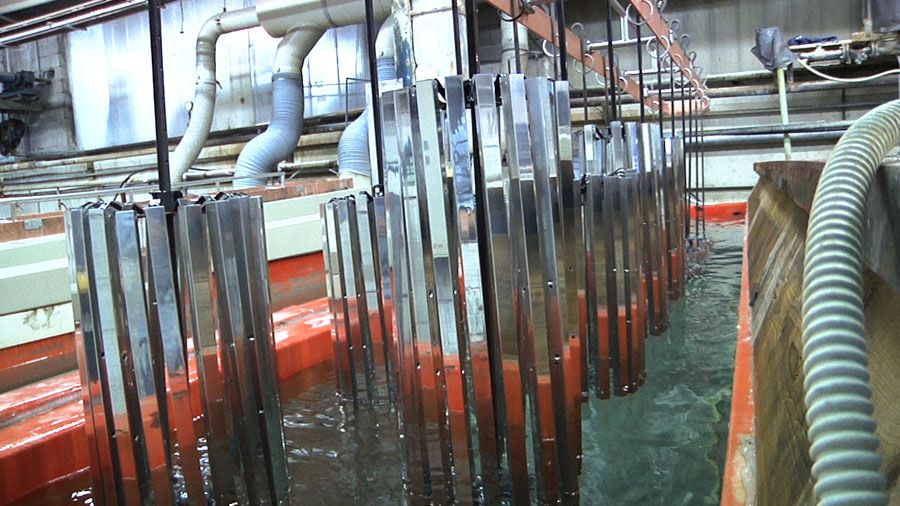
Существует много способов анодирования алюминиевых изделий в зависимости от их размеров. Например, алюминиевые заклепки, можно анодировать насыпью с помощью специального вращающегося барабана. Прессованные алюминиевые профили, которые обычно имеют длину от 6 до 8 м, анодируют на специальных навесках. Конструкция навесок обеспечивает надежное закрепление профилей и плотный электрический контакт для всех профилей. На одной навеске может устанавливаться до нескольких десятков профилей в один, два или более рядов (рисунок 2).
Рисунок 2 – Схема процесса анодирования навески алюминиевых профилей [2]
В качестве источника тока при анодировании алюминия могут применяться источники постоянного или переменного тока, а также их комбинация. В стандартном сернокислом анодировании обычно применяют выпрямители постоянного тока с напряжением 24 вольта.
В стандартном сернокислом анодировании обычно применяют выпрямители постоянного тока с напряжением 24 вольта.
Структура анодного покрытия
Известно, что анодное покрытие состоит из двух слоев. Пористый слой оксида алюминия вырастает на относительно тонком сплошном слое, который называют барьерным слоем (рисунок 3). Толщина этого барьерного слоя зависит от состава электролита и технологических параметров анодирования.
Рисунок 3 – Структура анодной ячейки
При сернокислом анодировании скорость роста пористого слоя постоянна при постоянной плотности тока. При плотности тока 1,3 А/дм2 она составляет 0,4 мкм/мин. Так как толщина барьерного слоя остается постоянной, то эта скорость роста должна соответствовать скорости растворения оксида алюминия внутри поры.
Размеры оксидных ячеек анодного покрытия зависят от технологических параметров анодирования. Типичные размеры анодных ячеек для сернокислого анодного покрытия [2]:
- Диаметр пор: 14,5-18 нм
- Плотность размещения пор: 40-80·109 пор/см2
- Диаметр ячейки: 40-53 нм
- Пористость: 15 %
- Толщина барьерного слоя: 14-18 нм
- Толщина пористого слоя: 5-25 мкм
Технологические параметры сернокислого анодирования
Сернокислый электролит
Для анодирования алюминиевых прессованных профилей во всем мире обычно применяют электролиты на основе серной кислоты.
Qualanod задает для сернокислого электролита следующие параметры [2]:
- Концентрация свободной серной кислоты должна быть не выше 200 г/л при колебании внутри интервала 10 г/л от заданной величины;
- Концентрация алюминия должна быть не выше 20 г/л, предпочтительно в интервале от 5 до 15 г/л.
Температура ванны анодирования
Указания Qualanod по температуре ванны анодирования [2]:
- для заданной толщины анодного слоя 5 мкм и 10 мкм: не выше 21 ºС
- для заданной толщины анодного слоя толщины 15 мкм, 20 мкм и 25 мкм: не выше 20 ºС.
Плотность тока
Qualanod рекомендует среднюю плотность тока [2]:
• 1,2 – 2,0 A/дм² для анодного покрытия толщиной 5 мкм и 10 мкм
• 1,4 – 2,0 A/дм² для анодного покрытия толщиной 15 мкм
• 1,5 – 2,0 A/дм² для анодного покрытия толщиной 20 мкм
• 1,5 – 3,0 A/дм² для анодного покрытия толщиной 25 мкм.
Алюминиевые сплавы для анодированных профилей
Для алюминиевых профилей, которые будут подвергаться анодированию, обычно применяют сплавы 6060 и 6063 с некоторыми ограничениями по содержанию магния и кремния, а также примесных элементов, таких как, железо, медь и цинк.
Обычно, чем чище алюминий и чем меньше в нем легирующих элементов, тем лучше он анодируется. Повышенное содержание примесей в сплаве приводит к образованию в анодном покрытии включений, которые неблагоприятно влияют на однородности его внешнего вида.
См. о влиянии химического состава алюминиевых сплавов на качество анодированных профилей здесь.
Изменение толщины анодного покрытия в ходе анодирования
Толщина готового анодного покрытия зависит от общей длительности анодирования. Однако скорость роста толщины покрытия зависит от нескольких факторов, таких как, состав электролита, плотность тока и текущая длительность обработки.
В ходе анодирования происходят два конкурирующих процесса (рисунок 4):
- непрерывный рост толщины анодного покрытия и
- растворение анодного покрытия под воздействием электролита.
Рисунок 4 – Изменение толщины покрытия в ходе анодирования [2]
Теоретическая величина толщины покрытия при постоянной плотности тока подчиняется известному закону Фарадея. Из этого закона следует, что оксид алюминия растет пропорционально количеству электричества, которое проходит через анод (алюминиевый профиль).
Из этого закона следует, что оксид алюминия растет пропорционально количеству электричества, которое проходит через анод (алюминиевый профиль).
Влияние температуры электролита
Увеличение температуры электролита приводит к пропорциональному увеличению скорости растворения образующегося анодного покрытия. В результате анодное покрытие становится более тонким, более пористым и более мягким.
Влияние плотности тока
Интервал плотности тока, который применяется в стандартном анодировании составляет от 1 до 2 А/дм2 и в некоторых случая — до 3 А/дм2. Плотность тока ниже 1 А/дм2 дает мягкие, пористые и тонкие покрытия. С увеличением плотности тока анодное покрытие формируется быстрее и с относительно меньшим растворением электролитом. Поэтому покрытие получается более твердым и менее пористым.
Влияние концентрации серной кислоты
Влияние повышенной концентрации серной кислоты на формирование анодного покрытия аналогично повышению температуры, хотя влияние температуры является более существенным. Высокая концентрация серной кислоты может ограничивать возможность получения анодного покрытия большой толщины из-за повышенной способности электролита растворять формирующийся пористый оксид алюминия.
Высокая концентрация серной кислоты может ограничивать возможность получения анодного покрытия большой толщины из-за повышенной способности электролита растворять формирующийся пористый оксид алюминия.
Цветное анодирование
Для получения цветного анодного покрытия на алюминиевых профилях применяют два основных метода окрашивания (рисунок 5) :
- Адсорбционное окрашивание
- Электролитическое окрашивание
Адсорбционное окрашивание
Алюминиевые профили с бесцветным анодным покрытием без наполнения пор погружают в водный раствор органического или неорганического красителя. Поглощение красителя производится только на 3-4 микрона в глубину пор анодного покрытия (рисунок 5). Затем покрытие подвергают наполнению. Обычно применяют горячие растворы красителей – от 55 до 75 ºС, а длительность окрашивания – от 5 до 15 минут, иногда – 30 минут. Оптимальный диапазон величины рН раствора обычно составляет от 5 до 6.
Рисунок 5 – Основные методы окрашивания
анодированных алюминиевых профилей [2]
Электролитическое окрашивание
Электролитическое окрашивание заключается в погружении анодированного изделия в раствор, содержащий соли металлов и приложении к нему переменного и постоянного электрического тока. В таких условиях на дне пор образуется металлический осадок. Цвет анодного покрытия зависит от состава электролита. Такие металлы, как олово, никель и кобальт, дают цвета от бронзового до черного, медь дает красный цвет.
В таких условиях на дне пор образуется металлический осадок. Цвет анодного покрытия зависит от состава электролита. Такие металлы, как олово, никель и кобальт, дают цвета от бронзового до черного, медь дает красный цвет.
Цвет в определенной степени не зависит от толщины анодного покрытия, а зависит в основном от количества осажденного в поры металла. Так, 200 мг олова на квадратный метр поверхности дает светлую бронзу, 2000 мг – черный цвет [2].
Свойства анодного покрытия после электролитического окрашивания в целом аналогичны обычному (бесцветному) анодному покрытию. Стойкость цвета к воздействию солнечного света для большинства электролитов значительно выше, чем для адсорбционного окрашивания.
Наполнение анодных покрытий
Наполнение анодного покрытия – бесцветного и цветного – это последний технологический этап процесса анодирования. Этот этап является очень важным для долговечности анодного покрытия, в том числе, его внешнего вида.
Гидротермическое наполнение
Наполнение анодного покрытия в горячей воде обеспечивает полное блокирование анодных пор за счет образования различных видов гидратированного оксида алюминия, в основном, богемита [2].
Наполнение пор обычно производят путем погружения в воду при температуре 96-100 ºС при величине рН от 5,5 до 6,5. Длительность операции наполнения обычно составляет 2-3 минуты на каждый микрометр номинальной толщины анодного покрытия. Качество воды в ванне наполнения должно быть очень высокое. Такие загрязнители воды, как фосфаты, силикаты и фториды могут замедлять процесс наполнения пор.
Холодное наполнение
Известны так называемые «холодные» методы наполнения анодных покрытий, которые выполняются при температуре 25-30 ºС. В этом случае применяются растворы на основе фторидных соединения в присутствии солей никеля или кобальта [1, 2]. Применение этих методов требует высокой культуры производства и жесткого контроля качества наполнения. Кроме того, они требуют эффективной очистки стоков, содержащих тяжелые металлы.
