горизонтальный и другие виды. Устройство и назначение универсального станка. Для чего служит консоль?
Фрезерные станки консольного типа являются одними из самых распространенных видов оборудования. Конструкция состоит из рабочей консоли и салазок. Рабочая часть может перемещаться в разных направлениях. На рынке предлагается несколько вариантов консольных фрезерных станков, каждый из которых имеет свои отличительные характеристики и преимущества. Чтобы выбрать такой агрегат, необходимо учитывать разные параметры и критерии.
Характеристика
Характерной чертой консольно-фрезерного оборудования является наличие рабочей консоли и салазок. Именно это стало причиной роста популярности данного типа оснащения. Главное отличие станка заключается в том, что его рабочая поверхность может двигаться вертикально, поперечно или продольно в зависимости от типа устройства.
На рынке предлагаются и неповоротные модели, а также универсальные модификации, которые можно использовать как на крупных производственных предприятиях, так и в небольших ремонтных цехах.
Следует отметить, что данное оборудование является основой копировальных и программно управляемых экземпляров устройств.
Виды
Конструкция включает рукоятку, которой оператор может настроить скорость аппарата и выбрать оптимальный режим вращения бабки. Станина играет роль несущей конструкции агрегата, где размещены остальные элементы. Для более точной настройки служит лимб, на хоботе крепится приводной вал фрезы, коробка скоростей включает набор шестерен и кулисный механизм, посредством чего можно выбрать скорость движения фрезы.
Консоль является сложным устройством, которое играет роль подачи заготовок в любой плоскости, без нее невозможно обойтись. Чтобы защитить узлы от стружки, которая может вылетать во время работы станка, конструкция оснащена кожухом. Электрооборудование размещается внутри специального шкафа.
У станка есть два вида передачи с разным рабочим движением.
Устройство может работать на разной скорости. При этом важно следить, чтобы колеса вращались стабильно, только так работа будет точной и быстрой.
Устройство
На шпиндель надеваются дисковые, цилиндрические или насадные фрезы, которые должны вставляться в конус одним концом, а вторым входить в отверстие. Головки необходимо закрепить, затем проводится настройка оборудования согласно конфигурации и размерам заготовки. Это происходит посредством перемещения стола, консоли и салазок.
Назначение
Такое оборудование является востребованным за счет многофункциональности и высокой производительности. К тому же станок может выполнять разные виды работ и поддерживает обработку любых материалов, включая чугун, пластик, сталь, цветной металл и различные сплавы. Устройство поддерживает применение фрез любого типа, что расширяет круг его возможностей.
На режущей части инструмента можно обработать винты. Если говорить об универсальных моделях, главным их преимуществом является возможность осуществлять любые манипуляции фрезером, среди которых есть сверление, расточение и нарезка. На сегодняшний день многие производственные предприятия имеют в своем арсенале консольные станки, которые позволяют выпускать самые разные детали.
Следует отметить, что оборудование применяется для работы с заготовками любого размера в зависимости от типа устройства. Благодаря такой технике можно делать чистовую обработку стальных и чугунных изделий. Устройство с шириной рабочей поверхности в 2 м позволяет работать с компактными деталями. Как упоминалось выше, назначение установки зависит от ее типа –
Таким образом, при помощи фрезерного станка можно выполнять такие манипуляции, как обработка плоских поверхностей внутри и снаружи, создание фасок, прорезка канавок, пазов и шлицев. Имея в своем распоряжении такое оборудование, вы сможете создавать любые профили колес, подрезать торцы и резать металл.
Выбор
Что касается шпиндельной бабки, здесь можно рассматривать разные варианты, основываясь на типе охлаждения –
А также важно внимательно выбирать направляющие, которые напрямую влияют на точность работы и жесткость всей конструкции. У бюджетных станков они круглые, поэтому ими можно легко обрабатывать древесину, пластик или ювелирный воск. Если требуется высокая точность, лучше обратить внимание на квадратные профильные направляющие от зарекомендовавших производителей – THK, Hiwin и другие.
