чертежи и размеры, советы по изготовлению
Ролики для гриндера имеют простую конструкцию, и их несложно изготовить по чертежам своими руками. Мы расскажем из чего лучше собрать самодельный натяжной, или ведущий ролик.
Ролики для гриндера играют важную роль в работе станка. Они отличаются назначением, конструкцией и размерами, могут быть промышленного и самодельного изготовления.
Гриндер, или настольный ленточно-шлифовальный станок, предназначен для обработки и доводки небольших плоских деталей, острых кромок, снятия ржавчины и старой краски. В быту он поможет заточить нож или ножницы, поправить лезвия мясорубки, отшлифовать деталь сложной формы, не нарушая профиля. А еще на нем можно править резцы и сверла. Позволяет обрабатывать дерево, пластик, металл, камень и керамику.
Гриндер
Виды роликов для гриндера
Гриндер представляет собой стационарное устройство с электроприводом. Конструкция состоит из рамы, основания с крепежными отверстиями для установки на верстаке, группы консольно установленных роликов с пропущенной через них шлифовальной лентой, механизма натяжения, привода, панели управления и столика для крепежа обрабатываемой детали.
Выходной вал электродвигателя соединяется с ведущим роликом гриндера. Вращение от него автоматически передается остальным посредством гибкой связи. Положение ведомых цилиндров регулируется, что позволяет шлифовать поверхности на разную глубину. Компенсировать растяжение ленты и возможное проскальзывание призван натяжной механизм. Он расположен на одном из роликов, который так и называется – натяжной.
Ролики гриндера считаются ответственными деталями. Они используются для равномерного натяжения шлифовальной ленты и удерживают ее от сползания.
В зависимости от назначения они бывают:
- приводные или ведущие;
- натяжные;
- ведомые.
ПОСМОТРЕТЬ Ролики для гриндера с AliExpress от →
Конструктивные особенности
Большое значение для производительности работы имеет конструкция роликов для гриндера. Для самодельного аппарата чаще всего используется электродвигатель с номинальными оборотами 1500 в минуту.
 При показателе скольжения в пределах 9% реальная частота вращения будет 1380–1400 оборотов в минуту. Исходя из этого рассчитывают размеры деталей.
При показателе скольжения в пределах 9% реальная частота вращения будет 1380–1400 оборотов в минуту. Исходя из этого рассчитывают размеры деталей.Чем больше диаметр ведущего ролика, тем глубже должна быть полость.
Чертеж шкива
Стандартный диаметр ведущего шкива – 150 мм. Натяжной делается размером 100 мм, и два остальных по 70 мм. Размеры могут незначительно отличаться в зависимости от габаритов станка. Ширина деталей соответствует размеру шлифовальной ленты с небольшим запасом.
Образующая ведущего шкива должна быть прямолинейной, иначе лента при вращении изогнется по всей длине.
От сползания ее надежно удерживают остальные ролики.
 От сползания ее надежно удерживают остальные ролики.
От сползания ее надежно удерживают остальные ролики.От диаметра шкива будет зависеть скорость перемещения ленты. Если бег ленты медленный, то она будет рвать обрабатываемый материал. А от быстрого скольжения скоро износится. Следует учитывать простое правило: для твердых деталей и малой зернистости абразива требуется высокая скорость движения ленты.
Чтобы избежать соскальзывания шлифовальной ленты при несовпадении плоскостей роликов, на образующей поверхности выполняется канавка, соответствующая по ширине и глубине сечению ленты. Однако такая конструкция имеет недостаток: под большой нагрузкой лента сползает на реборду. Проверенный и надежный вариант – применять ролики-бочонки. В некоторых случаях изделия покрывают резиновым материалом.
В процессе установки на гриндер нужно следить, чтобы все ролики располагались в одной плоскости.
ПОСМОТРЕТЬ ГРИНДЕР с AliExpress →
При обработке необходимо обеспечить шероховатость образующей поверхности в пределах 1,25–2,5 Ra.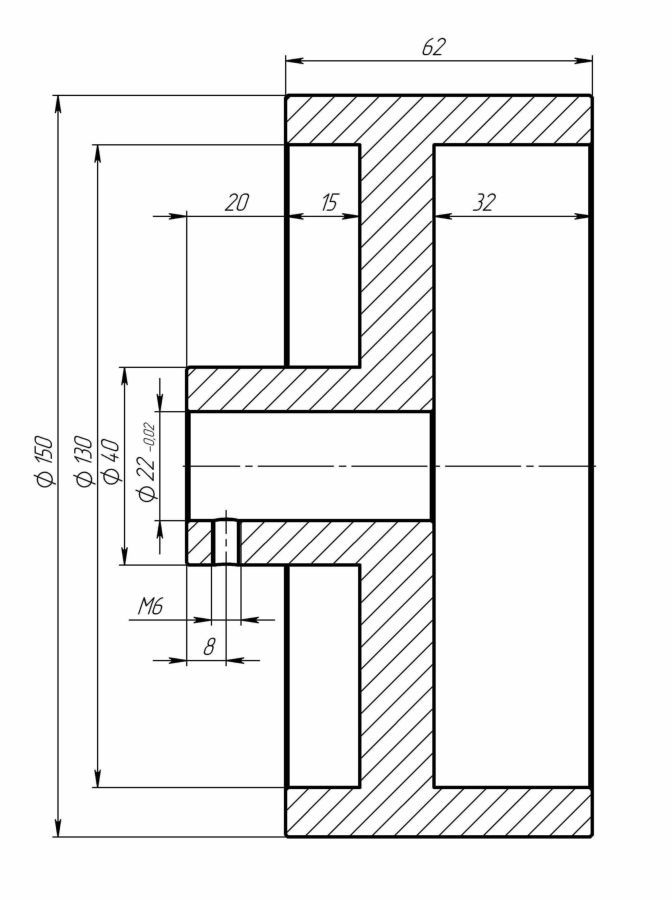 Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Ролик-натяжитель делается подвижным. Он имеет подпорную пружину для натяжения ленты, компенсации биения на шкиве и роликах и провисания при нажатии детали. Таким образом лента прослужит дольше и не порвется.
Ролики обязательно должны быть с бочкообразным профилем для надежного удержания вращающейся ленты. Центральная часть делается выше краев на 2 мм.

По присоединительным размерам составляется рабочий чертеж, по которому токарь сможет изготовить детали.
Типовой чертеж ролика
ПОСМОТРЕТЬ РЕЗИНОВЫЙ РОЛИК с AliExpress →
Из чего сделать ролик для гриндера своими руками
При выборе подходящего материала нужно исходить из веса. Тяжелые диски двигатель гриндера просто не сможет провернуть. Произойдет рывок, способный повредить ленту. Стальные детали для гриндера должны быть обязательно полыми, а это ведет к их удорожанию.
Обработка роликов для гриндера – ответственная и трудоемкая работа. В большинстве случаев это четыре тела вращения, наружный диаметр которых 70–150 мм. В качестве заготовки подойдет круг из титана или дюралюминия. Некоторые умельцы предпочитают дерево. Ведущий шкив, как наиболее нагруженный, делается исключительно стальным.
Готовые «бочонки» для гриндера
Ролик с опорным подшипником в сборе
Для изготовления вращающихся деталей умельцы применяют сантехническую соединительную муфту из твердого термопластика. Внутри детали нужно сделать расточки под установку подшипника с двух сторон и проточить сферу на внешней поверхности.
Внутри детали нужно сделать расточки под установку подшипника с двух сторон и проточить сферу на внешней поверхности.
Небольшие ролики вполне можно изготовить из ПВХ-трубы. В средину через распорную втулку вставляются подшипники № 608.
Можно подобрать несколько интересных вариантов бюджетного изготовления роликов для гриндера:
- Использовать ролики подшипников ГРМ от автомобиля и устанавливать их парой на шпильке.
- Для изготовления ведущего шкива вполне подойдет толстостенная стальная труба.
- Из валов от принтера. Они уже имеют прочную ось и пластиковую поверхность, легко поддающуюся обработке.
- Конструкция с повышенным запасом прочности получится из комплекта старых подшипников подходящего диаметра, надетых на общую ось.
- Использовать втулки с задних колес велосипеда. Рабочей является центральная часть с подшипниками и осью. Все остальное нужно снять или сточить. Диаметр такого ролика – 38–39 мм.
- Склеить из колец, вырезанных из толстой фанеры или выточить из куска дерева. По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.
Ролики, склеенные из фанеры
- Поставить на гриндер ролики для скейтов, у которых подшипники в обойме из полиуретана.
- Сделать из трубы для отопления и обработать контактные поверхности.
- Детали могут быть и сварными, из трубы Ø160х5 мм с посадочной ступицей и дисками с двух сторон. На внешнюю контактную поверхность рекомендуется нанести полиуретановое или резиновое покрытие.
 По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.
По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.К вопросу изготовления «бочонков» и шкива для гриндера важно подойти ответственно и со смекалкой, тогда не будет ошибок в конструкции и затраты существенно сократятся.
А как вы решили сделать ролики для гриндера? Поделитесь своим опытом в комментариях.
Гриндер ленточный чертежи. Полный комплект с размерами.
В данной статье мы представляем Вам полный комплект чертежей со всеми габаритными размерами нашего ленточного гриндера под шлифовальную ленту длиной 915мм. Данная модель гриндера предназначена для небольшой мастерской или для полупрофессионального использования Ленточно-шлифовальный станок монтируется на двигатели АИР 71B2 мощностью 0.75кВт/1.1кВт, а так же на двигатели АИР 63B2 мощностью 0.35кВт/0.55кВт в исполнении с фланцем.