Источники:
1. Specifications for the QUALANOD Quality Label for Sulfuric Acid-Based Anodizing of Aluminium, Edition 01. 01.2017.
01.2017.
2. TALAT Lecture 5203 – European Aluminium Association, 1994.
Смотрите также — навесные вентилируемые фасады Алюком.
Что такое анодированный алюминий — предназначение, виды и способы создания
Просмотров 19 Опубликовано Обновлено
В настоящее время алюминий широко используется в различных целях благодаря своим характеристикам. Он очень легко поддается обработке, и при высокой прочности имеет сравнительно небольшой вес. Но у него есть существенный минус – легкое окисление, из-за чего металл теряет свою внешнюю привлекательность. Для избавления от этого недостатка используется технология анодирования.
Прежде чем разобраться в технологии, нужно разобраться, что такое анодированный алюминий. Во время процесса анодирования или же анодного оксидирования происходит появление оксидной пленки на поверхности образца за счет химического взаимодействия. При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.
При анодировании участок, подвергшийся окислению, не разрушается, а становится прочнее. За счет этого процесс похож на воронение.
Предназначение анодирования
Кислород является сильным природным окислителем, поэтому множество металлов реагирует с ним, образуя соответствующие оксиды. Но пленка природных оксидов зачастую очень тонкая и совсем не защищает металл. Благодаря анодировке эта пленка упрочняется, что позволяет защитить металл от разнообразных агрессивных воздействий внешней среды. Кроме этого, анодированный образец становится гораздо красивее, без дефектов поверхности, и его становится легче обрабатывать, например, красить.
Анодированный алюминий используется во многих областях промышленности, например, для изготовления лестниц, поручней, высокопрочной фурнитуры. Обработанный металл не оставляет следов на руках. Его используют для изготовления отражателей света, например, в прожекторах, а также для нагревательных рефлекторов.
 youtube.com/embed/rRNqebaPPvk» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/rRNqebaPPvk» allowfullscreen=»allowfullscreen»/>
Теплое анодирование
Одним из наиболее простых в исполнении процессов считается теплое анодное окисление. С его помощью можно окрасить поверхность металла. Но при простоте исполнения, у такой технологии есть существенный недостаток – получаемый алюминиевый профиль достаточно хрупок и может подвергаться коррозии. Более того, при ошибках в работе полученное покрытие может легко стираться даже при проведении по образцу рукой. Поэтому теплое анодирование чаще всего используют как основу для дальнейших манипуляций, например, покрытие этого профиля прочной эпоксидной краской.
Холодное анодирование
За счет высокой эффективности данный процесс стал очень популярным для выполнения в домашних условиях. Суть метода заключается в том, что слой со стороны металла увеличивается за счет растворения с внешней стороны. Отличительной чертой данной технологии является необходимость поддержания низкой температуры.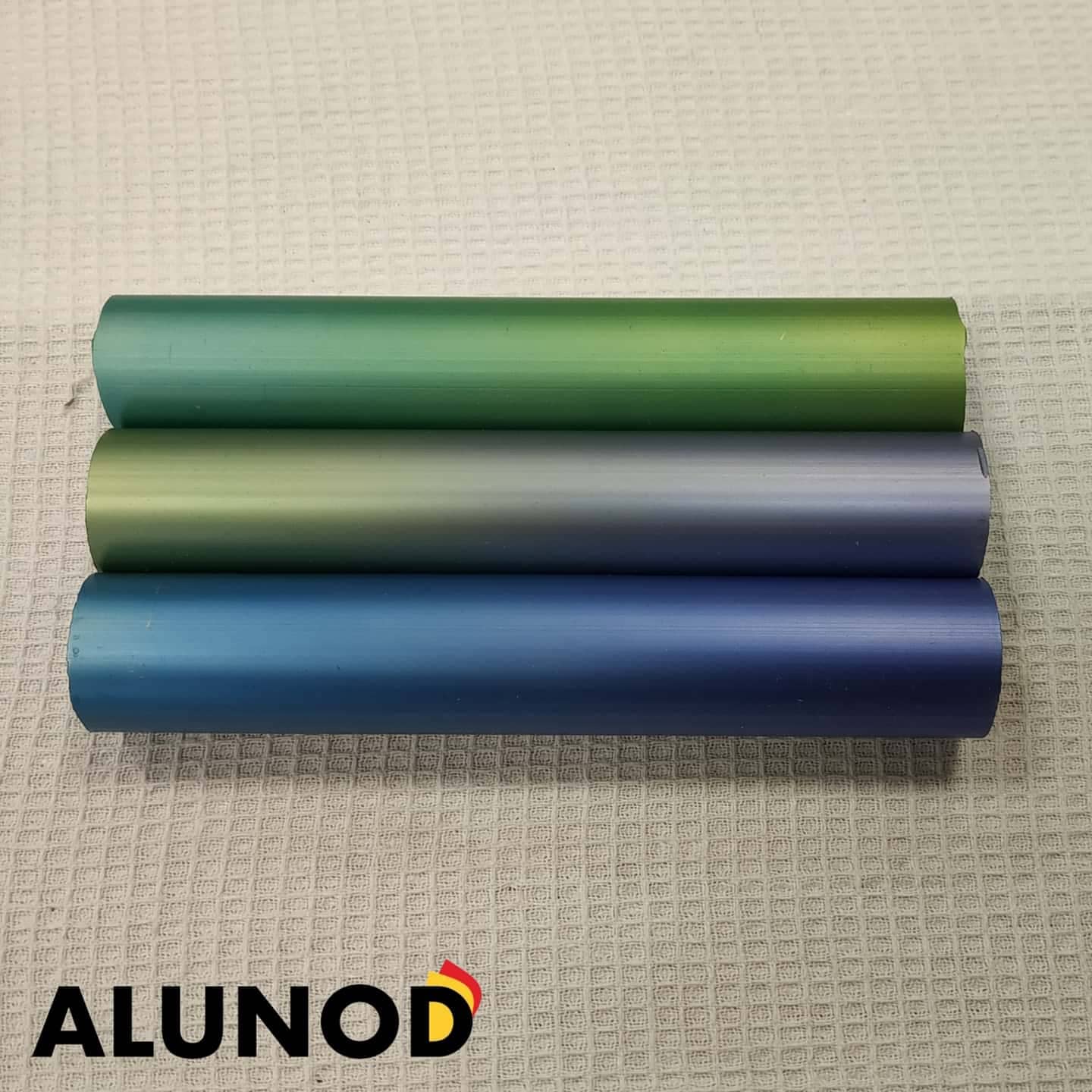 Также есть недостаток – это отсутствие возможности использования органических красителей.
Также есть недостаток – это отсутствие возможности использования органических красителей.
В целом процесс состоит из следующих этапов:
- подготовка и закрепление детали;
- анодирование;
- промывка;
- закрепление слоя посредством обработки.
Технология анодирования
На первом этапе необходимо приготовить алюминиевые ванные. Они могут быть пластиковые, но тогда изнутри ее нужно покрыть алюминиевой фольгой. Должна быть теплоизоляция во избежание нагрева реакционной смеси. Затем необходимо изготовить катод из свинцовых листов. Важно помнить, что площадь полученного катода должна быть в два раза больше, чем площадь поверхности обрабатываемой детали. На фото изображена алюминиевая ванная.
Подготовительный процесс
Прежде чем приступать к анодировке алюминия, необходимо тщательно очистить образец. На нем не должно быть никаких загрязнений. Поверхность обезжиривают и удаляют предыдущий слой металлического оксида, так как его наличие способно помешать равномерному образованию нового покрытия.![]() После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
После удаления всех загрязнений и шлифовки образец окунают в щелочной раствор для того, чтоб на поверхности образовались микропоры, которые увеличили бы плотность поверхности. Эта процедура похожа на травление.
Химическая обработка
В ванную помещают электролит, в качестве которого могут быть растворы как неорганических кислот, например, серной и хромовой, так и органических – щавелевой и сульфосалициловой. Чаще всего используют хромовую кислоту или щавелевую, особенно если необходимо получить окрашенное покрытие. Данные электролиты используются в производственных, хорошо оборудованных помещениях.
В домашних условиях для обеспечения безопасности в качестве электролитов используют содовые растворы.
От состояния электролита напрямую зависит качество анодирования, из-за чего следует внимательно отнестись к его выбору и подготовке.
Закрепление
После процедуры анодного окисления на образце появляются поры различного диаметра, которые необходимо закрыть, чтобы добиться прочности. Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Для этого необходимо или опустить деталь в горячую пресную воду, обработать паром или поместить его в «холодный раствор».
Но если же изделие после анодировки было покрыто краской, то закреплять не нужно, так как краска закроет образовавшиеся поры.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.
Анодирование алюминия и его виды
Помимо вышеперечисленных способов анодирования, применяются и другие виды: твердое, микродуговое и цветное.
В процессе твердого анодного окисления используют смесь нескольких электролитов, например, кислот. Данный процесс часто применяется для изготовления микропленок в промышленности, например, в машиностроении, изготовлении приборов и т.д, где высокая прочность изделия является необходимым требованием.
При микродуговом оксидировании происходит не только окисление поверхности металла, но и ряд других электрических процессов, за счет чего покрытия получаются очень качественные и с высокой способностью к адгезии.
Задача цветного анодирования очень проста – изменить цвет детали. Для этого применяют разнообразные методы:
- Метод адсорбции, во время которого деталь погружается в ванную с электролитом.
- Интегральное окрашивание. Во время этого процесса используется смесь электролита и органических солей.
- Интерференционное окрашивание. В этом методе создается специальный светоотражающий слой, что приводит к большему разнообразию цветовой гаммы.
- Электролитическое окрашивание (черное анодирование). Состоит из двух этапов – получения пленки, а затем ее погружение в кислый солевой раствор. Окраска полученного изделия в этом методе варьируется от черного до бронзового, поэтому такой вид окрашивания используется в различных областях строительства.
Что такое анодирование? Отделка выбора
Анодирование … Лучший выбор
Анодирование — это электрохимический процесс, при котором поверхность металла превращается в
декоративное, прочное, устойчивое к коррозии покрытие на основе анодно-оксида . Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также можно анодировать.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия.Этот оксид алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрируется с лежащей под ним алюминиевой подложкой , поэтому он не может сколоть или отслоиться. Он имеет упорядоченную пористую структуру, которая позволяет выполнять вторичные процессы, такие как окраска и герметизация.
