Прямой проходной резец – особенности конструкции и применения + Видео
Проходной прямой резец – востребованный инструмент для обработки металлов и иных твердых материалов. Обычно его применяют на токарных станках, намного реже на долбежных и строгальных.
1 Отогнутые и прямые резцы – чем отличаются?
Проходной металлообрабатывающий резец (ПР) – распространенный и простой в производстве инструмент. С его помощью выполняется обтачивание в продольном направлении цилиндрических и конических наружных поверхностей. Рассматриваемые нами токарные приспособления идеальны для обработки больших по длине изделий. ПР делят на:
- отогнутые;
- прямые.
Проходной отогнутый инструмент имеет более широкие технологические возможности. Его головка обтачивает те участки обрабатываемого изделия, которые максимально приближены к патронным кулачкам токарного станка. Важный момент. Инструмент с отогнутой головкой применяется и для продольного обтачивания, и для поперечного. Еще один нюанс. Головка режущего приспособления может быть отогнута в левую либо правую сторону.
Еще один нюанс. Головка режущего приспособления может быть отогнута в левую либо правую сторону.
Прямые резцы характеризуются обычной формой державки.
Их головка не имеет сгибов. Поэтому в изготовлении такой инструмент является недорогим. Поперечную обработку им не выполняют. Если обтачивание ведут к задней бабке токарного агрегата от передней, необходимо использовать левые ПР. Если же суппорт станка перемещается по стандартной траектории, применяются правые резцы.
Существует несколько разновидностей резцов
Все ПР подразделяют на черновые и чистовые. Первые из указанных предназначены для грубого обтачивания (обдирки) деталей на станках. Чистовой инструмент используется для финишной обработки. Он позволяет получать более гладкую поверхность с заданным показателем шероховатости (вплоть до 7 уровня).
2 Госстандарты на инструмент – важные особенности
Любой токарный металлорежущий проходной резец производится строго по положениям конкретного ГОСТ. Материалом для изготовления рассматриваемых инструментов является быстрорежущая сталь. Многие резцы оснащаются специальными напайками. Их делают из твердых сплавов. Проходной инструмент выпускается по следующим ГОСТам:
Материалом для изготовления рассматриваемых инструментов является быстрорежущая сталь. Многие резцы оснащаются специальными напайками. Их делают из твердых сплавов. Проходной инструмент выпускается по следующим ГОСТам:
- 18869-73 – прямые резцы из быстрорежущих сплавов.
- 18868-73 и 18877-73 – отогнутые, оснащенные режущими элементами из быстрорежущих и твердых сплавов.
- 18878-73 – прямые с твердосплавными пластинами.
- 26611-85 – проходные разных типов со сменными пластинами, которые крепятся на инструмент по схеме верхнего прихвата.
- 29132-91 – инструмент с многогранными, заменяемыми после полной выработки, пластинами.
- 28980-91 – приспособления из сверхтвердых сплавов.
Самыми используемыми являются ПР по ГОСТ 18868, 18869,18877, 18878. Инструмент с многогранными режущими элементами применяется реже. Особенность таких резцов состоит в том, что их режущие части эксплуатируются без переточек в течение строго определенного периода времени.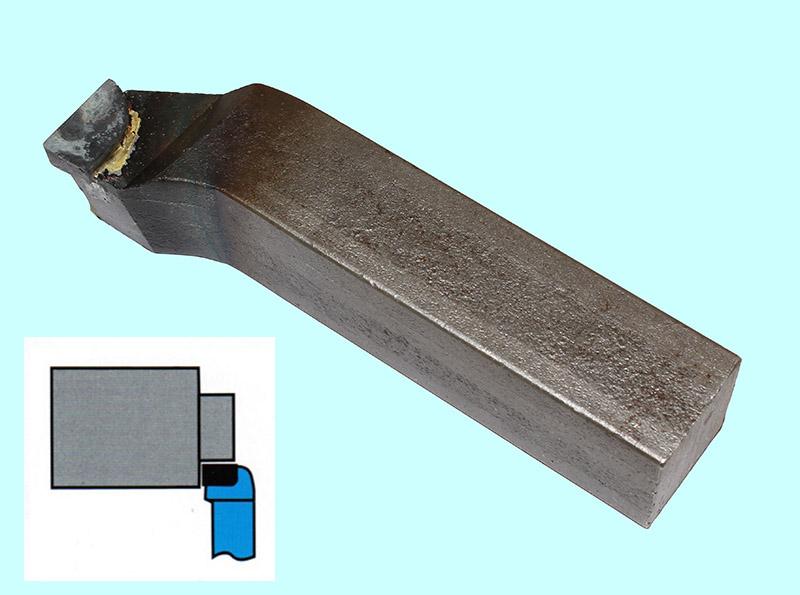
Самыми используемыми являются резцы по ГОСТ 18868, 18869,18877, 18878
Пластинки из твердых материалов на ПР фиксируются при помощи винта и клина. Эти элементы позволяют заклинивать многогранные приспособления между инструментом (его тыльной стороной) и дополнительным штифтом. Режущие пластины оснащаются упрочняющей фаской и особой выкружкой. Форма подобных резцов может быть 3–6-гранной.

3 Заточка резцов – проверенные временем методики
ПР всех типов, за исключением инструмента с многогранными пластинками, нуждается в периодической заточке. Она выполняется тогда, когда резец используется длительное время. Конкретные сроки заточки определяются технологическими картами, утверждаемыми на предприятиях металлообработки. Эффективность переточки достигается за счет применения правильной технологии и грамотного выбора абразива. Здесь главное это подобрать более твердый по сравнению с резцом заточной инструмент. Чаще всего для заточки ПР используют зерна твердых минералов. Их посредством особой связки скрепляют в специальные шлифкруги. Структура последних бывает различной и зависит от:
- количества пор в общей массе заточного приспособления;
- вида используемой связки;
- взаимного расположения и процентного соотношения зерен.
Шлифовальные круги имеют разнообразную структуру.
Все резцы нуждаются в периодической заточке
Переточка ПР осуществляется на заточных установках разных типов. При этом принципы выполнения операции на любых агрегатах одинаковы. Заточку всегда начинают с задних частей резцов, а потом выполняют обработку передних поверхностей. Обратите внимание! Лицевые участки нужно затачивать в два этапа. Сначала идет подготовительная переточка. Она выполняется под определенным углом крепления пластинки по всей поверхности резца. Только после этого приступают к финальной заточке фаски. Эта процедура ведется по передней грани на строго ограниченных ее участках.
Заточка позволяет получать передние поверхности режущего инструмента требуемой конфигурации. Криволинейная переточка производится тогда, когда необходимо упростить отвод металлической стружки от ПР. Она всегда выполняется вдоль режущей основной кромки по заданному радиусу. Чтобы упростить отвод стружки от токарного инструмента, на его лицевой части также вытачиваются специальные радиусные канавки. Обязательной является финишная переточка вершины режущего приспособления. В большинстве случаев она производится по радиусу.
Криволинейная переточка производится тогда, когда необходимо упростить отвод металлической стружки от ПР. Она всегда выполняется вдоль режущей основной кромки по заданному радиусу. Чтобы упростить отвод стружки от токарного инструмента, на его лицевой части также вытачиваются специальные радиусные канавки. Обязательной является финишная переточка вершины режущего приспособления. В большинстве случаев она производится по радиусу.
Прямой проходной резец — применение, особенности и ГОСТы
Проходной прямой резец – это инструмент оснастки токарного станка, используемого для обтачивания деталей в продольном направлении. Данный тип резцов широко используется в современной металлообработке и является обязательным элементом в комплекте оснастки токарного оборудования различного типа.
