Ванная сварка арматуры – технология и требования ГОСТ для сварного шва
Ванная сварка арматуры – это наиболее надежный метод соединения отдельных участков металлоконструкций из легированной стали, обладающей высокой прочностью. На результат сварки влияет ряд факторов, один из которых – соосность соединяемых отрезков.
При проведении обычной сварки встык качество шва будет ненадежным, соединение поломается рядом со швом. Поэтому разработано решение более прочного соединения продольных и поперечных участков армирующей сетки – метод сварки в ванну. При существенных нагрузках во время эксплуатации, конструкция обладает достаточной жесткостью, а сварочный шов на соединении получается небольшим.
Способы соединения арматуры
Производство блоков жби для возведения бетонных домов, монолитное строительство и изготовление фундаментов – это основные места использования арматуры.
Обладая невысокой ценой при надежных характеристиках материала, метод ванной сварки удовлетворяет всем требованиям строительства и монтажа металлоконструкций.
Согласно нормам ГОСТ – 14098 от 1991 года для изготовления фундаментов, плит перекрытий и балконов, а также других жби изделий, разрешено сваривание участков из металлических стержней для армирования и надежного сцепления бетонных конструкций. В современном строительстве применяют несколько видов неразъемного соединения армирующего слоя:
- с применением полуавтоматической электрошлаковой сварки;
- ванно-шовного способа соединения;
- ручной электродуговой сварки;
- контактной;
- ванного метода соединения.
С применением на стыке специальной ванночки, неразъемного соединение А500С и остальных марок и размеров, процесс выполнения и стыковки значительно облегчается.
Суть процесса
Метод ванной сварки наиболее часто применяется для соединения прутков с большим сечением 20 – 100 мм. Такой диапазон размеров более всего подходит для выполнения качественного шва.
При соединении ванночка обжимает полностью место контакта. При этом между соединяемыми деталями нужно оставить зазор 2 мм для затекания металла и заполнения всех пор.
При проведении работ по ванной сварке, согласно ГОСТ и требованиям СНиП, получается надежный стык с сохранением характеристик по всей длине собираемой конструкции.
Сдвиги заготовок ограничивает одетая на стык ванночка. Применяют резьбовые ванны, для соединения ответственных стыков, но этот способ требует нарезания резьбы на концах прутков.
Деталь для монтажа подбирается с учетом небольшого зазора между заготовкой и стенкой изделия. В него протекает металл электрода, образуя межатомное соединение основного металла со стержнем электрода.
Бортики на краях ванны не позволяют металлу вытекать, при этом шлак выдавливается наверх шва. Таким же способом происходит соединение вертикальных стержней при изготовлении колонн.
Достоинства и недостатки
Сварочный материал и расплавленный металл арматуры, не растекаясь, заполняет ванночку и образует надежный шов, способный выдержать значительные нагрузки. Материал самой детали служит добавочным усилением для шва.
К остальным преимуществам ванной сварки относятся:
- минимальные затраты, обусловленные рациональным расходованием наплавочного материала;
- технология выполнения всех операций обеспечивает высокое качество шва при аналогичных условиях с другими методами сварки;
- ванный метод неоднократно испытан и проверен, имеется много литературы и пособий по производству работ;
- для каждого размера прутка, найдется подходящая ванночка – это обусловлено широким ассортиментом продукции.
Есть в ванном методе и недостатки. Использование стальных ванн может быть только одноразовым из-за приваривания к основному металлу. Медные ванночки, хотя можно применять несколько раз, цена их довольно высока. Необходимо также проводить подготовительные работы, что забирает время.
Недостатки носят сугубо субъективный характер, поэтому ванный способ соединения наиболее распространен.
Алгоритм одноэлектродного метода
Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Метод применяется при монтаже конструкций, находящихся под воздействием статических, вибрационных нагрузок. Сварочные аппараты могут использоваться с питанием от постоянного и переменного токов, главное, они должны быть достаточной мощности и производительности.
Ванную сварку начинают от одной из сторон, постепенно продвигаясь к центру. Электрод должен продвигаться медленно, совершая кольцевые движения или полумесяцем. Такой способ обеспечит равномерное заполнение полости ванночки и прогрева основного металла.
При плавлении, электрод опускают, обеспечивая образование наиболее короткой дуги. Металл поднимается к верхней кромке ванночки, полностью покрывая арматуру. После этого ванная сварка считается оконченной. Когда шов остынет, можно производить подгонку деталей.
При остановке ванной сварки надо обязательно отбить шлак и зажечь дугу на готовом крае шва. Это даст возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места нужно очистить от шлака и проварить снова.
Формочки
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Многоэлектродный метод
Отличительной особенностью многоэлектродного метода ванной сварки является соединение нескольких электродов на специальную пластину, гребенку, которую вставляют в держатель.
Рукоятка держателя вынесена в сторону от корпуса и сварочной шины. Для ванной многоэлектродной сварки используются аппараты переменного тока.
Такая конструкция работает по принципу сварки одноэлектродным методом. Дугу зажигают с одной стороны, продвигаются ко второму краю. Следует помнить, что заканчивать шов лучше посередине накладки.
Расплавив конец арматуры, переходят ко второму концу. Движения электродов для наполнения шва точно так же производятся по кругу или полумесяцем, постепенно опускаясь при плавлении набора электродов.
Для усиления шва рекомендуется периодически опускать электроды в сварочную ванну.
Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
 Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.При возникновении неудобного проведения сварочных работ и угла наклона держателя, зазор между стержнями не делают и соединяют их вплотную друг к другу.
При проведении ванной сварки в вертикальном положении, электроды ведутся без сильного наклона, пластина не отклоняется от перпендикулярного положения.
Для такого способа применение стальных неразборных ванночек достаточно редкое явление. Они применяются при невозможности установки специализированных накладок. Наиболее часто используются металлические разборные или выштампованные накладки.
Необходимо обратить внимание на несколько основных моментов. В случае грамотного, аккуратного и качественного проведения сварочных работ с применением соединения арматуры ванным способом, получается прочный, надежный сварочный шов.
Он позволяет пользоваться металлоконструкциями и бетонными узлами долгое время. Это обусловлено сохранением гибкости и прочности арматуры в месте сборки. Главное, чтобы работы по ванной сварке производились высококвалифицированными специалистами при соблюдении технологии проведения сварки.
Ванночки для арматуры и ванная сварка, разновидности, цена за шт
Электродуговая сварка — популярная технология соединения стержней. Однако для легированных сталей она порой оказывается неприменимой, особенно если необходимо соединять толстые детали. Причина — снижение прочности металла на стыке. Происходит это из-за возникновения внутренних напряжений, в процессе расплавления с последующей кристаллизацией стали. Вблизи стыка арматура перекаливается, сам шов получает высокую прочность, но рядом метал будет ослаблен. Этих недостатков во многом лишен процесс, называемый ванным способом.
Оглавление:
- Методы сварки
- Технология установки
- Разновидности ванночек
- Расценки
Что это такое?
Принцип предельно прост: металлические стержни фиксируются на некотором расстоянии друг от друга, а промежуток заполняется расплавленным металлом. В процессе работы в ней образуется крохотный бассейн, ванна жидкой стали — отсюда название метода. Саму оснастку, которая при этом используется, называют ванночкой для сварки.
В процессе работы в ней образуется крохотный бассейн, ванна жидкой стали — отсюда название метода. Саму оснастку, которая при этом используется, называют ванночкой для сварки.
Решает она три задачи:
- не дает расплаву вылиться из рабочей зоны;
- обеспечивает надежный контакт стержней для равномерного горения электрической дуги;
- фиксирует свариваемые детали в требуемом положении.
Последняя задача особенно важна. Если оси прутьев оказываются сдвинуты даже ненамного, обязательно возникают изгибающие напряжения, резко ослабляющие прочность стыка.
Виды сварки
По способу выполнения ванная сварка арматуры разделяется на:
- ручную;
- полуавтоматическую.
В первом случае используют электроды, во втором — непрерывную подачу проволоки с помощью полуавтомата.
При работе вручную различают одно- и многоэлектродное соединение. В последнем варианте вместо обычного зажима применяется специальная гребенка. Оснастка заметно ускоряет процесс там, где для заполнения ванночки требуется много расплава. К примеру, скрепление стержней большого диаметра.
В последнем варианте вместо обычного зажима применяется специальная гребенка. Оснастка заметно ускоряет процесс там, где для заполнения ванночки требуется много расплава. К примеру, скрепление стержней большого диаметра.
Как осуществляется процесс?
Расстояние между свариваемыми деталями составляет от полутора до двух диаметров используемого электрода. Дуга зажигается у торца одного из стержней. После того, как он начнет оплавляться, зону горения перемещают к другому элементу, затем снова к первому. Так поступают до тех пор, пока все пространство не будет заполнено расплавом металла.
Если диаметр деталей велик, электрод двигается как между торцами арматуры, так и параллельно им. Траектория напоминает спираль или ряд округлых колебаний. До начала работы мы должны убедиться, что арматура в месте соединения не ржавая и чистая. Для получения качественного стыка металл зачищают до блеска. Причем не только по торцу, но и на расстоянии как минимум 3 диаметров от места сварки. Сделать это можно вручную, стальной проволочной щеткой. При больших объемах работ используют «болгарку» или пескоструйный аппарат. Сама ванночка также не должна иметь загрязнений и дефектов.
Сделать это можно вручную, стальной проволочной щеткой. При больших объемах работ используют «болгарку» или пескоструйный аппарат. Сама ванночка также не должна иметь загрязнений и дефектов.
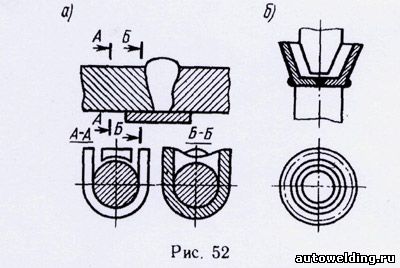
В зависимости от расположения стержней стык может потребоваться не только горизонтальный, но и вертикальный. Во втором случае задача усложняется и требует применения специального типа ванночек, препятствующих выливанию расплава. Оснастка напоминает воронку, открытую в верхней части. Именно через это отверстие вводится электрод и удаляется шлак, когда форма оказывается полностью заполнена расплавом.
Виды ванночек
Представляет собой обечайку из стали, меди или графита. Первый тип, по сути, обычная стальная скоба. По требованиям технологии она приваривается к соединению, дополнительно усиливая его. Медные или графитовые приспособления в отличие от железных можно применять неоднократно, их стоимость заметно меньше. Оснастка выдерживает до 150 заливок, легко отделяясь от готового стыка.
Цена изделий из графита ниже медных, однако из-за пористой структуры углерода легко набирают влагу, поэтому перед работой их приходится просушивать, даже прокаливать.
Ванночки делают различных диаметров, длины и конструкции. Подбирая нужный тип, мы можем соединять стержни как вдоль, так и выполнять тавровые или угловые стыки. По размерам основные соотношения следующие: длина ванночки должна быть не менее 4 диаметров арматуры (для сварки изделия 20 мм потребуется скоба длиной 80). Сечение должно соответствовать диаметру прута, превышая его размер максимум на 3-4 мм.
Приобретаем ванночки
Поскольку требуется купить дополнительную оснастку, то цена выше обычной дуговой сварки. Относительно небольшое увеличение окупается высоким качеством стыка, которое дает такая технология.
| Материал, тип | Диаметр мм | Цена/стоимость за шт.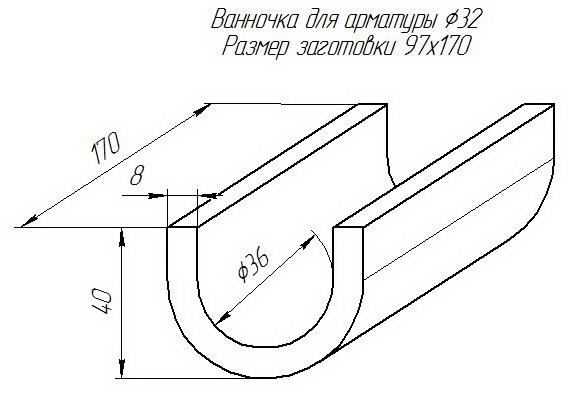 руб руб | Примечание |
| Стальная скоба, одноразовая | 22 | 60 | горизонтальный шов |
| 25 | 65 | ||
| 28 | 85 | ||
| 32 | 95 | ||
| Графитовые ванночки, многоразовые | 20 | 17 | вертикальный шов |
| Медная скоба, многоразовая | 25 | 180 | горизонтальный |
| Формы медные многоразовые инвентарные | от 250 | изготавливаются по заказу |
Ванная сварка в Москве и Московской области | Качественная работа | Быстро
Ванная сварка – надёжное соединение
На сегодняшний день есть множество способов электросварки арматуры для строительных работ. Наиболее широко используются:
- сварка ванным способом;
- дуговая шовная сварка.