Анодирование осуществляется путем погружения алюминия в ванну с кислотным электролитом и пропускания электрического тока через среду. Катод установлен внутри резервуара для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита, чтобы соединиться с атомами алюминия на поверхности анодируемой детали.Следовательно, анодирование — это вопрос строго контролируемого окисления, усиление естественного явления.
Подробнее об анодировании .
 ..
..Анодированная отделка сделала алюминий одним из наиболее уважаемых и широко используемых материалов сегодня при производстве тысяч потребительских, коммерческих и промышленных товаров.
Анодированный алюминий:
- Защищает спутники от суровых условий космоса.
- Используется в одном из самых высоких зданий в мире — Уиллис-тауэр в Чикаго, штат Иллинойс.
- Обеспечивает привлекательный внешний вид, требующий минимального обслуживания, долговечный, крыши, навесные стены, потолки, полы, эскалаторы, вестибюли и лестницы в небоскребах и коммерческих зданиях по всему миру.
- Произошла революция в производстве компьютерного оборудования, выставочных стендов для выставок, научных инструментов и постоянно расширяющегося ассортимента бытовой техники, потребительских товаров и строительных материалов.
- Считается экологически безопасным, практически не оказывает вредного воздействия на землю, воздух или воду.

Что такое анодирование алюминия? | Медицинский дизайн и аутсорсинг
[Изображение из Florida Anodize System & Technologies]
Нил Патель, вице-президент, Florida Anodize System & Technologies (FAST)Анодирование алюминия — это процесс электрохимической пассивации, при котором поверхностный слой алюминиевой подложки превращается в слой оксида алюминия.Хотя на алюминии можно найти естественный оксидный слой, он часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислотной электролитической ванне приводит к очень равномерному и однородному слою, который имеет повышенную долговечность, а также устойчивость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазки.
Существует множество процессов и стандартов, применимых к анодированию алюминия, наиболее распространенные из которых берут свое начало в оборонной, аэрокосмической и автомобильной промышленности. В США наиболее часто цитируемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: Тип I — анодирование хромовой кислотой, Тип II — анодирование серной кислотой и Тип III — твердое анодирование серной кислотой, с Чаще всего используются типы II и III.
В США наиболее часто цитируемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: Тип I — анодирование хромовой кислотой, Тип II — анодирование серной кислотой и Тип III — твердое анодирование серной кислотой, с Чаще всего используются типы II и III.
Как наносятся анодные покрытия?
Процессы анодирования включают погружение алюминиевого компонента в кислотную электролитическую ванну и затем пропускание электрического заряда через среду.Катод расположен снаружи резервуара, а алюминий служит анодом (отсюда и термин анодирование). Когда ток проходит через ванну, ионы кислорода высвобождаются из кислотного электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрирован в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
На что обращать внимание при анодном покрытии?
Люди часто неверно истолковывают терминологию анодирования, особенно в отношении фразы «твердое покрытие. «Хотя на первый взгляд слово« твердый »может указывать на некоторую форму прочности или износостойкости, в данном случае твердое покрытие более точно относится к толщине анодного слоя. В спецификации, из которой взят этот термин, MIL-A-8625, даже не упоминаются какие-либо характеристики твердости для анодированных материалов типа II или III. Фактически, твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно меняет внешний вид поверхности подложки.
«Хотя на первый взгляд слово« твердый »может указывать на некоторую форму прочности или износостойкости, в данном случае твердое покрытие более точно относится к толщине анодного слоя. В спецификации, из которой взят этот термин, MIL-A-8625, даже не упоминаются какие-либо характеристики твердости для анодированных материалов типа II или III. Фактически, твердость оксида алюминия обоих типов была бы эквивалентной, хотя разница в толщине твердого покрытия существенно меняет внешний вид поверхности подложки.
Это, в свою очередь, позволяет создать идеальное анодное покрытие для медицинских устройств. Как указывалось ранее, наиболее распространенные спецификации анодирования в США исходят от аэрокосмической и оборонной промышленности. Потребности этих отраслей сильно отличаются от потребностей в медицинских и хирургических устройствах. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому анодирование с твердым покрытием было бы целесообразным.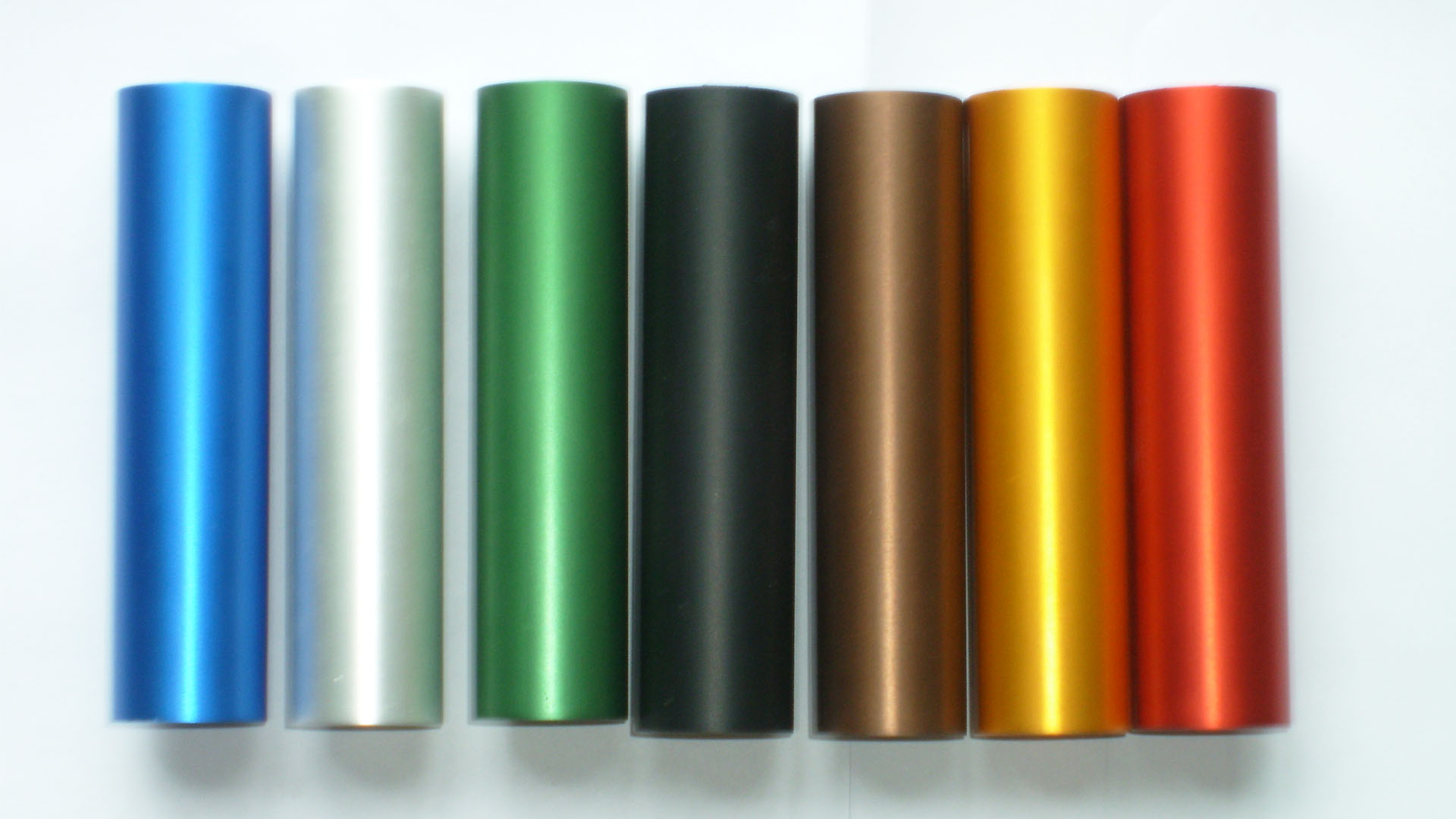 Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая стойкость, которая может потребоваться для систем стерилизации.
Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая стойкость, которая может потребоваться для систем стерилизации.
Итак, в первую очередь, необходимо, чтобы медицинский анодированный материал был достаточно прочным, чтобы выдерживать не менее 50 циклов (а желательно больше) оксида этилена, перекиси водорода или сильнощелочного очистителя. Для этого потребуется не выщелачивающий краситель, который не выцветает, не отслаивается и не пузырится после повторной стерилизации.
Кроме того, помимо соображений толщины или химической устойчивости, хороший медицинский анод должен иметь гладкую и ровную поверхность без локального обесцвечивания, а цвета не должны выглядеть тусклыми или нечеткими (если только это не желаемый внешний вид).Скорее, для облегчения идентификации и учета человеческого фактора в медицинских учреждениях анодные покрытия должны иметь яркую, легко идентифицируемую и блестящую поверхность.
Наконец, поскольку оценка человеческого фактора при проектировании медицинских устройств становится все более строгой, медицинский анод должен быть доступен во множестве цветов, чтобы помочь операторам легко различать типы устройств или поверхности управления. Несмотря на то, что доступны черные или прозрачные покрытия, палитра не вымываемых, устойчивых к стерилизации цветов позволяет производителям медицинских устройств эффективно использовать цвет как средство человеческого фактора.
Таким образом, анодирование медицинского назначения должно быть:
- ровная и ровная поверхность,
- доступен в различных цветах без выщелачивания,
- эстетично,
- устойчив к агрессивным химическим средам стерилизационных систем
На что обращать внимание на поставщика анодирования
Поставщики анодирования расположены почти во всех уголках США. Однако в индустрии медицинского оборудования цена некачественного оборудования исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика анодирования.
При выборе поставщика следует учитывать несколько важных моментов:
- Опыт в медицинской отрасли — большая часть анодирования выполняется для аэрокосмической и оборонной промышленности, поэтому выбор компании по анодированию, не только опытной, но и специализирующейся на медицинских устройствах, может существенно повлиять на конечное качество анодного покрытия. Приемлемые масла для механической обработки, производственные стандарты и т. Д. Зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях промышленности, может привести к загрязнению ванны и образованию несоответствующего материала.