Сфера применения и особенности
Прямые проходные резцы применяются для обработки наружной части заготовки цилиндрической или конической формы. Так же, наряду с отогнутыми резцами, они используются для снятия фасок.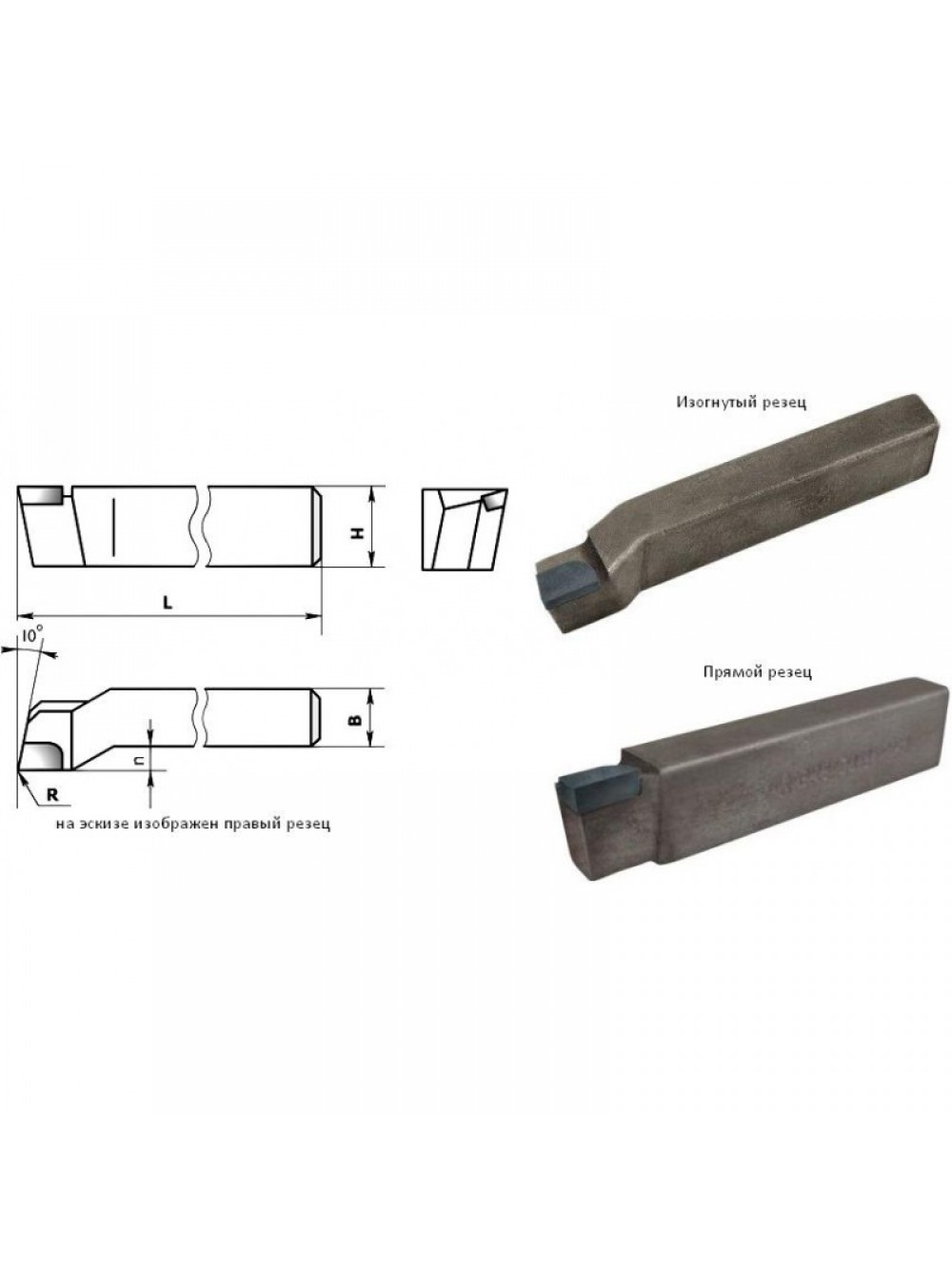
Данный тип резцов используется только для продольной обработки, для поперечной следует выбрать инструмент с отогнутой головкой или другие виды оснастки. При направлении обтачивания от передней бабки станка к задней (слева направо) используется левосторонний инструмент. При противоположном направлении обработки применяется правый резец, наиболее распространенный вариант оснастки. В зависимости от точности обработки прямые резцы подразделяются на черновые (для обдирки) и чистовые, для финишной обточки вплоть до 7 уровня точности. Державки прямых проходных резцов выполняются в двух основных типоразмерах. Это основная прямоугольная размером 15х1 мм и применяемая для специальных работ квадратная 25х25 мм.
Особенности заточки
Прямым проходным резцам требуется периодическая заточка в соответствии с технологическими картами действующими на предприятии. Правильная заточка позволяет значительно увеличить срок службы резца, но необходимо правильно подобрать технологию и абразивный инструмент для проведения работ. Чаще всего для прямых резцов используется абразив с твердыми зернами. Для твердосплавных резцов используется алмазный заточной инструмент.
Правильная заточка позволяет значительно увеличить срок службы резца, но необходимо правильно подобрать технологию и абразивный инструмент для проведения работ. Чаще всего для прямых резцов используется абразив с твердыми зернами. Для твердосплавных резцов используется алмазный заточной инструмент.
Для переточки проходных прямых резцов применяются различные типы заточных станков. Но не зависимо от вида оборудования необходимо следовать единому принципу:
- Обработка начинается с задней части инструмента.
- После заточки задних поверхностей производится обработка передних.
- Лицевые участки обрабатываются в два этапа – подготовительная и финальная переточка.
- При подготовительной переточке производится обточка крепления пластинки по всей поверхности.
- Финальная заточка фаски производится по передней грани, на ограниченных участках.
Действующие ГОСТы
Основным материалом резцов является быстрорежущая сталь, часто применяются специальные напайки из твердой стали. Для проходного инструмента действуют следующие стандарты:
Для проходного инструмента действуют следующие стандарты:
- ГОСТ 18869 – действует на прямые резцы из быстрорежущих сплавов.
- ГОСТ 18878 – прямые резцы с твердосплавными пластинами.
- ГОСТ 26611 – проходные резцы со сменными режущими частями.
- ГОСТ 28980 – резцы из сверхтвердых сплавов.
Действуют и другие стандарты на различные типы проходных резцов.
Проходные токарные резцы, типы и анимация обработки
Всем привет! Сейчас мы рассмотрим универсальные проходные токарные резцы, а также современные их аналоги.
Также разберёмся как можно получить 3D модель проходного токарного резца в SolidWorks, которые используются на станках с ЧПУ. И посмотрим видео анимацию обработки данного резца.
Универсальны проходные токарные резцыУниверсальные проходные токарные резцы бывают левые и правые, левые проводят обработку слева направо, а правые наоборот справа налево. Наиболее распространены правые резцы.
Наиболее распространены правые резцы.
Также проходные резцы разделяться на следующие виды:
1.Проходные прямые резцы, данные резцы не имеют широкого применения и используются в основном для обработки внешних цилиндрических поверхностей.
Проходной прямой резец2. Проходные отогнутые резцы, у таких резцов рабочая часть отогнута в правую или левую сторону. Используются данные резцы для обработки торца заготовки и для снятия фасок.
Проходной отогнутый резец3. Проходной упорный отогнутый резец, обычно называется просто проходной упорный. Данный вид токарного резца наиболее распространен в работе, так как позволяет снимать наибольший припуск за один проход. Ведёт обработку вдоль оси вращения.
Проходной упорный отогнутый резец4. Подрезной отогнутый резец, главное отличие данного резца от проходного упорного отогнутого резца в том, что дынный резец ведет обработку перпендикулярно к оси вращения, а также формой режущей пластины. У проходного отогнутого резца она треугольная.
У проходного отогнутого резца она треугольная.
Современные проходные токарные резцы тоже бывают различных форм и размеров и в основном состоят из державки и сменной пластины из твёрдого сплава, которая крепить винтом к державке.
Конструкция современного проходного резцаТак как данные резцы в основном устанавливаются на станки с ЧПУ они могут обрабатывать довольно различную геометрию и не нужно для обработки цилиндрической поверхности и подрезки торца использовать два различных резца.
Обычно при обработке используют два проходных резца со сменной пластиной. Один черновой другой чистовой.
Резец со сменной пластиной для черновой обработки на картинке ниже.
Резец со сменной пластиной для черновой обработкиИ резец для чистовой обработки.
Резец со сменной пластиной для чистовой обработкиКак видно резец для чистовой обработки более острый, что позволяет
достичь лучшей шероховатости поверхности.
Но не будем углубляться в технологию обработки деталей, лучше разберёмся как получить 3д модели проходных резцов в SolidWorks.
Где взять 3D модель резцов для SolidWorks3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись уроками с этой страницы. Размеры можно взять с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки доступно скачивания данной державки.
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromantСкачиваем ее и открываем в SolidWorks.
Проходной резец для станков с ЧПУ в SolidWorks.Я рекомендую для дальнейшей работы пересохранить скаченные файлы в формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorksКак видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
Видео анимация обработки токарных резцовНа видео показано какие поверхности доступны для обработки для данных резцов, также в работе видно левый и правый резец.
Виды токарных резцов. Видео анимация токарной обработки.