Технология последней проста и универсальна, но в ходе такой сварки расходуется немалое количество металла, к тому же она очень трудоемка.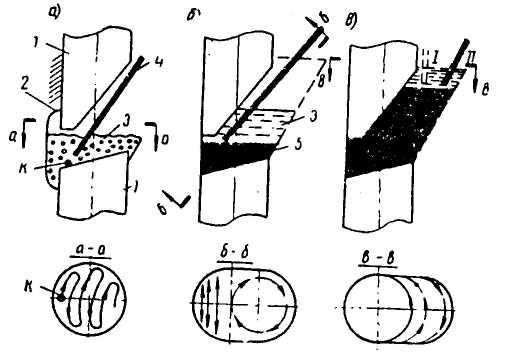 При сварке арматуры ванным способом существенно снижается потребление электродов, электроэнергии, трудоемкость и, что особенно важно, возрастает качество сварного соединения.
При сварке арматуры ванным способом существенно снижается потребление электродов, электроэнергии, трудоемкость и, что особенно важно, возрастает качество сварного соединения.
Область применения сварки
Ванная сварка чаще всего используется для соединения арматуры в железобетонных конструкциях. Назначение арматуры – усиление бетона и препятствие деформации железобетонных плит растягивающими и сжимающими нагрузками.
Такой способ сварки успешно применяется для соединения стержней арматуры больших диаметров, до 100 мм. Технология способна обеспечить цельный силовой каркас, применимый для любого вида строительства.
Сварка ванным способом хорошо подходит для соединения деталей (например, фланцев), полученных путем сгибания заготовок большого сечения.
Сварка обеспечивает качественное надежное соединение каркаса арматуры при получении горизонтальных и вертикальных стыков.
Технология
Технология ванной сварки следующая: на участок арматуры, где соединяются два стержня, приваривается специальная форма. Следует отметить, что форма может быть либо съемной медной, либо стальной не оборачиваемой скобой-накладкой (привариваемой). Далее в форме под воздействием тепловой дуги происходит расплавление металла. Образуется ванна, наполненная жидким металлом. Стыкуемые концы стержней и металл формы образуют общую ванну материала шва, которая после охлаждения и застывания металла образует сварное соединение.
Следует отметить, что форма может быть либо съемной медной, либо стальной не оборачиваемой скобой-накладкой (привариваемой). Далее в форме под воздействием тепловой дуги происходит расплавление металла. Образуется ванна, наполненная жидким металлом. Стыкуемые концы стержней и металл формы образуют общую ванну материала шва, которая после охлаждения и застывания металла образует сварное соединение.
Есть несколько важных моментов при подготовке к процессу ванной сварки, которые необходимо учитывать для получения сварного соединения высокого качества:
- Стыкуемые концы арматуры устанавливаются в форму с зазором, равным 1,5-2 диаметра электрода. Поэтому перед выполнением работ по сварке поверхности стержней арматуры и её торцы необходимо зачистить на 30 мм от любой грязи и ржавчины.
- На качестве стыка сказывается точность смещения осей свариваемых стержней. Величина несоосности не должна быть больше 0,05 диаметра.
Конструкции и размеры по ГОСТ и не только
Компания «СТК Конструкция» предлагает своим клиентам ванночки для сварки арматуры, изготовленные по ГОСТ 14098-91.
Перед тем, как сделать заказ, необходимо определиться с типом и размером ванночки. Исходными данными для определения типа являются тип соединения и способ сварки.
Технология ванной сварки — В помощь хозяину
Сварка арматуры ванным способом
Для укрепления бетона используется металлическая арматура разного размера. Надежность фундаментных и несущих стеновых конструкций, тоннелей, мостовых опор обеспечивают каркасы из арматуры. Они заливаются строительной смесью на основе цемента, образуя железобетон. Существуют различные технологии соединения стальных прутков.
Самым надежным и часто применимым считается ванная сварка, получаемый этим методом шов способен выдержать большие статические и динамические нагрузки без нарушения целостности структуры, отвечает высоким требованиям ГОСТ 14098, действующим в гражданском строительстве. Сваркой ванным способом соединяют рельсы, толстостенный легированный прокат. Этот высокотемпературный метод стыковки металла используют во многих отраслях.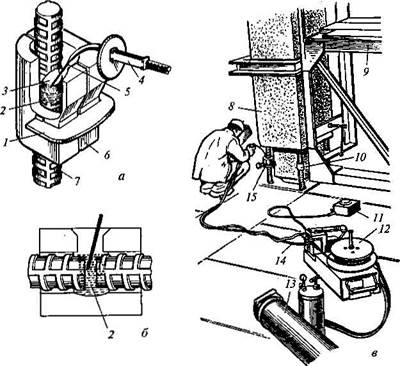
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс. Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает. Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
Принцип сварки ванным способом
Метод сварки ванным способом применяют для металлических полос с сечением до 50 мм, крепления толстостенных фланцев, стыковки прутков. Диапазон диаметра арматуры – от 20 мм до 10 см.
Классификация ванной сварки:
- дуговая ручная с размещением выпусков в стальной скобе;
- полуавтоматическая, сварочная ванна формируется в керамической форме, в этом случае исключаются затраты на накладки, экономятся электроды, формируется аккуратный стык;
- ванно-шлаковая, для нее используется формочка из медесодержащих сплавов.
При возведении металлических каркасов железобетонных фундаментов, несущих стен, туннелей, опор стыковку арматуры чаще производят ручным методом. Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
При ванной сварке создается необходимый запас прочности прутка по всей длине каркаса. Соединение устойчиво на изгиб, кручение. Смещение осей соединяемых стержней не превышает 5% их диаметра.
Достоинства
В сравнении с другими технологиями высокотемпературной стыковки арматуры, ванный метод имеет ряд преимуществ:
- метод применим для неподвижных частей металлоконструкций, нет необходимости их поворачивать для создания соединения по всей поверхности;
- в процессе расплава происходит равномерный, а не точечный разогрев прутков;
- диагностику шва можно производить доступным гамма-лучевым методом;
- для работы используется обычное сварочное оборудование;
- в результате сварки образуется качественное соединение;
- затраты на расходные материалы минимальные – стальная форма служит дополнительным ребром жесткости;
- подобрать формы под размер прутка достаточно просто, они выпускаются в широком ассортименте.
Недостатки
Особенностью выполнения ванной сварки является соблюдение непрерывности процесса. Необходимо следить, чтобы разогрев охватывал всю зону контакта. Ванный метод требует профессиональной подготовки. Еще один минус – использовать стальную форму можно только один раз. Медные ванночки многоразовые, но они дорогие. К недостаткам также относят обязательный подготовительный этап, он увеличивает временные затраты.
Ванночки для сварки
Они бывают литые и штампованные, их делают из стали или медных сплавов. По стоимости они несопоставимы, медные намного дороже. Принцип их использования одинаковый: они должны удерживать расплав, образуемый в зоне стыка, от растекания. По форме это сегмент цилиндра, охватывающий до ¾ поверхности прутка. Используются многоразовые и одноразовые ванночки для сварки арматуры. При соединении арматуры чаще применяются металлические формы. Они создают дополнительный резерв прочности металлоконструкций по всей длине, считаются расходным материалом. Медные сплавы долговечные. Допускается использование ванной из цветных металлов до 150 сварок.
Медные сплавы долговечные. Допускается использование ванной из цветных металлов до 150 сварок.
Процесс ванной сварки
Для сварочного процесса потребуется:
- однофазный или трехфазный аппарат на 220 вольт;
- ванночка или форма для образования шва;
- баллон с инертным газом для создания защитной среды в случае соединения легко окисляемых сплавов;
- от 1 до 4 двухмиллиметровых электродов на одну ванну в зависимости от толщины прутка;
- щиток и другие средства индивидуальной защиты сварщика.
Основные этапы технологического процесса:
- к пруткам в зоне соединения прихватывается стальная скоба;
- под воздействием дуговой волны в сварочной ванне электрод формирует зону расплава;
- концы прутка расплавляются, образуется однородная жидкая структура;
- при охлаждении идет процесс кристаллизации сварочной ванны, получается шов.
Сварочная ванна формируется в любом положении стержней арматуры. Для горизонтальных соединений в качестве скобы используются металлические накладки. Вертикальные стыки свариваются с применением штампованной формы. Её крепят на нижний стержень. Электродом, совершая вертикальные движения, заполняют зазор, наполняют расплавом ванну. Для выпуска шлака форму прожигают, затем отверстие заваривают. Наплыв должен закрывать концы стальных стержней.
Технология сварки предполагает предварительную подготовку поверхностей. Железными щетками концы стальной арматуры следует очищать от ржавчины, грязи и пыли. От чистоты поверхности зависит прочность сварного соединения.
Минимальная длина выпуска стержней – 30 мм. В этой зоне формируется соединение. Максимальный размер зазора кратен толщине электрода. Он не должен превышать 1,5 диаметра. Стержни в сварной ванночке или форме располагаются соосно.
Особенности метода и область применения
При сварке ванным способом образуются шлаковые соединения. Концы прутков образуют с расплавленным электродом однородный сплав, отличающийся по химическому составу от образующих элементов. Шлак служит защитой расплава от окисления воздухом. Для низкоуглеродистых сталей при сварке используется инертный газ, в этом случае шлак активнее пузырится. Корка на шве – хороший показатель прочного соединения. Он легко убирается при постукивании.
Еще одной особенность сварки считается положение электрода в процессе работы: он не должен стоять неподвижно, им совершают колебательные движения, заползая на кромки стыка, чтобы расплав равномерно заполнял ванночку.
Метод применяется во многих отраслях, где требуются прочные соединения металлических деталей толщиной свыше 20 мм. Максимальный размер свариваемого арматурного прутка 100 мм. Массивные железобетонные объекты требуют мощных каркасных конструкций.
Ванным способом удобно варить тавровые балки, сложный профиль. Для формирования зазора нужного размера используют зажимные кондукторы, они фиксируют скрепляемые части в нужном положении. Этот метод соединения металла находит широкое применение:
- в гражданском, промышленном и оборонном строительстве;
- машиностроении при создании движущихся узлов, работающих под нагрузкой;
- нефтедобывающей отрасли;
- горнорудной промышлености;
- в сфере железнодорожного транспорта,
- промышленных предприятиях.
Обладая определенными навыками, имея сварочное оборудование, стыковое соединение металлических элементов можно сделать самостоятельно. Для этого применяются типовые электроды, ванночку нужной формы можно изготовить из медной пластины.
Сварка ванным способом
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее. В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов. К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки
Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом. Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки. Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов. Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями. После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Ванная сварка арматуры: принцип и технология ванного метода сварки их краткая характеристика
Ванная сварка арматуры — это метод соединения металлов с помощью специальной скобы-накладки, которую также называют ванночкой для сварки арматуры. Метод используется в формировании и соединении арматурных стержней, а также для стыков арматуры.
Государственные стандарты
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен 01.07.1992 под номером 14098-91.
Ванная сварка является надежным и часто используемым методом. Отличительной чертой данного процесса от всех остальных видов сварки является ее непрерывность, что очень важно для равномерного плавления. Благодаря этому процессу, металл плавится намного быстрее.
Метод ванной сварки применяется в строительстве различных массивных сооружений и зданий. Шов, созданный с помощью данной сварки, способен выдержать подвижные нагрузки без разрушения целостности конструкции, отвечает требованиям ГОСТ. Если проводить обычную сварку встык, то это может привести к разрушению соединения рядом со швом, таким образом, качество шва значительно ухудшится.
Основные моменты процесса
Суть процесса такова: свариваемые концы стержней арматуры находятся внутри ванночки, далее их по очереди расплавляют электродами. Электрод должен немного касаться стержня, поскольку сварка проводится при высокой мощности тока.