Система смазки играет важную роль, она бывает автоматической и ручной. Благодаря этому обеспечивается плавность работы направляющих деталей оборудования. Как видите, есть много аспектов, которые необходимо учитывать при выборе консольного фрезерного станка.
Машиностроение. Консольно-фрезерные станки
Консольно-фрезерные станки (КФС) предназначены для обработки плоских и фасонных поверхностей небольших и средних деталей произвольной формы: плоских, корпусных, типа тел вращения и фигурных. Кроме фрезерования на станках можно проводить сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы.
Основная область использования КФС – единичное и мелкосерийное производство. Однако при оснащении их специальными приспособлениями и устройствами автоматизации рабочих циклов, а также системами ЧПУ станки могут эффективно использоваться в серийном производстве.
В качестве основного параметра, по которому построены размерные ряды станков, принята ширина рабочей поверхности стола.
Для обработки деталей с нескольких сторон, станки могут оснащаться поворотными столами с горизонтальной или (и) вертикальной осью вращения. Размеры КФС (рис. 4.41) стандартизованы (ГОСТ 165-81).
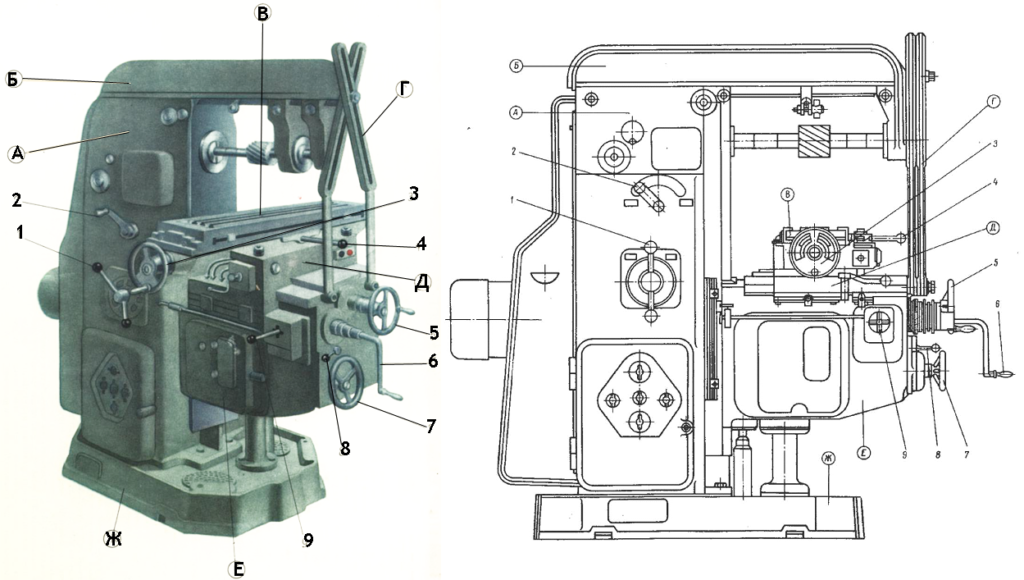
Рис. 4.41. Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка: (А) — станина с коробкой скоростей и шпиндельным узлом; (Б) — хобот с подвеской; (В) — стол; (Г) — дополнительная связь консоли с xоботом;(Д) — поперечные салазки; (Е) — консоль с коробкой подач; (Ж) — основание станка. Органы управления: 1 — рукоятка для переключения коробки скоростей; 2 — рукоятка для переключения перебора шпинделя; 3 -маховичок ручного продольного перемещения стола; 4 — рукоятка включения продольной подачи стола; 5 -маховичок ручного поперечного перемещения стола; 6 — рукоятка ручного вертикального перемещения консоли; 7 — маховичок для переключения коробки подач; 8 — рукоятка переключения перебора коробки подач; 9 — рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п. Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Движение резания — вращение шпинделя с фрезой. Подачами являются перемещения стола с заготовкой в продольном, поперечном и вертикальном направлениях. Вспомогательные движения — быстрые перемещения стола в тех же направлениях.
