Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.

Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия

Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование

Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности

Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.

Для повышения надежности и долговечности металлических сплавов в разных сферах промышленности используется их анодирование. В ходе этого сложного химического процесса элемент, который подвергается обработке, размещается в кислом электролите, после чего происходит подключение к электросети. В результате на металлической поверхности образуется плотная оксидная пленка. Изготовленные из анодированного алюминия лестницы, элементы декора и перила – это элементы, которые можно встретить во всем мире. Изделия с надежной оксидной пленкой ценятся выше по причине их несомненных преимуществ, среди которых стоит выделить прочность, долговечность, эстетическую привлекательность и простоту в уходе.
Антикоррозийная защита и широкие возможности декорирования
Анодирование алюминия является одним из наиболее эффективных способов предохранения поверхности профиля от коррозионного разрушения, которому подвержен этот материал. Дополнительным преимуществом является придание изделиям презентабельного внешнего вида. Конструкции, выполненные из анодированного алюминия гораздо удобнее и безопаснее в эксплуатации, чем изделия из незащищенного профиля.
Более того, перила для лестниц и другие элементы долго сохраняют опрятный вид, поскольку слой оксидной пленки крепко связан с базовой поверхностью и просто физически не может отслаиваться или образовывать трещины. Такие изделия не темнеют, не покрываются пятнами, не требуют регулярной полировки. Более того, благодаря широкой гамме цветов анодирования, можно заказать конструкцию, которая идеально подойдет к окружающей обстановке. При желании можно получить как глянцевую, так и матовую поверхность.
Такие конструкции можно использовать в помещениях с высоким уровнем влажности. Кроме того, они обладают высокой устойчивостью к воздействию прямых солнечных лучей. Поскольку оксидная пленка тверже самого материала, она обеспечивает защиту изделий от внешних воздействий. Если планируется декорировать изделия, стоит выбирать для их изготовления именно анодированный алюминий, поскольку на защищенную поверхность гораздо лучше ложатся красители. Доказанный срок службы изделий с оксидной пленкой составил сорок лет.
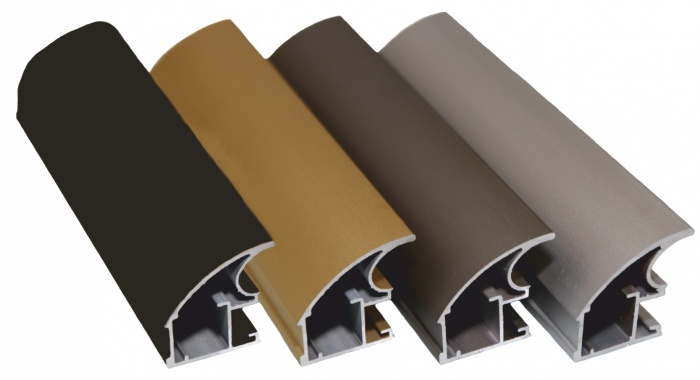
Алюминий анодированный
Применение алюминиевых профилей для декоративной отделки фасадов и внутренних интерьеров используется более полувека. Красивый, пластичный и очень легкий металл во влажной атмосфере достаточно быстро покрывался серым налетом окислов. Сохранить серебристый блеск и выразительность металлического декора оказалось возможным только с помощью нанесения специального покрытия. Внешний вид анодированного алюминия практически не изменился, краски стали ярче, а о коррозии можно было забыть раз и навсегда.

Как работает анодирование
Чтобы понять, что это — анодированный алюминий, нужно чуть подробнее остановиться на том, как образуется защитная пленка. Большинство металлов защищают либо протекторами, либо изоляторами из сплавов и соединений, более стойких к кислороду и влаге. Анодированный защитный слой представляет собой обычный окисленный алюминий Al2O3, но не в виде мягкой аморфной микропленки, которая всегда присутствует на его поверхности, а как кристаллическая структура, по свойствам напоминающая корунд или шпинель.

Анодированная пленка отличается следующими характеристиками:
- Микрокристаллическая структура;
- Наличие огромного количества пор в поверхностном слое анодированной пленки и сверхплотная и прочная структура в основании;
- Невероятно прочное сцепление окисленного слоя с металлом.
К сведению! При точном соблюдении технологического процесса четкой границы между металлом и анодированной пленкой не существует. Сложная сетка из микрокристалликов плавно переходит в металл без четко очерченной границы.
Что это означает? Это значит, что пленка из анодированного алюминия не отслоится от основы при любых нагрузках и через 40 лет, тогда как никелевое или лакокрасочное покрытие со временем медленно отслаивается от алюминиевой матрицы.

В зависимости от выбранных условий получения анодированной поверхности технология позволяет получить несколько вариантов защитного слоя.
Сверхтонкая окисленная пленка упорядоченной структуры при толщине в 10-25 мкм на поверхности алюминиевого зеркала даже не просматривается невооруженным глазом. Тем не менее, тончайший анодированный слой на алюминиевом зеркале дает возможность предохранять металл от окисления и одновременно пропускать до 95% светового потока.
Технология анодирования алюминия
Процесс получения защитных анодированных покрытий на поверхности алюминия основан на анодном окислении алюминия в растворе электролита. В зависимости от требуемого результата для анодированного окисления используют три вида электролитов:
- Обработка малыми токами при постоянном напряжении в слабокислотном электролите;
- Нанесение анодированного покрытия на бихроматно-кислотном электролите;
- Окисление алюминия в щелочном электролите.
Во всех трех случаях происходит образование защитной пленки за счет окисления, уплотнения и превращения окисленного алюминия в плотную кристаллическую структуру. Получается покрытие, напоминающее стеклянные микрочешуйки.

К сведению! При этом габариты или внешние размеры детали не изменяются, покрытие из анодированного металла как бы растет вглубь алюминия до тех пор, пока образовавшаяся пленка не разорвет электрический контакт.
Меняя кислотность и температуру электролитической ванны, ток и рабочее напряжение на аноде и катоде, можно получать очень разные по свойствам пленки из анодированного алюминия. При небольшой величине тока образуется неуловимая глазу патина. Ее сложно ощутить, даже касаясь пальцами поверхности анодированного алюминия. Единственным признаком наличия защитной пленки является равномерный цвет металла и отсутствие эффекта пачкания рук.
Обычный алюминий под воздействием потожировых выделений кожи пальцев может растворяться с образованием алюминатов органических кислот. В результате чего на руках остаются темно-серые пятна. Поэтому большинство изделий из алюминия защищаются анодированием.
Суть процесса анодирования
Механизм образования на поверхности алюминия защитного покрытия основан на прямом превращении металла в окись с кристаллической структурой. Если просто закрепить на алюминиевой пластинке анод, катод зафиксировать на угольном электроде, подать напряжение и погрузить все это в кислотный или щелочной электролит, то анодной пленки не получится. Металл просто растворится в электролите.
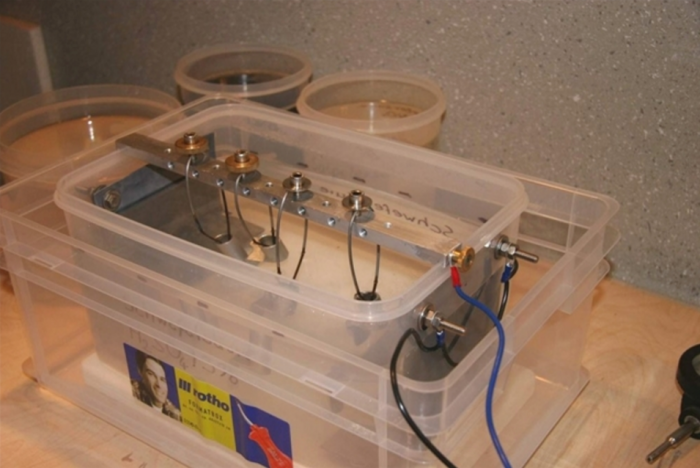
Для того чтобы на поверхности алюминия образовалась кристаллическая пленка, требуется высокое напряжение и токи. Сам процесс образования анодированного слоя сопровождается большим выделением тепла, поэтому ванну с электролитом приходится охлаждать до нескольких градусов.