Сварка осуществляется с применением одного или нескольких соединенных электродов.
Скобу-накладку можно изготовить собственными руками или же воспользоваться уже существующими формами, которые были произведены в заводских условиях способом штамповки. Изготовленную форму приваривают к свариваемым электродам.
Принцип сварки
Принцип состоит в следующем:
- следует приварить стальную форму к стержням арматуры в зоне соединения;
- далее электрод формирует зону расплава с использованием теплоты дуги;
- так как торцы плавятся от теплоты металла ванны, в результате образуется жидкая структура;
- в итоге при охлаждении образовывается сварное соединение.
Стержни для стыковки могут быть расположены любым образом: горизонтально, вертикально и в наклонном положении. Если стержни расположены горизонтально, то в таком случае ванну нужно формировать при помощи скобы, которая крепится в месте стыка арматурных заготовок. Вертикальные стыки свариваются с применением штампованной формы.
В основном процесс ванной сварки используется для соединения прутков с большим сечением 20-100 мм, поскольку данный масштаб размеров более всего подходящий для выполнения качественного шва.
Разновидности ванной сварки:
- Ручная электродуговая сварка.
- Полуавтоматическая электрошлаковая.
- Ванно-шлаковая.
Методы ванной сварки арматуры и их краткая характеристика
Наиболее встречающимися и самыми используемыми являются одноэлектродный и многоэлектродный методы сварки.
Одноэлектродный метод
Дуговую одноэлектродную сварку можно выполнять при питании дуги переменным либо постоянным током. Такой метод применяется при сборке конструкций, которые находятся под воздействием неподвижных нагрузок.
Предварительно необходимо подготовить поверхность. Для этого следует концы стальной арматуры очистить от различной грязи, ржавчины и пыли, это можно сделать с помощью железных щеток.
Начинается ванная сварка от одной стороны, постепенно передвигаясь ближе к центру. Выбирают правильный угол наклона для каждого положения шва в пространстве и вида стыка. От угла наклона электрода зависит дальнейшее формирование сварочной ванны. Выбрав правильный угол наклона, полости ванночки равномерно заполнятся, а основной металл прогреется.
При плавлении электрод опускают, обеспечивая создание особо короткой дуги. Металл, полностью покрывая арматуру, поднимается к верхнему краю ванночки. Таким образом сварка считается завершенной. Подгонку деталей следует произвести после того, как шов остынет.
При остановке ванной сварки требуется в обязательном порядке отбить шлак и зажечь дугу на готовом краю шва. Появится возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места необходимо очищать от шлака и повторить эту процедуру около пяти раз.
Многоэлектродная сварка
Многоэлектродный метод сварки действует по такому же принципу, как и одноэлектродный метод. Шов лучше всего заканчивать посередине накладки.
Такой способ гарантирует высокую производительность процесса и качество выплавленного металла, уменьшение проплавления и искривления деталей, а также снижение удельного тепловложения.
Применяемое оборудование
Сварка арматуры может осуществляться при наличии следующего оборудования и материалов:
- однофазный либо трехфазный сварочный аппарат на 220 вольт, обеспечивающий постоянный ток;
- ванночки (скобы-накладки). Их следует подбирать в соответствии со швом, характером свариваемых изделий;
- баллоны ограниченного объёма с инертным газом;
- плавящиеся электроды с покрытием из различных сплавов;
- необходимая одежда специального назначения с целью защиты от УФ-лучей и брызг жидкого металла. Также требуется защищающая маска.
Достоинства и недостатки метода
Ванная сварка имеет ряд достоинств:
- на протяжении расплава происходит равномерный разогрев прутков;
- для каждого прутка достаточно легко подобрать формы под его размер, поскольку они доступны в большом ассортименте;
- для работы применяется общедоступное оборудование для сварки;
- минимальные расходы на потребляемые материалы;
- нет необходимости в кантовке конструкций;
- путем использования гамма-излучения есть возможность проверить качество сварки.
Также имеются некоторые недостатки:
- постоянное соблюдение точного температурного режима. Необходимо следить за тем, чтобы качество шва не пострадало;
- высокая стоимость медных, использующихся много раз ванночек;
- использовать стальные ванны можно только один раз;
- расходуется большое количество стальных ванночек;
- обязательный подготовительный этап, отнимающий большое количество времени;
- охлаждение должно происходить постепенно для того, чтобы не образовалось большое количество шлакового слоя.
Области применения и техника ванной сварки — что это такое и как работает
На данный момент существует больше ста разновидностей сварки. Между ними много отличительных особенностей.
Однако общим для всех является то, что соединение получается в результате плавки металлических частей.
Чтобы правильно выбрать необходимый вид неразъемного соединения, необходимо принять во внимание характеристику изделий, которые планируются к стыковке.
В этой публикации мы поговорим о технике ванной сварки.
Общие сведения
В частности, для варки арматурных частей часто используется метод ванной сварки (еще он называется «сварка встык»).
Здесь мы осветим технологические процессы ванной сварки с применением полукруглых скоб и особенности работы с арматурой. Этом метод также может применяться для сварки стальных конструкций.
Необходимо отметить, что при сварочном соединении арматурных деталей колонн самой используемой является ванная сварка встык.
Ванная сварка осуществляется путем соединения металлов при помощи специальных подковообразных полос, которые так и называются «ванночки для сварки» или «скобы накладки для сварки».
Свое название данная технология получила от приспособлений, которые в ней используются. Суть данного метода заключается в том, что в скобу-ванночку помещаются концы арматуры и заливаются до краев расплавленным металлом.
После того как металл застывает, образуется прочное соединение.
Обычно устанавливают дополнительные ограничивающие приспособления, препятствующие вытеканию металла с торцов ванночки. Для изготовления скоб -ванночек обычно используют сталь низкоуглеродную.
После использования подобных изогнутых полос для сварочных соединений они сплавляются воедино с арматурным стержнем и расплавленным железом.
Но есть скобы для многократного использования ванным методом, которые изготавливают из сплавов меди, из керамики или графита. Они более удобны и практичны.
Особенности техники
Для процесса получения неразъемных соединений применяются один или несколько электродов. Соединять арматурные стержни, используя метод ванной сварки можно в любом положении за исключением потолочного.
Но для этого нужно придерживаться определенных параметров.
Например, диаметр арматурного стержня должен быть меньше, чем скоба. Отступ до стрежня от краев скобы допускается от 1,5 сантиметра.
Есть также определенные особенности сварочных соединений ванным методом при вертикальном расположении.
Для этого берут изогнутую железную полосу из стали (одноразовую) и приваривают ее к ниже расположенной детали. Расплавляется нижний конец арматурного стержня и после этого верхнюю часть арматурного стержня состыковывают с нижним обработанным концом и расплавляют стык.
Скобу, неспешно, наполняют расплавленным железом. Иногда, чтобы избежать образования большого количества шлака, в ванной делают небольшое отверстие. По окончанию процесса его тоже заваривают.
Метод «в стык»
У метода ванной варки в стык, как у любой полноценной технологии, есть ряд своих нюансов и определенных особенностей, которые надо учитывать в работе.
Во-первых, этот метод требует беспрерывности процесса. Именно это дает гарантию равномерной расплавки, поскольку температура плавки многих групп металлов очень высока и требует длительного временного промежутка.
А при непрерывности процесса металлические детали расплавляются существенно быстрее.
Во-вторых, как указывалось ранее, при ванной сварке могут появляться пузырики из шлака. Именно для того, чтобы они не накапливались и выходили, делают маленькое отверстие в скобе-ванночке.
Важно, что на поверхности металла они осуществляют функцию защиты соединения от окисления. По верху шва на арматуре после сварки ванным методом образуется защитная корка.
Она является свидетельством того, что работы выполнены правильно, с соблюдением необходимой технологии. Когда температура металла опустится, эту корку можно счистить.
Пока деталь еще горячая, для выведения излишнего напряжения, ее можно немного обстучать.
При использовании электрода в процессе ванной сварки, профессионалы все делают поступательными движениями, при этом захватываю нерасплавленные кромки.
Будет ошибкой держать электрод без движения на месте стыка, поскольку тепловая энергия не может самостоятельно распределяться, и в результате металлические элементы расплавляются неравномерно.
Все действия необходимо выполнять без спешки, но и без промедления.
При слишком быстрой ванной сварке металл может не успеть расплавиться и приобрести необходимую температуру, и в результате даже внешне хорошее соединение может оказаться некачественным.
При слишком медленной работе металл будет расплавляться и растекаться по ванночке неравномерно, и соединение в итоге может получится хрупким и пористым. Существуют ГОСТы, в которых указана подходящая скорость создания неразъемных соединений.
Сварка встык со скобой
Для ванной сварки встык со скобой не нужно никакого особого специального оборудования. Вполне хватит аппарата для сварки, который способен выдавать мощные показатели сварочного тока, и работать от обычной бытовой розетки.
С этим заданием даже справится небольшой бытовой сварочник или любой другой инвертор в среднем ценовом диапазоне.
Отдельно необходимо приобрести скобы-ванночки, учитывая тип необходимого соединения и характеристики самой детали, которую необходимо варить.
Для соединения в горизонтальной плоскости самыми распространенными являются ванные скобы С-14 -Мn, с15-Рс и С16-Мо.
При этом следует принимать во внимание и длину скобы-ванночки, поскольку объем сваренного металла влияет на качество соединения самым непосредственным образом. Выбирая подходящую ванночку, необходимо обращать внимание на температуру ee плавления.
Она должны быть выше температуры плавления самой арматурной детали.
Применяемые методы соединения металлических конструкций сварочным способом можно совмещать. Сваривание в стык по ванной технологии можно использовать параллельно с методами, где используется газ.
Для этого будет нужен баллон с аргоном или другим инертным газом Кроме того, для сварочного шва могут использоваться плавящиеся электроды с покрытием, например, МР- 3 или АНО.
Это особенно важно для новичков. Учитывая толщину металла, подбирается соответствующий диаметр электрода. Хорошим вариантом для более опытных сварщиков будут расходные материалы торговой марки УОНИ.
Заключение
При выполнении сварочных работ для индивидуальной защиты рекомендуется использовать специальные средства: маски (неплохим вариантом будет маска- хамелеон), робы, перчатки и обувь с подошвой, непроводящей электрический ток.
Это все необходимо в первую очередь для безопасности самого рабочего-сварщика.
В заключении, хотелось бы сказать, что метод ванной сварки в стык с использованием скоб-ванночек надежен, и по своей технологии довольно прост. Он вполне может использоваться сварщиками-новичками без опыта и особой квалификации.
Если понять саму суть данного способа, ознакомится с видео в интернете, то вполне хватит базовых навыков. Надеемся, что данная статья оказалась для Вас полезной!
Ванная сварка арматуры. Что такое сварочная ванна
Для укрепления бетона используется металлическая арматура разного размера. Надежность фундаментных и несущих стеновых конструкций, тоннелей, мостовых опор обеспечивают каркасы из арматуры. Они заливаются строительной смесью на основе цемента, образуя железобетон. Существуют различные технологии соединения стальных прутков.
Самым надежным и часто применимым считается ванная сварка, получаемый этим методом шов способен выдержать большие статические и динамические нагрузки без нарушения целостности структуры, отвечает высоким требованиям ГОСТ 14098, действующим в гражданском строительстве. Сваркой ванным способом соединяют рельсы, толстостенный легированный прокат. Этот высокотемпературный метод стыковки металла используют во многих отраслях.
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс. Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает. Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
Ванная сварка
Принцип сварки ванным способом
Метод сварки ванным способом применяют для металлических полос с сечением до 50 мм, крепления толстостенных фланцев, стыковки прутков. Диапазон диаметра арматуры – от 20 мм до 10 см.
Классификация ванной сварки:
- дуговая ручная с размещением выпусков в стальной скобе;
- полуавтоматическая, сварочная ванна формируется в керамической форме, в этом случае исключаются затраты на накладки, экономятся электроды, формируется аккуратный стык;
- ванно-шлаковая, для нее используется формочка из медесодержащих сплавов.
При возведении металлических каркасов железобетонных фундаментов, несущих стен, туннелей, опор стыковку арматуры чаще производят ручным методом. Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
При ванной сварке создается необходимый запас прочности прутка по всей длине каркаса. Соединение устойчиво на изгиб, кручение. Смещение осей соединяемых стержней не превышает 5% их диаметра.