Принцип работы. Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты заготовки на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые непосредственно в шпинделе или в цанговом патроне.
При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески.
Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е.
Конструктивные особенности. Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховнка. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипнике скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм, Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной подачи стола предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Техническая характеристика станка 6П80Г
| Рабочая поверхность стола (мм) | 200х800 |
| Число скоростей вращения шпннделя | 12 |
| Пределы чисел оборотов шпинделя в минуту | 50 — 2240 |
| Количество величин подач стола | 12 |
| Пределы скоростей подач стола (мм/мин): | |
| продольных | 22,4 -1000 |
| поперечных | 16 — 710 |
| вертикальных | 8 — 355 |
| Скорость быстрого перемещения стола (мм/мин): | |
| продольного | 2400 |
| поперечного | 1710 |
| вертикального | 855 |
| Мощность главного электродвигателя (квт) | 2,8 |
Традиционно выделяются в самостоятельную группу разновидность консольно-фрезерных станков широкоуниверсальные фрезерные станки (ШУИФС), которые оснащены развитой инструментальной оснасткой (рис. 4.42).

Рис. 4.42. Широкоуниверсальный горизонтальный консольно-фрезерный станок: 1 — поворотная головка; 2 — наклонная головка; 3 — поперечный суппорт
Для обработки низких и плоских деталей всегда удобно использовать консольные фрезерные станки с вертикальным расположением шпинделя. Компоновка такого станка показана на рис. 4.43.
Несущая система КФС состоит из чугунных оснований и стоек. На стойке предусмотрены направляющие для вертикального перемещения консоли станка.
Столы имеют удлиненную прямоугольную форму с отношением длины к ширине 2,5:1, что обеспечивает возможность работы с дополнительными приспособлениями, а также обработки длинномерных деталей. Для крепления приспособлений и обрабатываемых деталей на столах используют продольно расположенные Т-образные пазы.
Неподвижные или расположенные в пиноле (или в выдвижном шпинделе) шпиндельные узлы испытывают значительные нагрузки и монтируются на радиальных или радиально-упорных
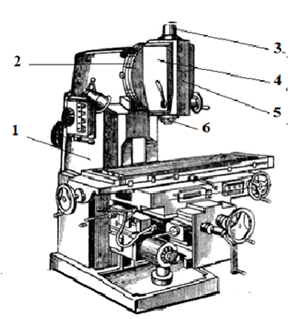
Рис. 4.42. Вертикальный консольно-фрезерный станок: 1 – стойка; 2 – поворотное устройство; 3 – механизм зажима инструмента; 4 — шпиндельная бабка; 5 – ползун; 6 – вертикальный шпиндель.
роликоподшипниках.
Установку инструмента осуществляют с помощью конуса с конусностью 7:24 либо на конце шпинделя с центровкой по его наружному диаметру. Крутящий момент передается призматической шпонкой, выполненной на торце шпинделя. Для зажима инструмента в шпинделе используют ручные или механические устройства.
В станках с ручным управлением используют ступенчато-регулируемые проводы, которые состоят из асинхронного электродвигателя и ступенчатой коробки скоростей. В автоматизированном варианте главного привода используются двигатели постоянного тока, причем для обеспечения постоянной мощности на большей части диапазона частот вращения шпинделя используют двух- или трехступенчатых зубчатых переборов.
В приводах подач станков с ручным управлением используют нерегулируемые электродвигатели переменного тока со ступенчатыми коробками подач.
В ШУИФС и вертикальных КФС с ползуном, оснащенных ЧПУ, используют разделенные привода с регулируемым электродвигателем, который связан через редуктор или напрямую с шариковыми механизмами перемещения исполнительных органов.