- Соответствие требованиям в медицинской отрасли — когда качество всех компонентов критично, важно, чтобы поставщик понимал нормативные требования в секторе медицинского оборудования и имел отраслевую проверенную систему управления качеством, такую как ISO 13485.
- Подтвержденное и масштабируемое производство — Консистенция и качество готового анодного покрытия должны быть измерены и подтверждены на уровне, приемлемом для масштабируемого производства. При выборе поставщика уместно спросить о проценте прохождения контроля качества компании, особенно потому, что в индустрии медицинского оборудования расходы, связанные с возвратом несоответствующих / несоответствующих материалов, могут быть как финансово значительными, так и нормативными.Прохождение контроля качества 98% или выше обычно является признаком высококачественного анодного процесса медицинского назначения.
Нил Патель — вице-президент компании Florida Anodize System & Technologies (FAST) в Сэнфорде, штат Флорида. Для получения дополнительной информации посетите anodizefast.com или напишите по адресу [email protected].
Мнения, выраженные в этом сообщении в блоге, принадлежат только авторам и не обязательно отражают мнение компании Medical Design and Outsourcing или ее сотрудников.
Все, что вам нужно знать об анодировании алюминия
Если вам нужны металлические прототипы или детали с превосходными механическими свойствами и особенным эстетическим дизайном, анодирование алюминия — отличный вариант.Процесс анодирования формирует слой оксида на металлической детали, эффективно увеличивая коррозионную стойкость, а также улучшая визуальные качества и предохраняя поверхность от царапин.
Анодирование алюминия — чрезвычайно надежный метод последующей обработки. Он не только улучшает свойства и внешний вид детали, но и обеспечивает лучшую адгезию для грунтовок и клеев. В этом методе используются анодные пленки, которые обеспечивают уникальные эстетические эффекты, такие как прозрачные покрытия, отражающие свет, или толстые покрытия, которые могут поглощать штампы.
Несмотря на то, что анодирование алюминия влияет на механические свойства металлических деталей, оно не ухудшает естественный внешний вид материала. Хотя процесс анодирования также может применяться к другим металлам, таким как титан, цинк и магний, алюминий, безусловно, является наиболее широко используемым из связки.
В рамках обширного предложения 3ERP по высококачественной отделке поверхностей вы можете воспользоваться нашей услугой по анодированию алюминия для улучшения функциональности и внешнего вида ваших металлических деталей и прототипов.Чтобы помочь вам принять правильное решение в отношении постобработки, вот все, что вам нужно знать об анодировании алюминия.
Как работает процесс анодирования алюминия
Чтобы должным образом анодировать алюминиевые детали, поверхность должна быть сначала очищена и промыта перед помещением в ванну с электролитическим раствором, в основном серным или серным. хромовая кислота. Это обеспечивает электропроводящее покрытие, содержащее ряд положительных и отрицательных ионов.
Так как же на самом деле работает этот процесс? Итак, когда процесс анодирования начался, положительный электрический заряд проходит через алюминий, а отрицательный заряд — на пластины в электролите. В основном, электрический ток заставляет положительные ионы притягиваться к отрицательно заряженным пластинам, в то время как отрицательные ионы притягиваются к алюминиевой части, которая является положительным анодом.
Отсюда электрохимическая реакция заставляет поры открываться на поверхности алюминия, так что положительные ионы могут улетучиваться.Эти поры, образующие однородный геометрический узор, проникают в основание детали. Комбинация поверхности алюминия и отрицательно заряженных ионов создает барьерный слой, который известен в процессе анодирования алюминия как поверхностный слой, который делает детали устойчивыми к коррозии.
В настоящее время существует четыре различных варианта процесса анодирования алюминия, каждый из которых имеет явные преимущества перед другим :
Анодированный тип I: Это самый основной тип, использующий хромовую кислоту для производства тонких и пластичных анодированный слой на алюминиевой детали.
Анодированный тип II: Вместо хромовой кислоты в типе II используется серная кислота для получения более толстого анодированного слоя на детали, что делает ее более подходящей для окрашивания.
Анодированный тип III: Подобно типу II, в этом методе также используется серная кислота, но образуется более толстый анодированный слой, который также подходит для окрашивания. Это также широко известно как «твердое анодирование».
Химическая пленка / алодин: Этот метод включает покрытие детали алодином для получения результатов, сравнимых с анодированием.
Хотя хромовая кислота широко использовалась производителями при разработке процесса анодирования алюминия в начале 1900-х годов, большинство деталей в настоящее время анодируются серной кислотой (тип II и тип III).
Анодирование алюминиевых деталей также предоставляет множество возможностей для добавления цвета. Процесс окрашивания заключается в впрыскивании пигмента в пустые поры детали. Как только цветной пигмент достигает поверхности, он запечатывается, чтобы сохранить выбранный цвет.Это создает визуальный эффект, который не исчезает и не стирается, сохраняя внешний вид ваших деталей в превосходной форме.
Преимущества анодирования алюминиевых деталейВы можете этого не осознавать, но, вероятно, взаимодействуете с продуктами и деталями, которые анодируются ежедневно. Процесс анодирования алюминия широко используется в самых разных областях, при производстве деталей, которые вы регулярно найдете в самолетах, потребительских товарах, спортивном оборудовании и электронике, и это лишь некоторые из них.
Существует ряд преимуществ, которые вы можете использовать при анодировании алюминиевых деталей как визуально, так и механически. Во-первых, детали из анодированного алюминия исключительно прочные и твердые. Его способность повышать стойкость к истиранию и коррозии делает этот процесс идеальным для деталей, которые будут размещаться в суровых условиях. Он также обеспечивает отличную теплоизоляцию металлических деталей.
Процесс анодирования алюминия продлевает срок службы металлических деталей по сравнению с необработанными.Покрытие намного тоньше, чем краски и порошки, но при этом обеспечивает гораздо более твердую поверхность.
Еще одним преимуществом анодирования алюминиевых деталей является то, что оно обеспечивает экологически чистую отделку, что делает его легко перерабатываемым. И, пожалуй, самое главное, техника постобработки доступна по сравнению с покраской и порошковой окраской.
Следует ли анодировать алюминиевые детали?Теперь, когда вы знаете больше об анодировании алюминия, вы можете решить, подходит ли этот процесс для ваших деталей.Если вам нужны функциональные алюминиевые детали, которые будут подвергаться коррозии или износу, например детали самолетов или потребительские товары, этот метод постобработки удовлетворит ваши потребности. Анодирование алюминия также выглядит привлекательно, особенно потому, что вы можете добавить цвет вашим деталям, сохранив при этом металлический блеск.
Если вы хотите узнать больше о том, как этот метод может помочь улучшить ваши прототипы и детали, свяжитесь с командой экспертов 3ERP, чтобы узнать, как анодирование алюминия может улучшить ваши собственные производственные планы.
Анодирование алюминия | Анодированный алюминий
Анодирование алюминия для металлических деталей
Анодирование алюминия — это управляемый электрохимический процесс, который увеличивает толщину оксидных слоев, которые естественным образом существуют на алюминиевых поверхностях, улучшая коррозионную стойкость.Эти типы оксидных слоев обеспечивают изоляционные свойства и могут быть окрашены в широкий диапазон цветов. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и служат отличным субстратом для декоративной отделки.
Самый распространенный метод анодирования алюминия, известный как тип II, позволяет получить покрытие толщиной до 1 мил, которое не вступает в реакцию, устойчиво к коррозии и легко очищается. Анодированные покрытия также обеспечивают лучшую адгезию для грунтовок и клеев для краски и используются во многих эстетических целях.
Arrow Cryogenics предлагает стандартное ( MIL-A-8625 тип II) анодирование алюминия на нашем современном предприятии в Блейне, штат Миннесота. Мы также обеспечиваем анодирование с твердым покрытием ( MIL-A-8625 Type III). Наши анодированные покрытия могут быть изготовлены по индивидуальному заказу в соответствии со спецификациями по весу покрытия, коррозионной стойкости, адгезии краски и стойкости к истиранию. Кроме того, у нас есть собственные строгие правила в отношении внешнего вида, качества изготовления, проверки, тестирования и многого другого.
Свяжитесь с нами, чтобы узнать больше о наших вариантах анодирования алюминия.
Основы процесса анодирования алюминия
Процесс анодирования алюминия осуществляется путем пропускания электричества постоянного тока через раствор электролита, в который погружена алюминиевая заготовка. Электрический ток вызывает выделение кислорода на поверхности алюминия, создавая наросты оксида алюминия. Получающаяся анодная пленка значительно плотнее, чем при естественном окислении, и однородна по всей поверхности заготовки. Короче говоря, анодирование алюминия обычно выполняется в кислотном растворе.
Короче говоря, анодирование алюминия создает оксидное покрытие, которое защищает и улучшает внешний вид конечного продукта. Анодирование типа II лучше всего подходит для алюминия, но его также можно использовать для цветных металлов, таких как титан или магний.
В чем разница между анодированием типа II и типа III?
Arrow Cryogenics предлагает два различных варианта анодирования алюминия: стандартное анодирование типа II и анодирование алюминия с твердым покрытием типа III. Оба обеспечивают защитный барьер и используются в соответствии с военной спецификацией MIL-A-8625, но есть несколько отличий, которые следует учитывать перед выбором процесса:
- Стандартный анодированный алюминий типа II имеет покрытие толщиной до 1 мил и герметизировано для герметизации красителя и закрытия пор после процесса анодирования для повышения коррозионной стойкости.Это наиболее распространенная форма анодирования алюминия, доступная в окрашенном и неокрашенном вариантах.
- Тип III Анодированный алюминий с твердым покрытием — более толстое и долговечное покрытие толщиной до 2 мил. Он также доступен в неокрашенном и окрашенном вариантах. Для лучшей износостойкости и когда требуется адгезия к неокрашенному компоненту, он обычно не герметизируется.
Герметизация обычно требуется после выполнения процесса анодирования твердым покрытием, поскольку детали липкие из-за процесса.Герметизация деталей после процесса анодирования твердым покрытием закрывает поры, удаляет липкие остатки и предотвращает прилипание нежелательного материала к деталям. Герметизация также требуется для окрашенных деталей, чтобы запечатать цвет в поры алюминия и уменьшить выцветание.
Как анодирование алюминия влияет на размеры?