Достоинства
В сравнении с другими технологиями высокотемпературной стыковки арматуры, ванный метод имеет ряд преимуществ:
- метод применим для неподвижных частей металлоконструкций, нет необходимости их поворачивать для создания соединения по всей поверхности;
- в процессе расплава происходит равномерный, а не точечный разогрев прутков;
- диагностику шва можно производить доступным гамма-лучевым методом;
- для работы используется обычное сварочное оборудование;
- в результате сварки образуется качественное соединение;
- затраты на расходные материалы минимальные – стальная форма служит дополнительным ребром жесткости;
- подобрать формы под размер прутка достаточно просто, они выпускаются в широком ассортименте.
Недостатки
Особенностью выполнения ванной сварки является соблюдение непрерывности процесса. Необходимо следить, чтобы разогрев охватывал всю зону контакта. Ванный метод требует профессиональной подготовки. Еще один минус – использовать стальную форму можно только один раз. Медные ванночки многоразовые, но они дорогие. К недостаткам также относят обязательный подготовительный этап, он увеличивает временные затраты.
Ванночки для сварки
Они бывают литые и штампованные, их делают из стали или медных сплавов. По стоимости они несопоставимы, медные намного дороже. Принцип их использования одинаковый: они должны удерживать расплав, образуемый в зоне стыка, от растекания. По форме это сегмент цилиндра, охватывающий до ¾ поверхности прутка. Используются многоразовые и одноразовые ванночки для сварки арматуры. При соединении арматуры чаще применяются металлические формы. Они создают дополнительный резерв прочности металлоконструкций по всей длине, считаются расходным материалом. Медные сплавы долговечные. Допускается использование ванной из цветных металлов до 150 сварок.
Ванны для сварки арматуры
Процесс ванной сварки
Для сварочного процесса потребуется:
- однофазный или трехфазный аппарат на 220 вольт;
- ванночка или форма для образования шва;
- баллон с инертным газом для создания защитной среды в случае соединения легко окисляемых сплавов;
- от 1 до 4 двухмиллиметровых электродов на одну ванну в зависимости от толщины прутка;
- щиток и другие средства индивидуальной защиты сварщика.
Основные этапы технологического процесса:
- к пруткам в зоне соединения прихватывается стальная скоба;
- под воздействием дуговой волны в сварочной ванне электрод формирует зону расплава;
- концы прутка расплавляются, образуется однородная жидкая структура;
- при охлаждении идет процесс кристаллизации сварочной ванны, получается шов.
Сварочная ванна формируется в любом положении стержней арматуры. Для горизонтальных соединений в качестве скобы используются металлические накладки. Вертикальные стыки свариваются с применением штампованной формы. Её крепят на нижний стержень. Электродом, совершая вертикальные движения, заполняют зазор, наполняют расплавом ванну. Для выпуска шлака форму прожигают, затем отверстие заваривают. Наплыв должен закрывать концы стальных стержней.
Технология сварки предполагает предварительную подготовку поверхностей. Железными щетками концы стальной арматуры следует очищать от ржавчины, грязи и пыли. От чистоты поверхности зависит прочность сварного соединения.
Минимальная длина выпуска стержней – 30 мм. В этой зоне формируется соединение. Максимальный размер зазора кратен толщине электрода. Он не должен превышать 1,5 диаметра. Стержни в сварной ванночке или форме располагаются соосно.
Особенности метода и область применения
При сварке ванным способом образуются шлаковые соединения. Концы прутков образуют с расплавленным электродом однородный сплав, отличающийся по химическому составу от образующих элементов. Шлак служит защитой расплава от окисления воздухом. Для низкоуглеродистых сталей при сварке используется инертный газ, в этом случае шлак активнее пузырится. Корка на шве – хороший показатель прочного соединения. Он легко убирается при постукивании.
Еще одной особенность сварки считается положение электрода в процессе работы: он не должен стоять неподвижно, им совершают колебательные движения, заползая на кромки стыка, чтобы расплав равномерно заполнял ванночку.
Метод применяется во многих отраслях, где требуются прочные соединения металлических деталей толщиной свыше 20 мм. Максимальный размер свариваемого арматурного прутка 100 мм. Массивные железобетонные объекты требуют мощных каркасных конструкций.
Ванным способом удобно варить тавровые балки, сложный профиль. Для формирования зазора нужного размера используют зажимные кондукторы, они фиксируют скрепляемые части в нужном положении. Этот метод соединения металла находит широкое применение:
- в гражданском, промышленном и оборонном строительстве;
- машиностроении при создании движущихся узлов, работающих под нагрузкой;
- нефтедобывающей отрасли;
- горнорудной промышлености;
- в сфере железнодорожного транспорта,
- промышленных предприятиях.
Обладая определенными навыками, имея сварочное оборудование, стыковое соединение металлических элементов можно сделать самостоятельно. Для этого применяются типовые электроды, ванночку нужной формы можно изготовить из медной пластины.
Ванная сварка стальных конструкций и арматуры
На сегодняшний день существует огромное количество видов сварки, около сотни. Все они имеют множество отличий, но их объединяет одно — чтобы получить соединение нужно для начала расплавить металл. При этом нельзя просто выбрать любой понравившийся вам метод и приступить к работе. Нужно учитывать изделие, которое вы собираетесь варить.
Например, вам необходимо сварить арматуру. В этой статье мы рассказывали о сварке арматуры. Там мы упомянули ванный метод сварки (она же сварка встык), о котором хотим рассказать поподробнее. В нашем небольшом материале мы расскажем, что это такое, какова технология сварки с помощью ванночек и какие особенности нужно учитывать перед тем, как приступить к работе. С помощью этого метода можно также сварить стальные конструкции. Мы не зря делаем акцент на арматуре и стальных конструкциях, ведь наиболее распространена именно ванная сварка арматуры колонн.
Содержание статьи
Общая информация
Ванная сварка — метод соединения металлов с помощью специального u-образного приспособление. Его называют «скоба накладка для сварки арматуры» или «ванночки для сварки арматуры». Отсюда, кстати, и название технологии. Концы арматуры помещаются в скобу-ванночку и расплавленный металл заполняет ее до краев. Затем металл застывает, образуя прочное соединение.
Чтобы металл не растекался с торцов ванночки устанавливают специальные ограничители. Большинство скоб-ванночек изготавливаются из низкоуглеродистой стали. После сварки ванночка становится единим целым с арматурой и расплавленным металлом. Также существуют съемные ванночки для сварки арматуры, их изготавливают из меди и ее сплавов, керамики и графита. Такие скобы можно использовать многократно, что очень удобно.
Сварка выполняется с применением одного или нескольких электродов. Технология ванной сварки позволяет соединять арматуру в любом пространственном положении, кроме потолочного. Скоба должны быть больше, чем диаметр арматуры. От краев ванночки до детали должно оставаться не менее полутора сантиметров. Если вам необходимо выполнить ванную сварку в сложном положении, например, вертикальном, то нужно соблюсти некоторые особенности.
Читайте также: Хранение электродов
Для работы нужно использовать одноразовую скобу из стали. Ее нужно предварительно приварить к детали, которая расположена снизу. Затем расплавьте конец нижней арматуры. Состыкуйте верхнюю арматуру с расплавленным концом нижней арматуры и расплавьте стык.
Расплавленный металл должен постепенно заполнять ванночку. Чтобы не образовывалось много шлака в скобе можно сделать небольшое отверстие. После сварки отверстие необходимо заварить.
Особенности сварки
Описываемый метод ванной сварки имеет также ряд дополнительных особенностей, которые вам необходимо знать. Сварка ванным способом не так уж сложна, но это все-таки полноценная технология, со своими нюансами.
Во-первых, ванную сварку нужно выполнять беспрерывно. Это очень важно для равномерного плавления. Ведь у некоторых металлов температура плавления настолько высока, что требует много времени. А благодаря непрерывному процессу металл плавится гораздо быстрее.
Во-вторых, во время сварки на поверхности металла могут образовываться пузыри из шлака и защитного газа (если вы используете его). Выше мы писали, что для их выхода нужно сделать небольшое отверстие в ванночке. Это действительно так. Но не воспринимайте шлак, как нечто чужеродное. Он наоборот защищает соединение от окисления.
Сварка арматуры ванным способом также предполагает образование защитной корки на поверхности соединения. Если она образовалась, значит вы соблюдали технологию и выполнили работу правильно. Не нужно сразу счищать корку, подождите, пока металл остынет. А пока деталь горячая ее можно аккуратно обстучать, чтобы вывести излишнее напряжение.
Пару слов о движении электрода. Не нужно держать его неподвижно на месте стыка, надеясь, что тепловая энергия сама распределиться по детали и металл равномерно расплавиться. Это частая ошибка у новичков. Движения должны быть поступательными, вместе с этим вы должны захватывать нерасплавленные кромки.
Скорость работы не должна быть слишком быстрой или слишком медленной. Если вы будете работать слишком быстро, то просто не расплавите металл до нужной температуры и соединение получится некачественным (хотя на первый взгляд может показаться, что все хорошо). А если вы наоборот будете работать слишком медленно, то не сможете расплавить металл равномерно и он распределится в ванночке так, что готовое соединение будет пористым и хрупким. Почитайте ГОСТы, чтобы знать, какая скорость сварки считается оптимальной.
Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.
Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.
Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить маску-хамелеон), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Вместо заключения
Это все, что мы хотели рассказать вам о ванной технологии сварки. Этот метод прост и надежен, он не требует от сварщика особой квалификации или многолетнего опыта. Достаточно иметь базовые навыки сварки и понимать суть технологии. Посмотрите обучающие видео, чтобы закрепить полученные знания и применить их на практике. Желаем удачи в работе!
виды, способы, инструкция и прочность, плюсы и минусы
В строительстве нередки случаи применения железобетонных блоков, армированных стальными прутьями различной формы. Эти секции используются для создания перекрытий и стен в возводимых зданиях, также с их помощью устраивают цокольные этажи, укрепляют фундаменты, монтируют лестничные пролеты и выполняют прочие виды работ. Для прочности конструкции необходимо ее правильно скрепить, например, выполнить такую работу как сварка арматуры ванным способом.
Процесс сварки
Железные прутья принято укладывать на пол в том случае, если на нем планируется выполнение цементной стяжки. Эта мера помогает избежать искривлений и перекосов во время высыхания полов. Стоит учесть такой момент, что каким бы прочным и гибким не был материал, из которого изготовлена основа, во время обработки его варочным оборудованием в местах стыков и воздействия тока или высоких температур свойства будут несколько теряться. Это приведет к тому, что в местах соединения швами вся конструкция будет гораздо менее прочной, чем в остальных рядах.
Виды арматуры
Для создания укрепляющей арматурной сетки внутри железобетонных изделий используются стальные прутья различного вида и толщины. Это сложная конструкция, отличающаяся разнообразием входящих в ее состав элементов. К каждому из них предъявляются повышенные требования прочности и жесткости, от этого зависит целостность зданий, в которых временно или постоянно находятся люди.
Арматура по типам делится на несколько основных видов, каждый из которых имеет свои индивидуальные характеристики. Существует жесткая арматура, ею считается:
- Двутавровая арматура;
- Гнутый швеллер.
Есть так называемые, гибкие изделия, к классу которых относятся следующие виды:
- пруты с нанесенным на них рифлением;
- гладкие стержни;
- разнообразные сетки.
Горизонтальное армирование
Основные разновидности арматурной продукции, представленные в современном строительстве и обнаруживаемые на рынках мировой индустрии, таковы:
- А1. Гладкая арматура, которую выполняют из стали, она может быть горячекатаной, можно предпочесть низколегированную или углеродистую массу. Это простейший из возможных вариантов.
- А3 обладает рифленой поверхностью и очень востребована в капитальном строительстве при изготовлении стен, фундаментов, которые становятся основой различных высоток. Сталь в этих прутах обрабатывают несколькими разными способами, это придает ей дополнительную прочность.
- АТ800. Продукт, на производства которого идет очень прочная и эластичная сталь. Идеальное решение для конструкций, в которых предполагается наличие большого числа динамических нагрузок.
Как соединяется арматура?