Данная модель гриндера предназначена для небольшой мастерской или для полупрофессионального использования Ленточно-шлифовальный станок монтируется на двигатели АИР 71B2 мощностью 0.75кВт/1.1кВт, а так же на двигатели АИР 63B2 мощностью 0.35кВт/0.55кВт в исполнении с фланцем.
Состав комлекта ленточного гриндера Хозяин для самостоятельной сборки
| Ведомость основного комплекта рабочих чертежей ленточного гриндера MG-915 ХОЗЯИН. | ||
| Лист | Наименование | Примечание |
| 1. | Общие данные. | |
| 2. | Рама ленточного гриндера. | |
| 3. | Опорный механизм. Выдвижной ригель. Пластина стола выдвижная ленточного гриндера. | |
| 4. | Опорный стол. Упорная пластина, уши ленточного гриндера | |
| 5. | Шкив приводной ленточного гриндера. | |
| 6. | Ролик прямой ленточного гриндера 2шт. | |
7. | Ролик бочка ленточного гриндера. | |
| 8. | Втулка качения ленточного гриндера. | |
| 9. | Ось резьбовая ленточного гриндера 4 шт. | |
| 10. | Сборочный вид 1. | |
| 11. | Сборочный вид 2. | |
| 12. | Сборочный вид 3. | |
Основные элементы ленточного гриндера (выдвижной ригель, основная рама и поворотный механизм) вырезаны из металла толщиной 10 мм. Материал рамы и основных элементов гриндера советуем собирать из металла толщиной 10-12мм, для облегчения конструкции подойдет и алюминий аналогичной толщины. Для этого Мы рекомендуем использовать лазерную или гидроабразивную резку, так же подойдет плазморез или фрезерные станок.
Чертеж рамы ленточного гриндера Хозяин
При отсутствии доступа к данному оборудованию и определенном опыте и упорстве, используя основные размеры на чертежах, можно собрать ленточный гриндер своими руками при помощи болгарки для резки металла и дрели для сверления отверстий. Самый простой способ перенести чертежи гриндера на заготовки – распечатать в формате 1:1 и приклеить.
Самый простой способ перенести чертежи гриндера на заготовки – распечатать в формате 1:1 и приклеить.
Чертеж ригеля и рамы ленточного гриндера Хозяин
Материал механизма натяжителя ленты для гриндера изготовлен из стали толщиной 8 мм. Для сборки данного узла потребуются метчики М6х1, отверстия диаметром 5.2 мм, на чертеже под резьбу 6х1. Трущиеся элементы рекомендуем смазать любой доступной технической смазкой. Для дальнейшей стабильной работы натяжителя ленты для гриндера рекомендуется проводить смазку регулярно.
Чертеж натяжителя ленточного гриндера Хозяин
Опорный столик и упорная площадка ленточного гриндера Хозяин изготавливаются из стали толщиной 6 мм с использование сварки и последующей шлифовкой швов. Так же Вам потребуется метчик М8х1.2, отверстия под эту резьбу обозначены диаметром 6.8 мм. В качестве упорного элемента гриндера, мы рекомендуем использовать керамогранитную плитку, она зарекомендовала себя лучше, чем высоколегированные стали или чугун, т. к. плотность и долговечность у неё выше.
к. плотность и долговечность у неё выше.
Чертеж столика ленточного гриндера Хозяин
Токарные работы лучше всего доверить опытному токарю, т.к. ролики и шкив ленточного гриндера являются деталями высокой точности, сложны в изготовлении и требуют использования токарного оборудования и различного вида резцов, а также ленточной пилы для нарезки заготовок. Это основной элемент стабильной работы, ровного хода ленты гриндера и безопасности работы Вашего станка. Все размеры и допуски роликов для гриндера указаны на нижеследующих чертежах.
Чертеж шкива ленточного гриндера Хозяин
Чертеж прямого ролика ленточного гриндера Хозяин
Чертеж ролика-бочки ленточного гриндера Хозяин
Чертеж оси ролика ленточного гриндера Хозяин
Чертеж втулки натяжителя ленточного гриндера Хозяин
Для сборки роликов гриндера Вам потребуются подшипники 6000RS 6шт., в случае неточной токарной обработки их рекомендую вклеивать на резьбовой герметик, это позволит им прослужить дольше и избежать неприятных ситуаций с развалившимися роликами. Мы на своих станках используем ЧПУ токарные работы, которые позволяют изготовить детали с точностью до .01 миллиметра.
Мы на своих станках используем ЧПУ токарные работы, которые позволяют изготовить детали с точностью до .01 миллиметра.
Для лучшего понимания, сборки ленточного гриндера своими руками, ниже прикладываем сборочный чертежи и виды собранного гриндера.
Сборочные чертежи ленточного гриндера Хозяин
Сборочный чертеж ленточного гриндера (Вид 1)
Сборочный чертеж ленточного гриндера (вид 3)
Сборочный чертеж ленточного гриндера (вид 2)
Весь используемый крепеж для сборки ленточного гриндера своими руками,выкладываем в файле спецификация.
Спецификация крепежа к чертежу ленточного гриндера Хозяин
Спасибо, что дочитали данный материал, ссылку на чертежи ленточного гриндера “Хозяин” векторном формате для печати в хорошем качестве выкладываем отдельным файлом
Ленточный гриндер чертежи в формате dwg с размерами
Предложение, вопросы и пожелания присылайте нам на почту, будем рады обсудить или помочь с возникшими вопросами.
Звоните, пишите!
размеры.
 Как сделать своими руками? Чертежи самодельных ведущих и контуровочных роликов, бочкообразный ролик без токарного станка
Как сделать своими руками? Чертежи самодельных ведущих и контуровочных роликов, бочкообразный ролик без токарного станкаРолики для гриндера – важные комплектующие, необходимые для организации надежной работы станка. Изделия различаются конструкцией, размерами и назначением, поэтому стоит подробнее рассмотреть, что представляют собой ролики, и можно ли сделать их своими руками.
Особенности
Конструкция гриндера включает 2 прямых ролика и один бочкообразный. Первые два также называют рабочими, а третий – натяжным. Особенность подобных элементов – простая конструкция, что позволяет при необходимости изготовить подобные элементы своими руками.
Вне зависимости от простоты, конструкция ролика отвечает за работоспособность гриндера. Особого внимания заслуживает приводной или ведущий ролик, так как его делают более массивным. Объясняется такая конструкция необходимостью достижения роликом существенного момента во время работы. В результате элемент плавно разгоняет ленту до необходимого значения окружной скорости.
Объясняется такая конструкция необходимостью достижения роликом существенного момента во время работы. В результате элемент плавно разгоняет ленту до необходимого значения окружной скорости.
Третья особенность роликов – удержание ленты от сползания со шкива во время работы. Для этого в их конструкции предусмотрена канавка, если соосность роликов не выдерживается. Размеры канавки соответствуют ширине и глубине сечения ленты. Ролики устанавливают на шкив, куда впоследствии натягивают ленту. Диаметр шкива влияет на скорость ее перемещения. Если скорость высокая, лента будет рвать материал. В случае низкой скорости элемент быстро износится.
Если внимательно посмотреть на чертежи роликов гриндера, то можно заметить, что чем больше диаметр ведущего ролика, тем глубже его полость. Это вторая особенность, которая позволяет предотвратить соскальзывание ленты и ее износ. Стандартный диаметр шкива составляет 150 мм. Таким образом, главный ролик делают диаметром 100 мм или 610 мм в случае габаритной техники, а остальные два имеют диаметр в 70 мм.
Таким образом, главный ролик делают диаметром 100 мм или 610 мм в случае габаритной техники, а остальные два имеют диаметр в 70 мм.
Для организации надежной и эффективной работы шкива необходимо располагать ролики соосно. При этом важно обеспечить шероховатость образующей поверхности, чтобы предотвратить износ ленты.
Чтобы натянуть ленту на шкив, используют ролик-натяжитель. Его делают подвижным.
Конструкция элемента содержит подпорную пружину, которая отвечает за натяжение ленты и компенсирует биение детали на шкиве.
Обзор видов
Перед тем как перечислить существующие виды роликов, нужно подробнее рассмотреть, что представляет собой гриндер.![]() Это стационарное устройство с электроприводом. Конструкция каждого гриндера включает:
Это стационарное устройство с электроприводом. Конструкция каждого гриндера включает:
А также у устройства имеется столик, на котором происходит обработка детали.
Ролики гриндера считаются важными элементами конструкции. Цель использования деталей – удержание ленты от сползания. Выделяют следующие виды роликов:
-
ведущие;
-
натяжные;
-
ведомые.
Производители выпускают разные виды роликов, которыми можно оборудовать ленточные гриндеры любых моделей. В магазинах можно встретить контуровочные, регулировочные ролики. Каждый ролик предназначен для выполнения определенной функции. Поэтому к их выбору стоит подходить ответственно.
Как сделать своими руками?
В процессе эксплуатации ролики изнашиваются и выходят из строя, из-за чего возникает необходимость их замены. При желании можно изготовить элементы самостоятельно. Для сборки самодельных роликов потребуются следующие материалы:
При желании можно изготовить элементы самостоятельно. Для сборки самодельных роликов потребуются следующие материалы:
-
фанера, состоящая из нескольких слоев;
-
подшипники закрытого типа;
-
клей по дереву;
-
ПВХ-муфта;
-
крепежные элементы – болты, шайбы или гайки;
-
трубы из пластика.
В процессе будут задействованы такие инструменты, как циркулярная, дисковая или лобзиковая пила, сверлильный и токарный станки, напильники, молотки, ключи и другие приспособления, необходимые для установки крепежей и фиксации элементов конструкции.