При анодировании алюминиевых деталей малых размеров важно понимать, что покрытие повлияет на конечные размеры. Как правило, 50% анодированного покрытия проникает через поверхность материала, а 50% покрытия накапливается на поверхности.Изменение окончательных размеров определяется толщиной покрытия. Используя самые современные средства управления, Arrow Cryogenics может контролировать толщину наших покрытий с исключительной точностью. Мы тесно сотрудничаем с нашими клиентами, чтобы обеспечить соблюдение всех допусков.
Преимущества стандартного анодирования алюминия
Алюминиевый адонизатор типа II используется для широкого спектра применений, от компьютеров до авиакосмической промышленности, и имеет ряд преимуществ, в том числе:
- Коррозионная стойкость
- Диэлектрические свойства
- Эстетика
- Лучшее склеивание
- Незагрязняющий (медицинские инструменты и т. Д.))
Анодирование также используется для улучшения внешнего вида готовых алюминиевых деталей. Используя специальные химические вещества во время предварительной обработки анодированного алюминия, мы можем добиться матового покрытия, которое помогает:
- Линии для обработки смеси и экструзии
- Царапины на крышке при производстве
- Уменьшить блики
Анодированный окрашенный и неокрашенный алюминий Цвета
После анодирования детали можно либо оставить неокрашенными (класс 1), либо покрасить в набор цветов (класс 2).Неокрашенный алюминий приобретет сероватый оттенок, аналогичный изображенному ниже.
Arrow Cryogenics может также получить множество цветов путем окрашивания алюминия после его анодирования. После того, как алюминий окрашен, цвет навсегда запечатывается в алюминии, создавая декоративную отделку. Ниже приведены некоторые из доступных цветов для нанесения на анодированный алюминий.
Примечание. Цвета показаны только для справки и могут зависеть от настроек цвета на мониторе вашего компьютера.Другие цвета могут быть доступны по запросу.
Анодирование алюминияArrow Cryogenics соответствует требованиям спецификации MIL-A-8625 для традиционного процесса анодирования алюминия класса 1 (неокрашенный) и класса 2 (окрашенный) с использованием серной кислоты.
Сертификат NADCAP
Arrow Cryogenics сертифицирована Nadcap для химической обработки и соответствует системе качества AC7004 Aerospace для авиационной, космической и оборонной промышленности.В рамках аккредитации Nadcap наши процессы прошли аудит на основе строгих отраслевых рекомендаций и регулярно проверяются на предмет соответствия.Свяжитесь с нами, чтобы узнать больше о нашей сертификации Nadcap или обсудить услуги отделки для вашего аэрокосмического применения.
Contact Arrow Cryogenics для анодирования алюминия типа II
Arrow Cryogenics имеет сертификаты ISO: 9000: 2015 и NADCAP для наших услуг по анодированию алюминия в широком спектре цветов и покрытий.
Сообщите нам, что вы хотите узнать больше об анодировании алюминия.Если вы готовы начать проект, предоставьте нам некоторую информацию о своем приложении, чтобы получить расценки.
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, в котором я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию и так далее. Если вы хотели, чтобы что-то было сделано для личного проекта, просто отложите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное.Так что для моих собственных небольших проектов я провел небольшое исследование, как я могу осуществить это дома, в моем гараже.
Я обнаружил, что информация действительно разрознена. Вот почему я собрал все, что узнал, в эту статью. Это должно быть все, что вам нужно для начала.
В этом посте я расскажу о том, что я узнал о том, как добиться успеха, а также дам несколько советов и уловок, которые помогут вам в этом.
Заявление об ограничении ответственности: У меня есть , которые сделали это профессионально, но делать это дома — совсем другое дело.Ожидайте, что потребуется несколько попыток, прежде чем вы получите правильный процесс.
Что делает анодированный алюминий?
Вероятно, неплохо было бы начать это руководство с того, чтобы понять, в чем заключается процесс. Это поможет вам понять, что происходит и почему это важно, по мере прохождения этапов.
Что делает анодированный алюминий? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более грубую поверхность, что позволяет красителям или краскам прилипать к металлу.Он тверже алюминия, поэтому обеспечивает определенную защиту. Это также придает алюминию коррозионную стойкость. Поскольку это такой тонкий слой, который окисляется, его можно наносить на прецизионные детали с минимальным влиянием на геометрию.
Также обычно применяется для косметики, даже если детали не подлежат окрашиванию или окрашиванию. Анодирование придает алюминию матовый светло-серый цвет. Он также не подвергнется коррозии от таких вещей, как соль на ваших руках, и со временем оставит мутные пятна, похожие на яркий алюминий.
Что вам нужно
Сам процесс анодирования не так уж и сложен, и его не так дорого наладить (я знаю, все относительно).
Это то, что вам нужно для анодирования алюминия:
- Источник питания с подключениями
- Кислота
- Дистиллированная вода
- Катод
- Емкость
- Краситель (нужен только в том случае, если вы хотите сделать его другого цвета)
- Алюминиевая или титановая проволока
- Обезжириватель
- Кислотный нейтрализатор
- Мешалка (опция)
- Защитное снаряжение
- Вентилируемая зона для работы
Многое из этого можно убрать, но некоторые вещи работают лучше, другие.Я рассмотрю несколько вариантов того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Установка для мелкомасштабного анодирования
Если анодирование — это то, что вы хотели бы делать довольно часто и не возражаете потерять немного денег, то это то, что имеет смысл.
Полные комплекты бывает сложно найти в Интернете, иногда их нужно покупать отдельно.
Вот краткий обзор того, что доступно.Если это не то, что вас интересует, просто перейдите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: маршрут «Сделай сам» даст вам очень неоднозначные результаты.
Примечание. Онлайн-цены колеблются, поэтому я мог бы написать эту статью сегодня, а завтра они будут другими. Я изо всех сил старался дать довольно хорошее представление о том, для чего нужны эти штуки, но в этом случае не упираюсь в огонь! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать напряжение около 18 В и выше.
Сила токаважна в зависимости от площади поверхности детали, которую вы хотите анодировать. Однако это немного легче сбалансировать, поскольку вы можете компенсировать это, просто бегая на нем дольше. В любом случае вам, вероятно, понадобится хотя бы один усилитель для небольших декораций и виджетов.
Вы можете найти достойные источники питания в Интернете по цене от 60 до 100 долларов. Плюс в том, что эти источники питания универсальны — вы можете использовать их и для других вещей, например для покрытия.
Это тот, который я бы порекомендовал забрать.Он рассчитан на 30 вольт и 5 ампер, поэтому он подойдет для большинства проектов, площадь которых составляет около одного квадратного фута. В нем также есть несколько красивых зажимов из крокодиловой кожи, которые облегчают жизнь для таких проектов.
Как правило, вам нужно примерно от 0,02 до 0,03 ампер на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, возможно, вам удастся обойтись без автомобильного зарядного устройства большего размера. Преимущество этого в том, что у вас уже может быть такой, который будет работать.Недостатком является то, что у вас нет почти такого же контроля над мощностью, вам будет сложно настроить процесс, чтобы все было правильно. Анодирование может быть непростым делом.
Кислота
Самая распространенная кислота, которую вы встретите в гаражах, — это серная кислота. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Совет от профессионала: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, она также имеет несколько присадок.Для наших целей это прекрасно работает. Обычно вы можете получить его немного дешевле, чем лабораторный. Вот пример того, что будет работать на Amazon.
Это необязательно, но использование действительно сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает, и он дешевый. Вам не нужно много этого.
Краситель
Многие интернет-ресурсы говорят, что просто используйте краситель для ткани, если вы хотите покрасить анодированную деталь.Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно нечеткие — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. Д.
Но если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете получить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто возьмите подходящий краситель для анодирования. Вот пример того, что отлично подойдет. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его купите.
Катод
Технически для этого можно было бы просто использовать кусок алюминия, но свинец работает лучше и служит долго. Я получил наилучшие результаты, используя листовой свинец, так как он имеет такую большую площадь поверхности.
Вы можете просто взять свинцовую огранку в домашнем центре или взять листок на Amazon. По сути, это будет разовая покупка, так как качество свинца на самом деле не ухудшается.
Контейнер
Пластиковые контейнеры отлично работают.Не нужно обдумывать это. Для деталей среднего или большего размера используйте красивое и чистое ведро из полиэтилена высокой плотности на 5 галлонов. Для действительно мелких вещей вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите что-нибудь, что не проводит электричество и может сопротивляться кислоте.
Стеллажи для проволоки
Для фиксации детали можно использовать алюминиевую или титановую проволоку. Я очень предпочитаю использовать титан. Вот почему.
Стеллажи должны надежно проводить электричество.Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она также будет анодирована. Титан — нет. Таким образом, титановый провод можно не только использовать повторно, но и с меньшей вероятностью потерять соединение во время процесса.
В любом случае оба провода будут работать, и они не будут стоить много. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь не о чем переусердствовать, просто что-то, что удалит жир или масло с детали, чтобы сделать ее красивой и чистой. Возможно, в вашем гараже уже есть что-то хорошее. Это будет отлично работать.
Кислотный нейтрализатор
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. В основном это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов.Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный прием.
Используйте воздушный насос аквариума. Если вы не можете «одолжить» одну из аквариума вашего ребенка какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам понадобятся средства защиты глаз, респираторная маска от химикатов и перчатки.
Я видел, как многие люди используют простую респираторную маску, когда делают подобные вещи. Я бы действительно не рекомендовал это, поскольку маски от пыли не задерживают дым, а только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и поможет справиться с испарениями. В комплекте также есть защитные очки на случай, если у вас их еще нет. Кислота в глаза — отстой.
Дело не в том, что пары слишком токсичны, но лучше не вдыхать их.
Вам также понадобятся перчатки. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это сделано не только для защиты рук от кислотных ожогов, но и для предотвращения попадания масла на детали.Если прикоснуться к детали голыми руками, после анодирования останутся постоянные следы пальцев.
Разные предметы домашнего обихода
Есть несколько вещей, которые не являются обязательными, но действительно помогают вам делать хорошую работу.
Шарики для пинг-понга могут плавать над кислотной смесью. Это довольно хорошо устраняет кислотный туман, который вы получите, когда в резервуаре начнут пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на весь срок службы анодирования.
ПодушечкиScotch brite — хороший способ сделать поверхность красивой даже до анодирования. Не требуется, но если вы анодируете обработанные детали, все отметки будут видны. Это просто придает детали более профессиональный вид. Вы можете купить большую их упаковку, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я все время использую этот материал для разных проектов, поэтому у меня всегда есть запас на полке.