Если кому нужно модели данных резцов можно скачать по данной ссылке:
Скачать модели проходных резцов для SolidWorks
На этом все! Надеюсь это был полезный для вас материал! Ознакомится с основными типами токарных резцов можно на этой странице: Основные виды токарных резцов
За репост данной статьи в социальные сети буду очень признателен!
До встречи в следующей статье про токарные резцы!
Токарные проходные отогнутые резцы (правые и левые) с пластинами из твёрдого сплава ГОСТ 18868-73
Применяются для обтачивания, подрезки торцев и точения фасок. | |||||
| H | B | L | m | a | r |
| 16 | 10 | 100 | 8 | 8 | 0,5 |
| 16 | 12 | 100 | 7 | 10 | 1 |
| 20 | 12 | 120 | 7 | 10 | 1 |
| 20 | 16 | 120 | 8 | 14 | 1 |
| 25 | 16 | 140 | 8 | 14 | 1 |
| 25 | 20 | 140 | 10 | 18 | 1,5 |
| 32 | 20 | 170 | 10 | 18 | 1,5 |
| 40 | 25 | 200 | 12 | 25 | 2 |
| 50 | 32 | 240 | 14 | 25 | 2 |
Пример условного обозначения резца с углом в плане 45°, сечением 16х25 мм, длиной 140 мм, с пластиной из твёрдого сплава Т15К6:
правого: Резец проходной отогнутый-Т15К6 — 16х25х140 ГОСТ 18868-73
левого: Резец проходной отогнутый Л-Т15К6 — 16х25х140 ГОСТ 18868-73
Токарные сборные контурные резцы с механическим креплением клнн-прнхватом трехгранных пластин из твердого сплава
Применяется для наружного продольного точения валов, подрезания торцев,
точения уступов. | |||||
| h | b | h0 | f | L | Р |
| 16 | 16 | 16 | 20 | 100 | 30 |
| 20 | 16 | 20 | 20 | 125 | 30 |
| 20 | 20 | 20 | 25 | 125 | 30 |
| 25 | 20 | 25 | 25 | 150 | 30 |
| 25 | 25 | 25 | 32 | 150 | 30 |
| 32 | 25 | 32 | 32 | 170 | 30; 36 |
| 32 | 32 | 32 | 40 | 170 | 36; 40 |
| 40 | 32 | 40 | 40 | 200 | 36 |
| 40 | 40 | 40 | 50 | 200 | 40 |
| 50 | 40 | 50 | 50 | 250 | 40 |
Токарные проходные резцы (правые и левые) с механическим креплением пластин из твёрдого сплава
С трёхгранными пластинами
| h | b | h0 | L | f | P |
| 16 | 16 | 16 | 120 | 20 | 25 |
| 20 | 16 | 20 | 120 | 20 | 25 |
| 20 | 20 | 20 | 120 | 25 | 32 |
| 25 | 20 | 25 | 140 | 25 | 32 |
| 25 | 25 | 25 | 140 | 32 | 32; 36 |
| 32 | 25 | 32 | 170 | 32 | 32 |
| 32 | 32 | 32 | 170 | 40 | 36 |
| 40 | 32 | 40 | 200 | 40 | 45; 36 |
| 40 | 40 | 40 | 200 | 50 | 45 |
| 50 | 40 | 50 | 250 | 50 | 45 |
С четырёхгранными пластинами
Применяются для обтачивания, подрезки торцев и точения фасок. | |||||
| h | b | h0 | L | f | P |
| 16 | 16 | 16 | 100 | 20 | 25 |
| 20 | 16 | 20 | 125 | 20 | 25 |
| 20 | 20 | 20 | 125 | 25 | 32 |
| 25 | 20 | 25 | 150 | 25 | 32 |
| 25 | 25 | 25 | 150 | 32 | 36 |
| 32 | 25 | 32 | 170 | 32 | 36 |
| 32 | 32 | 32 | 170 | 40 | 36; 45 |
| 40 | 32 | 40 | 200 | 40 | 45 |
| 40 | 40 | 40 | 200 | 50 | 45; 50 |
| 50 | 40 | 50 | 250 | 50 | 50 |
С пятигранными пластинами
| h | b | L | f | Диаметр описанной окружности, мм | |
| 20 | 20 | 120 | 20 | 18 | |
| 25 | 20 | 140 | 20 | 18 | |
| 32 | 25 | 170 | 25 | 22 | |
| 40 | 32 | 200 | 32 | 26 |
С шестигранными пластинами
| h | b | L | f | P | |
| 20 | 20 | 120 | 20 | 25 | |
| 25 | 20 | 140 | 20 | 25 | |
| 25 | 25 | 140; 150 | 25; 32 | 32 | |
| 32 | 25 | 170 | 32 | 32 | |
| 40 | 32 | 200 | 40 | 36; 38 | |
| 40 | 40 | 200 | 50 | 38 | |
| 50 | 40 | 250 | 50 | 38 |
Токарные сборные проходные резцы с механическим креплением многогранных пластин из твердого сплава качающимся штифтом («упорные резцы»)
| h | b | L | f | Р | l | |||
| при j°, равном | ||||||||
| 95*2 | 90*3 | 95 | 90 | 95 | 90 | |||
| 16 | 16 | 100 | — | 20 | — | 32 | — | 16 |
| 20 | 16 | 125 | 25 | 25 | — | 32 | — | 16 |
| 20 | 20 | 125 | 25 | 25 | 36 | 32 | 12 | 16 |
| 25 | 20 | 125 | 25 | 25 | 36 | 32 | 12 | 16 |
| 25 | 25 | 150 | 32 | 32 | 36; 45 | 32; 36 | 12; 16 | 16; 22 |
| 32 | 25 | 170 | 32 | 32 | 36; 45 | 32; 36 | 12; 16 | 16; 22 |
| 32 | 32 | 170 | 40 | 40 | 45 | 36 | 19 | 22 |
| 40 | 32 | 200 | 40 | 40 | 45 | 36 | 19 | 22 |
| 40 | 40 | 200 | 50 | 50 | 45 | 36; 40 | 19 | 22; 27 |
| 50 | 40 | 250 | 50 | 50 | 45 | 36; 40 | 19 | 22; 27 |
Примечания:
*1 Четырехгранные пластины.
*2 Ромбические пластины.
*3 Трехгранные пластины.
ГОСТ 18877 73 и геометрия, классификация и режимы
Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений, таких как цилиндрические валки и прочие элементы конической формы.
За счёт универсальных возможностей эксплуатации, такие резцы получили наибольшую популярность чем подобные инструменты прямого типа. С помощью проходных отогнутых резцов выполняют такие работы как:
- черновая и чистовая обработка наружных и внутренних плоскостей деталей;
- торцевание заготовок конического и цилиндрического типа;
- снятие фасок под определённым градусом;
- нарезка резьбы;
- устранение лишних элементов конструкции.


Характеристики по геометрии ГОСТ 18877 73
Основной составляющей частью резца является его головка, располагающаяся на вершине стержня инструмента, и фиксируется в резцедержателе. Головка резца имеет одну переднюю кромку и две задние (основная и вспомогательная). Передняя кромка позволяет обеспечить более качественный сход стружки с поверхности обрабатываемого изделия.
Основная работа инструмента осуществляется при помощи особой вершины в резце, которая образовывается в месте пересечения основной, вспомогательной и передней кромок. В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
Плюсы и минусы
Достаточно сложно определить плюсы и минусы такого изделия. Прежде всего, несомненным плюсом будет являться его универсальность в работе. Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Минусом же такого инструмента является его расходность. Токарные резцы – это прежде всего расходные материалы и при эксплуатации они часто ломаются, стачиваются и приходят в негодность. Поэтому прежде, чем выполнять какие-либо токарные мероприятия следует запастись инструментами впрок.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
Как правило, их используют на финальном этапе изготовления небольших деталей.
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Чертежи
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.
В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Где заказать и купить
В мире не так много компаний, осуществляющих производство токарных проходных отогнутых резцов. Среди таких компаний можно выделить украинские компании ЧИЗ и Укрметиз, китайский Intertool, отечественную фирму ООО «Мелитополь инструмент», и шведскую Seco.
Среди таких компаний можно выделить украинские компании ЧИЗ и Укрметиз, китайский Intertool, отечественную фирму ООО «Мелитополь инструмент», и шведскую Seco.
На сегодняшний день купить токарные резцы можно как в обычных строительных магазинах вашего города или же заказать в любом интернет-магазине строительных инструментов, среди которых магазин 220 Вольт и магазин Ринком.