Консольные вертикально фрезерные станки — LaserCut
Вертикально фрезерный станок предназначен для изготовления сложных деталей различной конфигурации. Шпиндель с режущим инструментом таких фрезерных станков располагается в вертикальной плоскости, а в процессе фрезерных работ при необходимости поворачивается вокруг своей оси, производя фрезеровку под разными углами относительно заготовки.
Таким образом, вертикальные фрезерные станки характеризуются достаточно высокой универсальностью, поскольку фрезерной обработке такими станками хорошо поддаются заготовки из твердосплавных металлов, а также множество других материалов.
Вертикальный фрезерный станок ЧПУ способен вести фрезерные работы одновременно в продольном, поперечном направлении с помощью движения салазок и стола, а также в вертикальном за счет перемещения режущих инструментов.
Для фрезерного изготовления высокоточных единичных изделий, а также для небольших серийных производств оптимально подходят фрезерные станки ЧПУ.
Вертикально фрезерный станок с ЧПУ
Вертикально фрезерные станки ЧПУ имеют целый ряд преимуществ для малых и средних производств:
- жесткая тяжелая конструкция фрезерных станков позволяет производить точную обработку заготовок;
- вертикально фрезерный станок ЧПУ представляет скоростной, надежный, точный, мощный агрегат;
- качественная компьютерная программа ЧПУ обеспечивает автоматическое управление станком;
- вертикально фрезерные станки характеризуются высокой производительностью.
Консольные вертикально фрезерные станки
С помощью вертикальных консольно-фрезерных станков можно эффективно обрабатывать пазы, углы, рамки, а также наклонные и горизонтальные поверхности. Консольно-фрезерные станки отличаются наличием консольного элемента, который перемещается в вертикальном направлении и несет на себе рабочий стол. Особенностью консольно-фрезерного станка является то, что в основном на таком фрезерном станке интенсивно движутся консольные плиты со столами с жестко закрепленными на них заготовками.
Шпиндель с режущим инструментом на таком станке находится в относительно статичном состоянии. Консольно-фрезерные станки ЧПУ предназначены для серийного выпуска деталей изогнутых форм и сложных конфигураций в условиях небольших и средних производств.
Мощность привода и жесткость конструкции консольно-вертикального фрезерного станка гарантирует, что его вертикально фрезерный инструмент способен эффективно обрабатывать твердосплавные металлы. Вертикально работающий шпиндель может поворачиваться по отношению к рабочей плоскости консольно фиксированного стола под любым углом. Это делает консольные станки достаточно универсальными агрегатами, которые способны решать сложные задачи точной обработки заготовок из различных материалов.
Вертикальные бесконсольно-фрезерные станки
На вертикально-фрезерных станках без консоли крестовый стол устанавливается на неподвижной станине. Особенностью таких станков является движение стола исключительно в продольном и поперечном направлении. Преимуществом вертикально-бесконсольно-фрезерных станков является фрезерная обработка крупных и тяжелых заготовок на таких станках.
Работа на таких фрезерных станках проводится вертикальным шпенделем очень плавно за счет автоматического переключения бесступенчатых передач. Станки ЧПУ без консоли производят вертикальную обработку деталей качественно, быстро и бесшумно.
Консольно-фрезерный станок, а также вертикально-фрезерный станок невозможно представить без делительных головок. Вертикальное расположение шпинделя подразумевает периодические повороты заготовки, которые обрабатываются на фрезерном станке с ручным управлением или на станках с ЧПУ. Такие делительные головки обеспечивают повороты во время, когда работает фрезерный инструмент.
Фрезерные станки с ЧПУ
Фрезерный станок с ручным управлением значительно отличается от станка с ЧПУ. Фрезерные станки ЧПУ отличаются высоким уровнем автоматизированного контроля за производственным процессом. Использование такого станка ЧПУ значительно ускоряет обработку заготовок, повышает эффективность работы и снижает негативное влияние человеческого фактора. Станок ЧПУ способен производить сложные детали любых криволинейных конфигураций, двигаясь по трем осям.