Чайник для разогрева краски (если вы хотите раскрасить детали).Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы окунаете деталь, и использование электрического чайника делает этот шаг действительно простым. Вы можете купить дешевый на Amazon. Только не используйте его после приготовления чая.
Обогреватель аквариума позволит вам регулировать температуру в аквариуме. Вы хотите, чтобы он был как можно ближе к 70F. Если вы делаете это в помещении с контролируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую. Вы можете узнать цену на Amazon здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки температуры красок. Не обязательно, но хорошая идея. Вы можете получить его по дешевке в Интернете.
Всего
Скорее всего, у вас в гараже есть немало этих вещей, или вы можете поискать. Но если вам нужно покупать абсолютно все новое, вот разбивка того, чего ожидать, если вы платите за все довольно среднюю цену.
| Источник питания | 80 долларов США | |
| Серная кислота | 40 долларов США | |
| Щелок | 5 долларов США | |
| Краситель | Bucket 5 | 9050 9050 Катод$ 25 |
| Титановая проволока | $ 10 | |
| Обезжириватель | $ 15 | |
| Пищевая сода | $ 2 | |
| $ 25 | ||
| Коробка нитриловых перчаток | $ 10 | |
| Шарики для пинг-понга | $ 10 | |
| Набор подушечек Scotch Brite | ||
| 9050 Танк для чая K50 Нагреватель | $ 15 | |
| Термометр | $ 2 905 05 | |
| Дистиллированная вода (местного производства) | 5 долларов США | |
| GRAND TOTAL | 317 долларов США |
Теперь имейте в виду, это все, если вам нужно купить .Разумное количество этого материала не является обязательным, и вы также можете купить его в меньших количествах, если хотите. Но начиная с нуля, это установка, которая позволит вам сделать действительно качественное анодирование прямо в вашем гараже. Многие парни используют подобные установки для изготовления деталей, которые они продают в Интернете.
После того, как вы все настроите, обслуживание вашей системы станет совсем не дорогим. Вам нужно будет долить кислоту, щелок, краситель, обезжириватель, пищевую соду, перчатки и скотч-брайт, но вы действительно не так много используете.Этого хватит на время. Анодирование — не дорогой процесс, если у вас есть оборудование.
Как анодировать алюминий своими руками
Итак, как только у вас будет все необходимое, вот пошаговые инструкции, как это сделать.
Имейте в виду, что все настройки индивидуальны, и вам нужно будет точно настроить свой процесс, чтобы получить желаемые результаты. Не ждите, что первые несколько раз все получится идеально.
Скотч-Брайт Алюминий
Это даст красивую, ровную поверхность, которая будет хорошо выглядеть после анодирования.Это не обязательно, но серьезно делает деталь более профессионально выглядящей.
Если не использовать скотч-брайт, следы обработки будут хорошо видны. Деталь будет блестящей на участках с более красивой обработкой поверхности и тусклой на участках, где она не идеальна. Просто после анодирования он становится более заметным.
Надень шестеренку
Держите респиратор под рукой. Наденьте защитные очки. Самое главное на этом этапе надеть перчатки !!! Если вы не наденете перчатки, на вашей стороне останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно.
Очистите детали
Достаньте обезжириватель и чистую тряпку. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой.
Протравить детали
Достаньте щелок и смешайте его с дистиллированной водой. Соотношение составляет примерно 3-5 столовых ложек чистого щелока на 1 галлон воды. Убедитесь, что на этом этапе вы надели респиратор и защитные очки, щелок может быть неприятным.
Дайте детали впитаться в течение 3-5 минут, затем смойте дистиллированной водой.
Проверка чистоты
На этом этапе вы можете провести тест воды на детали, чтобы убедиться, что она очищена должным образом.
При правильной очистке вода должна плавно стекать с поверхности детали. Если вы напортачили, вода брызжет на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки.
Этот шаг действительно важен. Анодирование подействует только на действительно чистую деталь.
Совершенно необходимо, чтобы на этом этапе вы не позволяли детали соприкасаться с чем-либо грязным.Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность.
Стеллаж для деталей
Закрепите детали на алюминиевой или титановой проволоке. Имейте в виду, что там, где провод контактировал с деталью, останется неанодированная отметка.
Большинству парней нравится использовать внутреннюю часть отверстия в качестве точки контакта, чтобы ее не было видно. Один из приемов заключается в том, чтобы скрутить конец проволоки и воткнуть ее в отверстие. Пружинность проволоки проделает отверстие в детали, и на анодированной поверхности не останется видимых следов.
Важно одно: вам нужно хорошее соединение. Если соединение ненадежно, процесс гарантированно завершится неудачно. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Какая боль.
Налейте ванну
Поместите контейнер в хорошо проветриваемое место. Анодирование работает лучше всего, когда оно проводится при температуре около 70 F. При необходимости дайте жидкости время для акклиматизации. Анодирование при температуре более 75 градусов не даст очень хороших результатов.
Сначала налейте в емкость дистиллированную воду. Затем добавьте серную кислоту. Соотношение составляет 1 часть кислоты на 3 части воды. Я знаю, что другие сайты говорят, что нужно делать половину или половину. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле.
Всегда добавляйте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы все испортите.
Настройте Gear
Поместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей.Мне нравится, когда им оборачивают внутреннюю часть ведра, чтобы получить красивый, ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет значение или нет, но я этим занимаюсь.
Поместите воздушный насос прямо под то место, где будут находиться детали. Чем больше волнений вокруг деталей, тем лучше.
Поместите нагреватель и термометр в резервуар. Перед тем, как начать, убедитесь, что температура в ванне максимально приближена к температуре 70 ° F.
Подвесьте детали в бак. Обычно я просто кладу кусок плоского стержня на ведро и подвешиваю к нему детали. Убедитесь, что они ничего не трогают!
Если вы решили получить шары для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смесью.
Добавить мощность
Настройте блок питания. Присоедините положительный полюс к проводу на ваших деталях. Присоедините отрицательную сторону к свинцовому катоду.
Подсказка: детали — это ваш анод, свинец — это катод. Анодирование = детали — аноды. Детали всегда положительные.
Как только все будет выглядеть безопасным, пора включить блок питания.Вот где это становится суетливым.
Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампера на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампера на квадратный дюйм даст более мягкую поверхность, но при этом потребуется больше краски. В любом случае, нужно немного поэкспериментировать, чтобы сделать этот вид именно таким, каким вы хотите.
Попробуйте запустить для запуска при напряжении 16 В. На самом деле, есть целый ряд вычислений, которые вы можете проделать, чтобы получить это теоретически совершенное, но это руководство для новичков.Это достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, которые влияют на расчеты, которые действительно сложно добиться с помощью одной из этих домашних настроек.
Итак, вот действительно упрощенный калькулятор, который я придумал, и он хорошо мне подходит, когда я делаю это дома. Имейте в виду, что это , а не , что я использую на работе для профессионального управляемого аэрокосмического анодирования, но, похоже, он неплохо работает для этих более самодельных установок.
Хорошая идея (по крайней мере, хорошая практика) — медленно увеличивать громкость усилителя.Это то, чем мы занимаемся профессионально — довольно часто при запуске партии мы увеличиваем скорость на 5 или 10 минут. Вам не нужно действовать так медленно, но просто не включайте мощность мгновенно — не торопитесь, повернув ручку вверх.
Установите таймер для любого числа, которое вам дал калькулятор, и сделайте перерыв на кофе!
Pro Совет: Если вы анодируете несколько деталей или одну большую деталь, следите за температурой ванны. Он может согреться, если будет усерднее работать. Если вы видите, что температура достигает 75 F или выше, попробуйте сделать что-нибудь, чтобы было прохладнее.
Вы также должны убедиться, что он не опускается ниже 60 F. Вот где этот обогреватель для аквариума действительно пригодится.
Нагреть краситель
Достаньте чайник и разогрейте краситель, проверяя температуру термометром для мяса. Это может быть немного суетливый шаг.
Большинство красок хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например, 120 F. Я бы рекомендовал попробовать первую партию при 140 F, а если вас не устраивают результаты, попробуйте следующую. немного круче.
Подготовьте ванну
Хорошо, на этом этапе мы собираемся установить пару ванн. Я знаю, что другие люди могут подойти к этому шагу по-другому, но это то, что мне подходит.
Установите одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды.
Налейте немного дистиллированной воды в распылитель. Не обязательно, но удобно.
Затем установите один бак со смесью пищевой соды и дистиллированной воды.Это нейтрализует кислоту и повысит вероятность того, что на деталях не останется никаких пятен. Обычно я использую соотношение 3 столовые ложки пищевой соды на литр воды. За этим нет ничего научного, это просто то, чем я занимаюсь. Вам не понадобится тонна этой смеси, достаточно, чтобы покрыть части, чтобы они могли впитаться в течение нескольких минут.
Затем откройте крышку чайника с краской. Вы можете просто окунуть детали напрямую.
Частичное погружение
Выключите питание резервуара для анодирования.Частично приподнимите детали из бака и несколько раз обрызгайте их дистиллированной водой. Я распыляю прямо в резервуар, чтобы не было беспорядка.
Теперь прополощите детали в баке с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты.
Затем поместите детали в емкость для пищевой соды. Слегка взболтайте и оставьте на 5 минут.
Теперь снова промойте детали в дистиллированной воде. Будьте внимательны.
Дважды проверьте температуру красителя и при необходимости отрегулируйте.
Окуните детали в краситель. Размешайте его достаточно энергично, чтобы сбить пузырьки с деталей, но не создавайте большого беспорядка. Этот материал очень сложно чистить.
Вы должны увидеть, как детали сразу начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Дайте деталям впитаться в краситель на 10-15 минут.
Позже вы можете точно настроить это время выдержки в зависимости от желаемой глубины цвета.
Уплотнение
Эта часть действительно проста. После того, как краска впитается в краску, прокипятите детали около 15 минут. Здесь пригодится дополнительный чайник или плита, на которой можно вскипятить кастрюлю с водой.
Это просто сделает краску более жесткой и уменьшит вероятность того, что краска обесцветится или легко оторвется. Даже если вы не красили детали, это хорошая идея.
Готово, процесс завершен!
В целом, мне очень нравится анодировать дома.Вероятно, потребуется немного практики, чтобы получить детали с должным анодированием и без дефектов, но это действительно крутой процесс.