Описание токарных проходных резцов, особенности строения, маркировка и классификация
Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
При помощи своей общей формы они способны обрабатывать детали даже в особых сложнодоступных местах. Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Работа таким типом устройства происходит как при продольной, так и при поперечной подаче. Им можно производить обточку поверхности, снимать фаски и подрезать основные торцы, то есть все главные операции, которые помогут пригодиться в такой работе. Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Советы по выбору
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
Выбор токарного резца
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
-
Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
-
Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
-
Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
-
Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
-
Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Прямые проходные
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
-
Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
-
Далее работают с тыльной частью рабочей головки.
-
Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
-
Используя круг с абразивным напылением
-
Покрывая затачиваемую поверхность химическими средствами.
-
Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
-
Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
-
Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
-
Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
-
Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
-
Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
-
При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
-
Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
-
Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
-
Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
-
Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
Статья составлена на основе информации: https://metalloy.ru/obrabotka/rezka/vidy-tokarnyh-reztsov
Режущие инструменты и оснастка
Режущие инструменты и оснастка В наличии Твердосплавные пластины TCMT для стали, уп. из 10 (T10375) 127,95 долл. США В наличии Твердосплавные пластины TNMG для чугуна, уп. из 10 (H8331) 104 доллара.95 В наличии 4-дюймовые высокоточные фрезерные тиски с двойным зажимом (T10065) $ 925,00 В наличии Инструмент для профилирования — хвостовик 9,5, 102 мм, 9 градусов, правый (T10372) 46 долларов.95 В наличии 5/8 «Держатель концевой фрезы MT # 3, резьба тягового бруса M12 x 1,75 (T25695) 21,95 долл. США В наличии Рабочий центр с чашей для токарного станка по дереву — MT1 (h4403) 12,95 долл. США В наличии Шаровые концевые фрезы для алюминия — диаметр 7/16 дюйма., Флейта 2-3 / 4 «(G9669) 10,50 долл. США В наличии Концевые фрезы с покрытием TiN с двумя канавками — диаметр 7/8 дюйма (G9695) 23,95 долл. США В наличии Концевая фреза с 3 зубьями с твердосплавными напайками — диаметр 3/4 дюйма.(G9331) 48,95 долл. США В наличии Твердосплавные пластины CCMT для T10240, уп. из 10 (T10241) 92,95 $ В наличии 3/16 «Держатель концевой фрезы MT # 3, резьба тягового бруса M12 x 1.75 (T25692) 18,95 долл. США В наличии Фреза 4 «(T10388) 245,00 долл. США В наличии Пружинная цанга 1/4 «ER25 (T30615) 9 долларов.50 В наличии 39-Шт. Метрические метчики и штампы из быстрорежущей стали (G9769) 180,95 долл. США В наличии Прецизионный живой центр с длинным носом — MT3 (H7963) 101,95 долл. США В наличии Держатель токарного инструмента — 16 мм кв., Левый (H8291) 70,95 долл. США В наличии 8-дюймовый 4-кулачковый спиральный патрон с гладкой обратной стороной (G9836) 280,00 долл. США В наличии Комплект патронов для токарного станка по дереву 4,25 дюйма (T10810) 295 долларов.00 В наличии Держатель инструмента для нарезания наружной резьбы — 20 мм, правый (H8312) 54,95 долл. США В наличии Токарный патрон MCGNR 1 x 6 дюймов, 0 град. Угол резания, правый (T10858) 52 доллара.25 В наличии Стопор цанги 5-C (H6497) 9,95 долл. США В наличии Держатель концевой фрезы NT40 — 1-1 / 4 дюйма (T25717) 67,95 долл. США В наличии Токарный патрон STGCR 5/8 «x 4», 1 град.Угол резания, правый (T10856) 31,50 долл. США В наличии Твердосплавная пластина MTTL для H8314, 10 уп. (T27355) 245,00 долл. США В наличии Твердосплавные пластины CCGT для алюминия, уп.из 10 (T24917) 97,95 долл. СШАразличных типов токарных режущих инструментов для токарной обработки, расточки, торцевания, снятия фасок и других операций
1. Токарный инструмент
Токарные инструменты предназначены для удаления материалов из заготовки, черновой токарный инструмент используется для удаления максимального количества материала, а финишный токарный инструмент служит для хорошего качества поверхности, просто удалите небольшое количество, чтобы сделать деталь более точной. .
2. Расточная оправка
Расточная оправка необходима, когда вы хотите увеличить существующее отверстие, расточная оправка может легко просверлить отверстие, которое уже просверлено, и увеличить его диаметр. Он может быстро увеличить отверстие и обработать его до нужного размера, чтобы он соответствовал другим компонентам.
3. Инструмент для снятия фаски
Фаска — это переходная кромка между двумя гранями объекта, также определяемая как форма фаски.Инструмент для снятия фаски используется для создания фаски или бороздки на детали. Фаска может использоваться для сглаживания острых или опасных кромок на заготовке.
4. Накатной инструмент
Накатные инструменты используются для изготовления деталей токарных станков с накаткой путем создания или вдавливания рисунка на круглое сечение, используемого в качестве захвата для ручки, также обычно создается на крепежных деталях, таких как гайки. Накатной инструмент разработан с определенным рисунком.
5. Инструмент для отрезки
Инструмент для отрезки относится к инструменту с узким лезвием, используемому при токарной обработке или строгании, или для разрезания детали на две части, или определяемый как инструмент, используемый для отрезания деталей от основной части обрабатываемой заготовки, он изготавливается во многих формах.
6. Инструмент для нарезания резьбы
Инструмент для нарезания резьбы используется для нарезания резьбы на детали токарного станка. При нарезании внешней резьбы деталь может удерживаться в патроне или устанавливаться между двумя центрами, при нарезании внутренней резьбы деталь удерживается в патроне, инструмент перемещается по детали линейно, снимая стружку с детали при каждом проходе.
7. Инструмент для торцевания
Инструмент для торцевания используется для торцевания на токарном станке для резки плоской поверхности перпендикулярно оси вращения детали, инструмент устанавливается в держателе инструмента, который опирается на каретку токарного станка, во время процесса торцовочный инструмент будет подавать перпендикулярно поперек оси вращения детали.
8. Инструмент для обработки канавок
Инструмент для нарезания канавок обычно представляет собой твердосплавную пластину, установленную в специальном держателе инструмента, он предназначен для пластины с несколькими режущими кромками, часто шлифованными до размеров и формы, необходимых для конкретной работы, включая прорезание паза и выполнение других работ.
9. Формовочный инструмент
Формовочные инструменты при использовании на токарном станке делают плоскими или круглыми. Простые формовочные инструменты имеют режущие кромки, отшлифованные по форме канавки, поднутрения или резьбы, которую нужно нарезать.
Токарный режущий инструмент | Руководство по токарным станкам с PDF
Типы режущих инструментов для токарных станковТокарный станок — это станок, который вращает заготовку вокруг оси вращения для выполнения различных операций, таких как токарная обработка, подрезка, накатка, сверление, торцевание, расточка и резку с помощью токарных режущих инструментов, которые применяются к заготовке для создания объекта с симметрией относительно этой оси.
Для работы общего назначения используется одноточечный инструмент, но для специальных операций могут использоваться многоточечные инструменты.Посмотрите видео ниже, чтобы понять, как работает токарный станок.
При работе на токарном станке для различных операций требуются разные типы токарных режущих инструментов в соответствии с процессом использования токарных режущих инструментов . которые следующие:
Режущие инструменты токарного станка :Ниже приведены типы токарных режущих инструментов , используемых в токарном станке:
- Токарный инструмент.
- Инструмент для снятия фаски.
- Инструмент для нарезания резьбы.
- Инструмент для нарезания внутренней резьбы.
- Инструмент для торцевания.
- Инструмент для нарезания канавок.
- Формовочный инструмент.
- Сверлильный инструмент.
- Инструмент для отрезки.
- Инструмент для зенковки
- Инструмент для подрезки
- В соответствии с методом подачи подачи
- Инструмент правый
- Инструмент левый
- Круглый нос
Посмотреть слайд-шоу этого сообщения:
По способу использования инструмента
1.Токарный инструмент
В основном существует два класса токарных инструментов:
- Черновой токарный инструмент.
- Инструмент для чистовой токарной обработки.
1.1 Инструмент для черновой токарной обработки
Основная функция инструмента для черновой токарной обработки — удалить максимальное количество металла за минимальное время, которое позволяют инструмент, работа и станок. Угол резания отшлифован таким образом, чтобы выдерживать максимальное давление резания.
1.2 Инструмент для чистовой токарной обработки
Токарный инструмент используется для удаления очень небольшого количества металла.Угол инструмента отшлифован настолько, что позволяет получить очень гладкую и точную поверхность.