В строительстве используются разнообразные виды сварки арматуры в единую систему сетки. Есть такой вариант, как полуавтоматическая электрошлаковая, ванно-шовная, выполняемая вручную электродуговая, контактная и ванная. По ГОСТу арматуру можно соединить несколькими способами: внахлест, по стыкам и тавровым методом.
Стыковые способы соединения арматуры в систему в свою очередь бывают такими: с участием одного стержня; инвентарный тип; при участии проволоки и электродуги; вручную одним или двумя сварными швами.
Арматура сварная
При электрошлаковой сварке нет электрической дуги, он пригоден для сочленения между собой тяжелых арматурных конструкций. Ванно-шовный способ сварки предполагает передачу тепла к свариваемым арматурным элементам не непосредственно от электрода, а через ванную с жидким металлом. При электродуговой сварке используется непосредственное воздействие на металл электрической дуги, температура такой сварки около 5 тысяч градусов Цельсия, что больше температуры плавления большинства использующихся в строительстве металлов. При контактной сварке необходимый шов создается при помощи нагревания металла электротоком и механического прижатия сплавляемых деталей между собой.
Сварка ванным способом
Техника сочленения ванным способом используется для соединения прутьев большого диаметра (2-10 сантиметров), арматурных стыков в разных рядах; стыков огромных стальных полос. Как можно понять из описания, этот способ подходит для крупных конструкций при возведении зданий. Он дает необходимую жесткость всей конструкции.
Для того чтобы максимально качественно выполнить соединение этим методом, необходимо очень аккуратно и точно совмещать арматурные стыки. Смещение в этом случае должно составить не более половины диаметра входящего в состав соединения прута.
Ванное соединение можно сделать при помощи одного электрода для мест схождения гладких стержней до 32 миллиметров диаметром или гребешком, составленных из некоторого количества электродов для прутьев в 80 миллиметров диаметром. Для сварки понадобятся трансформаторы, производящие переменный ток или приспособления для генерации постоянного.
Сваривание арматур
При проведении одноэлектродной процедуры необходимо использовать скобы для подкладок, выполненные из стали штампованным методом. Многоэлектродная сварка потребует уже составные прокладки, также сделанные из штампованной стали.
При присоединении таким образом к стыкам разных элементов арматуры приваривается стальная форма, в которой электродуга создает ванну с расплавившимся от высокой температуры металлом. Это приводит к формированию необходимого для соединения варочного шва, который после остывания создаст требуемую конструкцию.
Перед тем как начинать варить элементы, необходимо зачистить торцевые части каждого из прутов от образований вроде ржавчины и окалины. Для этого используется специальная металлическая щетка. Затем элементы свариваемой детали помещают друг к другу максимально корректно, оставляя небольшое расстояние между прутьями на торцах для формирования шва.
Вертикальные швы при обработке формируются при помощи листовой формы, выполненной методом штамповки. Ее без вспомогательных средств приваривают к нижней части арматуры, а потом доделывают шов вдоль всего сечения. Для того чтобы сохранить арматурную сетку от деформации в последующем, нужно озаботиться, чтобы длинные прутья перед началом работ получили так называемый «обратный прогиб».
Появляющийся в ходе работы шлак необходимо удалять с участием особого приспособления. Затем верхний прут приваривают к нижнему пруту и заливают металлом. В форме выжигается отверстие для выхода шлака, а затем его снова заделывают.
Плюсы и минусы ванного способа
Способ ванной сварки арматуры, как и любая другая выполняемая при строительстве зданий работа имеет свои плюсы и минусы. Она может предложить следующие преимущества. Для выполнения этого вида соединения арматуры можно использовать совершенно обыкновенные сварочные приспособления. Не придется докупать какие-то дополнительные присадки и аппараты. Она прекрасно соединяет между собой крупные и относительно гладкие элементы.
Во время выполнения работ нет необходимости поворачивать конструкцию. Качество сварки очень легко определяется с помощью гамма-лучей. Если сравнить этот способ с теми, где есть необходимость в использовании накладок на стыки, то получается заметная экономия арматурной стали. Она составляет от полукилограмма до 2,5 килограммов.
Кроме того, при работе с ванной, шкал и пузырьки воздуха стремятся наверх, к металлу, что положительно влияет на качество формируемого при работах сварного шва.
Как недостатки можно посчитать необходимость постоянно поддерживать металл в жидком состоянии, из-за чего замена уже непригодных для сварки электродов должна производиться как можно быстрее. Также слишком быстрое остывание расплавленного металла может привести к повышенному шлакообразованию, что скажется впоследствии на качестве и прочности всего полученного в результате сварки шва. Кроме того, металл периодически должен успокаиваться, что приводит к необходимости периодически закорачивать электроды при работе.
Прочность конструкции
Если сварка ванным способом выполнена грамотно и аккуратно, то ее прочность вполне способна радовать вас очень долгое время. За счет отсутствия воздействия тока непосредственно на торцы прутов конструкция получается более гибкой и более прочной, что делает ее незаменимой при формировании основы в виде железобетонных стен и фундамента для многоэтажных зданий.
Применение лазерных технологий на кухне и в ванных комнатах
От традиционной офлайн-розничной торговли до эскалации войны электронной коммерции, от простого стремления к количественному росту до стремления к обеспечению качества процесса, от традиционной технологии обработки до применения новейших лазерных технологий — вся индустрия бытовой техники переживает глубокие изменения.
Сегодня я хочу обсудить с вами лазерную технологию, которая является одним из четырех главных изобретений 20-го века и сохраняет тот же статус, что и четыре основных изобретения в атомной энергии, полупроводниках и компьютерах.Давайте посмотрим, какие новые изменения он внес в индустрию бытовой техники.
Технология лазерной обработки
Это технология обработки, в основном относящаяся к резке, сварке, поверхности, штамповке и микромашинному оборудованию (включая металлы и неметаллы) с помощью лазерного луча, взаимодействующего с веществами. Лазерная обработка с преимуществом бесконтактной обработки, небольшого повреждения заготовки, высокой эффективности, отсутствия загрязнения, высокой точности и небольшой зоны термического влияния. Поэтому он очень подходит для изготовления легкой и красивой бытовой техники, особенно для кухни и туалета.Например, резка и сварка корпусов из сплавов, сверление, резка и маркировка пластиковых деталей стиральных машин, холодильников и кондиционеров.
Лазерная маркировка
Традиционно этикетки с параметрами для бытовой техники обычно используются из ПЭТ, ПВХ, мелованной бумаги и т.д. смещенная, пузырчатая и т. д. Требуется большое количество этикеточной бумаги. Для этого необходимы высокие производственные затраты с особенностями высокого потребления, не экологически безопасными, а также увеличение рабочей силы и времени работы.Если оригинальная пластиковая этикетка заменяется лазерной меткой, а метод обработки изменяется с традиционной ручной маркировки на лазерную автоматическую маркировку, что может повысить эффективность производства, сэкономить рабочую силу и большое количество расходных материалов, а также будет более экологически чистым и эффективный. В настоящее время многие компании активно расширяют применение лазера в области бытовой техники, предлагая новое решение для лазерной обработки паспортных табличек для бытовой техники, такой как кондиционеры, холодильники, стиральные машины и пульты дистанционного управления.
лазерная резка
Лазерная резка — это процесс фокусировки энергии в небольшом пространстве с использованием энергии высокой плотности для бесконтактных, высокоскоростных и высокоточных методов резки. По сравнению с традиционным процессом резки он имеет более высокую точность резки, меньшую шероховатость, более высокий коэффициент использования материала и эффективность производства. Лазерная резка имеет преимущество, особенно в области тонкой резки, по сравнению с традиционной резкой. В электротехнической промышленности он в основном используется для резки деталей из листового металла, которые выглядят как детали из листового металла, и для установки полных электрических компонентов.Поскольку он использует «бесконтактную обработку», нет необходимости открывать форму, что снижает затраты. Графика обработки выполняется программно, а выкройки разнообразны, например, металлическая фурнитура для кондиционеров, раскрой металлических крышек; охлаждение трафаретная резка или перфорация в нижней или задней части холодильника Резка ножом соковыжималки предназначена для эффективного улучшения качества продукции, снижения затрат на производство, снижения трудоемкости и повышения эффективности производства для производителя за счет технологии лазерной резки .
Лазерная сварка
В бытовой технике традиционно используется аргонодуговая сварка или пайка волокон, но традиционный процесс сварки имеет плохую обрабатываемую поверхность, что создает большие трудности при обработке следующего процесса, в то время как внешний вид лазерной сварки гладкий и плоский. Тепловая деформация мала, материал сохраняется, а обработка внешнего вида может быть завершена простой шлифовкой или полировкой после сварки. Первое применение технологии лазерной бесшовной сварки в Китае — это стиральная машина с барабаном для кристаллов Haier.По сравнению с традиционной стиральной машиной зазор 8 мм, создаваемый заклепкой, улучшает точность сварки внутренней трубы в 14,5 раз, сжимается до 0,55 мм и имеет толщину всего 10 волос. Стоит отметить, что благодаря технологии лазерной бесшовной сварки прочность внутреннего цилиндра кристалла также значительно улучшилась. Некоторые инсайдеры считают, что Haier фактически совершила исторический прорыв в технологии сварки внутренних труб в индустрии стиральных машин.
Фактически, применение лазерного процесса в индустрии бытовой техники — это не только их новая цель развития, но также путь и направление всей китайской экономики и китайского производства. В настоящее время уровень использования лазерных технологий в бытовой технике недостаточно высок, но производители постепенно признают эту технологию. Считается, что в ближайшем будущем применение лазерной технологии в индустрии бытовой техники будет становиться все более обширным, а ее потенциал развития и рыночные возможности неизмеримы.Лазерный процесс повысит ценность бытовой техники и поможет отрасли бытовой техники перейти на более высокий уровень «умного производства».
Лазерная сварка сантехники — MORN LASER
Лазерная сварка — одно из наиболее распространенных применений в сантехнической промышленности. Он не только удовлетворяет потребности производства современных сантехнических изделий, но также является ключом к получению прекрасных эффектов сварочной поверхности, повышению эффективности производства и снижению производственных затрат.
Принцип лазерной сварки
Лазерная сварка — это использование лазерного луча с высокой плотностью энергии для плавления материалов, которое имеет такие преимущества, как высокая скорость сварки, высокая прочность, узкий сварной шов и высокая гибкость. Он не только сваривает обычную углеродистую сталь и нержавеющую сталь, но и сваривает материалы, которые трудно сваривать традиционной сваркой, такие как алюминий и медь.
Лазерная сварка решает проблемы, возникающие при производстве сантехнических изделий из нержавеющей стали.
Современное производство сантехнических изделий из нержавеющей стали становится все более требовательным к прочности сварки и внешнему виду, особенно к компонентам с высокой добавленной стоимостью и чрезвычайно высокими требованиями к качеству сварки.Лучше, чтобы их можно было завершить без последующей обработки или с минимальной последующей обработкой. Однако традиционные методы сварки неизбежно вызовут такие проблемы, как деформация заготовки из-за чрезмерного тепловложения. Чтобы компенсировать проблему деформации заготовки, требуется большое количество методов последующей обработки, что увеличивает затраты.
Кроме того, благодаря высокой скорости сварки и большому соотношению сторон сварки эффективность и стабильность сварки могут быть значительно улучшены.Таким образом, лазерная сварка становится все более популярной в производстве сантехники, нержавеющей стали, стекла, мобильной энергетики и других отраслях промышленности. Из-за чрезвычайно низкого тепловложения во время лазерной сварки, степень деформации после сварки очень мала, и может быть получен очень красивый эффект сварочной поверхности с несколькими последующими сварочными обработками, что может значительно снизить или исключить трудозатраты на огромные процесс полировки и правки. Лазерная сварка осуществляется в закрытом защитном кожухе и оборудована автоматическим пылеотсосом.Обеспечивая здоровье и безопасность сотрудников, он также может поддерживать чистоту и порядок на рабочем месте в мастерской.
Аппарат для лазерной сварки может выполнять сварку тройников или душевых лейок. Зона термического влияния мала, и нет проблем с деформацией заготовки. Поверхность сварки гладкая и однородная. Качественная сварка может снизить последующую рабочую нагрузку, тем самым снижая производственные затраты и повышая эффективность производства.