Сборка роликов своими руками проводится в несколько шагов.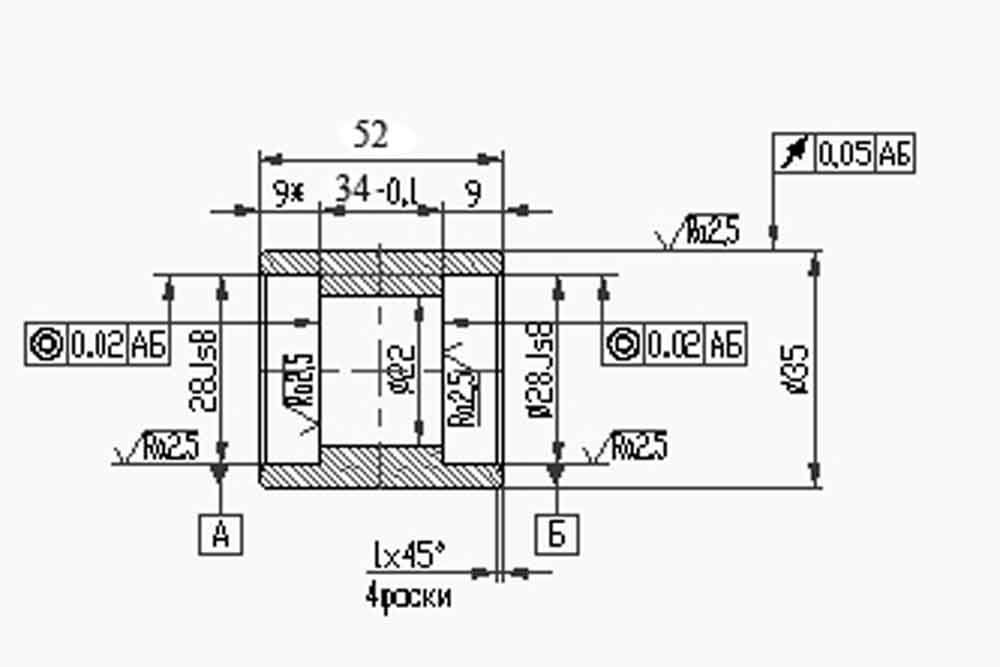
- Сначала выполняют раскрой фанеры на циркулярной пиле. Из нее необходимо сделать 6 прямоугольных фрагментов, длина которых в 2 раза больше стороны.
- Далее с помощью карандаша отмечают центр середины половинок прямоугольных фрагментов.
- Третий шаг подразумевает выполнение отверстий. Их делают с помощью специального сверла. В отверстия впоследствии будут установлены подшипники.
- Затем из прямоугольных фрагментов делают круглые диски, используя сверло большого диаметра. Так как прямоугольные заготовки были поделены пополам, то из каждого фрагмента получится 2 диска.
- В глухие отверстия впрессовывают подшипники. Выполняют это с помощью молотка и куска многослойной фанеры. На данном этапе стоит замедлиться, чтобы не повредить конструкцию быстрыми действиями.
 Выполняют это с помощью молотка и куска многослойной фанеры. На данном этапе стоит замедлиться, чтобы не повредить конструкцию быстрыми действиями.
Выполняют это с помощью молотка и куска многослойной фанеры. На данном этапе стоит замедлиться, чтобы не повредить конструкцию быстрыми действиями.- В каждом диске ищут центр, и сверлом делают сквозные отверстия. Диаметр отверстий должен соответствовать размеру внутреннего кольца подшипников.
- На болт с шайбой нанизывают три круглых диска, склеивают их. Поверх укладывают широкую шайбу, затем гаечными ключами выполняют стягивание блока. После оставляют конструкцию сохнуть. Дополнительно, если требуется ускорить процесс застывания, конструкцию могут обрезинить и поместить в сушилку.
- Когда конструкция высохнет, выполняют удаление стягивающего болта. В результате получают три моноблока с установленными в каждой подшипниками.

- От пластиковой трубы отрезают три куска, используя маятниковую пилу. Длина кусков должна соответствовать высоте моноблоков из трех дисков.
- Боковые поверхности перед окончательной сборкой обтачивают на барабанно-шлифовальном станке, устраняя неровности. Это необходимо, чтобы диаметр блоков соответствовал внутреннему диаметру пластиковой трубы. Обточку контролируют штангенциркулем.
- Выполняют прессовку обточенных моноблоков в пластиковые трубы. Довольно трудоемкий процесс, требующий использования инструмента сверлильного станка в качестве пресса. Если не получается добиться нужного результата, боковую поверхность подвергают дополнительной обработке.
- Снимают болты с натяжного и ведомых дисков.

Последний этап подразумеваем проверку работоспособности конструкции посредством проведения контроля запрессовки подшипников. При необходимости их осаживают, а торцы обрабатывают на гриндере.
Особое внимание стоит уделить изготовлению главного – ведущего – ролика, который выступает в качестве шкива. Важно, чтобы он был массивным. Только так удастся избежать ненужного рывка во время запуска гриндера, а также предотвратить износ ленты в процессе. Для создания основного элемента не подойдут такие материалы, как чугун или сталь. Они сделают изделие тяжелым, из-за чего нагрузка на двигатель будет увеличена.
Существует два варианта решения проблемы.
-
Сделать полый стальной ролик. Это уменьшит массу элемента, и здесь сыграет уже упомянутый принцип: чем больше диаметр, тем глубже полость. Перед изготовлением стоит выполнить расчет для уточнения размеров.
-
Собрать ролик из дюралюминия. Подойдет марка Д16. Такие элементы будут иметь небольшую массу, и в них не потребуется выполнять отверстие.
Дополнительно на будущем шкиве рекомендуется выточить торцевую канавку, которая обеспечит прочное крепление ленты и предотвратит ее сход.
Направляющие и натяжные ролики можно выполнить из пластиковых труб и деревянных заготовок, следуя стандартной схеме сборки.
Подробнее про ролики для гриндера смотрите в видео ниже.
чертежи с размерами и алгоритм сборки
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Гриндером именуют специальное шлифовальное устройство, которое имеет электрический привод и ленту с абразивным напылением. Такой прибор используется для финишной обработки металлических, деревянных, а также полимерных поверхностей. Основное, на что нужно обратить внимание, собирая гриндер своими руками: чертежи с размерами, этапы работы, выбор подходящих материалов.
Гриндер позволяет шлифовать изделия из дерева, пластика, металла, а также обрабатывать любые поверхности
Ленточная шлифмашина своими руками: принцип действияОтличительной особенностью подобного устройства является то, что оно имеет несложную конструкцию, которую может повторить любой желающий в домашних условиях.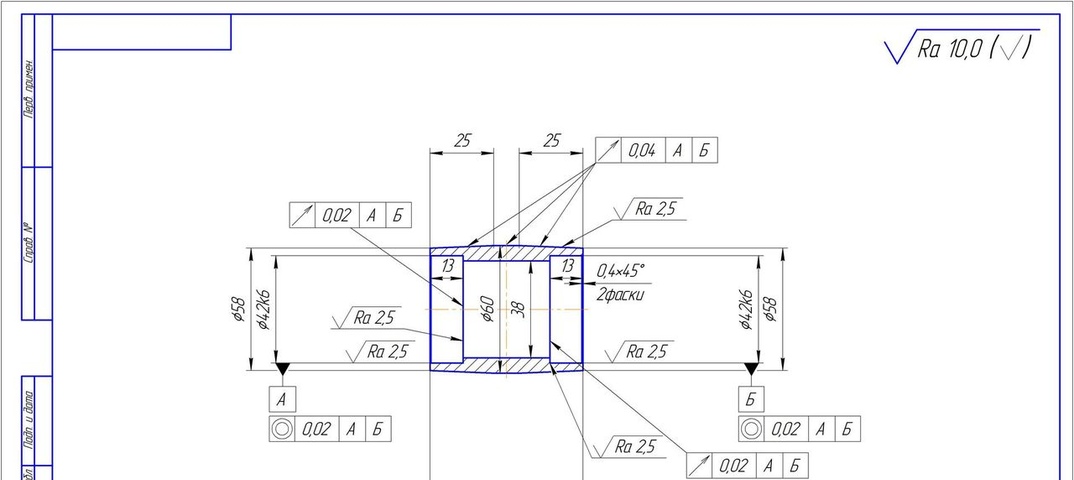 В состав такого шлифовального агрегата входят электрический двигатель, ролики и непосредственно рабочий инструмент – лента с абразивным покрытием. Полоса может иметь разную зернистость. Этот показатель подбирается в соответствии с назначением инструмента.
В состав такого шлифовального агрегата входят электрический двигатель, ролики и непосредственно рабочий инструмент – лента с абразивным покрытием. Полоса может иметь разную зернистость. Этот показатель подбирается в соответствии с назначением инструмента.
Гриндер в отличие от привычного стационарного станка, инструмент более универсальный
При сборке гриндера своими руками в домашних условиях стоит подготовиться и изучить принцип его работы. При включении агрегата запускается двигатель. Он имеет вал, который стыкуется с главным (ведущим) катком. Ролик начинает вращаться вокруг своей оси, воздействуя через абразивную ленту на второстепенные (ведомые) катки.
Шлифовка производится довольно просто при включенном аппарате. Для этого нужно приложить заготовку к движущейся абразивной ленте. Во время работы необходимо ориентироваться на положение рабочей полосы.
Изготовленная своими руками шлифмашина позволит проводить обработку заготовок из разных материалов. Такой агрегат имеет возможность устранения дефектов на поверхности металла, дерева, а также стекла. Используя гриндеры, зачастую регулируют катки, что позволяет выполнять обработку дефектов разной глубины.
Используя гриндеры, зачастую регулируют катки, что позволяет выполнять обработку дефектов разной глубины.