Процесс настолько интенсивный, что на пластине из алюминия вспыхивают микроскопические огоньки плазмы. Металл мгновенно расплавляется, окисляется, и давлением электролит прочно припечатывается к основанию. Поэтому-то на фотографии анодированная пленка выглядит, как крокодилья кожа. Подобный процесс можно относительно просто воспроизвести в домашних условиях, но, учитывая высокое напряжение более 100В и большие токи, кустарное получение анодированного алюминия является небезопасным. Кроме того, потребуется эффективная вентиляция для удаления испаряющегося электролита. Режимы работы установки по получению анодированного алюминия не являются секретом и давно опубликованы в технической литературе.

Практическое применение анодированного алюминия
Традиционно процесс анодирования используется для получения нескольких видов окисленных пленок:
- Сверхтонкие микрокристаллические покрытия толщиной 20-25 мкм;
- Декоративные пленки из анодированного алюминия;
- Электрическая изоляция на основе кристаллической Al2O3;
- Специальные защитные пленки толщиной 1,5-2,0 мм.
Полированный до состояния зеркала алюминий отражает до 98% светового потока, но уже через сутки из-за окисления образуется налет, который превращается в серую пленку. Большинство оптических приборов, оборудованных отражателями из полированного алюминия, защищаются сверхтонкой микрокристаллической пленкой из бесцветного корунда. Плотная беспористая структура надежно перекрывает доступ кислорода и водяных паров к легкоокисляющемуся алюминию, при этом сохраняется 95-97% светопропускания. Пленкой из анодированного алюминия защищены 99% всех фар, мощных фонарей, отражателей и оптических приборов.

Декоративные материалы
Покрытие из анодированного алюминия обладает достаточно интересной структурой. Наружные 35-50 мкм пленки представляют собой микропористую, как губка, поверхность с очень узкими и глубокими порами. Даже небольшой количество красителя глубоко проникает в анодированный алюминий, превращая его в очень прочное и одновременно яркое покрытие. Бесцветные микрокристаллы преломляют падающий на анодированное покрытие свет, в результате чего краски становятся яркими и насыщенными. Нанесенное лакокрасочное покрытие не выгорает и не теряет своей интенсивности.
Большую часть современных лакокрасочных материалов с эффектом иризации изготавливают путем добавления микроскопических чешуек с покрытием из окисленного алюминия. Тончайшая пленка из анодированного металла обеспечивает высокую стойкость наполнителя к воздействию ультрафиолета и органических растворителей, поэтому краска не теряет насыщенности в течение десятков лет.

Популярность покрытий возросла настолько, что металл напыляют на стальные и даже чугунные детали конструкций для последующего окисления и получения анодированной защиты. Вместо небезопасного покрытия из цинка или очень недешевых легированных сталей сегодня массово используется анодированный алюминий. Например, металлический фасад из стеклопакетов многоэтажного торгового центра пришлось бы ремонтировать уже через пять лет, а с анодированными алюминиевыми рамами конструкция может простоять несколько десятков лет.
Покрытия из кристаллической окиси металла серьезно потеснили наиболее стойкие порошковые и керамические краски, ранее массово применявшиеся для защиты фасадов и конструкционных элементов из алюминиевых сплавов.
Специальные пленки из анодированного алюминия
Помимо высоких декоративных качеств, пленки из анодированного алюминия обладают целым рядом очень полезных свойств. Например, высокая твердость и износостойкость. Микрокристаллическая структура из корунда практически не боится любого абразива. Песчаная и цементная пыль, и даже карбиды и силициды металлов не в состоянии существенно повредить защиту из корунда.
Поэтому детали с анодированным покрытием невозможно зачистить наждачной бумагой или полировочной или шлифовальной пастой. Толстый слой кристаллической Al2O3 на поверхности трущихся деталей увеличивает ресурс любого механизма в два-три раза. Защиту из окисленного алюминия используют при высокотемпературной окраске дисков колес, элементов подвески карьерных машин и магистральной техники.

Применение покрытия из анодированного алюминия:
- Не деградирует под влиянием морозов, жары, ультрафиолета или химически активных веществ, выдерживает прямой контакт с кислотами, щелочами, органическими растворителями;
- Не пылит и не изнашивается при многократной мойке, чистке, под истирающей нагрузкой;
- Нет нитевидной и газовой формы коррозии, если слой анодированного алюминия изготовлен с соблюдением технологии, то срок службы покрытия может легко достичь 60-80 лет.

Второе интересное качество пленки из анодированного алюминия – низкая теплопроводность. Из обработанного металла изготавливают литейные формы для отливки из медных сплавов, при том, что температура алюминия ниже, чем у меди, на несколько сот градусов. Тонкое, всего в пару миллиметров окисленное покрытие надежно защищает алюминиевую форму от перегретой жидкой меди.