2. Инструмент для снятия фаски
Инструменты для прямой токарной обработки также используются в качестве инструмента для снятия фасок, когда режущие кромки установлены под углом к фаске.
При выполнении большого количества работ по снятию фаски используется специальный инструмент для снятия фаски с углом его боковой режущей кромки, отшлифованным до угла фаски.
3. Инструмент для точения уступаКвадратный уступ обрабатывается токарным инструментом с острым лезвием или торцовочным инструментом.Скошенный уступ можно повернуть прямым токарным инструментом, имеющим угол боковой режущей кромки и нулевой радиус при вершине. Скругленный уступ обрабатывается прямым токарным инструментом с радиусом при вершине, соответствующим радиусу скругления заготовки.
4. Инструмент для нарезания резьбы
4.1 Инструмент для нарезания наружной резьбыМетрическая, B.S.W или американская V-образная резьба формируется с помощью одноточечного резьбонарезного инструмента. Его режущие кромки заточены по форме и размеру разрезаемой резьбы.
Форма инструмента определяется углом на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60 ° для метрической резьбы или 55 ° для резьбы B.S.W.
Он включает угол на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60 ° для метрической резьбы или 55 ° для резьбы B.S.W.
Размер или поперечное сечение режущих кромок инструмента зависит от шага резьбы. На рисунке ниже показан кодек H.Инструмент для нарезания резьбы S.S.
Таким образом, для обработки различных резьбовых соединений с разными шагами разделения используются инструменты для получения точной резьбы. Носик инструмента заостренный, плоский или закругленный в зависимости от формы основания резьбы.
Калибр резьбового инструмента используется для проверки формы и размера инструмента после его шлифовки.
4.1.1 Инструмент для нарезания квадратного сечения резьбыБоковой зазор инструмента для нарезания квадратной резьбы имеет первостепенное значение для предотвращения зазора или трения инструмента о вертикальную поверхность резьбы.
Как правило, передний боковой зазор определяется добавлением 5 ° к углу спирали резьбы, а зазор задней стороны получается вычитанием 5 ° из угла спирали, если ø — угол переднего бокового зазора, а θ — угол заднего зазора, то по формуле:
Ширина режущей кромки должна быть равна половине шага резьбы.
На боковой стороне инструмента имеется небольшой задний угол от 1 ° до 2 °, чтобы предотвратить оребрение поверхности при работе.
4.2 Инструмент для нарезания внутренней резьбыРежущая кромка инструмента точно такая же, как у инструмента для нарезания наружной резьбы, но передний угол зазора значительно увеличен, как у расточного инструмента.
Инструмент кованого типа орбитального типа и удерживается на расточной оправке. Острие инструмента должно быть перпендикулярно работе.
Читайте также: 22 различных типа операций, используемых на токарном станке
5. Инструмент для торцеванияИнструмент для торцевания удаляет металл по его боковым режущим кромкам.Таким образом, для торцовочного инструмента не требуется верхних граблей. На рисунке изображен H.S.S. облицовочный инструмент, предназначенный для финишной обработки.
Инструмент имеет угол боковой режущей кромки 2 °, а угол торцевой режущей кромки 34 ° можно разместить в пространстве между концом заготовки и мертвой точкой 60 °, оставляя зазор 2 ° с обеих сторон.
Стандартное сечение хвостовика составляет 20Χ20, 25Χ25, 32Χ32, 40Χ40 и 50Χ55, все выражено в мм. Длина инструмента составляет 125, 140, 170, 200 и 240 мм, а радиус при вершине варьируется от 0.От 5 до 1,6 мм.
6. Инструмент для обработки канавокИнструмент для обработки канавок аналогичен инструменту для отрезки, показанному на рисунке. Режущие кромки имеют квадратную, закругленную или V-образную форму в зависимости от формы вырезаемого паза.
7. Формовочный инструментНа токарную обработку криволинейных профилей можно повлиять при использовании
- обычных токарных инструментов,
- плоских формовочных инструментов,
- круглых формовочных инструментов.
Обычный токарный инструмент может не справиться с задачей, в которой копировальное приспособление используется для воспроизведения формы шаблона.Плоские формовочные инструменты бывают двух типов:
- Простые формовочные инструменты
- Плоские формовочные инструменты «ласточкин хвост».
Простые формовочные инструменты
У этих инструментов режущие кромки отшлифованы до формы канавки, поднутрения или резьбы, которую нужно нарезать.
Инструменты для формования плоских ласточкиных хвостов имеют более широкую режущую кромку, соответствующую желаемой форме. Конец инструмента типа «ласточкин хвост» вставлен в специальный держатель. Передние грабли не предусмотрены, но задан достаточный передний угол просвета от 10 ° до 15 °.
Переточка всегда выполняется на верхней поверхности инструмента, что не меняет форму инструмента.
Инструменты круглой формы
Эти инструменты предпочтительны при производстве, поскольку можно использовать очень длинную режущую поверхность, что увеличивает срок службы инструмента.
Центр инструмента расположен немного выше центральной линии заготовки, чтобы обеспечить эффективный передний задний угол на инструменте. Инструмент будет тереться о изделие, если центры находятся на одной высоте.
Центр инструмента обычно выше центральной линии токарного станка на 1/20 — 1/10 диаметра инструмента.Эта высота называется «смещением». Переточка производится только шлифовкой плоскости.
8. Сверлильный инструментСверлильный инструмент похож на левый наружный токарный инструмент в том, что касается его режущей кромки.
Инструмент может быть битового типа, вставляемого в расточную оправку или держатель, или кованого типа с хвостовиком инструмента. На рисунке показан H.S.S. сверло вставлено в расточную оправку.
Расточная оправка изготовлена из низкоуглеродистой стали с прорезями или отверстиями, в которые вставляется резец, который фиксируется винтом с внутренним шестигранником.Величина выступа режущей кромки инструмента из центра прутка определяет диаметр готового отверстия в работе.
Долото обычно вставляется под прямым углом к центральной линии стержня для растачивания непрерывного отверстия, проходящего от одного конца к другому.
8.1 Различная конструкция расточного инструмента
Бита устанавливается на одной оси с выступом за конец прутка для растачивания глухого отверстия.
- Насадка с двумя режущими кромками на двух концах используется для быстрой обработки.
- Широкая фреза с двумя лезвиями вставляется в расточную оправку для завершения операции растачивания.
- Два или более бит могут быть вставлены в расточную оправку для разных диаметров за одну установку.
8.2 Расточные оправки:
- Расточные оправки удерживаются в задней бабке для растачивания небольших отверстий от 12 до 100 мм.
- Для растачивания отверстий большего диаметра расточные оправки захватываются двумя зажимными блоками и удерживаются в резцедержателе.
- Для прецизионного растачивания или растачивания деталей нестандартного размера, которые опираются на поперечные суппорты, стержень поддерживается по центрам и приводится во вращение.
8.3 Зазор для расточного инструмента
- В расточном инструменте режущая кромка инструмента в большинстве случаев имеет достаточный передний зазор для работы.
- Для усиления острия инструмента предусмотрен двойной зазор, первичный и вторичный.
- Чем меньше диаметр отверстия, тем больше должен быть передний зазор.
- Больший задний угол требует уменьшения переднего угла расточного инструмента.
- Носик инструмента прямой или круглый, в зависимости от желаемого типа обработки.
Растачивание может выполняться обычным растачивающим инструментом. Режущая кромка инструмента отшлифована настолько, что после поворота может выходить уступ. Обычно используется цековка с несколькими режущими кромками.
10. Инструмент для подрезкиИнструмент для подрезания канавок или канавок имеет острие и форма режущей кромки точно такие же, как форма требуемой канавки.
Свободный угол задан со всех сторон инструмента.Для режущей кромки канавки используется продольная подача. Угол переднего просвета зависит от диаметра рабочего отверстия.
11. Инструмент для отрезкиИнструмент для отрезки обычно выковывают и используют в качестве коронки для инструментов с твердосплавными напайками. Отрезной инструмент делают как можно более узким, чтобы удалить минимум металла.
Ширина режущей кромки всего от 3 до 12 мм. Длина режущего инструмента, который вставляется в работу, должна быть немного больше, чем радиус обрабатываемой прутковой заготовки.
По мере того, как инструмент глубоко проникает в обрабатываемую поверхность, вокруг режущей кромки инструмента создается зазор, чтобы предотвратить его трение о рабочую поверхность.
Поскольку инструмент предназначен исключительно для резки на конце, у него нет боковых граблей, на инструменте предусмотрен небольшой задний угол наклона, чтобы облегчить движение судов.