Процесс лазерной сварки стремится к совершенству, не только приносит людям высококачественные ощущения в ванной, но и приносит духовное удовольствие.
Рекомендуемое оборудование для лазерной сварки.
Аппарат для непрерывной лазерной сварки.
Характеристики. Описание продукта Автор: Han’s Yueming Laser Group Делиться: Вернуться к списку Ванная комната для современных людей — это уже не просто умывальник, а одно из духовных мест обитания людей.Закончив напряженный день, вы можете насладиться редким моментом расслабления, приняв «лечебную» горячую ванну. Таким образом, качество изделий для ванных комнат, свариваемых аппаратом для лазерной сварки сантехники, во многом влияет на индекс счастья в жизни людей. К аксессуарам для ванных комнат относятся смесители, душевые кабины, полки и прочая фурнитура. Независимо от размера фурнитуры, в технологии обработки требуется сварка. Лазерная сварка — одно из наиболее распространенных применений в сантехнической промышленности, которое удовлетворяет потребности производства современных сантехнических изделий.Использование аппарата для лазерной сварки сантехники является ключом к получению красивого эффекта сварочной поверхности, повышению эффективности производства и снижению производственных затрат. Аппарат для лазерной сварки оборудования для ванной комнаты использует лазерный луч с высокой плотностью энергии для плавления материалов. Он обладает такими преимуществами, как высокая скорость сварки, высокая прочность, узкий сварной шов и высокая гибкость. Он может не только сваривать обычную углеродистую сталь и нержавеющую сталь, но и сваривать материалы, которые трудно сваривать традиционными методами, например, металлические материалы, такие как алюминий и медь. Аппарат для лазерной сварки сантехники позволяет сваривать тройные трубы и душевые лейки. Его зона термического влияния мала и не вызывает деформации заготовки. Поверхность сварки гладкая и однородная, а высококачественная сварка может снизить последующую рабочую нагрузку за счет снижения производственных затрат и повышения эффективности производства. Детали — это своего рода творение, детали — своего рода сила Аппарат для лазерной сварки сантехники Он не только приносит людям высококачественные ощущения в ванной Но это также и высшее духовное наслаждение Рекомендую Аппарат для сварки волоконным лазером 1.Характеристики: (1) Рама сварочной головки доступна для настройки в соответствии с бюджетом и производственной площадкой; (2) Приспособление может быть настроено, отделено, привито и быстро стыковано с производственной линией заказчика; (3) Принимает промышленный компьютер для простой и надежной работы; (4) Сварочная головка с колебательным движением используется для создания нескольких оптических путей; (5) Низкие эксплуатационные расходы, меньше расходных материалов, простое ежедневное обслуживание с меньшими затратами; (6) Позволяет выполнять бесконтактную дистанционную сварку, намного проще, чем традиционный метод сварки; (7) Применимо к материалам: нержавеющая сталь, углеродистая сталь, оцинкованный лист, латунь, лист из алюминиевого сплава и другие материалы 2.Описание продукта Аппарат для лазерной сварки фурнитуры для ванных комнат специально используется для производства традиционного оборудования, новой энергетики и других отраслей. Его преимущества включают высокую пиковую мощность, хорошее качество луча, малый размер лазерного пятна и простоту установки. Лазерный луч может реализовать различные формы пятна, одновременно обрабатывать пятно особой формы, удовлетворить сварочные усилия при смешанной сварке и другие высокие требования для достижения точности и эффективности сварки. 3.материалы Алюминий, железо, нержавеющая сталь, медь и другие металлические детали Сварка одинаковых материалов и сварка смешанных материалов. ПРЕД. Аппарат для лазерной сварки Dongguan интерпретирует тенденции сварочных технологий, и его простота преподносит сюрпризы. 一. Представление продукта Ручной лазерный сварочный аппарат — это новый тип удобного лазерного сварочного аппарата, которым могут пользоваться все желающие. Ручной лазерный сварочный аппарат сочетает в себе легкость и простоту использования традиционной аргонодуговой сварки с защитой окружающей среды, высокой эффективностью и энергосбережением при лазерной сварке. В то же время, с технологией вобуляционной сварки и автоматической системой подачи проволоки, она отлично решает проблему тонких листов, а пластины с большими зазорами трудно обеспечить эффективными и качественными Трудностями при сварке. По сравнению с традиционной аргонодуговой сваркой портативный лазерный сварочный аппарат более экологичен, эффективен и универсален. Это не только значительно повышает эффективность традиционной сварки, но, что наиболее важно, значительно улучшает или даже решает проблемы профессионального здоровья операторов традиционной аргонодуговой сварки. 二. Характеристики 1. Высокая эффективность, энергосбережение, экологичность и безопасность эксплуатации; 2. Использование волоконного лазерного генератора, гарантирующего высокую надежность и новейшие технологии; 3. Оптоволоконный кабель длиной не менее 10 метров, более гибкий для работы; 4. Гладкий сварной шов с минимальным окислением, заготовка без деформации; 5. Намного более высокая скорость сварки, чем при традиционной сварке с минимумом полировки; 6. Регулируемая ширина лазерного луча, отвечающая требованиям сварки различных зазоров; 7. Простота в эксплуатации и отсутствие необходимости в высококвалифицированных операторах, таких как дуговая сварка; 8 . Отсутствие ультрафиолетового излучения, отсутствие озона при работе, сохранение здоровья операторов. 三. Приложения Кухонные и ванные принадлежности из нержавеющей стали, дверные и оконные ограждения из нержавеющей стали, лестничные лифты, мебель из нержавеющей стали, фурнитура, шкафы распределения электроэнергии, воздуховоды, контейнеры и т. Д. 四 . Технические характеристики Мощность лазера 1000 Вт 1500 Вт 2000 Вт Длина волны лазера 1064 нм Проникновение <4 мм (зависит от мощности лазера и материала) Рабочая температура <40 ℃ Рабочая влажность <70% Длина оптоволоконного кабеля 10 метров (стандарт) Блок питания 1 фаза / 220 В ± 10% / 50-60 Гц Путь охлаждения водяное охлаждение Тип лазера Непрерывный 五.Сравнение с традиционной сваркой (для справки): товар Традиционная сварка Лазерная сварка Ручная лазерная сварка Тепловое воздействие Очень высокий Низкий Низкий Сварочная деформация Большой Малый Малый Прочность при сварке Хорошо Хорошо Отлично Постобработка Польский Нет или редко полируется Нет или редко полируется Скорость сварки Обычный быстро быстро Применяемые материалы Нержавеющая сталь, углеродистая сталь, AL, лист оцинкованный Нержавеющая сталь, углеродистая сталь, АЛ, лист оцинкованный Нержавеющая сталь, углеродистая сталь, AL, лист оцинкованный Расходные материалы Много Литтл Литтл Сложность операции Сложная Обычный Простой Безопасность оператора опасно Сейф Сейф Окружающая среда Загрязненный Окружающая среда Окружающая среда Отказоустойчивость сварки Хорошо Плохо Хорошо Сварка качанием НЕТ НЕТ Есть Настроенная ширина луча НЕТ НЕТ Есть Качество сварки Плохо Общий Отлично 六.Ручной стол для проплавления при лазерной сварке (для справки) Материал Защитный газ Толщина (мм) 500 Вт 1000 Вт 1500 Вт 2000 Вт Алюминий N2 1.0 В В В 1,2 В В В 1,5 В нержавеющая сталь 2.0 В 2,5 В Ar 0,5 В В В В 0.8 В В В 1,0 В В В 1,2 В В В Углеродистая сталь 1.5 В В 2,0 В 2,5 В 3.0 CO2 0,5 В В В В 0,8 В В В 1.0 В 1,2 В В В Лист оцинкованный 1,5 2.0 В 2,5 В 3,0 Ар 0.5 В В В В 0,8 В В В В 1,0 В В В 1.2 В В В 1,5 В В 2,0 В 2.5 В 七. Примеры изображений Щелкните здесь, чтобы просмотреть автобусный маршрут системы общественного транспорта Маскегона (MATS) между главным кампусом и Технологическим центром Sturrus — маршруты 11 Просмотрите видео программ MCC, размещенных на STC, или узнайте о них подробнее ниже. 20 сентября 2017 года центральный центр муниципального колледжа Маскегона официально стал Технологическим центром Каролин I. и Питера Стурруса после того, как местная пара пожертвовала колледжу рекордный подарок в размере 1,5 миллиона долларов, чтобы дать название учебному заведению. Пожертвование Стурруса представляет собой самый крупный — более миллиона долларов — индивидуальный подарок MCC. Кэролайн И. и Питер Стуррус «Я делаю это из любви к Маскегону и из любви к муниципальному колледжу Маскегона», — объяснил Питер Стуррус, который долгое время был президентом Shape Corp.в Гранд-Хейвене, штат Мичиган, и однажды посещал курсы в MCC, когда начинал свою карьеру в качестве мастера по изготовлению инструментов и штампов. Его занятия перешли в Колледж Аквинского, где он получил степень по бизнесу. «Основная причина, по которой я сделал это, — это почтить память моей жены Кэролайн Иверсен Стуррус», — продолжил он. «Она работала помощником президента MCC более 30 лет, начиная с окончания средней школы». Щелкните здесь, чтобы прочитать всю историю Завершение ремонтных работ в 2017 году обошлось ЮТК в 16,125 миллиона долларов, а МСС получил еще 3 доллара.7 миллионов в качестве гранта на оборудование от штата Мичиган для оснащения здания, в результате чего общая стоимость проекта составила 19,8 миллиона долларов. В рамках борьбы с коронавирусом в Технологическом центре Sturrus не проводятся мероприятия, но для получения информации о проведении мероприятий после пандемии щелкните здесь. Посетители входят в Технологический центр Каролин И. и Питера Стуррус на 388 W.Клэй, напротив Хакли-парка. Они проходят через недавно построенный вестибюль Уэйна Дж. Деура и в атриум / вестибюль Фонда потребителей энергии. Коридор Грега и Барб Марчак справа ведет посетителей в класс экспериментального обучения и студенческий центр. Коридор, выходящий прямо к вестибюлю, ведет к вестибюлю Warner Norcross и Judd. Поднявшись на лифте на второй этаж, посетители попадают в вестибюль верхнего лифта Джудит Токсопеус и Джона В. Кливза. Комната 013 — Магазин выкройки Джеймса и Флоренс Джексон (497 кв. Футов) и отделочная комната (286 кв. Футов.) Комната 015 — Лаборатория испытаний материалов (2292 кв. Фута) Зал 110 — Класс машинной техники (940 кв. Футов) Зал 115 — Лаборатория станкостроения Северной станкостроительной компании (5212 кв. Футов) Зал 112 — Метрологическая лаборатория Arconic Foundation (124 кв. Фута) Зал 117 — Лаборатория сварочных технологий (6886 кв. Футов) Аудитория 118 — Класс сварки (988 кв. Футов) Комната 120 — Офисы по обслуживанию студентов Комната 122 — Студенческий центр (2 074 кв. Фута) Студенческий холл доктора Дейла и Конни Несбари Студенческий холл доктора Алана Штайнмана Аудитория 210 — Класс альтернативной энергетики (2408 кв.футов) Комната 211 — Лаборатория прикладных технологий Роберта Слагера (1658 кв.ft.) Комната 212 — Лаборатория электроники (1 505 кв. Футов) Аудитория 215 — Классная комната (961 кв. Фут) Комната 216 — Лаборатория электричества (1905 кв. Футов) Комната 217 — Лаборатория автоматизации Arconic Foundation (2732 кв.футов) Комната 219 — Компьютерная лаборатория САПР (1302 кв. Фута) Комната 220 — Офисы Департамента прикладных технологий (842 кв. Фута) Комната 222 — Компьютерная лаборатория САПР Arconic Foundation (1143 кв. Фута) Комната 223 — Лаборатория аддитивного производства Arconic Foundation (336 кв. Футов) Комната 225 — Столовая, Вендинговая Студенческая гостиная (350 кв. Футов) Комната 226 — Класс DTE Energy Foundation (907 кв. Футов) Посетители входят в Институт предпринимательства Rooks | Sarnicola со стороны входа на проспект У. Клэй напротив парка Хакли. Они пройдут через вестибюль Helstrom и войдут в вестибюль Essex / Port City Group. Зал EC 106 Best Financial Credit Union (236 кв. Футов) Комната EC 111 — Lakeshore Fabrication (Fab) Lab (3263 кв. Фута) Зал 102 — Центр быстрых прототипов Ричарда и Энн Крафт (899 кв. Футов) CAD Электроника / Автоматизация Инженерное дело Обработка Материалы Сварка Технологический центр MCC Carolyn I. и Peter Sturrus предлагает корпорациям и частным спонсорам множество возможностей иметь классную комнату, лабораторию или само здание, названные в их честь.Для получения дополнительной информации о возможностях присвоения имен в Технологическом центре Кэролайн И. и Питера Стурруса обращайтесь: Эми Свуп По вопросам организации частной экскурсии по ЮТЦ обращайтесь: Cyndi Langlois Для статей, связанных с новостями, щелкните следующие ссылки: . Фотография 1 Фото 2 Всегда следуйте рекомендациям производителя при работе с их продуктами.