Радиаторы отопления, трубопроводная арматура, котлы, печи, камины, изготовленные из стали и чугуна, по современным стандартам защищаются пленками из анодированного алюминия. Даже при нагреве стенок, колосников, силовой арматуры до 500-600оС сталь и чугун не обгорают и не коррозируют до ржавых дыр. Срок службы стальной печи вырос с 10 до 40 лет службы.
Заключение
Применение тонких пленок кристаллической Al2O3 позволяет получить покрытия с совершенно новыми свойствами. Речь идет о том, что большинство металлических деталей и конструкций, и даже отдельные виды пластика можно обеспечить практически «вечными» покрытиями. Даже если вследствие удара или скола пленка будет повреждена, ее вполне можно восстановить с помощью простейшей процедуры. Пока что окисленный металл обходится дороже краски, поэтому используется, как декоративный материал и способ защитить металлическую поверхность в экстремальных условиях эксплуатации.
Отправить комментарий
Анодирование — это электрохимический метод изменения поверхности металлов. Он защищает от коррозии, улучшает эстетичный вид, противостоит царапинам и является одним из самых долговечных покрытий узлов и деталей. Анодирование может быть выполнено для целого ряда материалов, но больше всего он применим для алюминия. Анодированный алюминий имеет высокие антикоррозионные и износостойкие свойства, поскольку в этом процессе повышается твердость, улучшается смазывающая способность и адгезия, а также цветовое оформление.
Что такое анодирование?
Для того чтобы подготовить алюминий к анодированию, поверхность сначала тщательно очищают и ополаскивают, а затем помещают в ванну с некоторым раствором электролита, таким как серная кислота. Он представляет собой электропроводящий раствор с большим количеством положительных и отрицательных ионов, которыми он будет обмениваться.
Положительный электрический заряд поступает к алюминию — аноду, а отрицательный заряд – к пластинам, размещенным в электролите. Электроток в этой цепи заставляет положительные частицы притягиваться к отрицательным пластинам, а отрицательные частицы движутся к алюминиевой детали.
Электрохимическая реакция вызывает образование пор на поверхности, когда избыток положительных ионов уходит. Эти поры образуют геометрически правильную структуру и начинают разрушаться в субстрат. Al на поверхности соединяется с отрицательно заряженными ионами O2, образуя оксид алюминия. Это называется барьерным слоем, который является защитой от химических реакций в этих местах. При подаче электрического тока создается регулярная структура пористости поверхности.
Чем дольше применяется ток, тем больше проникновение в эти столбцы. Для типичных не жестких покрытий глубина может составлять до 10 мкм. Как только этот уровень достигнут, и если цвет не требуется, процесс останавливается, и поверхность может быть запечатана простым промыванием в воде. В результате будет получена деталь с твердым, натуральным покрытием из Al2O3, способным противостоять химическому воздействию и очень устойчивая к царапинам. Al2O3 оценивается 9 из 10 по шкале твердости по Моосу, что означает второе место после алмаза и делает детали, например, посуду из анодированного алюминия, очень крепкой и долговечной.
 Анодированный алюминий зеркальный и фактурный
Анодированный алюминий зеркальный и фактурныйПоказания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
- 1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
- 2XXX – эта серия используется для обозначения Al, легированного медью. Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
- 3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
- 4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования. Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
- 5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным. Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
- 6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
- 7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
 Анодированный алюминий “под золото” и “под серебро”
Анодированный алюминий “под золото” и “под серебро”Методики и технология анодирования
Существует несколько видов анодирования Al, каждый из которых имеет уникальное анодное покрытие:
- Стандартное анодирование, более известное как тип II, основано на военной спецификации MIL-A-8625.
- Жесткое анодирование в твердом покрытии, также известное как тип III, использует процесс, аналогичный типу II, но приводит к получению гораздо более толстого и плотного покрытия, что значительно повышает стойкость к истиранию и коррозии. Твердое анодирование создает очень толстое твердое покрытие, которое проникает в обработанный алюминий — половина защитного оксидного слоя проникает в поверхность, а другая половина накапливается на ней.
- Микрокристаллическое анодирование улучшает другие процессы, создавая покрытие с молекулами, упакованными в регулярно упорядоченный повторяющийся узор, поскольку молекулы располагаются случайным образом. Микрокристаллические анодно-алюминиевые покрытия также обеспечивают более высокую термодинамическую стабильность, чем другие, а также более низкую степень растворимости при воздействии агрессивных химикатов.
Растворы анодирования хорошо известны благодаря образованию пор в покрытии Al. Эти поры поглощают красители, а также сохраняют смазки, если таковые имеются. Кроме того, они обеспечивают участки, через которые металл может легко подвергаться коррозии. Для повышения коррозионной стойкости и удержания красителя обычно применяется уплотнение. Несколько методов уплотнения, которые используются, включают использование теплого и холодного анодирования.
Теплое анодирование
Метод теплого анодирования, включает длительное погружение Al в кипящую горячую воду, которая была деионизирована или находится в форме пара. Этот метод не очень дорогой, так как он снижает износостойкость только на 20 процентов. Оксид превращается в гидратированную форму, и в результате набухание снижает поверхностную пористость.
Альтернативой первому методу является никель фторидный метод, который, хотя и предотвращают коррозию, но делает анодированный Al более мягким. Этот процесс холодной сварки, включающий добавление фторидного никеля к анодированному Al. Ионы фтора попадают в поры, которые служат местом для механизма обмена. Попадая в поры, ионы вызывают сдвиг рН и осаждение ионов никеля. Образующийся гидроксид никеля затем блокирует устье пор, эффективно герметизируя пленку. Далее происходит медленный этап, при котором вода из атмосферы диффундирует в пленку, вызывая блокирование пор, и в конечном итоге получается эффективная герметизирующая пленка.
Для лучшей устойчивости к коррозии и засолению анодные, покрытия обычно герметизируют 5-процентным раствором дихромата калия. Растворы работают при температуре кипения, и погружение происходит примерно на 15 минут. При рН около 5-6 происходит поглощение хромат-ионов, что обеспечивает гидратацию покрытия. Герметики с дихроматным покрытием не так устойчивы к окрашиванию по сравнению с другими методами герметиков.
 Анодированные алюминиевые болты разных цветов
Анодированные алюминиевые болты разных цветовХолодное анодирование
Комнатная температура или холодное уплотнение дает преимущество перед предыдущими уплотнениями, потому что оно работает при 18-20 С. Хотя это снижает стоимость энергии для уплотнения, оно отличается от высокотемпературных и среднетемпературных уплотнений. Типичные составы химического состава для холодного запечатывания основаны на никель-фторидной основе, которая служит для закупоривания пор при одновременном травлении поверхности анодного покрытия. Это действует как метод очистки для улучшения сцепления и адгезии, уменьшая при этом тенденцию к образованию пыльной структуры. Контроль холодного уплотнения является более сложной задачей, чем уплотнения горячей воды, и иногда требуется промывка горячей водой после уплотнения, чтобы помочь вылечить уплотнение и обеспечить немедленное тестирование качества.
Процессы холодной герметизации совершенствуются, чтобы соответствовать стандарту автомобильной промышленности для герметизации с высокой щелочной стойкостью при pH 13,5, что всегда было проблемой анодированных поверхностей, подверженных воздействию химических жидкостей во время мойки автомобилей.
Применение анодированного алюминия
Анодирование не только увеличивает долговечность Al -листа, но и повышает визуальную привлекательность. Слои оксида, добавленные путем анодирования, улучшают поверхность Al для красителей, клеев и красок. Эта способность обеспечивает превосходный внешний вид изображения с постоянным качеством.
Использование для анодированного алюминия:
- наружный металлический каркас на зданиях;
- посуда из анодированного алюминия премиум-класса;
- материал каркаса для уличной мебели и декоративных элементов;
- защитный корпус для современных компьютерных систем;
- защитный корпус для современной бытовой техники;
- шильдики из анодированного алюминия.
 Технология анодирования алюминия в домашних условиях
Технология анодирования алюминия в домашних условияхАнодирование алюминия в домашних условиях
Анодирование в домашних условиях может быть полезным для таких проектов, как защита металлических семейных реликвий, старых украшений или если нужно получить посуду из анодированного алюминия.
Во время этого процесса требуется выполнять все меры предосторожности при работе с опасными химическими веществами, такими как щелочь и серная кислота, поскольку они могут вызвать химические ожоги при неправильном обращении.
Алгоритм изготовления посуды из анодированного алюминия в домашних условиях:
- Для начала выбирают небольшие алюминиевые предметы, например, ложки или чашки, которые будут погружаться в небольшое количество кислоты, во время процесса они выполняют роль анода.
- Подбирают пластиковую ванну необходимого объема, чтобы детали были полностью покрыты раствором. Конструкция должна быть твердая и долговечная.
- Приобретают краску для одежды в любом магазине, например, в Москве в отделах химтоваров. Во время процесса анодирования можно покрасить металл практически в любой цвет с помощью стандартного тканевого красителя от желтого до черного. Это процесс, который Apple использует для окраски iPod. Так же можно купить специальный краситель для анодирования, который дает лучшие результаты.
- Приобретают предметы, необходимые для анодирования: обезжириватель,
два свинцовых катода достаточно длинных, рулон алюминиевой проволоки,
дистиллированная вода, пищевая сода, резиновые перчатки. Для анодирования понадобится 5л серной кислоты (аккумуляторной кислоты), щелочи и постоянный источник питания не менее 20 вольт, который должен работать, как постоянный источник питания. - Проводят очистку детали с мылом и водой, а затем обезжиривание.
- Разводят щелочь в воде, чтобы создать чистящий раствор. В небольшой пластиковой ванне смешивают 44 мл щелочи в 3,8 л дистиллированной воды.
Надев резиновые перчатки, помещают предмет в раствор и оставляют на 3 минуты, затем снимают и тщательно промывают теплой водой. - Устанавливают на куске фанеры анодирующую ванну в хорошо проветриваемом помещении. Гараж с открытой дверью или сарай с открытыми дверями и окнами обычно подходит для этого процесса. Температура в помещении должна быть 16 до 22 С.