Стоит запомнить, что при длительном использовании шлифовальная полоса изнашивается, что приводит к ее растягиванию. В подобных агрегатах данная проблема решается очень просто. Один из роликов прибора содержит специальный механизм, позволяющий натянуть ленту. Чаще всего такое приспособление устанавливается на ролик, расположенный между основным и второстепенным катком устройства.
Гриндером легко удалить ржавчину с поверхности, заточить нож
Особенности конструкции гриндера своими руками: фотоРекомендуется принять во внимание все нюансы конструкции заводских устройств. Это позволит изготовить максимально эффективный шлифовальный настольный станок. Стандартная комплектация прибора такого типа включает в себя опорный столик. Помимо основного предназначения, данная поверхность выполняет еще одну вспомогательную функцию: используется для фиксации обрабатываемой заготовки.
В заводских аппаратах такой столик может поворачиваться относительно одной оси. Угол поворота, как правило, равен 90°. Это дает возможность шлифовки двух плоскостей заготовки (расположенных перпендикулярно) без изменения положения детали, зафиксированной на поворотной поверхности. При сборке простого гриндера своими руками можно сделать статичный столик. Это значительно упростит сборку, однако готовый агрегат будет обладать меньшей функциональностью.
Существуют и другие, не менее важные детали, которые входят в конструкцию подобных станков. Рассмотрим, какие еще конструктивные элементы в обязательном порядке должен иметь любой гриндер, используемый для шлифовки заготовок из разных материалов:
- катки;
- основание;
Главная задача в изготовлении гриндера – найти мощный мотор, который необходимо будет снабдить приводом
- лента;
- натяжной механизм;
- защитная стенка.
Все эти детали довольно просто изготовить своими руками. Ленточная шлифовальная машина во время работы может производить пыль или искры. Это зависит от материала детали, обрабатываемой на таком станке. Из-за этого опытные мастера настоятельно рекомендуют пользоваться специальными очками. Кроме того, рекомендуется организовать защитную стенку, для изготовления которой применяется акриловое стекло.
Ленточная шлифовальная машина во время работы может производить пыль или искры. Это зависит от материала детали, обрабатываемой на таком станке. Из-за этого опытные мастера настоятельно рекомендуют пользоваться специальными очками. Кроме того, рекомендуется организовать защитную стенку, для изготовления которой применяется акриловое стекло.
Переносные агрегаты укомплектовываются корпусом, выполненным из стали. Стойка гриндера должна иметь отверстия, которые необходимы для фиксации аппарата на деревянной поверхности (посредством болтов). При выборе ленты стоит учесть, что ее длина зависит от мощности агрегата (и наоборот). Чем выше данный показатель, тем, соответственно, более мощным должен быть привод.
Как сделать гриндер своими руками: правила сборкиПеред началом самостоятельного конструирования шлифовального агрегата такого типа необходимо внимательно изучить последовательность действий, а также принять во внимание некоторые правила. Первым и наиболее важным этапом является подготовка к сборке гриндера. Рассмотрим, какие действия включает в себя этот пункт.
Первым и наиболее важным этапом является подготовка к сборке гриндера. Рассмотрим, какие действия включает в себя этот пункт.
Чертеж с размерами гриндера – важный документ, от которого будут зависеть работоспособность и технические характеристики агрегата
В первую очередь следует составить подходящий чертеж. Следует помнить, что схема должна соответствовать конкретным эксплуатационным условиям. Чертеж можно составить самостоятельно. Второй вариант – загрузка готовой схемы из интернета. На профильных сайтах и форумах можно найти множество модификаций таких устройств, конструкция которых максимально подходит для домашней сборки.
Чем подробнее чертеж, тем лучше. Схема должна содержать детальное описание всех отдельных элементов конструкции с их размерами. Чертеж с габаритами – очень важный документ, от которого будут зависеть работоспособность и технические характеристики будущего станка. Поэтому стоит подходить к его составлению со всей серьезностью.
Самостоятельно можно выполнить разные варианты шлифовальных гриндеров.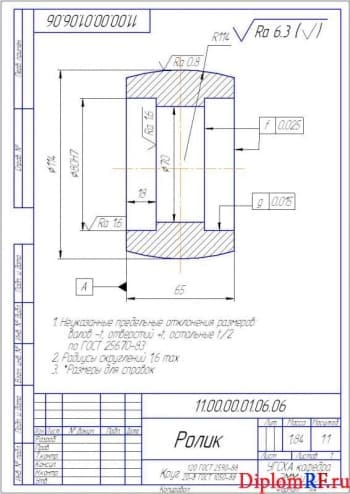 Помимо стационарных устройств, существуют и более простые типы (например, гриндер из болгарки своими руками). Чертеж и видео по сборке такого приспособления также можно без труда найти во Всемирной сети.
Помимо стационарных устройств, существуют и более простые типы (например, гриндер из болгарки своими руками). Чертеж и видео по сборке такого приспособления также можно без труда найти во Всемирной сети.
Следующий момент, который стоит учесть, – подготовка всех необходимых деталей и инструментов для сборки агрегата. Для конструирования гриндера в домашних условиях потребуются следующие приспособления:
- электролобзик;
Для того чтобы изготовить гриндер, нужно понимать принцип работы станка
- дрель;
- болгарка.
Обратите внимание! При подборе инструментов необходимо учитывать, что конструкция гриндера предусматривает использование металлических деталей, а также их обработку.
Многие детали данного шлифовального оборудования трудно изготовить новичку. Поэтому рекомендуется детально изучить различные конструктивные элементы и их особенности. Не помешает также ознакомиться с чертежами и видео.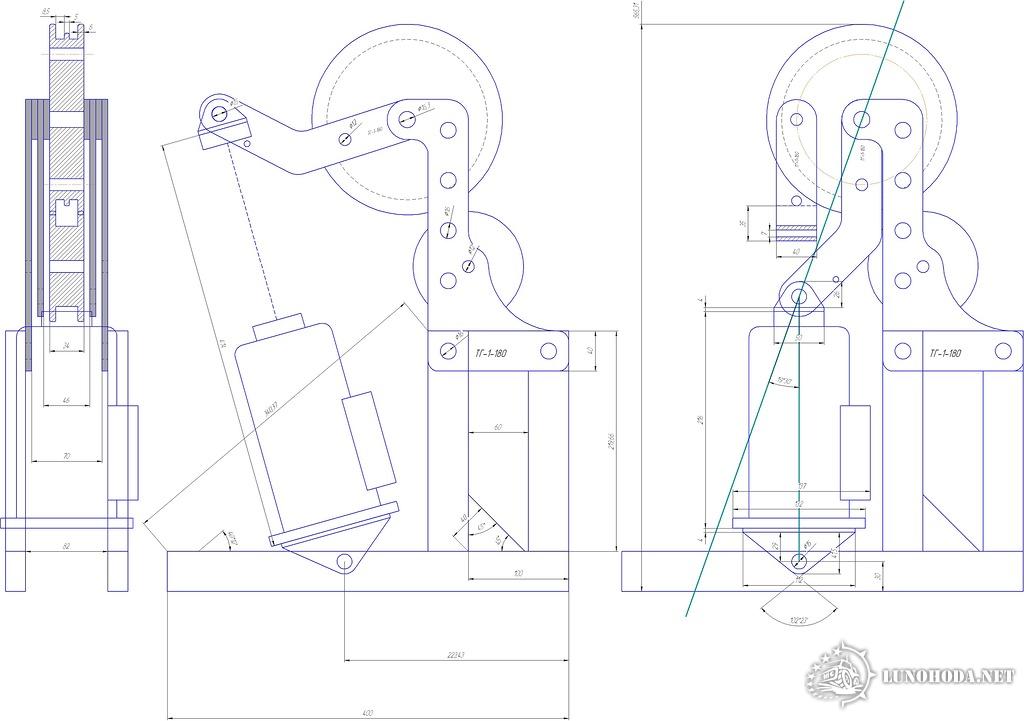 Гриндер своими руками сделать гораздо проще, если есть возможность проконсультироваться с квалифицированным мастером, который сможет дать ценные рекомендации по этому вопросу.
Гриндер своими руками сделать гораздо проще, если есть возможность проконсультироваться с квалифицированным мастером, который сможет дать ценные рекомендации по этому вопросу.
Некоторые конструктивные элементы невозможно создать своими руками без использования токарного оборудования. Подобную работу необязательно делать самостоятельно. Для выполнения сложных деталей можно воспользоваться услугами профессионального токаря.
При изготовлении гриндера своими руками желательно учесть еще один важный момент. Наиболее эффективными считаются устройства, с помощью которых можно обрабатывать не только горизонтальные, но и вертикальные поверхности. Специалисты рекомендуют подбирать чертеж, позволяющий отшлифовывать заготовки под разными углами.
Изготовить своими руками можно разные варианты шлифовальных гриндеров
Гриндер своими руками: чертежи с размерами конструктивных элементовРазработка соответствующей схемы является важнейшим подготовительным этапом. Чертеж можно заказать у квалифицированного мастера. В этом случае он будет максимально точным и позволит изготовить оборудование, которое прослужит не один год.
Чертеж можно заказать у квалифицированного мастера. В этом случае он будет максимально точным и позволит изготовить оборудование, которое прослужит не один год.
Как сделать гриндер своими руками? Чертежи, видео, а также фото гриндеров на различных этапах сборки – все это дает возможность самостоятельно выполнить качественный агрегат.
Второй вариант – загрузка схемы из Всемирной сети. В этом случае стоит знать, что некоторые чертежи, расположенные в интернете, не являются эффективными. Поэтому, перед тем как скачать ту или иную схему, рекомендуется ознакомиться с отзывами реальных людей, которые уже использовали ее для сборки ленточно-шлифовального оборудования.