Кроме того, установщикам следует пройти профессиональную подготовку по тепловой сварке в компании-изготовителе.
торговая организация, производитель или местный дистрибьютор коммерческих
эластичный пол. Материалы, используемые для тепловой сварки этих полов, представляют собой сварочный пруток из ПВХ,
также называется потоком. Существует два типа сварочного стержня / резьбы (Фото 1). Фото 3 Другой тип сварочного стержня — это узорчатый или маскирующий сварочный стержень, изготовленный из
такого же или аналогичного цвета и рисунка, что и напольное покрытие, этот тип стержня хорошо сочетается
с настилом.Он не создает невидимого шва, но помогает
скрыть шов. В зависимости от производителя эти сварочные стержни могут быть круглыми или круглыми.
полукруглая форма. Чтобы создать успешный шов, сваренный термосваркой, начните с хорошо разрезанного, хорошо склеенного
шов. Большинство производителей не рекомендуют стыковать заводские кромки вместе для
термосварной шов; От 1/2 дюйма до 1 дюйма следует удалить с каждой кромки для
сшивание. Обычно в шве должен оставаться небольшой зазор (примерно 1/64 дюйма), чтобы
помочь направить инструмент для нарезания канавок по шву.Если зазор слишком велик, шов
целостность будет нарушена, и вероятно повреждение сварного шва. В зависимости от производителя обычно период ожидания составляет 10-24 часа.
часов, чтобы остаточная жидкость в клее могла рассеяться до нагрева
сварка. Если не дать остаточной жидкости в клее рассеяться, это может привести к
нарушение склейки сварного шва, которое может не проявляться в течение нескольких
от недель до месяцев после установки. Фото 4 Для термической сварки используются канавки трех типов. Канавка для рук
полезен для коротких швов и концов швов и стен для обшивки. Эти
инструменты непрактичны для длинных швов, особенно при сварке сварочного стержня контрастного цвета
используется (Фото 2). Накатно-канавочный станок работает без электричества; эти инструменты имеют
преимущество в отсутствии пыли и шума, которые могут нарушить работу существующей рабочей площадки
(Фото 3). Фото 5 Обработка канавок и тепловая сварка должны выполняться в тот же день во избежание
загрязнение канавок. Следующий шаг — приварить стержень к пазу шва с помощью горячего воздуха.
пистолет со сварочным наконечником или насадкой (Фото 4). Пистолет горячего воздуха обеспечивает тепло и
поток воздуха, необходимый для сваривания шва. Нагревательные элементы на этих пистолетах могут
достигать температуры до 600 градусов по Цельсию; воздуходувка передает
нагреть до паза в шве и сварочного стержня. Пистолеты горячего воздуха доступны в ручных моделях и автоматических сварочных аппаратах. Рука
удерживаемые модели полезны для коротких швов, небольших работ и заплачивания, а также
по-прежнему требуется для завершения швов при использовании сварочного автомата. Фото 6 К термофену прикреплены специальные сварочные насадки для фокусировки тепла и воздуха.
из пистолета в паз и сварной стержень, чтобы одновременно сплавить их вместе.Сопло также позволяет установщику слегка надавливать на сварной шов,
помогает укрепить сварной шов. Сварочные наконечники могут быть разными: от наконечника карандаша и подающего ролика до всех типов скорости.
наконечники или роликовые наконечники. Наконечники предназначены для работы с различными сварочными стержнями.
диаметры и формы (фото 6). Фото 7 Перед сваркой уложенного пола отрегулируйте температуру нагрева до
рекомендации производителя напольных покрытий; если их нет, отрегулируйте нагрев
вдвое меньшей теплоемкости термофена и дать пистолету нагреться
в течение нескольких минут. Используйте обрезки пола и потренируйтесь нарезать канавки и сварку, чтобы
что выбран правильный уровень нагрева. Это важный шаг даже
при термической сварке одного и того же продукта в разные дни или работы в качестве температур,
источник питания, а также размер и длина удлинительного шнура могут повлиять на то, как термофен
выполню. Другой метод, который используется для
определить правильность настройки нагрева — поместить сварочный стержень в горячую
поток воздуха из пистолета в течение нескольких секунд; сварочный стержень должен плавиться без
жжение. Фото 8 Имейте в виду, что многие новые коммерческие полы покрываются на заводе УФ-излучением.
вулканизированный уретан. Эти покрытия могут быть чувствительны к чрезмерному нагреванию. Если обжигающий
или на вашей практике появляется растрескивание отделки по краям шва
сварить, отрегулировать температуру, угол наклона сварочного наконечника к полу или
используйте термочувствительный сварочный наконечник. Чтобы определить, плавятся ли сварочный стержень и настил, небольшой гребень
материала образуется с каждой стороны сварного шва в месте соединения сварочного стержня
и пол.Этот гребень также известен как «промывка». Никакой стирки, никакой сварки — это
Практическое заявление при тепловой сварке. Слишком высокая настройка нагрева или слишком медленное перемещение пистолета по шву
сожжет шов. Обычно это происходит по мере расширения стирки и развития
в обугленный участок по шву. Установлен слишком низкий уровень нагрева или движется.
слишком быстрое продвижение по шву приведет к образованию холодного пятна в сварном шве. Как сварной шов
стержень будет зачищен или обрезан, он выйдет из канавки, что приведет к
требуют ремонта.Помимо установки правильной температуры и скорости
очень важно содержать наконечники в чистоте, чтобы наконечники не забивались.
из-за чего сварочный стержень может тянуться, растягиваться или ломаться при прохождении через него.
наконечник. Большинство тепловых сварных швов будет выполняться на двух участках по шву.
требуется стыковка сварочного стержня в шве. Начать шов у стены, сварить
к противоположной стене примерно три четверти шва. Подготовить
стык, обрезав готовый конец первого сварного шва под углом к
пол, чтобы создать пандус, или с помощью ножа и обрезной пластины сделайте
сначала проведите по шву, удалите все незакрепленные сварочные стержни и разрежьте или протрите конец
сварного шва, чтобы создать наклон для следующего сварного шва.Избегайте зачистки сварного шва заподлицо.
пол, так как стык сварного шва тоже не скроет. Когда это будет завершено, начните сварку от противоположной стены по направлению к первой.
сварка. Приварите пандус в месте стыка к первому сварному шву примерно на один
дюйм. Этот метод также используется для устранения холодных точек вдоль сварного шва.
шов. При сварке пересечений швов, таких как поперечные швы, сначала сварите короткий шов,
защитите поверхность пола с помощью ножа для стирки или двух слоев малярной ленты
расстояние примерно в одну восьмую дюйма от края канавки, это будет
предотвратить ожог пола.Приварите шов к ленте или металлу, чтобы
конец шва заваривается. Затем протрите конец сварного шва на
пересечение длинного шва, и сварка длинного шва. Процесс зачистки или обрезки сварочного стержня заподлицо с поверхностью сварного шва.
пол будет определяться используемыми инструментами. При использовании шпателя или
четверть лунных ножей, шов будет зачищен за два прохода. Первый проход обычно выполняется, пока сварочный пруток еще теплый, с помощью зуба.
ножом и обрезной пластиной или аналогичным ножом, обрежьте примерно половину излишка
стержень.Затем дайте остающемуся сварочному стержню полностью остыть до комнатной температуры.
Перед тем, как сделать последний проход затачивания, промойте поверхность пола заподлицо. Эти шаги очень важны для предотвращения сварного шва вогнутого шва. Если сварочный стержень
обрезается за один проход или пока он еще теплый, удочка потянется вверх
слегка обрезать, что приведет к обрезке слишком большой части удилища.
Вогнутые швы становятся неприглядными, так как грязь от пешеходов накапливается в
шов. Примечание о ножах для зуботочения: они обычно заостряются с одной стороны, чтобы
срез заподлицо по поверхности пола.При использовании декоративной пластины это хороший
Практикуйтесь иметь два ножа для заточки, один из которых используется исключительно с декоративной пластиной и
один, чтобы использовать для среза заподлицо. Использование одного и того же ножа для обоих проходов может оставить
царапины на полу, так как декоративная пластина может оставлять небольшие вмятины на полу.
лезвие ножа. Протирание шва чистой тряпкой, смоченной водой с мылом, может помочь
не допускать втыкания ножа в поверхность пола; однако наиболее
эффективная профилактика — острый нож и натренированная рука. Рубанок — это однопроходный инструмент, который выполняет оба разреза за один проход. Когда используешь
строгальный станок позволяет сварному шву полностью остыть перед зачисткой. Рубанки
которые регулируются, предотвратят закапывание или проскакивание при зуботочении. Как и в случае с
зачистить ножи, поддерживать острые и чистые лезвия на строгальных станках (Фото 8). Когда зачистка и любой ремонт завершены, в зависимости от продукта и
у производителя могут быть дополнительные требования к термическому глазурованию сварного шва
стержень. Процесс термического остекления выполняется с помощью ручного термофена с
кончик карандаша установлен на более низкую температуру. Горячий воздух фокусируется на готовом
сварка, придающая сварному шву глянцевый вид, слегка уплотняет сварной шов
стержень, который помогает поддерживать его в чистоте. Кроме того, некоторым производителям может потребоваться
обработка химическим герметиком готового шва. Наконец-то это хорошо
потренируйтесь наносить слой коммерческого напольного герметика или полироли на шов, чтобы
содержать в чистоте до завершения строительства и регулярного ухода за полом
начинается. Если да, то вы попали в нужное место. Пивные аксессуары улучшат ваши впечатления от употребления алкоголя. Что лучше холодного пива после долгого утомительного рабочего дня? В то время как пиво для одних — просто освежающий напиток, чтобы расслабиться, для других — отличное развлечение. Если вы относитесь к последней группе, вы хотите в полной мере насладиться пивом.От лагеров до пилзнеров вы захотите приобрести некоторые пивные аксессуары, чтобы улучшить свои впечатления от употребления алкоголя. Хотя вы можете легко купить готовые аксессуары для пива, готовые аксессуары имеют привлекательную и уникальную отделку. Если вы покупаете аксессуар для себя или хотите подарить близкому человеку что-то более уникальное, каждый найдет что-то для себя. Помимо производства уникальных предметов, изготовление пивных аксессуаров имеет следующие преимущества: Вот пять пивных аксессуаров, которые вы можете легко изготовить для чего-то более уникального, отражающего вашу индивидуальность. Умные мини-кеги предназначены для того, чтобы ваше пиво оставалось свежим, холодным и хорошо газированным в течение максимум двух недель. Доступные в элегантном и компактном дизайне, мини-бочонки легкие и портативные. Если вы сделаете свой мини-бочонок, вы получите не только яркую, винтажную медную отделку, но и любую другую отделку по вашему вкусу. Однако это будет зависеть от вашего выбора материала. Привлекательный гроулер под давлением оснащен встроенным краном, чтобы вы могли налить пиво, когда пришло время насладиться напитком. Это дает вид старинной пивоварни с очаровательным эффектом. Более того, он может пригодиться при проведении вечеринки, и вам понадобится создать коктейль-бар, где ваши друзья или гости могут самостоятельно приготовить себе любимый напиток. Вы и велосипедист, и любитель пива? Вы можете изготовить брелок для ключей с пивным велосипедом, который можно использовать для выполнения различных задач в качестве многофункционального инструмента. Типичная цепочка для пивного велосипеда включает в себя отвертку с плоской головкой, шестигранные биты переменной длины и открывалку для бутылок, все это завернуто в одну цепочку для ключей. Это также идеальный подарок для любимого человека, который любит кататься на велосипеде и время от времени пить пиво. Вы также можете изготовить уникальную вешалку для пивных бутылок для хранения пивных бутылок. Вешалку можно сделать для крепления к стене или потолку, она поможет сэкономить место в холодильнике для других предметов, которые вы хотите хранить охлажденными. Так же, как BottleLoft, магнитную вешалку для бутылок, вам придется сделать вешалку с сильными магнитами, если вы собираетесь установить ее на потолке для хранения пивных бутылок. Если вы производите вешалку для пивных бутылок для домашнего использования, рассмотрите возможность хранения меньшего объема с двух до шести пачек. Хранение дисплеев добавит эстетической привлекательности вашему интерьеру. Вы всегда можете держать пиво под рукой, чтобы пить, когда захотите, даже в душе.Как и Shakoolie, вы можете изготовить аналогичный аксессуар для установки на стену в ванной. Это умный пивной аксессуар, предназначенный для хранения пива и охлаждения, когда вы моетесь в душе в ожидании следующего глотка. Так же, как и шакули на липучках различного дизайна, проявите творческий подход и изготовьте подставку для пива для душа в привлекательном дизайне. Ищите вдохновение в Интернете, чтобы создать устройство, которым вы будете пользоваться долгое время. Вы не ошибетесь, если изготовите держатель для пива для душа на заказ.Также подумайте о подставке для пива, которую вы можете установить на своей мебели или в другом месте, которое вы сочтете нужным.