- Включают источник питания на невоспламеняющемся материале, например, бетон.
- Подключают положительный провод от зарядного устройства к алюминию, а отрицательный к алюминиевому проводу, подключенному к 2 свинцовым катодам.
Устанавливают свинцовый катод на каждой стороне резервуара. Проводят алюминиевую проволоку между катодами и соединяют их вместе на маленькой деревянной доске. Убеждаются, что провод, соединяющий анод, не касается свинцовых катодов. - Делают 1: 1 смесь дистиллированной воды и аккумуляторной кислоты в пластиковой ванне, предварительно надев маску или респиратор. Во время работы должна функционировать приточно–вытяжная вентиляция. Сначала наливают воду, затем очень тонкой струйкой кислоту. Если случайна пролита кислота, место нужно обработать пищевой содой.
- Подключают алюминиевые провода к источнику питания (ИП). Провод, который ведет от анода, должен подключаться к положительной клемме на ИП. Провод, идущий от выводных катодов, должен подключаться к отрицательной клемме ИП
Включают источник питания. Режим анодирования 12 ампер на каждые 0,09 квадратных метров материала, время – 45 минут. Процесс сопровождается выделением пузырьков окисления. Анод также начнет менять цвет, становясь коричневым, затем желтым. - После получения посуды из анодированного алюминия, отключают источник тока, промывают деталь дистиллированной водой и помещают ее в теплую ванну с красителем на 15 минут.
Можно проводить процесс без окрашивания, тогда переходят к кипячению детали в дистиллированной воде в течение 30 минут.
Анодирование алюминия
Обычно под анодированием алюминия подразумевают так называемое сернокислое анодирование – по химическому составу анодного раствора (электролита).
Сернокислое анодирование алюминия
К основными параметрами сернокислого анодирования алюминия и алюминиевых сплавов относятся:
- концентрация серной кислоты в анодном электролите;
- температура анодного раствора – раствора серной кислоты;
- плотность тока, поступающего через электролит на поверхность алюминиевого профиля.
Как влияют эти параметры на:
- рост толщины анодного покрытия,
- размеры пор,
- внешний вид анодированной поверхности?
Как влияет на качество анодирования химический состав алюминия и алюминиевых сплавов?
Как устроено анодное покрытие
Барьерный слой
Рисунок 1
Пористый слой
После того как барьерный слой сформирован, на его наружной стороне, если электролит обладает достаточной растворяющей способностью, начинает формироваться пористая кристаллическая структура. Механизм роста пор до сих пор является предметом дискуссий, однако, по мнению большинства ученых ее образование происходит за счет следующей причинно-следственной цепочки: локальное растворение барьерного слоя – повышение величины тока – увеличение температуры – повышение скорости растворения. Это взаимодействие влияний и приводит к образованию пор.
Окрашивание анодированного алюминия
Для получения цветного анодного покрытия применяют в основном два метода (рисунок 2):
- адсорбцию – пропитку пористого слоя красителями;
- электролитическое окрашивание – электрохимическое осаждение в поры различных металлов (олова, меди, марганца и др.).
Намного реже применяют так называемое интегральное окрашивание, которое обеспечивается специальным легированием алюминиевых сплавов. Окрашивание происходит за счет выпадения частиц в объеме пористого слоя, а не в порах.
Кроме того, в ограниченных объемах применяют так называемое интерференционное окрашивание: вариант электролитического окрашивания, который требует дополнительной ванны для расширения пор вблизи их дна.
Рисунок 2 – Методы цветного анодирования алюминия
Почему шестигранник?
В ходе своего роста анодные ячейки, включающие сами поры и окружающий ее оксид алюминия, образуют шестигранную структуру, которая, по-видимому, обеспечивает выполнение какого-то принципа минимальности энергии. Шестигранная форма анодных ячеек не зависит от типа электролита. Это явно указывает на то, что эта форма имеет чисто энергетическое происхождение.
Технология анодирования алюминия
Стандартное анодирование
- Концентрация серной кислоты в электролите составляет от 10 до 20 % по объему в зависимости от требований к покрытиям.
- Плотность тока составляет обычно от 1 до 2 А/дм2 при напряжении от 12 до 20 вольт, температуре от 18 до 25 °С и длительности анодировании до 60 минут.
Скорость роста пор
На большинстве алюминиевых сплавов этот электролит дает бесцветное прозрачное анодное покрытие. При сернокислом анодировании скорость роста пор является постоянной при постоянной плотности тока. При плотности тока 1,3 А/дм2 эта скорость составляет величину 0,4 мкм/мин. Поскольку толщина барьерного слоя остается постоянной, то это значит, что с такой же скоростью растворяется и дно поры.
Размеры анодной ячейки
Размеры анодных ячеек прямо зависят от параметров анодирования (таблица 1). С увеличением напряжения размеры анодной ячейки увеличиваются, а количество пор соответственно уменьшается. Соотношение между размером ячеек и напряжением приблизительно линейное, то есть чем больше напряжение, тем больше размеры ячейки.
Таблица 1
Толщина анодного покрытия
Рост анодного покрытия
Толщина анодного покрытия увеличивается с увеличением длительности анодирования. Однако степень роста толщины зависит от нескольких факторов, таких как тип электролита, плотность тока, длительность обработки и т.д. Вначале происходит быстрое и постоянное увеличение фактической толщины, а затем начинается уменьшение скорости роста толщины, пока не наступит стадия, при которой толщина остается приблизительно постоянной, не смотря на продолжающуюся подачу электрического тока. Это связано с тем, что в ходе анодирования происходит как непрерывный рост толщины покрытия, так и его растворение под воздействием электролита (раствора серной кислоты).
Закон Фарадея
Фактическая толщина вычисляется как теоретическая толщина покрытия минус растворенная толщина оксида алюминия (рисунок 3). Теоретическая толщина является пропорциональной времени анодирования при постоянной плотности тока и определяется законом Фарадея, который говорит, что количество образовавшегося оксида пропорционально электрическому заряду, который прошел через анод.
Рисунок 3
Влияние химического состава алюминиевого сплава
Примеси
В принципе чистый алюминий анодируется лучше, чем его сплавы. Внешний вид анодного покрытия и его свойства (износостойкость, коррозионная стойкость и т.п.) зависят как от типа алюминиевого сплава, так и его так сказать металлургической биографии. Размер, форма и распределение интерметаллидных частиц также влияют на качество анодирования алюминиевого сплава. Химический состав алюминиевого сплава является весьма важным в некоторых изделиях, которые требуют блестящего анодирования, для получения которых необходимо, чтобы уровень нерастворимых частиц был как можно ниже.
Анодное покрытие на алюминии Al 99,99 будет чистым и прозрачным, а при уровне содержания железа 0,08 % оно уже не такое чистое и становится все более «облачным» с увеличением толщины покрытия. При уровне нерастворимых частиц как у алюминия 1050 (алюминий марки АД0) покрытие становиться совершенно «облачным» по сравнению с более чистым металлом. Из всех алюминиевых сплавов на сплавах серий 5ххх и 6ххх получаются самые лучшие декоративные и защитные покрытия. Некоторые сплавы серии 7ххх также дают чистые покрытия с хорошими функциональными свойствами. Цветные покрытия алюминиевых сплавов серии 2ххх обычно получаются низкого качества.
Интерметаллические частицы
Поведение интерметаллидных частиц при анодировании зависит от типа частиц и анодного раствора. Некоторые интерметаллидные соединения окисляются или растворяются быстрее, чем алюминий (например, частицы β-Al-Mg), что приводит к образованию пористой структуры. Другие интерметаллидные частицы, такие как частицы кремния, являются практически нерастворимыми при анодировании и поэтому выпадают в виде включений по толщине анодного покрытия. Промежуточными между двумя этими крайними случаями являются соединения (FeAl3, α-Al-Fe-Si и т.д.), которые частично растворяются, а частично остаются в покрытии, что отрицательно влияет на качество покрытия, особенно цветного.
Влияние температуры анодирования
Влияние повышения температуры электролита пропорционально увеличению скорости растворения анодного покрытия, что в результате дает более тонкое, более пористое и более мягкое покрытие (рисунок 4).
Рисунок 4
Для получения так называемых твердых анодных покрытий применяют низкую температуру (от 0 до 10 °С) в комбинации с высокой плотностью тока (от 2 до 3,6 А/дм2) и очень активным перемешиванием электролита. В декоративном и защитном анодировании алюминия и алюминиевых сплавов обычно применяется температура электролита от 15 до 25 ºС. Если температура поднимается выше, то максимально возможная толщина анодного слоя снижается до более низких величин из-за более высокой растворяющей способности электролита.
Влияние плотности тока анодирования
Интервал плотности тока стандартного сернокислого анодирования алюминия составляет от 1 до 2 А/дм2, в специальных случаях – 3 А/дм2. При плотности тока ниже этого интервала, получается мягкое, пористое и тонкое покрытие. С увеличением плотности тока покрытие формируется быстрее при относительно меньшем растворении его электролитом и соответственно с более твердым и менее пористым покрытием. При очень высокой плотности тока появляется тенденция к так называемым «прижогам» – возникновению чрезмерно высокого тока в локальных областях с их перегревом (рисунок 5).
Рисунок 5
Когда от анодного покрытия требуется хорошее и четкое отражение света, то применяют специальные условия анодирования с низкой плотностью тока около 1 А/дм2.
Влияние концентрации серной кислоты
Влияние увеличения концентрации серной кислоты на характеристики анодного покрытия на алюминиевых сплавах аналогичны влиянию повышения температуры, хотя влияние температуры является более сильным, чем влияние концентрации. Увеличение концентрации ограничивает максимальную толщину покрытия из-за более высокой растворяющей способности более концентрированного раствора (рисунок 6).
Рисунок 6
Источник: TALAT 5203
[Анодирование алюминия в домашних условиях] своими руками необходимо, если вы хотите, чтобы материал бы защищен от коррозии и прослужил как можно дольше.
Алюминий очень часто используется в домашнем производстве и быту, поэтому знать, как обеспечить его защиту своими руками, не прибегая к помощи специалистов, будет полезно каждому.
Благодаря анодированию на поверхности металла появляется плотная и толстая окисная пленка, которая защищает его от коррозии и других негативных факторов воздействия природной среды.
Наиболее прочную и стойкую пленку вам поможет создать технология тонкослойного анодирования, о которой вы узнаете в этой статье.
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе.
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
Процесс анодирования своими руками вы можете увидеть на фото.

Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Если до анодирования детали закручиваются впритирку, то после его окончания они, скорее всего, совсем не будут закручиваться и вся работа пройдет зря.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Купить и воду, и кислоту вы сможете в любом магазине автозапчастей, чтобы не тратить время на их самостоятельное изготовление.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.
Этапы работ
При проведении анодирования деталей, температура должна оставаться в следующем диапазоне: от -10 до + 10 градусов.
Если она будет ниже, то напряжения у блока питания будет недостаточно, чтобы поддерживать нужную силу тока, а если выше, то не сформируется твердое защитное покрытие – оно будет мягким и бесцветным и не сможет защитить металл.
Лучше всего заканчивать анодирование, когда температура достигла +5 градусов, т.к. в углах ванны и на поверхности предмета будет разная температура, а процедура анодирования позволяет выделять достаточное количество тепла.
Кроме того, процесс перемещения электролита должно быть постоянным: мешать его можно с помощью воздуха, ложки или насоса, чтобы температура на поверхности обрабатываемого изделия и алюминия была примерно одинаковой.

Разница же температур приведет к тому, что некоторые участки детали перегреются, а затем на них появятся пробои или случится растрав изделия.
Чтобы провести твердое анодирование под золото, вам понадобится специальное оборудование. Чаще всего это несколько ванн, в одной из которых будут обрабатываться детали из алюминия, а другая – маленькая емкость.
Для нее можно использовать пищевые контейнеры или пластиковые горшки. Стенки и дно ванн нужно покрыть алюминиевыми листами, либо сделать из них специальную выкройку и согнуть ее так, чтобы получилась емкость.
Это нужно, чтобы создать равномерную плотность тока с каждой стороны изделия.
Корпус ванны должен обладать хорошей теплоизоляцией, иначе электролит будет нагреваться слишком быстро, и жидкость придется постоянно менять.