Читайте также: Скорость резания, подача, глубина резания и время обработки на токарном станке
В соответствии с методом подачи подачи
- Правый инструмент
- Левый инструмент
- Круглый нос
1.Правый инструмент
Правый инструмент показан на рисунке. Это то, что подается со станины токарного станка, то есть от задней бабки к концу передней бабки, когда выполняются такие операции, как токарная обработка, нарезание резьбы и т. Д.
Правосторонний инструмент формируется на его левом конце, если смотреть сверху, причем его носик направлен в сторону от оператора.
2. Левосторонний инструмент
Левосторонний инструмент показан на рисунке. Это то, что подается с левого на правый конец станины токарного станка, т.е.е. от передней бабки до конца задней бабки.
Левосторонний инструмент используется для левой резьбы или токарной обработки, при которой на правом конце заготовки остается заплечик.
У левого инструмента режущая кромка сформирована на правом конце, если смотреть сверху, а его носик направлен в сторону от оператора.
Для торцевания можно также использовать левый инструмент.
3. Инструмент с круглым наконечником
Инструмент для токарной обработки с круглым наконечником, показанный на рисунке.Может подаваться слева направо или справа налево от станины токарного станка. По этой причине у них нет заднего и бокового граблей.
В некоторых случаях на инструменте предусмотрена небольшая задняя рейка. Токарный инструмент с круглым концом обычно используется для чистовой токарной обработки.
Читайте также: 7 типов патронов для токарных станков
Вот и все, спасибо за чтение. Если у вас есть вопросы по « токарный режущий инструмент », задавайте их в комментариях ниже. Если вы нашли эту статью полезной, поделитесь ею с друзьями.
Теперь вы можете скачать PDF-файл с этой записью.
Скачать PDF
Подпишитесь на нашу рассылку, чтобы получать уведомления:
Читайте также:
Типы токарных режущих инструментов | Summit Machine Tool
Токарный станок — один из наиболее универсальных типов режущих станков, доступных сегодня для мелких и крупных станков. Одним из ключей к этой универсальности является широкий спектр режущих инструментов, которыми может быть оснащен токарный станок. В этой статье мы кратко рассмотрим некоторые из различных категорий токарных режущих инструментов, а также некоторые другие инструменты, о которых стоит упомянуть отдельно.
Пять основных категорий
Внешний токарный инструмент
Токарные инструменты — ваши самые простые токарные инструменты; они удаляют максимальное количество материала с минимальными усилиями. Ладно, не минимальные усилия — это все-таки мощный механизм. Инструменты для черновой токарной обработки удаляют большое количество материала, чтобы придать заготовке форму. Инструменты для чистовой токарной обработки более тонкие и оставляют гладкую, хорошо отполированную поверхность.
Сверла
Если вам нужно проделать отверстие в заготовке, вы можете использовать стандартное или радиальное сверло.Почти всегда это первая остановка — сверло или, в некоторых случаях, расточная оправка (подробнее об этом далее). Сверлильный инструмент на токарном станке во многом такой же, как сверло на обычном ручном сверле, за исключением того, что в этом случае вращается заготовка, а сверло остается неподвижным. Функция осталась прежней — создать грубое отверстие, которое можно обработать или нарезать резьбой по мере необходимости.
Расточные оправки
Расточные оправки используются для создания отверстия с шероховатой кромкой или, в зависимости от конкретного используемого инструмента, для чистовой обработки существующего отверстия.Если расточные оправки используются в первую очередь для создания отверстия, то расточные оправки часто используются вместе со следующей категорией инструментов в этом списке: инструментами для нарезания резьбы.
Инструменты для нарезания резьбы
Это одна из самых крупных категорий токарных инструментов. Есть инструменты для нарезания квадратной резьбы, большой резьбы и мелкой. Существуют инструменты для нарезания внутренней резьбы, такой как внутренняя часть гайки, или внешней резьбы — те, которые обычно используются на болтах, винтах и т. Д. Существуют бесчисленные варианты — все они считаются различными видами инструментов для нарезания резьбы.
Инструменты для отрезки
Инструменты для отрезки могут «разделять» или отделять заготовку — немного причудливый способ сказать, что они режут части. Но это еще не все, на что способен инструмент для пробора; Машинисты также используют их для вырезания канавок, создания уступов и скошенных кромок, а также для сглаживания поверхностей среза для точного измерения. Несмотря на простое название, отрезные инструменты на самом деле являются одними из наиболее часто используемых типов токарных инструментов.
Другие общие инструменты
Эти инструменты являются разными членами упомянутых выше категорий, а не новыми категориями.Но стоит упомянуть, для чего они используются и как работают.
Инструменты для снятия фаски и уступа
Фаска — это промежуточная грань или иногда наклонная грань к заготовке. Инструмент с уступом врезается в заготовку. Плечи могут быть скошенными или прямыми, в зависимости от точного угла используемого инструмента.
Инструменты для облицовки
Машинисты используют торцевые инструменты, чтобы отрезать заготовку нужной длины. Идя дальше, торцевые инструменты разработаны так, чтобы оставлять гладкую и точную поверхность, чтобы оператор мог проводить точные измерения.Облицовочные инструменты используются одновременно как для черновых, так и для чистовых операций.
Формовочный инструмент
Если деталь требует необычной формы, можно использовать формовочный инструмент. Обычно они подаются непосредственно в заготовку, таким образом оставляя в заготовке зеркальное отражение формовочного инструмента. Обычно используемые формы включают канавки, ласточкин хвост, резьбу и т. Д.
Инструменты токарного станка почти бесконечны. Даже одна категория, например инструменты для нарезания резьбы, может включать тысячи деталей; крупные нити, мелкие, внутренние, внешние, узкие узоры или более свободные спирали.Отчасти универсальность токарного станка обусловлена тем, что вы можете использовать токарный станок для изготовления большего количества деталей для токарного станка.
После того, как вы немного освоите машину, вы можете найти решение любой потенциальной проблемы и дать себе еще один инструмент для своего инвентаря. Но какой бы инструмент вам ни понадобился, и создадите ли вы его или купите, большинство инструментов, которые вы используете, будут одним из типов, обсуждаемых здесь.
Как установить режущий инструмент для токарного станка
Последнее обновление: 24 апреля 2021 г., Чарльз Уилсон
Если вас интересуют токарные мини-токарные станки по металлу, но вы мало знаете о режущих инструментах и их использовании, тогда этот кусок письмо для вас.
По мере прочтения статьи вы научитесь осваивать различные советы и приемы настройки материнской платы всех станков — токарно-режущего станка!
Это универсальный инструмент с точки зрения производительности. Следовательно, необходимо знать, как правильно с этим справиться.
Эта штука используется для разнообразных операций, таких как токарная обработка, конусность, накатка, формовка, резка, торцевание, нарезание винтов, растачивание, растачивание, прядение, шлифование, полировка и т. Д.
Все это можно сделать, просто сменив режущий инструмент, который подается либо параллельно, либо под прямым углом к заготовке, при одновременном вращении шпинделя.
Пошаговый процесс настройки
Одним из важнейших факторов, которые следует учитывать при настройке станка, является точная регулировка высоты токарного инструмента относительно центральной линии токарного станка. Это, в свою очередь, зависит от:
1. Стойкость инструмента
2. Чистота поверхности
3. Эффективность резания
Ниже приведены наши 7 инструкций , которые помогут вам в настройке токарного режущего инструмента:
Шаг 1: Обеспечьте безопасность!
Поскольку это оборудование включает в себя множество операций по резке и шлифованию, в первую очередь следует принимать во внимание безопасность оператора, чтобы предотвратить любые травмы.
Чтобы снизить вероятность нежелательной аварии, все действия должны выполняться при выключенном токарном станке.
Да, это так просто! Вот замечательное руководство для начинающих для любителей токарных станков по металлу, в котором мы обсудили проблему безопасности более подробно, или вы можете проверить это общее руководство, чтобы узнать основы проблем с токарными станками и способы их решения.
Шаг 2. Подберите подходящий инструмент
Помимо различных режущих инструментов, вам также понадобится простая 6-дюймовая шкала. Стальная линейка должна быть примерно такой же длины, как линейка выше и ниже средней линии.
Шаг 3: Установите заготовку в токарный станок
После того, как заготовка отрегулирована на патроне, как указано, переставьте шпиндель задней бабки так, чтобы он вытянулся примерно на 3 дюйма на дальней стороне задней бабки.
Ослабьте рычаг задней бабки. Поместите оконечный конец детали в патрон; скользите задней бабкой до тех пор, пока она не будет поддерживать другой конец заготовки. Теперь аккуратно закрепите зажим задней бабки.