Также рекомендуется сравнить схему, составленную самостоятельно, с другими чертежами с размерами гриндера своими руками. Видео, имеющие соответствующую тематику, позволяют быстрее понять все нюансы изготовления подобного агрегата. В интернете их огромное множество.
Чтобы станок прослужил долго, заказывать чертеж гриндера нужно у квалифицированного мастера
Схема должна быть точной и содержать наброски всех конструктивных элементов конструкции. В обязательном порядке указываются габариты отдельных деталей. И, наконец, готовую схему можно выложить на профильный форум и поинтересоваться о том, какие неточности она содержит. Возможно, что в этом случае удастся получить ценные советы по ее доработке.
В обязательном порядке указываются габариты отдельных деталей. И, наконец, готовую схему можно выложить на профильный форум и поинтересоваться о том, какие неточности она содержит. Возможно, что в этом случае удастся получить ценные советы по ее доработке.
Перед тем как приступить к сборке такого шлифовального агрегата, необходимо подготовить подходящий двигатель. Чаще всего для этих целей используется привод, мощность которого составляет не менее 1 кВт. Существует несколько факторов, на которые стоит ориентироваться при выборе двигателя. Рассмотрим их более подробно.
В первую очередь нужно понимать, что для применения в домашних условиях подходят устройства, функционирующие от стандартной сети. Напряжение в такой сети традиционно составляет 220 В. Более высокое напряжение необходимо для использования профессионального оборудования, которое встречается на небольших предприятиях, но не для устройства, изготовленного своими руками. Шлифовальный станок гриндер должен создаваться в соответствии с заранее подготовленным чертежом.
Шлифовальный станок гриндер должен создаваться в соответствии с заранее подготовленным чертежом.
Еще один важный момент – количество оборотов привода. От этого параметра зависит точность обработки заготовок. Здесь прослеживается определенная закономерность. Чем выше мощность двигателя, тем большее количество оборотов он сможет производить.
Для гриндера чаще всего используется привод мощностью не менее 1 кВт
Наиболее подходящий вариант привода включает в свою конструкцию специальные лопасти. Их функция заключается в нейтрализации перегрева, возникающего во время работы двигателя. Такое устройство несложно изготовить самостоятельно в условиях домашней мастерской.
Наиболее часто для сборки подобного шлифовального оборудования используют простой двигатель от стиральной машины. Гриндер своими руками такого типа полностью соответствует всем эксплуатационным требованиям и применяется для обработки небольших заготовок из металла, дерева, а также пластика.
Особенности изготовления гриндера из стиральной машины своими рукамиМощность двигателя подбирается в зависимости от размеров других элементов конструкции. В первую очередь это касается габаритов главного (ведущего) шкива. Если размер этого элемента составляет стандартные 150 мм, то тогда необходим двигатель, имеющий мощность, которая позволит выдавать до 3000 об/мин.
В первую очередь это касается габаритов главного (ведущего) шкива. Если размер этого элемента составляет стандартные 150 мм, то тогда необходим двигатель, имеющий мощность, которая позволит выдавать до 3000 об/мин.
Приобрести готовый двигатель, конечно, можно, но на это уйдут лишние финансы. Лучший вариант для сборки в домашних условиях – воспользоваться ненужным двигателем из стиральной машины. Гриндер, в основе которого лежит такое устройство, безусловно, не способен сравниться с заводским, однако для несложной повседневной работы он вполне подходит.
Для изготовления гриндера можно использовать обычный коллекторный двигатель от старой стиральной машины
Двигатель, демонтированный со старой стиральной машинки автоматического типа, имеет небольшую мощность (ниже 300 Вт). Он отличается неплохой надежностью и неприхотлив в эксплуатации. Популярность использования именно такого привода обусловлена его широким распространением.
Статья по теме:
Ленточный гриндер: простое устройство для шлифовки и заточки
Плюсы и минусы.
 Виды гриндеров. Конструкция и принцип работы. Рекомендации по выбору и применению ленточного шлифовального агрегата.
Виды гриндеров. Конструкция и принцип работы. Рекомендации по выбору и применению ленточного шлифовального агрегата.Привод от стиральной машинки в обязательном порядке вносится в предварительный чертеж. Гриндер своими руками в домашних условиях нуждается в наличии двигателя с выходным валом. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
Обратите внимание!Для сборки шлифовальных агрегатов подходят двигатели не только со старых автоматических машинок, но и приводы нового поколения. При использовании устройств второго типа необходимо запомнить, что они нуждаются в приспособлении, которое будет регулировать число оборотов. Это связано с тем, что максимальная скорость вращения таких приводов может доходить до 18 тыс. об/мин.
Приводы нового поколения имеют один существенный минус. При активном применении шлифовального оборудования происходит довольно быстрый износ щеток двигателя.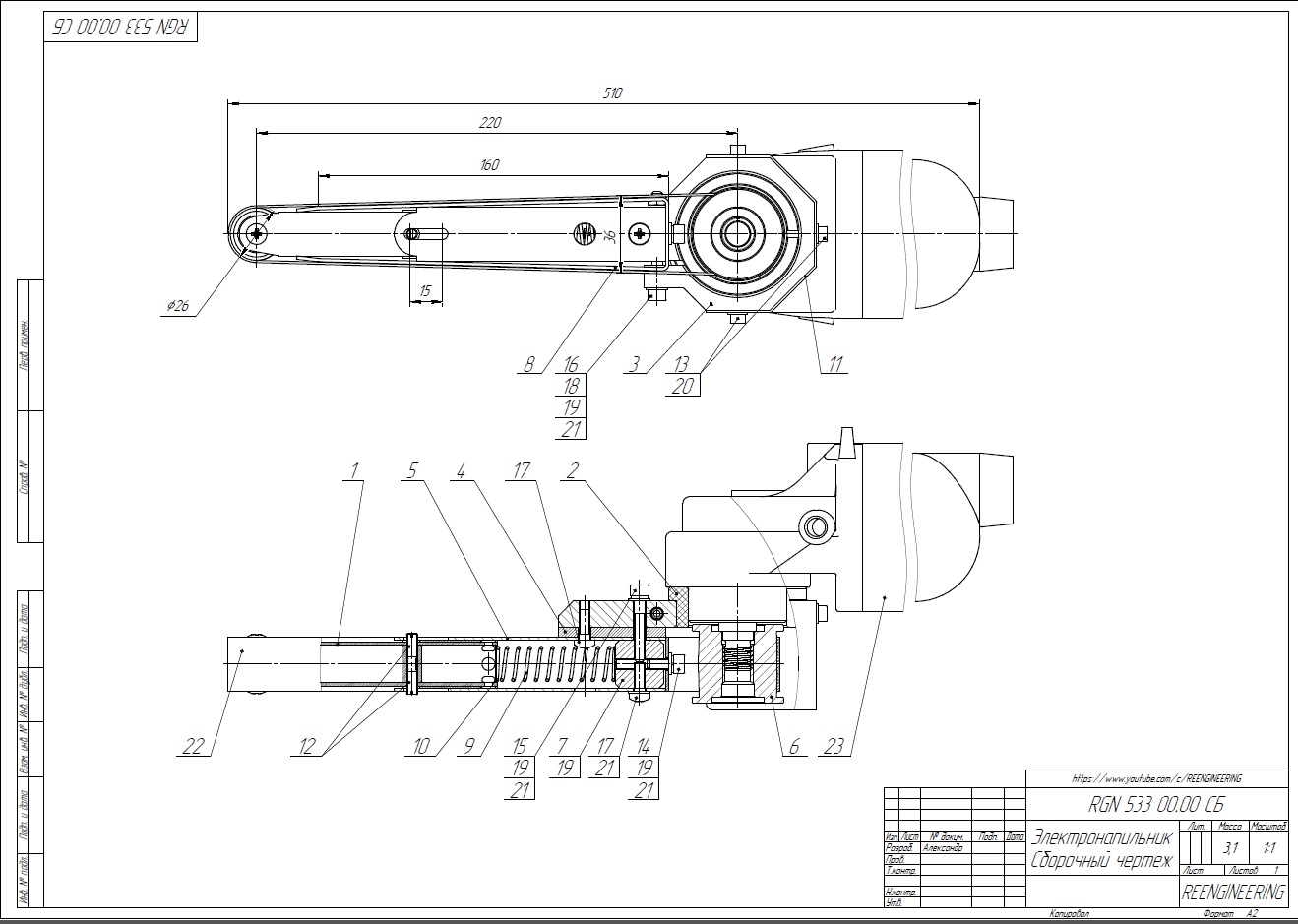
Гриндер, в основе которого использован мотор от стиральной машины, не способен сравниться с заводским агрегатом
При конструировании своими руками гриндера из двигателя от стиральной машины нужно также учесть, что такой привод лучше всего подходит для небольшого агрегата. Поэтому стоит заранее подобрать оптимальные габариты ведущих и второстепенных катков.
Изготовление роликов гриндера своими руками: чертежиКонструирование роликов для шлифовального агрегата такого типа – серьезный этап, который требует внимательности и аккуратности. Одним из наиболее важных элементов гриндера является главный каток. Необходимо запомнить, что его габариты должны быть больше, чем размеры оставшихся роликов.