Проще всего создать теплоизоляционный слой, оклеив стенки пенопластом толщиной 2-4 см, либо залить промежутки пеной для строительства.
После того как вы залили в ванну электролит, на выход нужно поставить блок питания, генерирующий ток. Чтобы регулировать силу подачи тока, присоедините резистор к цепи.
Если контакт качественный, то вы увидите кислородные пузырьки, которые будут появляться по всей поверхности изделия. Они небольшие по диаметру и по течению напоминают струи дыма.
Длительность этого процесса зависит от скорости окраски деталей – под золото или в другой цвет. Окрашивание в цвет будет заметно визуально, поэтому никаких других приспособлений не требуется.
Скорость окрашивания под золото, в черный цвет и другие оттенки зависит от размера детали: для маленьких объектов это около 20-30 минут, для больших – 60-90 минут.
После того как вся деталь приобретет нужный цвет, достаньте ее из емкости и промойте под холодной водой, а затем протрите ваткой, смоченной в растворе марганцовки – это поможет удалить лишние микроэлементы, получившиеся в ходе реакции, но поможет сохранить цвет под золото или другой.
После изъятия детали, она должна иметь светло-серый цвет, быть гладкой и блестящей.
Видео:
В зависимости от режимов анодирования, изделия могут приобрести различный цвет: серый, темно-матовый, золотой и т.д. Чтобы дополнительно окрасить детали, нужно поместить их в анилиновый краситель, который нагреет деталь до 50-60 градусов.
Перед тем как начинать цветное анодирование, нужно отфильтровать раствор, чтобы на поверхности деталей не образовались пятна, которые появляются от оставшихся мелких крупинок красителя.
Чтобы окрасить изделия и получить нужный цвет, обычно достаточно 15-20 минут.
После того как необходимый цвет (черный, под золото и др.) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
Поскольку анодирование под золото создает пористую структуру материала, которая не устойчива к химическим воздействиям, хоть и тщательно защищена от механических воздействий.
Технология закрытия микропор на металле может быть различной. Легче всего проварить анодированные детали в воде на плите в течение 30 минут. Для варки лучше всего использовать дистиллированную воду, т.к. она придаст материалу больше защитных свойств.
Другой способ: сделать для деталей паровую баню, в которой они должны находиться также не менее получаса.
Технология работы с алюминием может несколько отличаться, в зависимости от типа детали и материала, но в целом все этапы анодирования материала выглядят подобным образом.
Видео:
Отличия могут быть в температуре электролита, однако рекомендуется следовать в этом приведенным цифрам, т.к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
Если вы проводите анодирование под золото и другие цвета, то лучше всего выбирать холодный способ, т.к. в этом случае слоя покрытия будет более толстым, а сами детали приобретут красивый цвет: под золото, черный или другие оттенки, а также будут блестеть.
Анодирование алюминия — процесс и технологии
Абсолютно каждый металл подвержен коррозии. Металлические изделия без надлежащей защиты от коррозии в скором времени портятся, приходят в негодность и требуют замены. Одним из способов защиты металлов от воздействия агрессивной среды является создание на его поверхности плотной и толстой оксидной пленки. Такая пленка образуется в процессе анодирования.
Анодированием называется процесс формирования оксидной пленки на поверхности металлов и их сплавов путем их анодной поляризации в проводящей среде. Целью анодирования является укрепление различных металлов, в том числе и алюминия. Однако стоит отметить, что анодирование алюминия используется не только с целью укрепления метала, оно также позволяет сгладить разнообразные неровности поверхности (например, сколы, царапины, вмятины и др.), повышает адгезивные качества металла (лакокрасочное покрытие существенно лучше ложится на оксидную пленку, чем на голый металл), улучшает внешний вид металла, а также придает ему разнообразные декоративные эффекты (например, имитация золота, серебра, жемчуга и т.д.).
Процесс анодирования состоит из трех частей:
- подготовительный этап;
- химическая обработка;
- закрепление.
Подготовительный этап предполагает механическую и электрохимическую обработку алюминия. Механическая обработка включает очистку металла, шлифование и обезжиривание. После этого изделие помещается в щелочной раствор для травления, после чего оно перекладывается в кислотный для осветления. На завершающей стадии подготовительного этапа осуществляется промывка поверхности изделия. При этом стоит отметить, что промывка производится обязательно несколько раз с целью полной очистки алюминия от кислотных веществ.
Во время химической обработки алюминия осуществляется обработка металла в электролите. В качестве электролитов могут быть использованы растворы разнообразных кислот (серная, хромовая, щавелевая, сульфосалициловая). Иногда в растворы может добавляться соль или органическая кислота. Самым распространенным электролитом выступает именно серная кислота. Стоит обратить внимание на то, что этот электролит используется только в случае обработки изделий простой формы. Для изделий, имеющих более сложную форму с небольшими отверстиями или зазорами, применяется чаще хромовая кислота.
То, насколько качественным в итоге получится анодированный алюминий, зависит от многих факторов, среди которых в обязательном порядке присутствуют концентрация, температурный режим, а также плотность тока. При воздействии высоких температур анодирование буде протекать существенно быстрее. Кроме этого, высокие температуры способствуют образованию мягкой и высокопористой пленки на поверхности изделия. В случае необходимости получения более твердого и прочного покрытия, анодирование проводится при более низких температурах. Таким образом, допустимые температурные режимы для анодирования находятся в диапазоне от 00С до +500С. Плотность тока при этом может находиться в пределах от 1 до 3 Ампер.
На последнем, закрепительном, этапе осуществляется закрытие пор, которые образовались на поверхности изделия во время анодирования. Закрытие пор осуществляется для того, чтобы поверхность приобрела достаточную прочность. Закрепление может осуществляться тремя способами:
- путем погружения изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Стоит сказать, что если в дальнейшем будет производиться окрашивание поверхности, то данный этап не нужен, поскольку лакокрасочный материал заполнит имеющиеся поры естественным образом.
Кроме описанного выше способа, существуют также и другие способы анодирования. К ним можно отнести следующие:
- твердое;
- микродуговое;
- цветное.
В результате твердого анодирования на поверхности алюминия образуется прочная микропленка. Данная методика достаточно широко применяется в авиастроении, автомобилестроении, а также в строительстве. Суть данной технологии заключается в применении не одного конкретного, а сразу нескольких электролитов. Например, в одном процессе могут использоваться щавелевая, серная, лимонная, винная, а также борная кислота. Во время анодирования происходит плавное увеличение плотности тока, что приводит к изменениям в ячейках. Это, в свою очередь, способствует приобретению пленкой повышенной прочности.
|
Класс |
Толщина оксидного слоя |
Сфера применения |
|---|---|---|
|
5 |
Миним. 5 микрон |
Для внутреннего использования, без частой чистки (мытья) |
|
10 |
Миним. 10 микрон |
Для наружного применения в обычных атмосферных условиях, с периодическим техническим обслуживанием (чистка) |
|
15 |
Миним. 15 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий |
|
20 |
Миним. 20 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий (упрочненный слой) |
|
25 |
Миним. 25 микрон |
Для наружного применения в атмосферных условиях промышленных зон и морских побережий (упрочненный слой) по специальным запросам некоторых рынков |
Микродуговым анодированием называется электрохимический процесс, при котором происходит окисление поверхности алюминия, при одновременном возникновении электрозарядных явлений между анодом и электролитом. В результате данной методики образуется покрытие, отличающееся достаточным качеством, а также которое имеет высокий уровень износостойкости и адгезии.
Цветное анодирование алюминия. Основной задачей данного метода является изменить цвет алюминиевой детали. Цветное анодирование можно осуществить четырьмя способами:
- окрашиванием методом адсорбции. Происходит путем погружения изделия в электролитную ванну. Кроме этого осуществление данного способа возможно путем погружения деталей в раствор с красящим веществом, которое предварительно разогретое до необходимой температуры;
- электролитическое окрашивание. Данный способ имеет еще одно название – черное анодирование. Осуществляется в два этапа. Первый предполагает получение бесцветной пленки, после чего металл погружается в кислый солевой раствор, в результате – метал приобретает различный цвет, который может разниться от черного до слабого бронзового оттенка. Именно черные тона алюминия очень популярны в строительной области;
- интерференционное окрашивание. Технология получения определенного цвета данным способом напоминает электролитическое окрашивание. Однако, при данном методе создается особый светоотражающий слой, придающий более разнообразные оттенки металлу;
- интегральное окрашивание. Данная технология заключается в смешивании электролита с органическими солями.
Декоративный анодированный алюминий применяется во многих сферах. Так, он используется при изготовлении литых, прессованных и штампованных алюминиевых изделий. Очень часто такой алюминий используется при создании декоративных мебельных деталей, также из него могут изготавливаться спортивный инвентарь, поручни и многое другое. Основным преимуществом использования декоративного анодированного алюминия в быту является то, что он не оставляет неприятных пятен серого цвета на одежде и теле человека.
Анодирование алюминия в домашних условиях
Этот процесс достаточно простой для самостоятельного проведения. Однако, следует соблюдать некоторые правила, чтобы процесс был безопасным и дал желаемый результат. В первую очередь, следует проводить анодирование в хорошо проветриваемом помещении, а лучше на открытом воздухе – улице или балконе. Это связано с тем, что при анодировании происходит выделение на аноде кислорода, а на катоде – водорода, в результате смешивания которых образуется гремучий газ, являющийся тем же динамитом. Поэтому, в помещении можно погибнуть от даже самой маленькой искры.