После загрузки заготовки в токарный станок постепенно затягивайте патрон до точки, в которой он больше не перемещается.Убедитесь, что линия идет правильно. В противном случае удалите центр, очистите поверхность и замените ее.
Вы также можете прочитать эту статью, где мы говорили о способах установки токарного патрона.
Шаг 4: Установите режущий инструмент
Держатели инструмента используются для крепления режущих инструментов токарного станка. Сначала очистите держатель, чтобы предотвратить неправильную настройку. Затем затяните болты. Важно позаботиться о том, чтобы кончик инструмента находился в непосредственной близости от держателя инструмента.
Это поможет уменьшить повреждение инструмента. В противном случае это может повлиять на весь процесс и испортить заготовку.
Шаг 5: Установите линейку в положение
Поместите линейку в середину заготовки и инструмента.
Инструмент будет в центре, а линейка будет расположена вертикально. Точно так же инструмент будет подниматься выше, когда линейка наклоняется вперед, и опускаться, когда линейка наклоняется назад.
Чтобы зафиксировать высоту инструмента, отрегулируйте колесо высоты, чтобы вернуть его в желаемое положение.
Шаг 6: Сделайте пробный надрез
Сделайте легкий надрез. Точная и точная установка должна создать ровный разрез торца без каких-либо дефектов.
Шаг 7: Окончательная регулировка
Если вы собирались сделать только торцевую резку, значит, ваша работа была сделана на этом. Однако, если вы хотите сделать что-то еще, вам придется вынуть инструмент и снова настроить его.
В комплекте сохранятся все ранее сделанные настройки! Повторите тот же процесс для всех инструментов!
Для удобства рекомендуется получить набор нескольких держателей и просто опустить их на место.Это сэкономит вам много времени и избавит вас от утомительного процесса настройки снова и снова.
Заключение
Как видите, наладка токарного станка не является сложной задачей. Все, что вам нужно сделать, это правильно следовать инструкциям, и все будет в порядке.
Но если у вас остались вопросы, дайте нам знать в комментариях.
Токарные инструменты и державки — Примечания к инструментам
Токарные станки работают за счет приведения инструмента в контакт с вращающейся деталью.Поскольку существует множество элементов, которые могут потребоваться в заготовке, существует множество доступных инструментов.
Самым распространенным типом операций, выполняемых на токарном станке, является удаление металла резанием. Режущие инструменты на токарном станке обычно имеют одну режущую кромку. Многоточечные инструменты, такие как сверла, концевые фрезы, метчики и развертки, будут рассмотрены отдельно.
Режущие инструменты с одноточечной резкой
Самая основная операция резки на токарном станке — это прямая токарная обработка.При прямом точении клиновидный инструмент вводится в заготовку вдоль ее оси, как показано ниже.
Инструменты для резки с одной точкой доступны в бесконечном разнообразии конфигураций, но они, как правило, имеют много общих элементов. Взгляд на одноточечный инструмент с цельным хвостовиком помогает выработать общую терминологию, применимую к широкому спектру инструментов.
При более внимательном рассмотрении процесса можно увидеть некоторые важные геометрические параметры, связанные с процессом резки. Наиболее важными типами углов являются передние и задние углы.
Грабли
Когда инструмент входит в контакт с материалом, он срезает внешнюю поверхность. Угол верхней поверхности фрезы (называемой передней поверхностью) относительно плоскости, перпендикулярной обрабатываемой поверхности, называется передним углом .
Передний уголУ одноточечных фрез, таких как те, что используются в токарных станках, часто есть передняя поверхность, которая образует составной угол с обрабатываемой поверхностью. В этом случае плоскость передней поверхности инструмента имеет два различных угла: задний передний угол и боковой передний угол.
Обратите внимание, что вы смотрите на заднюю часть инструмента. Задний передний угол также известен как угол наклона .
Передний и свободный углы — вид сбоку
в типах пропилов, необходимых для получения различных характеристик
Боковой передний угол, если смотреть сбоку. Эффективный рейк
Режущие инструменты могут иметь разные формы.
Угол подъема
Угол подъема может уменьшить толщину стружки и повысить стойкость инструмента.
Угол подъема Увеличение угла подъема снижает толщину стружкиИнструментальные материалы
См. Также: Материалы для режущего инструмента
Доступны токарные инструменты из различных инструментальных материалов. Выбор инструментального материала зависит в первую очередь от обрабатываемого материала, а также от производительности и необходимого количества. Самые распространенные материалы:
- Быстрорежущая сталь (HSS)
- Карбид вольфрама
- Керметы
- Керамика
- Поликристаллический алмаз (PCD)
- Поликристаллический кубический нитрид бора (PCBN)
В целом, приведенный выше список приведен в порядке повышение твердости.Карбиды вольфрама — самый популярный режущий инструмент для промышленного применения.
Режущие инструменты обычно имеют твердое износостойкое покрытие.
Один из способов классифицировать материалы режущего инструмента — по группам материала заготовки (ISO 513). Эти группы позволяют пользователю выбрать подходящий резак в зависимости от материала, который он предназначен для обработки. Каждая группа материалов подразделяется на более сложные категории.
- P (синий) — Сталь
- M (желтый) — Нержавеющая сталь
- K (красный) — Чугун
- N (зеленый) — Цветные металлы
- S (коричневый) — Специальные жаропрочные сплавы
- H (серый) — закаленные материалы
Конфигурации инструмента
В зависимости от конкретных требований к инструменту режущие инструменты токарного станка доступны в различных конфигурациях.Инструменты могут быть заточены из цельного куска материала (обычно из стали), или инструменты могут быть составными инструментами с «острием», состоящими из заготовки режущего инструмента, прикрепленной к хвостовику.
Инструмент для монолитного монтажа / шлифовки
Инструменты можно шлифовать с помощью твердого, обычно квадратного или прямоугольного стержня. Быстрорежущая сталь — наиболее распространенный инструментальный материал, используемый в этой форме. Это самая старая конфигурация инструментов, но сегодня она редко используется в промышленных условиях, за исключением специальных применений.
Шлифованный монолитный режущий инструмент из быстрорежущей сталиВставной инструмент
Безусловно, наиболее часто используемые токарные инструменты имеют составную структуру, в которой используются отдельные материалы для режущей кромки и хвостовика инструмента.Этот сложный стиль инструментов иногда называют «остроконечными» инструментами. Наконечник состоит из стержня и вставки. Пластины используются двумя различными способами: либо прикрепляются к хвостовику с помощью пайки, либо в виде механически зажимаемых пластин со сменными пластинами .
Твердосплавный припой
Одной из форм пластинчатого инструмента является твердосплавный инструмент. Эти инструменты имеют твердосплавную режущую заготовку, прикрепленную к стальному хвостовику с помощью пайки. Твердосплавные инструменты сначала нашли применение в качестве паяных инструментов, и эта конфигурация инструмента популярна в ограниченных отраслях промышленности.Паяные твердосплавные пластины доступны в различных стандартных конфигурациях. Американский национальный стандарт ANSIB212.1-2002 определяет восемь стандартных стилей, каждому из которых присвоена кодовая буква (A-G). Твердосплавные заготовки, припаянные к фрезам, изготавливаются определенной марки.
Твердосплавный токарный инструментОдним из преимуществ твердосплавных инструментов является то, что их можно перетачивать несколько раз, однако большинство производителей выбирают очень гибкие и эффективные сменные пластины.
ISO 242 определяет размеры твердосплавных наконечников для токарных инструментов, которые предназначены для использования в держателях паяных резцов.
По своей природе инструменты с пластинами для пайки интегрированы с их фрезой. Паяные державки доступны в сериях ANSI (ANSI B212.1), которые обозначены комбинацией буквенных цифр (например, AL5) или стандартами ISO. ISO 514 определяет внутренние инструменты, а ISO 243 определяет внешние инструменты. Стили инструментов ISO обозначаются цифрами, например ISO 3 или ISO 4.
Они имеют прямоугольные основания, которые могут удерживаться многими из тех же оснований держателей, которые используются с режущими инструментами.
Примеры паяных твердосплавных насадок типа ANSI. Паяных твердосплавных насадок типа ISO.Индексируемая пластина
Инструменты со вставками состоят из державки или хвостовика и отдельного режущего компонента, называемого пластиной. Это позволяет изготавливать режущую кромку из материала, отличного от материала хвостовика инструмента. Сменные пластины механически прижимаются к держателю, чтобы их можно было снять и либо повернуть в новое положение резания, либо заменить. Именно благодаря этой функции «индексирования» данный фрезер получил свое название, но несколько «индексируемых» пластин имеют только одну конфигурацию резания.