Фрезерный станок различного предназначения и конструкции можно легко выбрать с помощью интернета в электронном каталоге компании ООО «Лазеркат». Наши специалисты всегда готовы дать исчерпывающую информацию относительно любого станка.
Кроме того, менеджеры компании помогут подобрать наиболее подходящий для конкретных производственных задач фрезерный станок по оптимальной цене. Фирма «Лазеркат» предлагает сертифицированные качественные станки с гарантией, сервисным обслуживанием и возможной доставкой.
Станок специализированный фрезерный консольный ВМ127
Станок специализированный фрезерный консольный ВМ127
- Подробности
- Категория: Фрезерные станки
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими. радиусными и другими фрезами. Масса детали с приспособлением — до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавпого инструмента.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
Скачать документацию
Кинематическая схема
Привод главного движения
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9.
Привод подач
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещении.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 10. Вертикальные подачи в 3 раза меньше продольных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к пен четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
через отверстие отвертыванием винта 2 расконтрагаевается гайка 1;
стальным стержнем гайка 1 застопоривается. По воротом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника!
щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину’
полукольца устанавливаются на место и закрепляются:
привертывается фланец 5. Для Устранения радиального люфта в 0,01 мм полукольца необходимо под шлифовывать примерно на 0/12 мм.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов.
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.
Избыточная температура поверхности инструментального конуса не должна превышать 55°С.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы—шприцеванием.
Коробка скоростей
Коробка скоростей смонтировала непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно производить через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие эксцентриком. Производительность насоса; около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределтеля, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет
выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 16). передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный, валик с диском переключения 7.
Диск переключения можно поворачивать указатели скоростей 9 через конические шестерни 14 и 16. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18 .На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 13, заскакивающим в паз звездочки 10.
Регулирование пружины 11 производится пробкой 12 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 16) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин. и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач н быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 8.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 7 (рис. 17) через шариковую предохранительную муфту, кулачковую муфту 15 и втулку 16, соединенную шпонкой с кулачковой муфтой 15 п выходным валом 7.
При перегрузке механизма подач шарики, находящееся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 4, которая, в свою очередь, соединена шпонкой с выходным валом 7.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются н передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.
Коробка переключения подач
Коробка переключения подач (рис. 19) входит в узел коробки подач. Принцип ее работы д логичен работе коробки переключения скоростей.
Для предотвращения, смещения диска 21 в oceвом направлении валик 29 запирается во включенном положении шариком .24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку
Фиксация поворота диска переключения: 21 осуществляется шариком;22 через фиксаторную вилку 25, связанную шпонкой с валиком 29.Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределитедя , отводятся две трубки: га глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач стайка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода» электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые ‘колеса 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см. рис. 20), смонтированное па гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 п свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Механизм включения вертикальной и поперечной подач
Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.При движении рукоятки вправо пли влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами Управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.Тяга 33 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, па который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировка» предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис. 20).
При включении кулачковой муфты рукояткой по-. дачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рпс. 23) н подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис. 24), золотниковый распределитель (рис. 25), маслораспределитель и отходящие от пего трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подач, механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке К золотниковому распределителю.
От золотникового распределителя отводятся труо-кп для смазки вертикальных направляющих консоли, па штуцер гибкого шланга смазки узла «стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
Стол и салазки
Стол и салазки (рис. 26) обеспечивают про-дольные и поперечные перемещения стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 45 (рис 30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20).
Таким образом, маховичок 24 (рис. 30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис. 26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) п, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис. 27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кг.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 п 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клипом 17 при помощи впита 10. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
Электрическая схема
Электросхема позволяет производить работу на станке в следующих режимах: «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола» «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем S 1. Выбор режима работы производится переключателем S 6. Работа станка в наладочном режиме при не вращающемся шпинделе обеспечивается установкой реверсивного переключателя S 2 в среднее пулевое положение.
ВНИМАНИЕ!
ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЮЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя кнопкой а электродвигателя подачи — конечным выключателем импульса S 14. При нажатии кнопки S 9 включаются К4 и К’1. Н. О. контакты К1 включают реле КЗ, которое за счет своего н. о. контакта становятся на самопитание, а н. з. контактом разрывает цепь питания К4.
— При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов S17; S19; S15;S16;S20 Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи S 17; S 19, для вертикальной и поперечной подач— S5; S6. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск», S 10, S 11, «Стоп» 7. S8. Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии S 12 кнопки «Быстро», включающей пускателем КЗ электромагнит быстрого хода V1.
Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем К2, создающим цепь постоянного тока от выпрямителя VI в обмотку статора. Реле напряжения К1 служит для защиты диодов от пробоя. Напряжение обмотки Т1 равно 36 В при напряжении сети 220 В и , 65 В при напряжении сети 380 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается, блокировка осуществляется конечными выключателями S 15-S19.
При автоматическом управлении переключатель S 6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл».
При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S 20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 34) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем S 18 Конечный выключатель S 20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы. Работа электросхемы в этом режиме объясняется Диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 41 —17 конечного выключателя S 18 должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 па диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б па рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положение 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя Ко осуществляется через контакты 33—43 конечного выключателя S 18. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 па диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
Скачать документацию
▷ tos консольно-фрезерные станки продам станок б / у
все категорииметалл
станки металлообрабатывающие (37553)- металлообрабатывающие станки (37553)
дерево
станки деревообрабатывающие (9861)- деревообрабатывающие станки (9861)
пластик
станки для пластика (3668)- станки для пластика (3668)
упаковка
упаковочные машины (2945)- упаковочные машины (2945)
переработка
машины для утилизации и переработки отходов (1392)- машины для утилизации и переработки отходов (1392)
еда
пищевые машины (11417)- пищевые машины (11417)
печать
печатные машины (7389)- печатные машины (7389)
сельское хозяйство
сельскохозяйственная техника (784)- сельскохозяйственная техника (784)
строительство
строительная техника (2385)- строительная техника (2385)
энергия и двигатель
генераторы, двигатели, турбины, котлы (9222)- генераторы, двигатели, турбины, котлы (9222)
обработка и хранение
машины для погрузочно-разгрузочных работ, складское оборудование (12432)- машины для погрузочно-разгрузочных работ, складское оборудование (12432)
- Еще
категорий…
текстильные машины (489) технологический процесс (5555) генераторы, двигатели, турбины, котлы (9222) машины и установки прочие (8052) машины для погрузочно-разгрузочных работ, складское оборудование (12432) вилочные погрузчики, подъемники (1702) техника сжатого воздуха (839) компьютерная и оргтехника (470) медицинское оборудование (985) инвентаризация (3917) запчасти (8101) электрические части (300) излишки товаров (881) аппаратура автоматизации (11068) коммерческий транспорт (2167) разное (1265) каталог производителей - больше категорий…
▷ Консольно-фрезерные станки fnk продам станок б / у
все категорииметалл
станки металлообрабатывающие (37553)- металлообрабатывающие станки (37553)
дерево
станки деревообрабатывающие (9861)- деревообрабатывающие станки (9861)
пластик
станки для пластика (3668)- станки для пластика (3668)
упаковка
упаковочные машины (2945)- упаковочные машины (2945)
переработка
машины для утилизации и переработки отходов (1392)- машины для утилизации и переработки отходов (1392)
еда
пищевые машины (11417)- пищевые машины (11417)