Этот специальный сварочный аппарат представляет собой лазерное сварочное оборудование для профессионального применения традиционного оборудования, новой энергетики и других отраслей. Он обладает такими преимуществами, как высокая пиковая мощность, хорошее качество луча, тонкое пятно и гибкая установка. Лазерный луч может создавать пятна различной формы, одновременно обрабатывать пятна неправильной формы, удовлетворять различные востребованные сварочные эффекты, такие как гибридная сварка, а также осуществлять точную и эффективную сварку.
Применяемые материалы
Сварка алюминия, чугуна, нержавеющей стали, меди и других металлических листов из того же материала и смешанных материалов. Аппарат для лазерной сварки на продажу
Какое влияние оказывает лазерный сварочный аппарат на оборудование для ванных комнат?
— DongGuan Jez Technology Co., ООО
Технологический центр Кэролайн И. и Питера Стурруса
В рамках ответных мер Колледжа на коронавирус доступ к Технологическому центру Sturrus предоставляется только студентам и сотрудникам с очными занятиями.В настоящее время никаких внешних мероприятий не запланировано. Технологический центр Sturrus
388 W. Clay
Muskegon, MI 49440
(231) 777-0421 (главный стол) или (231) 288-6504 (охрана)
Lakeshore Fab Lab Автобусные маршруты от главного кампуса
Тезки Технологического центра Sturrus
Зал 011 — Литейная лаборатория CWC Textron (2 495 кв. Футов)
Благодаря полностью новой литейной системе Sinto Sandmold и сопутствующей существующей печи Inductotherm, Литейная лаборатория CWC Textron подготовит новое поколение литейщиков.
Примыкающий к литейной лаборатории CWC Textron, Pattern Shop, спонсируемый Стивеном и Деброй Джексон в память о Джеймсе и Флоренс Джексон, имеет оборудование для шлифования и отделки деталей и форм, созданных для литейного производства. Завершающий зал спонсируется Сьюзен Джексон в память о Джеймсе и Флоренс Джексон.
Наука о проверке качества материалов на соответствие спецификациям, металлургия — важная производственная функция.Эта лаборатория может похвастаться новым спектрометром, а также тестерами твердости и растяжения, которые познакомят студентов с ключевыми инструментами в этой важной области.
Этот класс, примыкающий к лаборатории машинных технологий, является местом встречи каждого класса в начале и позволяет инструкторам обсудить основные цели и концепции класса. перед тем, как студенты направляются в лабораторию машинных технологий для работы над своими проектами.
Дом с ручными станками и станками с ЧПУ для металлообработки, основное внимание здесь уделяется увеличению числа станков с ЧПУ и нового оборудования, такого как новые фрезерные станки Haas и токарные станки.
В этой комнате находится координатно-измерительная машина (КИМ) и другие измерительные и качественные инструменты для студентов-механиков, которые могут практиковать процессы контроля качества на готовых деталях.
В этой лаборатории находится 16 новых сварочных кабин с новыми сварочными аппаратами и системой газовых коллекторов, а также большая производственная площадка, включающая новые ножницы, кромки. пила, пробивной пресс, сварочное робототехническое оборудование.
Этот класс, примыкающий к Лаборатории сварочных технологий, может вместить 16 студентов и имеет возможности Smart Board.
Этот офисный комплекс, который используется сотрудниками MCC Student Services, включает зал ожидания Ларри Райта и офис Нила Сандерса, а также два других.
Эта красивая комната с деревянными панелями, бывшая в бывшем вестибюле Muskegon Chronicle, была восстановлена в своем первоначальном великолепии. Помещение, в котором установлена многоцелевая мебель, будет в первую очередь использоваться как учебная зона для студентов, но может быть использована для проведения массовых мероприятий.
Задний лестничный пролет ведет в студенческий холл доктора Дейла и Конни Несбари на втором этаже. в то время как парадная лестница ведет в студенческую гостиную доктора Алана Штайнмана.
Парадная лестница ведет в студенческий холл доктора Алана Штайнмана на втором этаже.
В этом классе / лаборатории проводится программа MCC по альтернативным и возобновляемым источникам энергии. Он включает в себя солнечную электрическую энергию, солнечную горячую воду и ветряные турбины. Есть крыша в помещении для установки солнечных батарей и лабораторное пространство для поиска неисправностей и анализа ветряных турбин. Этот номер также используется для подачи электричества в жилые дома. Студенты устанавливают и подключают переключатели, освещение и панели для практического обучения.
В этой компьютерной лаборатории есть 24 студенческих рабочих места для использования на курсах обработки, контроля качества, САПР, технической математики и других классов. Имеется 16 симуляторов программирования Haas с ЧПУ, которые взаимодействуют с оборудованием Лаборатории машинных технологий, что позволяет практиковаться в кодировании деталей, обработанных с помощью ЧПУ.
В этой лаборатории 20 компьютерных станций, используемых для моделирования и проектирования программного обеспечения для классов электроники. Это также практическая учебная лаборатория для занятий по биомедицинской электронике, которая включает насосы, ЭКГ, дефибрилляторы, вентиляторы и разнообразное современное медицинское оборудование, обычное для больниц и клиник.
Классная комната общего назначения для общеобразовательных требований, связанных со степенью в области прикладных технологий.
В этой лаборатории есть компоненты и диагностические инструменты для понимания аналоговых и цифровых электрических цепей, от базовых до сложных.
Эта лаборатория включает в себя промышленных роботов, электрические панели, ПЛК, гидравлическое и пневматическое оборудование для практического обучения электричеству. Программирование, связь, датчики, конвейеры и температурные камеры используются для изучения концепций промышленного управления и автоматизации.
Эта лаборатория включает 20 студенческих станций САПР — все с двумя мониторами, твердотельными накопителями и установленными с последним программным обеспечением САПР.
Этот комплекс офисов, обслуживающих кафедру прикладных технологий и преподавателей, включает в себя приемную Арильда и Маргарет Нильсен и складское помещение Фонда Комерика.
Эта лаборатория, спонсируемая Arconic Foundation, содержит 20 студенческих станций САПР, все с двумя мониторами, твердотельными накопителями и установленными новейшими технологиями. в программном обеспечении САПР.
В этой лаборатории находится новый широкоформатный плоттер, 3D-принтер и новый 3D-сканер.
Студенты могут получить доступ в эту комнату в любое время, когда они находятся в Технологическом центре Sturrus, чтобы использовать торговые автоматы или микроволновые печи для нагрева еды.
Классная комната общего назначения, спонсируемая DTE Energy Foundation, эта комната используется для общих образовательных требований, которые являются частью программ прикладных технологий.
Зал 125 — Лаборатория экспериментального обучения доктора Дональда и Нэнси Крэндалл (1030 кв.футов)
Эта лаборатория, входящая в состав Центра экспериментального обучения, включает инновационные технологии групповой работы. В сочетании с центральным расположением в центре города, среди множества исторических зданий, этот объект воплощает в жизнь классную работу. Центр экспериментального обучения MCC, Технологический центр Sturrus будет проводить уроки и общественные программы, которые познакомят вас с историей, общественными науками, политическими науками и многими другими темами в центре Маскегона. Центр предоставляет возможности для совместного обучения с использованием педагогики экспериментального обучения.Технологический центр Sturrus также станет базой для предложений экспериментального обучения по городу и для экскурсий по штатам и стране. В своем новом месте Центр планирует вырасти за счет 30 мероприятий, в которых в прошлом году приняли участие 4 000 студентов и членов сообщества.
Это вспомогательное место для Best Financial Credit Union обеспечивает удобные услуги для его членов.
Начиная с весны 2018 года, Lakeshore Fab Lab, спонсируемая Фондом сообщества района Гранд-Хейвен и Фондом сообщества округа Маскегон, будет предлагать динамичный среда, в которой предприниматели любого возраста могут воплотить свои идеи в жизнь.Станции САПР, 3D-принтеры, робототехника, лазерное травление, производственная обработка и многое другое будут доступны на основе членства и материалов. Подключившись к сети Global Fab Lab, можно будет использовать идеи и помогать по всему миру. Fab Lab включает в себя складское пространство Makerspace Foundation Community Foundation.
Этот зал, спонсируемый Ричардом и Энн Крафт, является частью лаборатории Lakeshore Fab Lab и открыт для использования членами Fab Lab.В зале находятся 12 станций САПР, 3D-принтеры Stratasys высокого и среднего уровня и 3D-сканер. Помимо использования участниками Fab Lab, эта комната используется для тренингов, проводимых Lakeshore Fab Lab.
С рабочими станциями, подключенными к трехмерным принтерам, программа CAD знакомит вас с дизайном, отправной точкой всего, что производится сегодня. Ожидается, что к 2028 году спрос на позиции CAD вырастет на 2,5%, а средняя заработная плата составит 21-33 доллара в час.
С набором электрических панелей и десятью роботами MCC реализует обновленную программу, ориентированную на автоматизацию. Начиная с основ электрического тока, с помощью программируемых логических контроллеров (ПЛК) и программирования роботов, вы будете готовы к Индустрии 4.0. Ожидается, что к 2028 году спрос на электриков вырастет на 5,5%, а средняя заработная плата
составляет 22-37 долларов в час.
MCC предлагает как степень магистра машиностроения, так и степень младшего специалиста по прикладным наукам в области технологий производства.Ожидается, что к 2028 году спрос на должности техников-технологов вырастет на 8,6%, а средняя заработная плата составляет 35-52 доллара в час.
STC имеет первый 5-осевой фрезерный станок с числовым программным управлением (ЧПУ) MCC. Кроме того, многие токарные центры с ЧПУ и вертикальные обрабатывающие центры с ЧПУ выводят эту программу на новый уровень
. Ожидается, что к 2028 году спрос на машинистов вырастет на 3,1%, а средняя заработная плата
составляет 16-26 долларов в час.
Поскольку литые металлы и сопутствующие навыки испытания материалов являются основой промышленности Маскегона, в STC есть литейный цех и испытательная лаборатория, наша лаборатория оснащена тестерами на растяжение и твердость, а также спектрометром.Ожидается, что к 2028 году спрос на техников-машиностроителей вырастет на 2,4%, а средняя заработная плата
составляет 21-34 доллара в час.
Сварочная лаборатория имеет 17 современных кабин, а также производственное оборудование и сварочных роботов. Ожидается, что к 2028 году спрос на сварщиков вырастет на 0,2%, а средняя заработная плата
составляет 16-23 доллара в час
Директор фонда
Телефон: (231) 777-0571
Электронная почта: [email protected]
Заместитель декана отдела кадров и развития талантов
Телефон: (231) 777-0456
Электронная почта: [email protected] Однородный виниловый пол с термосваркой
5 пивных принадлежностей, которые можно сделать с помощью сварочной техники — Solstice Brewing
Вы любитель пива?