Стоит помнить, что работать придется с кислотой, которая является очень едким веществом. Даже не смотря на то, что она находится в достаточно сильно разбавленном виде и при попадании на кожу вызовет не более, чем зуд, все таки, следует обращаться с ней крайне осторожно, ведь при попадании кислоты в глаза или на другие слизистые оболочки можно получить серьезные травмы, требующие госпитализации. Поэтому, в целях своей личной безопасности следует пользоваться защитными очками, а также иметь поблизости ведро с слабым содовым раствором.
Перед тем, как начать проводить анодирование алюминия в домашних условиях, следует провести подготовительные работы, которые предполагают полировку изделия до зеркального блеска (желательно, на полировочном кругу). Это действие необходимо для того, чтобы удалить нежелательные дефекты, которые не замаскируются после анодирования, а также чтобы снизить вероятность «прогара» во время самого процесса.
Также подготовительный этап предполагает обезжиривание изделия с помощью стирального порошка, хозяйственного мыла и зубной щетки. Не следует в данном процессе использовать едкий натрий или калий, которые рекомендуются в заводских технологиях, так как при этом заметно портится чистота поверхности. После промывки следует детали высушить горячим воздухом.
За подготовительным этапом следует изготовление электролита. При осуществлении анодирования в домашних условиях используется в качестве электролита раствор в дистиллированной воде серной кислоты. При этом можно применять обычную воду из-под крана. Однако, если есть возможность, то лучше приобрести дистиллированную воду.
Приобрести все необходимые ингредиенты достаточно просто – нужно всего лишь зайти в любой автомагазин, где всегда есть и дистиллированная вода, и серная кислота. Однако, кислота продается под названием «Электролит для свинцового аккумулятора», и имеет разбавленный вид в пропорции 1,27 грамм на 1 см кубический. Приобрев данный электролит, следует осуществить его смешивание с водой в пропорции 1:1. Таким образом, взяв обычную канистру, наполненную электролитом, объемом в 5 литров, после смешивания на выходе получится 10 литров раствора для анодирования. Мелкие детали вполне с легкостью можно анодировать в данном количестве раствора, а вот для более крупных деталей придется данное количество удвоить.
Стоит помнить о том, что во время смешивания воды и кислоты происходит сильная химическая реакция, в результате которой выделяется огромное количество тепла, поэтому, при неаккуратном смешивании этих двух компонентов можно получить травму в виде брызг в лицо. Именно в связи с этим следует использовать защитную экипировку, а также вливать электролит в воду тонкой и аккуратной струйкой. При этом следует непрерывно помешивать раствор стеклянной палочкой.
Также необходимо подготовить и соответствующее оборудование. Понадобится несколько емкостей – для мелких деталей, недлинных и длинных. Емкости обязательно должны быть алюминиевыми.
Также ванна должно иметь хорошую теплоизоляцию корпуса, или же электролит будет слишком быстро нагреваться в ней, что привет к необходимости в его частой замене. Наиболее простым решением в вопросе теплоизоляции ванны является ее оклеивание слоем пенопласта толщиной 2-4 см. Также подойдет вариант поместить ванну в коробку и пространство между ванной и коробкой задуть строительной пеной.
После этого необходимо изготовить для ванны свинцовый катод. Для этого подойдет обычный листовой свинец, который можно снять с толстых электрокабелей. Площадь катода должна вдвое превышать площадь поверхности обрабатываемого изделия. Обязательно в катодной пластине необходимо проделать отверстия для того, чтобы осуществлялся выход газа.
Следующим этапом является сам режим обработки. В процессе анодирования оптимальной температурой является -10 — +10 0С. Если температуру увеличить за +100, то в результате получится очень тонкий, нетвердый и бесцветный защитный слой. Не смотря на то, что допустимой является температура +10, все таки, рекомендуется прекращать анодирование уже при +50С. При анодировании следует беспрерывно перемешивать электролит, чтобы выровнять температуру на поверхности изделия из алюминия. В противном случае на детали появятся участки местного перегрева, которые в дальнейшем станут причиной появления пробоев и растрава детали.
При анодировании следует удерживать плотность тока на уровне 1,6 – 4 Ампер на дм2. Именно благодаря правильно созданным условиям на поверхности изделия образуется красивый, окрашенный и плотный защитный анодный слой. В свою очередь, катодная плотность должна быть низкой.
После проведения всех подготовительных процессов можно начинать сам процесс анодирования. Для этого необходимо в ванну залить электролит. При этом на выходе имеется блок питания с током. Чтобы иметь возможность регулировать силу тока, к цепи при анодировании алюминия следует подключить проволочных переменный резистор. В емкости присутствуют два предмета – это свинцовый катод в виде пластины и анод, т.е. обрабатываемое изделие. Во время подачи на них тока выделяется кислород и растет анодный защитный слой.
Про качественный электрический контакт между свинцом и деталью будут свидетельствовать медленно поднимающиеся по всей поверхности изделия микропузырьки. Продолжительность процесса анодирования необходимо контролировать по окрасу изделия. Как правило, мелкие детали окрашиваются быстрее. При этом, поверхность должна быть гладкой, блестящей и светло-серой.
После приобретения деталью необходимого оттенка, а также рыхлого защитного слоя, следует произвести фиксацию этого слоя. Это необходимо, так как покрытие на микроуровне имеет пористую структуру, которая не может препятствовать воздуху и воде. Такой слой является отличной защитой металла от механических повреждений, однако не защищает от химического воздействия.
| Показатель |
Анодированный алюминий |
Нержавеющая сталь |
|---|---|---|
|
Стойкость к коррозии |
Отлично |
Отлично |
|
Стойкость к загрязнению |
Отлично,не сохраняет на себе загрязнения или отпечатки пальцев |
Удовлетворительно, в целом, сохраняет на себе отпечатки пальцев и загрязнения, нуждается в регулярной чистке |
|
Вес |
Легкий |
В три раза тяжелее алюминия |
|
Стойкость к механическим повреждениям |
Отлично, при правильном обращении |
Отлично |
|
Вторичная переработка |
Отлично, без потери качественных характеристик |
Ограничена |
|
|
||
|
Показатель |
Анодированный алюминий |
Окрашенный алюминий |
|
Стойкость к коррозии |
Отлично,качественные характеристики сохраняются длительное время: возможность точечной коррозии |
Возможность нитевидной коррозии при неправильной предварительной обработке |
|
Качество основы металла |
Всегда высокое |
Переменное |
|
Долговечность поверхности |
Отлично |
Варьируется в зависимости от типа покрытия |
|
Экологичность |
100% вторично перерабатываемый |
Не полностью перерабатываемый |
|
Стойкость к истиранию |
Отлично |
Варьируется в зависимости от типа покрытия |
|
Цветовая гамма |
Ограниченная (для наружного применения) |
Широкая |
|
Металлический эффект поверхности |
Отлично,как на ощупь так и визуально |
Только для некоторых типов отделки |
|
Стоимость |
Конкурентная цена |
Цена всегда выше, чем на анодированный алюминий. Варьируется в зависимости от качества основы металла, качества типа покрытия. |
Что такое анодированный алюминий? (с картинками)
Многие металлы структурно ослаблены процессом окисления, но не алюминий. Алюминий на самом деле можно сделать более прочным и долговечным с помощью процесса, называемого «анодирование». Анодирование включает помещение листа алюминия в химическую кислотную ванну, довольно часто ацетон в лабораторных экспериментах. Лист алюминия становится положительным анодом химической батареи, а кислотная ванна становится отрицательной.Электрический ток проходит через кислоту, вызывая окисление поверхности алюминия (по существу ржавчины). Окисленный алюминий образует прочное покрытие, поскольку заменяет оригинальный алюминий на поверхности. В результате получается чрезвычайно твердое вещество, называемое анодированным алюминием.
 Карибский анодированный алюминий.
Карибский анодированный алюминий.Анодированный алюминий может быть почти таким же твердым, как алмаз, при правильном процессе анодирования. Многие современные здания используют анодированный алюминий в местах, где металлический каркас подвергается воздействию элементов. Анодированный алюминий также является популярным материалом для изготовления высококачественной посуды, такой как сковороды и кастрюли.Тепло равномерно распределяется по анодированному алюминию, а процесс анодирования обеспечивает естественную защитную отделку. Можно использовать другой процесс гальванизации, чтобы анодированный алюминий выглядел как медь, латунь или другие металлы. Специальные красители также могут быть использованы для окрашивания анодированного алюминия для декоративных целей.
 Анодированная плита для приготовления эспрессо.
Анодированная плита для приготовления эспрессо.Из-за своей прочности и долговечности анодированный алюминий также используется в ряде других применений. Многие спутники, вращающиеся вокруг Земли, защищены от космического мусора слоями анодированного алюминия. Автомобильная промышленность в значительной степени опирается на анодированный алюминий для отделки и защитные кожухи для открытых частей.Дизайнеры мебели часто используют анодированный алюминий в качестве основы для уличных предметов, а также основной металл для ламп и других декоративных элементов. Современная бытовая техника и компьютерные системы могут использовать анодированный алюминий в качестве защитного корпуса.
Анодированный алюминий может не подходить для всех применений из-за его непроводящего характера.В отличие от других металлов, таких как железо, процесс окисления не ослабляет алюминий. Слой «алюминиевой ржавчины» по-прежнему является частью исходного алюминия и не переносится на продукты питания или легко отслаивается при стрессе. Это делает его особенно популярным для приложений общественного питания и промышленного применения, где долговечность имеет решающее значение.
 Алюминиевый листовой металл анодирован для защиты от коррозии.,
Алюминиевый листовой металл анодирован для защиты от коррозии.,Что такое анодирование? Финиш выбора
Анодирование … Окончание выбора
Анодирование — это электрохимический процесс, который превращает поверхность металла в декоративный, прочный, устойчивый к коррозии, анодный оксид отделка. Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также могут быть анодированы.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия.Этот оксид алюминия не наносится на поверхность, как краска или покрытие, но полностью интегрируется с базовой алюминиевой подложкой , поэтому он не может отколоть или очистить. Он имеет высокоупорядоченную пористую структуру, которая допускает вторичные процессы, такие как окрашивание и герметизация.