Также очень весело настраивать и настраивать то, как вы это делаете, чтобы вы могли получить именно тот вид, который вам нужен — существует множество переменных, и каждая из них в конечном итоге влияет на внешний вид детали.
Вы пробовали анодировать? Каковы были ваши результаты, и чем ваш процесс отличается от моего? Или есть вопросы? Размещайте их в комментариях!
Связанные вопросы
Что такое твердое анодирование?
Жесткое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре.В результате получается значительно более толстый оксидный слой, часто около 0,002 дюйма. Этот слой чрезвычайно твердый и может значительно повысить износостойкость и коррозионную стойкость алюминия. Требования к этому процессу намного выше, и не все отделочные предприятия имеют такую возможность.
При твердом анодировании следует учитывать то обстоятельство, что из-за большой толщины оксидного слоя это вызовет заметные изменения размеров прецизионных компонентов.
Сколько стоит профессиональное анодирование?
Чтобы получить что-то профессионально анодированное, потребуется минимальная плата, цена за квадратный дюйм площади и, возможно, плата за стеллаж.Конечно, это будет сильно различаться в зависимости от местоположения и объекта, но вы можете ожидать от 75-125 долларов за меньшую партию. Хорошее эмпирическое правило для определения «небольшой партии» — это все, что вы можете носить с собой в коробке. Truckload = наверное не маленькая партия.
Основное руководство по анодированию алюминиевых деталей
При производстве продукции одним из наиболее важных процессов, обеспечивающих долговечность и эстетичность продукции, является процесс анодирования. Этот процесс идеален для нескольких материалов, однако наиболее важным и часто используемым является алюминий.Как новичок в механической обработке, вы, возможно, не знакомы с анодированием, не говоря уже о том, как анодировать алюминий.
Поэтому в этом руководстве мы расскажем вам все, что вам нужно знать об анодировании алюминия. Это будет в форме изучения того, что и как анодировать алюминий, и причин анодирования алюминия.
Что такое анодированный алюминий ?Анодирование — это распространенный метод финишной обработки, используемый при выборе материалов из цветных металлов.Это включает алюминий, титан и магний.
Он включает в себя электрохимический процесс, который преобразует внешнюю поверхность металлических деталей в прочный и устойчивый к коррозии и царапинам слой. Процесс также очень декоративен. При нанесении он предлагает блестящую поверхность различных цветов.
Как работает анодирование алюминия?Прежде чем узнать, как анодировать алюминий, первое, что нужно знать, это как работает анодирование. Анодировать можно практически любую алюминиевую деталь.Независимо от того, была ли она обработана на станке с ЧПУ или изготовлена из листового металла. Процесс, который может показаться сложным из-за протекающих различных электрохимических реакций, довольно прост и экономичен. Поэтому анодирование — популярный выбор во многих отраслях промышленности.
Как анодировать алюминий ?Повторное анодирование может показаться сложным, однако шаги просты. Ниже приведены общие этапы процесса анодирования.
Сначала выполняется очистка алюминиевой детали перед анодированием.Это важно для удаления примесей, которые могут помешать процессу.
Затем материал помещается в ванну с электролитическим раствором и прикладывается постоянный электрический ток. Это создает положительный электрический заряд в алюминии и отрицательный заряд в пластинах электролита раствора. Результирующая электрохимическая реакция создает поры на поверхности алюминиевого компонента, которые позволяют алюминиевой подложке связываться с отрицательно заряженными ионами O 2 в растворе с образованием оксида алюминия.Этот шаг отвечает на вопрос «что означает анодирование».
Следовательно, это приводит к созданию барьерного слоя из анодного оксида на поверхности детали. Этот барьерный слой более прочен и долговечен, чем нижележащий алюминий.
Материалы для процесса анодированияПо своему принципу анодирование доступно только для токопроводящих материалов, таких как металлы. Однако это не означает, что алюминий — единственный вариант. Фактически, анодированные металлы также включают магний и титан.
Другие вопросы, связанные с доступными материалами для процесса анодирования, включают, можно ли анодировать сталь или нержавеющую сталь. Однако это невозможно. Причина в том, что на стали образуется оксид железа (ржавчина). Образующийся оксид железа (ржавчина) не образует на стали плотного, стойкого и устойчивого к коррозии покрытия. Следовательно, его нельзя выгодно анодировать.
Различные типы процесса анодирования алюминияЧтобы знать, как анодировать алюминий, необходимо знать типы алюминия, используемые в процессе анодирования.Существует три обычно используемых типа процесса анодирования, и каждый тип процесса приводит к разному набору функциональных и эстетических свойств.
Тип I — Анодирование хромовой кислотойВ процессе анодирования типа I хромовая кислота используется для создания тонкого покрытия на поверхности металлических деталей (до 0,0001 дюйма).
Хотя тип I является самым тонким анодирующим покрытием, он все же приводит к получению деталей с повышенной коррозионной стойкостью. Однако это также приводит к наименьшему поглощению цвета при окрашивании.
Тип II — Анодирование серной кислотойВ процессе анодирования типа II вместо хромовой кислоты используется серная кислота. Это приводит к немного более толстому поверхностному слою на алюминиевой детали.
Анодированный серной кислотой тип II имеет толщину от 0,0002 до 0,001 дюйма и лучше подходит для окрашивания деталей.
Тип III — анодирование с твердым покрытиемЭто часто называют «твердым анодированием», также используется сернокислотный подход. Однако это приводит к более толстому (> 0.001 дюйм) анодированного слоя по сравнению с типом II.
Анодированные детали с твердым покрытием имеют лучшую стойкость к истиранию и способность к окрашиванию. Однако он может не подходить для деталей с очень жесткими допусками.
Какой тип анодирования выбрать? Какая разница?Принимая во внимание различные области применения алюминиевых деталей, выбор типа процесса анодирования является довольно важным шагом. Вот несколько типов того, как быстро сравнивать типы и использовать их для справки.
- Тип I использует хромовую кислоту для создания тонкого покрытия на поверхности металлических деталей. Он идеален там, где требуется коррозионная стойкость, например, при изготовлении деталей самолетов.
- При анодировании типа II используется серная кислота для создания немного более толстого поверхностного слоя на алюминиевой детали. Его применение — в отделке товаров народного потребления, компонентов самолетов, архитектурных деталей и кухонной посуды.
- Тип III аналогичен типу II, но дает более толстый коррозионно-стойкий слой.Это делает его подходящим для деталей, которые должны выдерживать экстремальные температуры и химическое воздействие. Например, военные используют его для производства прочных металлических деталей.
Не удивительно, если вы не можете решить, какой тип анодирования больше подходит для вашего проекта. Именно здесь мы в RapidDirect можем помочь, поскольку можем легко устранить такие проблемы, предоставив профессиональные рекомендации на основе вашего проекта. Вы можете загрузить свои файлы дизайна и связаться с нами.
Какие бывают варианты цвета анодированного алюминия?Еще одна вещь, на которую следует обратить внимание при анодировании алюминия, — это доступные варианты цвета.Это связано с тем, что одним из наиболее значительных преимуществ анодирования является доступность различных цветов. Стандартные цвета анодирования включают прозрачный, бронзовый, шампанский и черный. В RapidDirect у вас есть доступ к цветным картам с номером Pantone, по которым вы можете выбрать нужный цвет.
Преимущества анодированного алюминияАлюминий — широко используемый материал из-за его полезных свойств. Хотя он не ржавеет, он все же подвержен другим условиям.Например, он может изнашиваться из-за воздействия кислорода. Здесь мы рассмотрим преимущества использования процесса анодирования алюминиевых деталей.
·
Улучшение свойств материалаВо-первых, процесс чистовой обработки значительно улучшает свойства материала на поверхности детали. Это включает повышение устойчивости к коррозии, царапинам и погодным условиям. Кроме того, поскольку процесс является электрохимическим, барьерный слой, созданный с помощью анодирования, становится частью компонента.Это означает, что он не может отслаиваться или отслаиваться, как лакокрасочное покрытие.
·
Улучшенные изоляционные свойстваКроме того, внешний анодированный слой детали обладает изоляционными свойствами. Это означает, что детали могут иметь более низкую электропроводность, чем раньше.
·
Улучшенный эффект поверхностиЕще одна причина, по которой многие клиенты предпочитают анодировать свои алюминиевые изделия, — это эстетика. Анодирование также позволяет нанести цветную отделку на металлические детали, и есть практически бесконечный выбор цветов.Это включает прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. Д.
Возможно, не сложно научиться анодировать алюминиевые детали. Однако несколько советов помогут упростить процесс, особенно если вы новичок. Ниже приведены несколько важных советов, которые вы можете использовать в процессе.
·
Остерегайтесь допусковЕсли вы знаете, что хотите применить процесс анодирования к алюминиевому компоненту, имейте в виду, что этот процесс действительно увеличивает толщину детали.Это потому, что это может (хотя и незначительно) повлиять на допуски деталей.
Если жесткие допуски имеют решающее значение, рассмотрите вариант анодирования типа I или типа II. Вы также можете учесть дополнительный слой на этапе проектирования.
·
Кромки и углыВ процессе анодирования важным советом по дизайну является обеспечение того, чтобы все кромки и углы заготовки имели радиус не менее 0,5 мм. Конструкции деталей также не должны иметь заусенцев.
Причина этих конструктивных соображений заключается в том, что они помогают предотвратить перегрев (и даже возгорание) заготовки из-за высокой концентрации электрического тока.
·
Рассмотрите возможность использования других этапов чистовой обработкиАнодирование — это электрохимический процесс. Следовательно, он не имеет такого же эффекта, как дробеструйная очистка или полировка. Если обработанная алюминиевая деталь сразу подвергается анодированию, вполне вероятно, что на поверхности готовой детали останутся следы станка или царапины.
По этой причине, если вам требуется полностью однородная обработка поверхности, может быть полезно заранее использовать полировку, дробеструйную очистку или другой процесс механической отделки.Анодирование сделает поверхность детали более гладкой, чем раньше.
·
Работа с партиямиЕсли вы окрашиваете алюминиевые детали или изделия, рекомендуется анодировать их небольшими партиями. Это обеспечивает большую однородность цвета, так как может быть трудно точно сопоставить цвет от одной партии к другой. Идеальный сценарий для обеспечения однородности цвета — это сразу анодировать небольшую партию мелких деталей.