Ведущий каток имеет подобные геометрические показатели неслучайно. Такие габариты позволяют избежать нежелательного рывка, возникающего во время пускового момента. Также важно понимать, что для изготовления данного конструктивного элемента ни в коем случае нельзя использовать материалы, которые имеют большую массу.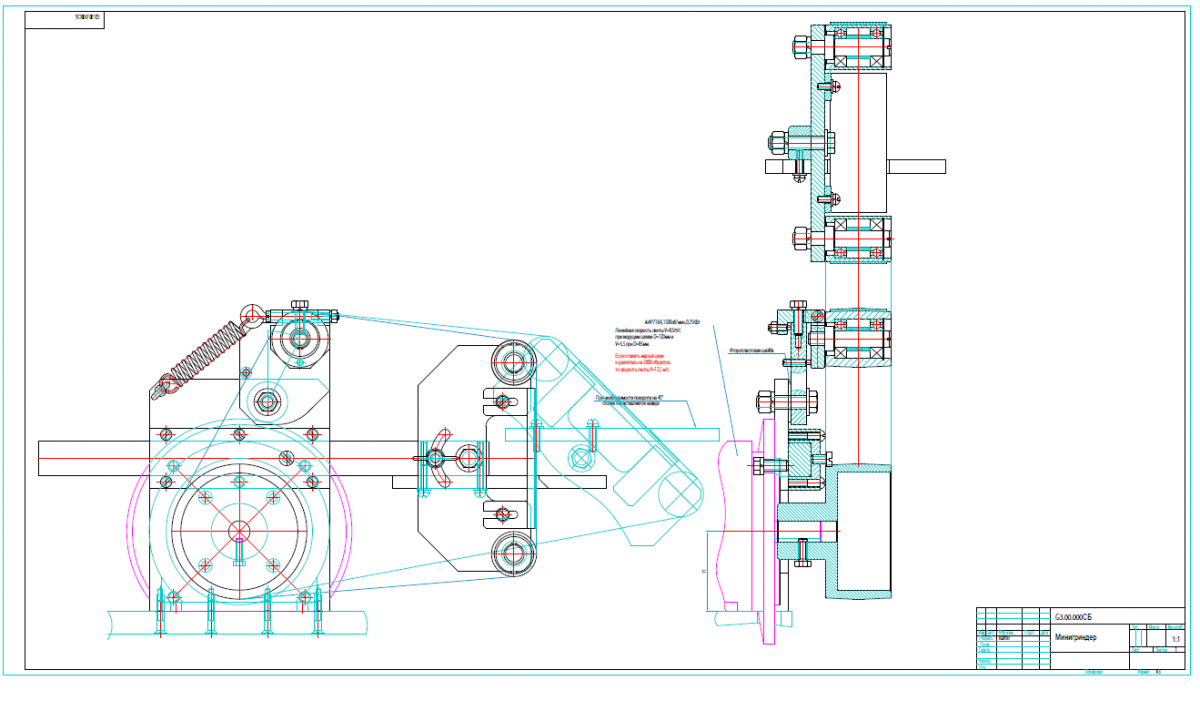 К таким материалам относят:
К таким материалам относят:
Перед тем как приступить к созданию роликов, необходимо подготовить соответствующие чертежи с размерами. Ленточный гриндер своими руками должен иметь легкие и удобные ролики небольших габаритов. Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке.
При самостоятельной сборке гриндера важно расположить ролики перпендикулярно друг над другом, чтобы избежать перекосов ленты
Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры.
Второй вариант, который чаще всего используют домашние мастера, – применение дюралюминия. Этот материал отличается низким весом и идеально подходит для данной цели. Он содержит примеси меди и магния, которые обеспечивают повышенную прочность сплава. Для сборки гриндера принято использовать дюралюминий марки Д16 и выше.
Как сделать ролики для гриндера своими руками? Специалисты рекомендуют выполнить на шкиве канавку, расположенную на торце.![]() Ее габариты выбираются с учетом размеров абразивной ленты, которая будет применяться в станке. Такая мера направлена на предотвращение слета ленты во время работы оборудования. Желательно проделать ту же манипуляцию и с оставшимися катками.
Ее габариты выбираются с учетом размеров абразивной ленты, которая будет применяться в станке. Такая мера направлена на предотвращение слета ленты во время работы оборудования. Желательно проделать ту же манипуляцию и с оставшимися катками.
Очень большое значение имеет степень шероховатости катков. Поверхность роликов может обладать разным уровнем шершавости. При сборке гриндера рекомендуется использовать катки, у которых данный показатель располагается в пределах от 1,25 до 2,5. Таблицу, содержащую информацию о степени шероховатости деталей, можно без труда найти в интернете. Шкив для гриндера своими руками монтируется на оборудование посредством подшипниковых узлов.
Для изготовления роликов для гриндера часто используется дюралюминий
В этом случае применяются подшипники закрытого типа, которые имеют статичное наружное кольцо и относятся к категории самоцентрирующихся. Установка подобных элементов позволяет исключить возможность попадания абразивных или любых других инородных частиц на вал катка.
При выборе подшипников необходимо обязательно учесть их несущие параметры. Эти показатели определяют то, какую нагрузку способна выдержать деталь. Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования.
Как зафиксировать ролик в устройстве? Проще всего в домашних условиях для крепления катка воспользоваться стандартными шплинтами. Еще один вариант крепления –применение буртика (на одном конце оси).
Характеристики, которым должна соответствовать лента для шлифовального агрегатаПодбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
- размеры гриндера;
- назначение агрегата.
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани. При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности. Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.
От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов.
Как склеить ленту для шлифовального агрегата самостоятельноЛенточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.
Склейка ленты – сложное процесс, который не терпит ошибок
Обратите внимание! Для склеивания ленты ни в коем случае нельзя использовать клей «Момент».

Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Самодельный гриндер: чертежи с размерами поворотного стола и советы по сборкеВ домашних условиях можно сконструировать как простой вариант станка, так и более функциональное устройство. Для того чтобы расширить эксплуатационную принадлежность агрегата и обеспечить удобство работы, изготавливается опорный столик поворотного типа. Данная поверхность устанавливается со стороны самого объемного шкива.
Данная поверхность устанавливается со стороны самого объемного шкива.
Чертеж станка подготавливается в соответствии с его конструктивными особенностями
Преимущества использования поворотного столика очевидны. В первую очередь это позволит фиксировать деталь в определенном положении, что упростит ее обработку. При сборке поворотного гриндера своими руками стоит предусмотреть возможность смены направления абразивной полосы. Наждак в обязательном порядке должен перемещаться в ту сторону, куда была развернута рабочая поверхность.
Столик необходимо оснастить подвижным фиксаторным элементом – кронштейном. В этой детали должна быть реализована функция поворота относительно горизонтально лежащей оси на фиксированные углы.
Чаще всего для простых станков, создаваемых в домашних условиях, используют столик из дюралюминия. Возможен также вариант из дерева. Чертеж машины подготавливается в соответствии с ее конструктивными особенностями. Толщина поверхности, для изготовления которой применяется дюралюминий, должна быть не менее 15 мм. Это очень важно, так как более тонкий столик может не выдержать рабочих нагрузок.
Это очень важно, так как более тонкий столик может не выдержать рабочих нагрузок.
Функцию прижимной плоскости в этом случае осуществляет рама агрегата. Для этого необходимо провести подготовку рамы. Достаточно просто выполнить шлифовку одной из поверхностей каркаса – той, которая располагается у предметного столика.
Для изготовления простых станков, создаваемых в домашних условиях, используют столик из дюралюминия
Гриндер своими руками в домашних условиях из дрели: особенности сборкиТакое шлифовальное устройство можно выполнить более простым способом. Безусловно, сборка стационарного агрегата, который предназначен для установки на стол, является наилучшим вариантом, позволяющим проводить шлифовку различных деталей на постоянной основе. Существуют и другие, менее сложные варианты создания шлифовального устройства своими руками.
При желании можно изготовить своими руками гриндер из шлифмашинки или из дрели. Дрель является электрическим инструментом, поэтому требуется соблюдать правила безопасности при работе с таким устройством.![]()
Необходимость в обработке металлических, а также деревянных заготовок возникает в быту довольно часто. Приобретать фабричный агрегат для небольших объемов работы – не самое лучшее решение. Проще всего изготовить простой гриндер, воспользовавшись дрелью.
Чаще всего для сборки такой шлифовальной насадки применяются такие подручные материалы, как дерево, пластмасса, фанера. Перед началом работы рекомендуется подготовить схему насадки, что позволит сделать гриндер своими руками. Видео на данную тематику также рекомендуются специалистами к просмотру, так как они освещают все нюансы, связанные со сборкой.
Стационарный гриндер из дрели на деревянной основе
Стоит сказать, что при работе с небольшими заготовками из пластмассы и древесины данный шлифовальный аппарат показывает себя практически не хуже, чем стационарное оборудование.
Еще одним плюсом подобного решения является то, что в современных моделях дрелей присутствует специальный контроллер. Его функция заключается в регулировке оборотов привода. Конструктивная простота и высока эффективность отражаются на популярности такого решения.
Конструктивная простота и высока эффективность отражаются на популярности такого решения.
Стационарный гриндер для домашнего использования по своему назначению напоминает приспособление, выполненное из дрели. Устройства, в основе которых лежит угловая шлифмашина или, как ее еще называют, болгарка, имеют свои особенности. Основной отличительной чертой болгарок является то, что их привод имеет высокую скорость вращения.
Таким образом, для изготовления гриндера из болгарки может потребоваться устройство, контролирующее обороты привода. Нередко угловые шлифмашины используются в качестве электронных напильников. Для этого в продаже существуют специальные ленточно-шлифовальные насадки, а именно:
- узкие;
- длинные.
Конструкции из болгарки часто используют для затирки сварочных швов, заточки мелких деталей
Такие насадки являются довольно популярными среди мастеров. С помощью их можно с легкостью обрабатывать различные труднодоступные места (например, отверстия). Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.
С помощью их можно с легкостью обрабатывать различные труднодоступные места (например, отверстия). Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.
Основным конструктивным отличием угловой шлифмашины от другого оборудования, функционирующего от электросети, является расположение выходного вала болгарки. Данный элемент развернут под прямым углом к корпусу. В результате такая конструкция является очень удобной и способствует обеспечению несложной фиксации ведущего ролика и абразивного полотна.