Анодирование достигается путем погружения алюминия в ванну с кислотным электролитом и пропускания электрического тока через среду. Катод установлен на внутренней стороне емкости для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита для соединения с атомами алюминия на поверхности анодируемой детали.Следовательно, анодирование — это вопрос высоко контролируемого окисления, усиления естественного явления.
Узнайте больше об анодировании …
Анодированная отделка сделала алюминий одним из самых уважаемых и широко используемых материалов сегодня при производстве тысяч потребительских, коммерческих и промышленных товаров.
Анодированный алюминий:
- Защищает спутники от суровых космических условий.
- Используется в одном из самых высоких зданий в мире — Башне Уиллиса в Чикаго, штат Иллинойс.
- Обеспечивает привлекательные, долговечные, требующие минимального обслуживания экстерьеры, крыши, навесные стены, потолки, полы, эскалаторы, вестибюли и лестницы в небоскребах и коммерческих зданиях по всему миру.
- Революция в производстве компьютерной техники, выставочных стендов для выставок, научных приборов и постоянно расширяющегося ассортимента бытовой техники, потребительских товаров и строительных материалов.
- Считается экологически безопасным, не оказывает вредного воздействия на землю, воздух или воду.
Анодированный алюминий AAC
Откройте бесконечные возможности применения
Анодирование является экологически безопасным электрохимическим процессом, который превращает поверхность металлического алюминия в пористый оксид алюминия, в конечном итоге создавая конечный продукт, отделка которого более долговечна и устойчива к атмосферным воздействиям. Этот полезный результат в сочетании с целым рядом эстетически привлекательных цветовых покрытий открывает бесконечные возможности применения для компаний, которые анодируют продукты и компоненты в коммерческих, промышленных и потребительских областях, даже в ювелирных изделиях и художественных работах. Пенсионное сообщество Мирабелла; Портленд, Орегон
Компания : Sapa Extrusions
Architect Фирма: Ankrom Moisan
Заказчик: Hoffman Construction
Среда: Экструдированный алюминий
Портлендский порт Мирабелла — это южное сообщество и центр по уходу на пенсию. ожидается, что он достигнет Платиновой сертификации LEED®. Sapa Architectural Products предоставила черную анодированную алюминиевую систему перил, алюминиевую решетку и навес для барбекю.Каждая шпалера была построена с 6-дюймовыми квадратными алюминиевыми столбами и деревом Epi через верх. Решетка была анодирована черным, чтобы соответствовать системе ограждений. Навес для барбекю был разработан с использованием 1/2 ”прозрачного многослойного и закаленного стекла.
Анодированное покрытие было выбрано для проекта Mirabella по нескольким причинам. В течение многих лет анодирование было признано средой для продления срока службы алюминия и рассматривается как последняя тенденция в готовой алюминиевой продукции. В отличие от стальных или железных изделий, если алюминий покрыт, он никогда не ржавеет.Анодирование сочетает в себе науку с природой, создавая одну из лучших металлических отделок в мире. Результат, в зависимости от процесса, является одним из самых твердых веществ, известных человеку, уступая только алмазу. Анодированный алюминий не будет подвержен износу под воздействием ультрафиолета и соленой воды. Анодированные изделия никогда не будут выцветать, сколоться или отслаиваться, что делает их отличным вариантом для этого проекта.
Возможность вторичной переработки алюминия и тот факт, что экструдер использует 25-процентный переработанный алюминий, будут способствовать сертификации проекта LEED Platinum.Легкие свойства алюминия снижают затраты на установку и возможность получения травм на месте, а также сокращают время, необходимое для монтажа.
| |
Анодированный Арт
Дизайнер: Наим Ахтар
Компания: Gulf Extrusions Co, Дубай, Объединенные Арабские Эмираты
Medium: Панели из алюминиевого сплава серии 5xxx
Для достижения желаемых художественных результатов Наим Ахтар начинает с незапечатанного алюминия, на котором он набрасывает исходное изображение светло-серым тоном, используя мягкую акварельную кисть, чтобы избежать заусенцев микроструктурной сотовой поверхности. из мягкого металла.Используя методы акварельной живописи, Akhtar применяет цвет с помощью различных инструментов, от кистей до губок и методов распыления. После запечатывания его алюминиевого холста, искусство в конечном итоге находится в металле с алмазным защитным покрытием.
Клетки
Наим Ахтар, член AAC
Деревья
фермы и поручни космической станции НАСАДизайнер / Компания : Боинг
Medium: Алюминиевые профили с анодированной отделкой
Фермы: При сборке ферменных компонентов в космосе воздействие тепловой среды на орбите является сложной задачей.По словам менеджера Boeing по подвесным ферменным элементам в Boeing Canoga Park, который работал над проектом, прямой солнечный свет и затенение вызывают большие перепады температуры; анодированная поверхность экструдированных алюминиевых ферм обеспечивает превосходные оптические свойства и, поскольку анодированный алюминий не нагревается, обеспечивает лучший общий контроль температуры.
Поручни: Экструдированные алюминиевые поручни являются и якорем, и спасательным кругом для каждого астронавта МКС — предотвращая их всплытие в космос, когда они выходят на улицу во время космической прогулки.Поручни анодированы в ярко-золотой отделке, чтобы визуально выделиться на фоне прозрачных серебряных конструкций.
Для получения дополнительной информации см. Витрину экструзии алюминия на Международной космической станции в разделе «Приложения для экструзии» на веб-сайте Совета по экструдированию алюминия на сайте aec.org.
| |
| Фото предоставлено НАСА |
| |
| Шторка из анодированного потолка |
- Конструкции и архитектурные категории всех типов
- Бытовая техника
- Коммерческие и жилые строительные изделия
- Оборудование для приготовления пищи
- Мебель
- Спортивные товары и лодки
- Автомобильные компоненты
- Ювелирные изделия и произведения искусства
| Фото предоставлено Pioneer Metal Finishing |
- Экстерьеры зданий, такие как витрины, навесные стены и кровельные системы.
- Бытовые приборы, такие как холодильники, сушилки, кофеварки, кухонные плиты, телевизоры, микроволновые печи.
- Вентиляционные отверстия, навесы, пылезащитные чехлы, светильники, штормовые двери, оконные рамы, почтовые ящики, аксессуары для ванных комнат, чехлы для патио и настенные выключатели для зданий.
- Витрины, сковороды, холодильники и грили для пищевой промышленности.
- Столы, кровати, файлы и сундуки для дома и офиса.
- Тележки для гольфа, лодки и оборудование для кемпинга / рыбалки для индустрии отдыха.
- Сотни компонентов для автомобилей всех видов, таких как детали отделки салона, колесные колпаки, панели управления и заводские таблички.
- Внешние панели для аэрокосмических транспортных средств, часы и электронная продукция, огнетушители, фототехника, солнечные панели, телефоны, рамы для картин и аксессуары для ванных комнат.
- Внутренняя отделка и отделка.
Эстетически приятные результаты анодирования в сочетании с функциональными преимуществами повышенной долговечности открывают многочисленные дизайнерские возможности для архитекторов, строителей, дизайнеров и спецификаторов, а также для художников.
| |
| Фото любезно предоставлено Южная алюминиевая отделочная компания |
Узнайте больше об анодировании …
,Анодированный алюминий
Анодированный / анодированный алюминий относится как к конкретному типу алюминиевого сплава, так и к процессу, который используется для производства этого сплава. Термин «анодирование» используется для описания технологии расширения естественного оксидного слоя металлов, особенно алюминия. Анодирование изменяет текстуру алюминия, создавая гораздо более пористую поверхность, которая обеспечивает большую адгезию для красителей и клеев, чем гладкая поверхность. Анодирование также повышает износостойкость и коррозионную стойкость алюминия, что делает алюминиевый объект намного более прочным практически во всех средах.
Как работает анодирование алюминия?
Анодированный алюминий производится несколькими способами, для большинства из которых требуется раствор кислоты, который подвергается воздействию постоянного тока электричества. Электрический ток заставляет алюминий образовывать водород на своем отрицательном электроде (известный как катод) и кислород на его положительном электроде (известный как анод), который является самой поверхностью алюминия. Водород является просто побочным продуктом алюминия, в то время как кислород производится в форме оксида алюминия, обеспечивая основу для анодирования.
Приложения
Анодированный алюминий используется во многих целях, большинство из которых сосредоточены на идее создания пористой поверхности. Всякий раз, когда необходимо покрасить или покрасить алюминиевый предмет, его сначала необходимо анодировать, чтобы краска или краска прилипли. Анодирование также повышает устойчивость алюминия к коррозии и другим условиям окружающей среды. Кроме того, анодированный алюминий имеет тенденцию быть прочнее обычного алюминия, что делает алюминий гораздо более практичным материалом.Фактически, анодированный алюминий часто используется в MP3-плеерах, цифровых камерах, посуде, деталях самолетов, фонарях, каркасах кроватей, оконных рамах и спортивном оборудовании.
Преимущества
Анодированный алюминий имеет ряд преимуществ, которых нет у обычного алюминия. Анодированный алюминий имеет гораздо более пористую поверхность, которая позволяет адгезивам, смазкам и красителям впитываться в сплав. Анодированный алюминий также обладает лучшей естественной защитой от коррозии и износа благодаря более шероховатой поверхности и толстому слою оксида, который его окружает.Аналогично, анодирование предотвращает растрескивание или отслаивание алюминия от регулярного использования. Наконец, анодирование алюминия является очень чистым процессом, и большая часть его побочных продуктов может быть переработана и использована для производства других товаров.
Недостатки
Хотя анодирование, как правило, хорошо, у него есть несколько недостатков. Анодированный алюминий имеет гораздо более низкую теплопроводность, чем обычный алюминий, что делает его плохим материалом для алюминиевой посуды. Эта более низкая теплопроводность может также привести к растрескиванию анодированного алюминия при воздействии температур, превышающих 80 градусов по Цельсию.
,