Индексируемая вставкаСуществует два стандарта для идентификационного кода для индексируемых вставок, ANSI B212.4 и ISO 1832, оба определяют похожие, но уникальные системы, которые идентифицируют стиль вставки с помощью буквенно-цифрового кода.
Покрытия для режущего инструмента
- Два метода нанесения
- CVD — химическое осаждение из паровой фазы
- PVD — Физическое осаждение из паровой фазы
- См .: видео
(держатели битов с хвостовиком) были популярны до появления вставных инструментов.Они были доступны в стилях для прямой, правой и левой резки.
Державки для монолитных инструментов почти устарели.Держатели со сменными пластинами
Доступны державки, предназначенные для работы со стандартными сменными пластинами. Они могут иметь разные формы, чтобы обеспечить различные передние и упорные углы. ANSI B212.5 определяет систему идентификации стандартных держателей инструмента.
Индексируемые вставки можно удерживать в различных держателях.Типовые компоненты держателя инструмента
Типовые компоненты держателя пластиныДержатели резцедержателя
Имеются держателидля адаптации режущего инструмента к быстросменным резцедержателям.Обычно они оснащены замком типа «ласточкин хвост» или другим способом фиксации. Держатели для резцедержателей разработаны, чтобы соответствовать держателям инструментов определенного стиля. Они доступны для токарных и торцевых, расточных, отрезных и различных типов резьбонарезных инструментов.
Держатель резцедержателя с установленным токарным инструментом.Держатели для токарных станков с ЧПУ
Токарные станки с ЧПУмогут иметь инструменты, удерживаемые теми же устройствами, что и ручные станки, но чаще всего инструменты прикрепляются к одному из следующих устройств: револьверной головке, устройству смены инструмента типа группы или коническому шпинделю.
Держатели башенного башмака с болтовым креплением
Держатели для BOT типа Haas (револьверная головка с болтовым креплением) доступны в различных стилях для удержания инструментов с квадратным и круглым хвостовиком.
BMT (Базовая башня)
HSK — Конический держатель с полым хвостовиком для высокоскоростных применений.
Пластина, установленная непосредственно в держателе HSKИнструменты иногда собирают вместе, поскольку эти инструменты с квадратным хвостовиком находятся в этом многоугольном коническом держателе. ДержавкиVDI (Verein Deutscher Ingenieure) — это стандартные немецкие державки, предназначенные для использования в револьверной головке (см. Ниже).Крепятся они с помощью зубчатого вала.
A VDI Turret Style HolderВтулки для крепления
- Расточные оправки
- Конусы Морзе
- Цанги
- Переходные втулки
Шпиндели приводного инструмента
Ручные стойки для инструментов
Большинство из них предназначены для монтажа одним из двух способов:
- Т-образный паз с Т-образной гайкой (Америка)
- Болт Крепление вала (европейское)
Фонарь или коромысло
Инструментальные стойки типа «фонарь» или «качалки» практически устарели и редко используются в производстве.Ручная револьверная головка
Инструментальные стойки в стиле револьверной головки с ручным управлением могут быстро индексировать несколько инструментов.Стойка для инструмента Quick Change
Быстросменный инструментальный стержень с ручным управлениемБыстросменные резцедержатели доступны разных размеров для токарных станков разного размера. Пример обозначения — это серия:
.- AXA (поворот до 10 ″)
- BXA (12-15 ″)
- CXA (13-18 ″)
- CA (14-20 ″)
- DA (17-48 ″)
- EA ( 25 ″ +)
Устройство автоматической смены инструмента
Устройство смены инструмента револьверного типа
Устройство смены инструментаревольверного типа очень популярно на оборудовании с ЧПУ.Револьверы сочетают в себе функции хранения (магазины инструментов) и смены инструментов (устройства смены инструмента).
Револьверная головка типа BOT на токарном станке с ЧПУ Haas ST25 (HaasCNC.com)Устройство смены инструмента типа Gang
- Возможность дооснащения на стойке QC (см. Инструмент Dorian QC Gang)
Другие автоматизированные устройства смены инструмента
Фрезерные токарно-фрезерные центры имеют конические шпиндели, подобные шпинделям фрезерных станков, и аналогичные устройства смены инструмента и магазины, такие как цепные и карусельные.
Оснастка задней бабки
Шпиндели задней бабки также могут использоваться для удержания инструмента на токарном станке.Примеры инструментов, обычно используемых в шпинделях задней бабки, сверлильных патронах, конических сверлах и развертках. Иногда для сверления небольших отверстий используются чувствительные сверлильные приспособления. Револьверы задней бабки доступны для индексации нескольких инструментов задней бабки.
Список литературы
Справочник по машинному оборудованию, 27-е изд.
https://www.doriantool.com/wp-content/uploads/SEC-B-TOOL-POST-TOOLHOLDERS-2016.pdf
Токарный инструмент HSK
https://www.haascnc.com/machines/lathes/st/models/standard/st-25.html
https://www.sandvik.coromant.com/SiteCollectionDocuments/pdf/products/macu/vdi/din-69880-iso-10889-vdi-30.pdf
https://toolsmach.com/ru/content/35-brazed-turning-tools
https://www.surpluscuttingtools.com/product/brazed-carbide-tipped-tool-bits
Как использовать 5 основных типов токарного инструмента
Понимание токарного инструмента, того, что он делает и как работает, является важной частью улучшения отделки и максимального увеличения износа инструмента.Есть много вариантов, поэтому это может показаться запутанным, но на самом деле это не так, если вы понимаете основы.
Существует пять типов токарного инструмента: внешние токарные инструменты, расточные оправки, сверла, инструменты для нарезания резьбы и отрезные инструменты. Сначала поговорим о внешнем токарном инструменте. Они отлично справляются с тем, что подразумевает название, срезая внешний вид вашего изделия. Сюда входят черновые или чистовые работы. Вторым в нашем списке были скучные штанги. Вы можете узнать их по круглой полосе.Они бывают разных размеров с одной основной целью — увеличить уже существующее отверстие или улучшить отделку отверстия.
Расточная оправка закреплена в зажимном приспособлении группы.
Чтобы проделать это начальное отверстие, вам понадобится сверло. Если вы новичок в токарной работе, вы можете представить это как сверло с электроинструментом, но вместо того, чтобы станок врезал режущий инструмент в заготовку, все как раз наоборот. Заготовка движется очень быстро, а сверло зафиксировано в неподвижном положении.Расточные оправки для отверстий имеют более грубую поверхность, но если вы собираетесь нарезать резьбу позже, это прекрасно.
Сверло закреплено в комплекте держателя инструмента.
Инструменты для нарезания резьбы могут добавлять резьбу как на внутреннюю, так и на внешнюю поверхность вашей заготовки. Например, если вам нужно сделать заготовку, в которую можно ввинтить винт, вы можете использовать инструменты для нарезания внутренней резьбы после предварительного сверления отверстия. Если вы хотите сделать винт с резьбой, вы также можете сделать это с помощью инструмента для нарезания наружной резьбы.Вы должны убедиться, что в обоих случаях ваши программы CAD и CAM включают в себя операцию нарезания нитей, прежде чем нажимать кнопку go.
Инструмент для нарезания резьбы закреплен в комплекте держателя инструмента.
Напоследок — инструменты для отрезки. Инструменты для разделения также очень важны и делают гораздо больше, чем следует из их названия. Эти инструменты могут отрезать, протыкать и отрезать заготовки, обеспечивая при этом стабильную гладкую поверхность. Это то, что вы будете часто использовать, выполняя детальную внешнюю работу.
Отрезной инструмент закреплен в револьверной головке.
Вы также можете слышать о левостороннем, правостороннем и нейтральном инструментах. Это описывает, как режущий инструмент обращен к заготовке и в каком направлении ваш токарный станок вращает заготовку. Обычно наш токарный станок вращается по часовой стрелке. Легко отличить инструменты для левой руки от инструментов для правой руки, потому что, если вы кладете инструменты вставкой вверх, инструменты для левой руки изгибаются вправо, а инструменты для правой руки изгибаются влево, что-то вроде того, что делают ваши искатели, если вы делаете с ними.Это также всегда входит в обозначение инструмента токарного станка, которое вы можете найти выгравированным на боковой стороне вашего инструмента. Если у вас все еще есть вопросы о том, какой инструмент лучше всего использовать в различных ситуациях, без ответов, мы только что начали проводить семинар по основам токарного станка, где вы могли узнать обо всем, начиная с методов работы на токарном станке, обработки заготовок, а также инструментов и выбора пластин.