Таким образом, подобную насадку не составляет труда выполнить своими руками. Чертеж гриндера из болгарки можно отыскать на одном из профильных форумов, посвященных данной тематике. Инструмент такого типа является довольно комфортным в использовании. Вытянутое тело насадки способствует проведению шлифовальных работ разного рода.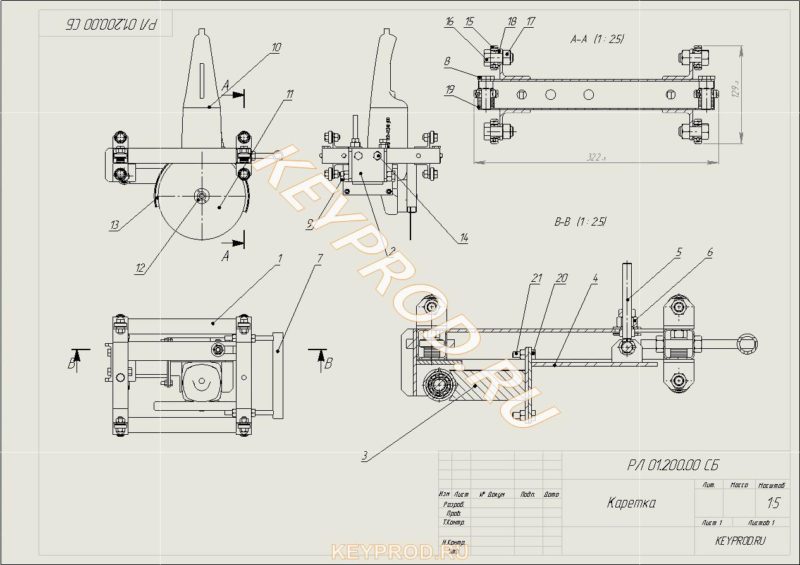
Гриндеры из болгарки часто появляются в обиходе домашних мастеров, потому что она сама по себе уже и есть мини-станок для шлифования
Изготовление простого гриндера в домашних условиях не является сложным мероприятием, если подойти к делу грамотно. Безусловно, своими руками можно сконструировать и более функциональное оборудование, однако такая работа требует больше времени, материалов и сил. Выбор подходящего чертежа необходимо осуществлять, ориентируясь на индивидуальные потребности.
 youtube.com/embed/fwUicZpgiwM?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»Шкив для гриндера» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/fwUicZpgiwM?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»Шкив для гриндера» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
составление чертежей с размерами, изготовление самодельного прибора
Гриндер — ленточно-шлифовальный станок. Предназначен он для сухого шлифования различных поверхностей. Это может быть древесина, искусственный камень или пластик. При помощи такого приспособления можно снимать краску, удалять ржавчину, заусенцы с металлических поверхностей. Цена промышленного изделия высокая, поэтому лучше изготавливать гриндер своими руками.
Принцип действия
На вал двигателя насажен ролик. К приводу крепится металлическая рама, на которой закреплены еще 3 ролика. Их всех связывает гибкая лента определенной степени зернистости. В процессе работы лента растягивается. Для ее натяжения на одном из роликов предусмотрена регулировка.
Обрабатываемая деталь устанавливается на столике, который тоже входит в состав конструкции. В некоторых случаях предусматривается его поворот на 90 градусов. Это создает удобство для шлифования детали в 2 плоскостях за 1 установку.
В качестве средства безопасности устанавливается акриловое стекло. Оно предназначено для защиты оператора от летящей пыли. Крепится приспособление к верстаку при помощи встроенной стойки.
Изготовление собственными силами
Для самостоятельно изготовления такого прибора нужно провести подготовительные работы. Они состоят в следующем:
- Разработать конструкцию гриндера. Чертежи с размерами готовятся самостоятельно или под заказ. После этого будет понятно, какие потребуются материалы.
- Подготавливаются электрический лобзик, болгарка, дрель.
- Токарный станок для изготовления некоторых деталей. В его отсутствие придется воспользоваться услугами токаря.
При составлении проекта лучше предусмотреть конструкцию, на которой можно было бы проводить обработку детали в горизонтальном и вертикальном направлении.
Особенности выбора ленты
Важной задачей является подбор ленты. В зависимости от ее ширины на самодельном гриндере можно будет обрабатывать детали определенных габаритов. Обращается внимание на степень ее зернистости. Размерный ряд по длине ленты имеет такие величины: 610, 915, 1230, 1600, 1830. Ширина ленты бывает 50 и 100 мм. При этом она должна отвечать следующим характеристикам:
- иметь тканевую, эластичную основу;
- способность выдерживать скорости до 1500 об/мин;
- иметь абразивную стойкость;
- выдерживать относительное удлинение без разрывов 10−15%;
- не нагреваться при длительной работе.
Следует учитывать, что короткие ленты быстро нагреваются, а длинные требую увеличения габаритов станка. Нельзя допускать, чтобы они были составными. В процессе работы в месте состыковки они растягиваются, что может привести к опасному разрыву.
Прочность ленты должна соответствовать величине 800−900 МПа. При этом удельные усилия шлифование не должны превышать 0,8 кг/см2. Перед применением лента вывешивается в течение 48 часов на цилиндре. За это время происходит ее естественное удлинение.
Основание и ролики аппарата
Для надежности конструкции выбирается толщина металла 12 мм. Основание может быть изготовлено при помощи болтовых соединений. Однако наличие отверстий ослабляет конструкцию, поэтому лучше сделать ее сварной.
Пазы полукруглого типа для поворота платформы, трудно изготовить своими руками. Эту работу лучше доверить фрезеровщику.
При вытачивании роликов важно обратить внимание на шероховатость поверхности. Ее величина должна соответствовать Ra 1,25. Если класс обработки будет ниже, то это поведет за собой быстрый износ ленты.
Изготавливаются они из дюралюминия или титана. В случае использования стали потребуется делать выборки для облегчения. Исключение составляет ролик вала двигателя. Он точится только из стали, потому что на него идет основная нагрузка. Для стандартного станка диаметр составляет 150 мм. Натяжной ролик имеет размер 100 мм и 2 оставшихся по 70 мм.
Располагаться все 4 вращающиеся детали должны строго в одной линии. Каждая из них делается бочкообразного типа со скосом 1- 2 мм. Это необходимо для того, чтобы исключить соскальзывание ленты.
Устанавливаются они на подшипники закрытого типа, чтобы в них не забилась пыль в процессе работы. Их класс выбирается не ниже 6.
Привод для самодельного устройства
Какой бы ни был размер станка, привод побирается мощностью не ниже, чем 1,2−1,5 кВт. Лучше, чтобы приспособление работало от сети 220 Вт. При подключении к трехфазному устройству требуется наличие конденсатора. Это приведет к потере мощности на 30%. Для качественного выполнения работ подбирается электродвигатель с высокими оборотами. Их величина должна составлять не ниже чем 1200 об / мин.
Устанавливается он в передней части и имеет консольное крепление. Не стоит применять двигатель от старой стиральной машины. При работе на него сыпется много пыли, поэтому его корпус должен быть закрытым и хорошо обдуваться.
Изготовление гриндера своими руками процесс сложный. Не все операции можно провести самостоятельно. Иногда придется воспользоваться услугами токаря и фрезеровщика. Однако в итоге получится станок, на котором можно будет обрабатывать детали, выполненные из любого материала. К тому же на таком приспособлении имеется возможность вести заточные работы для режущего инструмента.
Ленточный гриндер своими руками – чертежи ленточно-шлифовального станка
Гриндер — станок ленточно-шлифовального типа, используемый для сухого шлифования изделий, выполненных из металла, различных сплавов, древесины, искусственного камня, пластика и других материалов.
Самодельный гриндер в сборе
Вопросом о том, как сделать ленточный гриндер своими руками, задаются многие домашние мастера, ведь с помощью такого оборудования можно выполнять разные технологические операции с изделиями, изготовленными из различных материалов. С помощью ленточного гриндера можно снимать заусеницы, устранять дефекты поверхностей, зачищать ржавчину, снимать облой, ликвидировать последствия плазменной и лазерной резки, зачищать сварные швы.
Самостоятельное изготовление гриндера
Казалось бы, что значительно проще приобрести фирменное оборудование и пользоваться им в своей мастерской не один год, чем изготавливать его своими руками. Однако не все могут позволить себе выложить за серийный станок от известного производителя приличную сумму. Тем более что самому сделать такой станок, который будет обладать требуемой функциональностью, совсем несложно.
Основные детали корпуса станка с размерами (нажмите, чтобы увеличить)
Для того чтобы стать обладателем самодельного ленточного гриндера, стоит предварительно набросать чертеж, а также запастись дрелью, болгаркой и электролобзиком. Некоторые детали для ленточного гриндера необходимо будет заказать у токаря, но с этим в наше время нет никаких проблем. Лучше сразу сориентироваться на изготовление гриндера, который будет работать в вертикальной и горизонтальной плоскости: такое оборудование отличается высокой функциональностью и позволяет обрабатывать детали под требуемым углом. За основу можно взять схему фирменного станка и по нему уже делать самодельное оборудование.
Если вам нужен более простой гриндер, сделанный из подручных материалов, то с таким вариантом можно ознакомиться в видео ниже:
Процесс изготовления
Для изготовления силовых деталей станка необходимо использовать листовой металл толщиной 10 мм. Чтобы нарисовать контуры таких деталей для их дальнейшей вырезки, можно ориентироваться на чертеж. Точно соблюдать размеры нет никакой необходимости, так как от них будут зависеть только габариты деталей, которые вы соберетесь обрабатывать на ленточном гриндере. Нарисовать контуры деталей на листе металла можно маркером, а для их вырезания использовать болгарку и электролобзик. Намного проще вырезать такие детали при помощи плазменного резака, но не у всех дома есть такое оборудование.