Применения для анодирования алюминияАнодирование — это высококачественный и доступный процесс отделки.Поэтому он популярен и используется в нескольких приложениях в самых разных отраслях промышленности. Его использование настолько широко, что вполне вероятно, что вы столкнетесь с анодированной металлической деталью в свое время.
Некоторые отрасли, которые регулярно используют анодирование:
- Аэрокосмическая промышленность.
- Автомобильная промышленность.
- Архитектура.
- Товары народного потребления.
- секторов товаров для дома.
Хотя невозможно перечислить все конкретные области применения анодированного алюминия, вот некоторые из них, с которыми многие люди будут связаны:
- Кухонное оборудование.
- Крышки воздуховодов.
- Светильники.
- Пищевые продукты.
- Фототехника.
- Радиоаппаратура.
- Корпуса для электроники.
Есть много способов узнать, подверглась ли деталь анодированию. Ниже приведены несколько полезных способов, которыми вы можете воспользоваться.
Обычно по матовому покрытию можно сказать, что создает анодирование.
- Используйте простой тест на царапины
Поцарапайте монету по поверхности алюминиевой детали.Если видна царапина, скорее всего, деталь только что отполирована, а не анодирована. Анодированная деталь будет полностью устойчивой к царапинам.
Хороший процесс анодирования приведет к получению однородной поверхности с равномерным распределением цвета. Дефекты анодирования, на которые следует обратить внимание на готовом продукте, включают ожоги от анодирования, вызванные высокой плотностью тока и недостаточным перемешиванием в процессе анодирования.
ЗаключениеЕсли вы новичок, то один из немногих вопросов, связанных с процессом обработки, вам нужно ответить, — это как анодировать алюминий.Процесс анодирования является важным процессом при производстве продукции, и чтобы ответить на этот вопрос, в этой статье обсуждались вопросы о том, что такое анодированный алюминий, как анодировать алюминий, и другие полезные советы.
В RapidDirect анодирование является одним из наших неотъемлемых отделочных решений для металлических деталей, наряду с дробеструйной очисткой, щеткой, полировкой, гальваникой, порошковой окраской и окраской. Наша команда экспертов хорошо разбирается в процессе анодирования и гарантирует нашим клиентам высококачественные алюминиевые детали.Чтобы узнать, является ли анодирование лучшим решением для финишной обработки вашей детали или продукта, или чтобы узнать ценовое предложение, просто свяжитесь с членом команды RapidDirect. Мы к вашим услугам!
FAQ Сколько стоит анодирование? Одна из причин, по которой анодирование является популярным процессом отделки, заключается в его высокой рентабельности. Однако стоимость процесса зависит от нескольких факторов. Сюда входит количество деталей, размер и форма детали, тип анодирования (т. Е. Толщина покрытия) и цвет.
Короче говоря, окраска сложной детали будет стоить дороже, чем анодирование простой детали без окраски. Свяжитесь с нами в RapidDirect, чтобы получить расценки на анодирование для конкретных клиентов.
Процесс анодирования создает барьерный слой на поверхности алюминиевых деталей, соединенных на молекулярном уровне. Это означает, что он не может отслаиваться или отслаиваться, в отличие от лакокрасочного покрытия. Правильно анодированная деталь не должна изнашиваться в течение многих десятилетий.
Точно так же окрашенные анодированные детали, которые должным образом запечатаны, не должны выгорать в течение как минимум пяти лет, а часто и больше.Также следует отметить, что чем толще анодированный слой (тип III — самый толстый), тем меньше будет износ детали.
Как анодируется алюминий? | Kloeckner Metals Corporation
Целью анодирования алюминия является формирование слоя оксида алюминия, который защитит алюминий под ним. Алюминий — это мягкий металл, а анодирование — это электрохимический процесс, который придает металлической поверхности, такой как алюминий, декоративную, прочную и коррозионно-стойкую отделку, согласно Совету по анодированию алюминия (AAC).Слой оксида алюминия имеет гораздо более высокую стойкость к коррозии и истиранию, чем сам алюминий. Анодированный алюминий, помимо других преимуществ, помогает продлить срок службы, долговечность и эстетику продукта.
Анодированный алюминий используется в различных потребительских и коммерческих товарах и оборудовании. Анодированный алюминий можно найти в широком спектре конечных продуктов, таких как:
- Наружные поверхности зданий, такие как витрины, оконные рамы, почтовые ящики и кровельные системы
- Приборы, такие как холодильники, сушилки, кофеварки, плиты, телевизоры, и микроволновое оборудование
- Оборудование для пищевой промышленности (витрины) и индустрии отдыха (тележки для гольфа, лодки и снаряжение для кемпинга / рыбалки) и
- Предметы повседневного пользования, такие как часы, огнетушители, солнечные панели, телефоны, рамы для картин и т. д. ванные принадлежности.
Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также можно анодировать.
Свяжитесь с нашей квалифицированной командой сейчас
Kloeckner Metals — это поставщик алюминия и сервисный центр полного цикла. Kloeckner Metals сочетает в себе национальный охват с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Как анодируется алюминий?
Согласно AAC, анодирование осуществляется путем погружения алюминия в ванну с кислотным электролитом и пропускания электрического тока через среду.Катод установлен внутри резервуара для анодирования, а алюминий действует как анод. Ионы кислорода высвобождаются из электролита и соединяются с атомами алюминия на поверхности анодируемой детали. Процесс сильно контролируемого окисления, анодирования — это усиление естественного явления.
Этап анодирования происходит в резервуаре, который содержит раствор серной кислоты и воды. После завершения анодирования детали можно погрузить в дополнительный резервуар для окраски, чтобы получить глубокий черный тон вместо стандартного прозрачного или серебристого покрытия.
4 типа анодирования
Обычно существует четыре метода анодирования алюминия.
- Анодирование хромовой кислоты (CAA) . Анодирование хромовой кислотой приводит к самому тонкому анодному покрытию из всех типов анодирования. Он имеет серый цвет и меньше впитывает цвет при окрашивании. Поэтому его нельзя использовать для декоративной отделки, но можно покрасить в черный цвет в качестве неотражающего защитного покрытия.
- Анодирование борно-серной кислоты (BSAA) . BSAA является альтернативой хромовой кислоте, в основном из-за проблем, связанных с окружающей средой, безопасностью труда и здоровьем.Адгезия краски равна или выше, чем у хромовой кислоты, и этот процесс более энергоэффективен, чем процессы на основе хрома. Он обычно встречается в деталях, подвергнутых прецизионной обработке, например, в деталях самолетов.
- Анодирование серной кислоты . Это наиболее распространенный метод анодирования алюминия. Он особенно подходит для применений, где требуются твердость и устойчивость к истиранию. Однако там, где детали подвергаются значительным нагрузкам (например, детали самолетов), возможное присутствие остатков коррозионной кислоты нежелательно.
- Твердое анодирование (твердое покрытие) . Анодирование с твердым покрытием намного толще и плотнее, чем серное анодирование. Hardcoat подходит для алюминиевых компонентов, которые нуждаются в защите от экстремального износа, истирания и коррозии. Это также может быть полезно там, где требуется усиленная электрическая изоляция, а также для утилизации изношенных или неправильно обработанных компонентов.
Преимущества анодированного алюминия
Когда требуется высококачественная алюминиевая отделка, анодирование отвечает всем требованиям.Согласно AAC, вот лишь некоторые из преимуществ анодированного алюминия:
- Долговечность и экономическая эффективность . Большинство анодированных продуктов имеют чрезвычайно долгий срок службы. Их долговечность приводит к снижению затрат на техническое обслуживание, увеличению долгосрочной стоимости и значительным экономическим преимуществам.
- Стабильность цвета и эстетика . Наружные анодные покрытия устойчивы к воздействию ультрафиолетовых лучей, не отслаиваются и не отслаиваются и легко воспроизводятся. Анодирование предлагает различные варианты блеска и цвета и сводит к минимуму или устраняет цветовые вариации.В отличие от других видов отделки, анодирование позволяет алюминию сохранять металлический вид.
- Простота обслуживания . Анодированный алюминий невосприимчив к царапинам и износу при изготовлении, обращении, установке и частой очистке и использовании грязи. Мягкая очистка обычно возвращает анодированной поверхности ее первоначальный вид.
- Здоровье и безопасность . Анодирование — это безопасный процесс, не наносящий вреда здоровью человека. Поскольку процесс анодирования является усилением процесса оксида природного происхождения, он неопасен и не дает вредных или опасных побочных продуктов.
Какие цвета доступны в анодированном алюминии?
Пористая природа оксида алюминия позволяет ему хорошо впитывать красители, а последующая герметизация помогает предотвратить потерю цвета при эксплуатации. Некоторые из цветов, которые могут быть применены к анодированному алюминию, включают черный, красный, синий, зеленый, городской серый, коричневый койот и золото. Детали можно обработать перед анодированием для получения матовой (неотражающей) поверхности.
Таблица цветов анодированного алюминия
Поставщики услуг для алюминия смогут предоставить вам полную таблицу цветов анодированного алюминия, но, как правило, вы найдете полный спектр анодированных цветов.
Какие типы алюминия можно анодировать?
Следующие сплавы алюминиевой пластины, алюминиевой трубы, алюминиевого листа и алюминиевого стержня относятся к числу тех, которые подходят для процесса анодирования:
5XXX Серия
Легирующим компонентом этой серии является марганец. После анодирования сплавы серии 5ХХХ, такие как 5052, имеют прочный и прозрачный оксидный слой. Обычные продукты этой серии включают в себя архитектурные, сварочные и осветительные приборы.
Серия 6XXX
Легирующие компоненты серии 6XXX — это магний и кремний.Эти сплавы являются отличными кандидатами для анодирования. Оксидный слой, который следует за процессом анодирования, является прозрачным и обеспечивает отличную защиту. Поскольку сплавы серии 6XXX, включая 6061 (стержень), 6061 (труба), 6061 (пластина), 6063 (стержень) и 6063 (труба), обладают отличными механическими свойствами и легко анодируются, они часто используются для архитектурных и конструкционных работ. Приложения.
7XXX Серия
Эта серия легированного алюминия использует цинк в качестве основного легирующего элемента.Очень хорошо поддается анодированию. Последующий оксидный слой прозрачный и обеспечивает отличную защиту. Он обычно используется в автомобильной промышленности.
Анодированный алюминий — это узкоспециализированный продукт с множеством индивидуальных характеристик.