печать
печатные машины (7389)- печатные машины (7389)
сельское хозяйство
сельскохозяйственная техника (784)- сельскохозяйственная техника (784)
строительство
строительная техника (2385)- строительная техника (2385)
энергия и двигатель
генераторы, двигатели, турбины, котлы (9222)- генераторы, двигатели, турбины, котлы (9222)
обработка и хранение
машины для погрузочно-разгрузочных работ, складское оборудование (12432)- машины для погрузочно-разгрузочных работ, складское оборудование (12432)
- Еще
категорий…
текстильные машины (489) технологический процесс (5555) генераторы, двигатели, турбины, котлы (9222) машины и установки прочие (8052) машины для погрузочно-разгрузочных работ, складское оборудование (12432) вилочные погрузчики, подъемники (1702) техника сжатого воздуха (839) компьютерная и оргтехника (470) медицинское оборудование (985) инвентаризация (3917) запчасти (8101) электрические части (300) излишки товаров (881) аппаратура автоматизации (11068) коммерческий транспорт (2167) разное (1265) каталог производителей - больше категорий…
▷ Консольно-фрезерные станки induma продам станок б / у
все категорииметалл
станки металлообрабатывающие (37553)- металлообрабатывающие станки (37553)
дерево
станки деревообрабатывающие (9861)- деревообрабатывающие станки (9861)
пластик
станки для пластика (3668)- станки для пластика (3668)
упаковка
упаковочные машины (2945)- упаковочные машины (2945)
переработка
машины для утилизации и переработки отходов (1392)- машины для утилизации и переработки отходов (1392)
еда
пищевые машины (11417)- пищевые машины (11417)
печать
печатные машины (7389)- печатные машины (7389)
сельское хозяйство
сельскохозяйственная техника (784)- сельскохозяйственная техника (784)
строительство
строительная техника (2385)- строительная техника (2385)
энергия и двигатель
генераторы, двигатели, турбины, котлы (9222)- генераторы, двигатели, турбины, котлы (9222)
обработка и хранение
машины для погрузочно-разгрузочных работ, складское оборудование (12432)- машины для погрузочно-разгрузочных работ, складское оборудование (12432)
- Еще
категорий…
текстильные машины (489) технологический процесс (5555) генераторы, двигатели, турбины, котлы (9222) машины и установки прочие (8052) машины для погрузочно-разгрузочных работ, складское оборудование (12432) вилочные погрузчики, подъемники (1702) техника сжатого воздуха (839) компьютерная и оргтехника (470) медицинское оборудование (985) инвентаризация (3917) запчасти (8101) электрические части (300) излишки товаров (881) аппаратура автоматизации (11068) коммерческий транспорт (2167) разное (1265) каталог производителей - больше категорий…
▷ Консольно-фрезерные станки knuth продам станок б / у
все категорииметалл
станки металлообрабатывающие (37553)- металлообрабатывающие станки (37553)
дерево
станки деревообрабатывающие (9861)- деревообрабатывающие станки (9861)
пластик
станки для пластика (3668)- станки для пластика (3668)
упаковка
упаковочные машины (2945)- упаковочные машины (2945)
переработка
машины для утилизации и переработки отходов (1392)- машины для утилизации и переработки отходов (1392)
еда
пищевые машины (11417)- пищевые машины (11417)
печать
печатные машины (7389)- печатные машины (7389)
сельское хозяйство
сельскохозяйственная техника (784)- сельскохозяйственная техника (784)
строительство
строительная техника (2385)- строительная техника (2385)
энергия и двигатель
генераторы, двигатели, турбины, котлы (9222)- генераторы, двигатели, турбины, котлы (9222)
обработка и хранение
машины для погрузочно-разгрузочных работ, складское оборудование (12432)- машины для погрузочно-разгрузочных работ, складское оборудование (12432)
- Еще
категорий…
текстильные машины (489) технологический процесс (5555) генераторы, двигатели, турбины, котлы (9222) машины и установки прочие (8052) машины для погрузочно-разгрузочных работ, складское оборудование (12432) вилочные погрузчики, подъемники (1702) техника сжатого воздуха (839) компьютерная и оргтехника (470) медицинское оборудование (985) инвентаризация (3917) запчасти (8101) электрические части (300) излишки товаров (881) аппаратура автоматизации (11068) коммерческий транспорт (2167) разное (1265) каталог производителей - больше категорий…