Основание, детали корпуса станка и двигатель перед сборкой
Чтобы основание вашего самодельного гриндера было более надежным, лучше использовать для его изготовления лист металла толщиной 12 мм. Для сборки основания гриндера можно использовать винтовые соединения, но тогда вам придется сверлить множество отверстий, которые значительно ослабят всю конструкцию. Намного проще и надежнее будет выполнить сборку основания вашего станка при помощи электросварки.
Много времени потребуют полукруглые пазы на деталях ленточного гриндера, обеспечивающих поворот платформы, на которой размещены ролики. Чтобы самому сделать такие пазы, необходимо будет повозиться с дрелью, шарошками и напильником, а также задействовать бормашинку. Можно значительно облегчить себе задачу, если доверить сделать такие пазы квалифицированному фрезеровщику.
Макет станка из пластика: благодаря поворотному узлу, гриндер может находиться как в вертикальном положении…
Для изготовления роликов вашего самодельного мини-станка лучше всего использовать титан или дюралюминий (Д16). Если же возможности найти болванки из этих материалов нет, то можно использовать и сталь, но тогда ролики необходимо максимально облегчить, выбрав металл из их внутренней части. Для изготовления роликов самодельного станка вам потребуется помощь квалифицированного токаря, только позаботьтесь о том, чтобы подготовить для него чертеж.
Самый большой ролик ленточного гриндера, который будет фиксироваться на валу электродвигателя, в любом случае необходимо будет сделать из стали, так как титановую болванку такого диаметра найти очень сложно, а дюралюминий может не выдержать значительных нагрузок. Для всего самодельного станка вам потребуется изготовить 4 ролика, размеры которых (диаметр) составляют: приводной ролик — 150 мм, натяжной — 100 мм, два маленьких — 70 мм. Если вы собираетесь сделать мини-станок, то диаметры роликов могут быть и меньше.
…так и в горизонтальном
Когда вы соберете свой самодельный станок с готовыми роликами, очень важно, чтобы они располагались строго по одной линии. В противном случае вы будете постоянно сталкиваться с соскакиванием ленты. Ширина роликов зависит от того, какого размера шлифовальную ленту вы собираетесь использовать на своем оборудовании. Когда вы будете делать чертеж для изготовления роликов, то обязательно учитывайте, что они должны иметь бочкообразную форму, это обеспечит надежное удержание шлифовальной ленты на них в процессе работы. Для того чтобы придать роликам такую форму, с каждого их края делается небольшой скос: 1–2 мм.
Готовые ролики вашего самодельного ленточного гриндера должны иметь гладкую поверхность, об этом необходимо сказать токарю, который будет их изготавливать. Подшипники, на которых они будут вращаться, должны быть только закрытого типа, в противном случае их быстро забьет пыль, образующаяся в процессе работы шлифовального станка. Чтобы ваше самодельное оборудование работало долго и без сбоев, необходимо выбирать для него подшипники, обладающие классом не ниже 6-го. Ролики шлифовального станка вращаются с высокой частотой, поэтому подшипники для них должны быть очень качественными.
Готовый гриндер в горизонтальном положении с дополнительным столиком
Рабочая лента
У ленточного гриндера всегда можно увидеть пружину, которая необходима для того, чтобы обеспечивать автоматическое натяжение ленты-наждака. Если использовать такую пружину, то менять ленту будет очень удобно, а ее натяжение будет регулироваться автоматически. Следует сразу сказать, что менять ленту даже при обработке одного изделия необходимо будет несколько раз. Обработку любой металлической детали необходимо начинать с лентой с более крупным абразивом, постепенно меняя ее на более мелкую.
Очень важное внимание следует уделить склеиванию ленты. В интернете есть варианты правильной склейки, также можно посмотреть этот процесс на видео. Для ее изготовления необходимо использовать бумагу-наждак на тканевой основе. Шов на ленте делается только встык и его необходимо обязательно усилить, для чего используется полоска плотной ткани, подкладываемая с обратной стороны склеиваемого участка. Для склеивания ленточного наждака необходимо использовать только эластичный клей, и он должен быть очень качественным.
Для качественного и надежного склеивания ленты для ленточного наждака вам понадобится ее правильная подготовка. Склеивать ленту можно при помощи клеевой палочки для термопистолета: такой способ можно наглядно изучить в ролике выше. Для нагрева можно применить обычный технический фен.
При желании, можно сделать свой самодельный шлифовальный станок еще более универсальным, для этого его следует оснастить дополнительным столиком, размещаемым со стороны самого большого шкива. Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.
С более простой конструкцией гриндера можно ознакомиться в видео ниже:
Выбор привода для самодельного станка
Очень важно правильно выбрать электродвигатель для оснащения своего шлифовального и точильного оборудования. Даже если вы собираете мини-станок, то двигатель для него должен иметь мощность 1,2–1,5 кВт. Желательно выбирать двигатель, который работает от электрической сети 220 В, потому что при использовании трехфазного устройства и его подключении через конденсатор, вы потеряете процентов 30 его номинальной мощности. Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.
Если вы потратите время и усилия для того, чтобы собрать такой мини-станок, то сможете работать на нем как в горизонтальной, так и в вертикальной плоскости. Подобные конструктивные особенности самодельного ленточного гриндера позволяют использовать его для выполнения множества операций с деталями, изготовленными из металла и любых других материалов. Кроме этого, вы получите в свое распоряжение очень удобный точильный станок, который можно использовать для производства и заточки любых режущих инструментов.
Даже если вы затратите на изготовление ленточного гриндера несколько месяцев, то ваш труд и время полностью окупятся использованием такого удобного, надежного и функционального оборудования.
Как сделать гриндер своими руками чертежи
Как сделать гриндер своими руками, чертежи, видео и краткое описание конструкции.
Представленный механизм позволяет обрабатывать детали из различных материалов шлифовальной лентой размером 100х1230 (мм).
Основные узлы гриндера:
1. Электродвигатель АИР 80В2.
2. Станина неподвижная.
3. Станина поворотная.
4. Кронштейн натяжителя ролика.
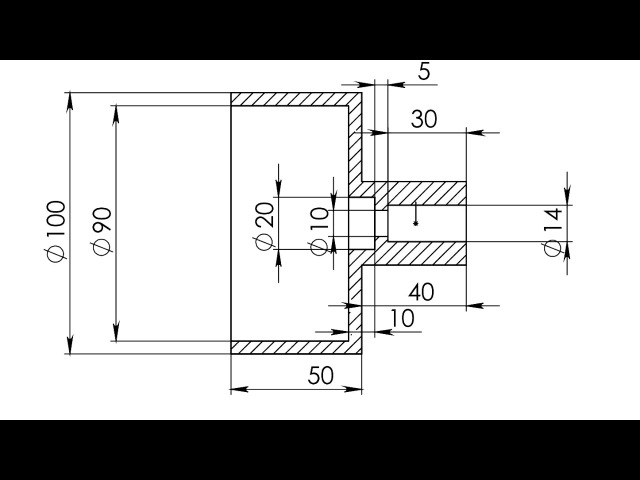
5. Ролик натяжителя, диаметр сто миллиметров.
6. Ролик, диаметр семьдесят миллиметров.
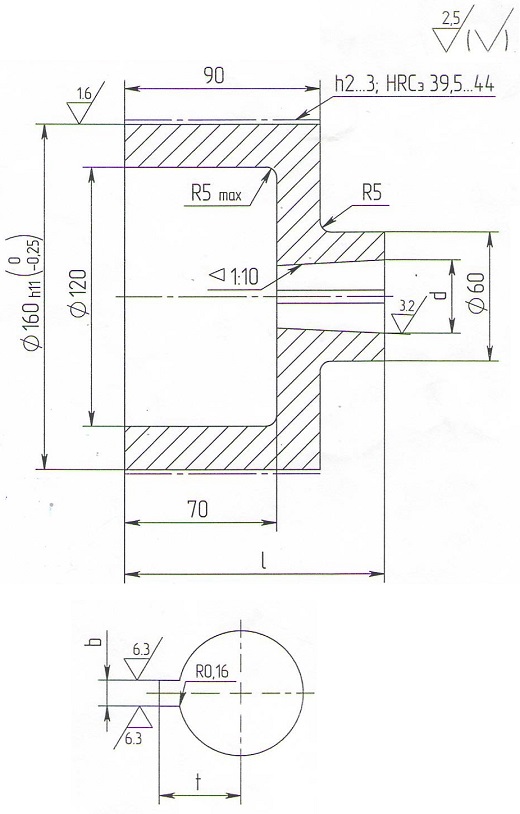
7. Шкив, диаметр сто пятьдесят миллиметров.
8. Металлический стол.
Вспомогательные узлы гриндера:
9. Поворотная площадка. Может перемещаться и поворачиваться на угол от нуля до сорока пяти градусов.
10. Упор боковой. Обеспечивает устойчивое положение обрабатываемой детали на шлифовальной ленте.
11. Механизм натяжения шлифовальной ленты. Обеспечивает плавную регулировку натяжения шлифленты.
12. Механизм настройки положения шлифовальной ленты относительно цилиндрической поверхности шкива.
СТАНИНА
Предназначена для крепления конструкции к слесарному верстаку или столярному столу. Детали станины изготавливается из листового металла толщиной десять миллиметров, которые свариваются между собой.
Справка.Металл для изготовления деталей гриндера, желательно использовать стойкий к коррозии.
Чертеж станины.
СТАНИНА ПОВОРОТНАЯ
Обеспечивает поворот металлического стола от нуля до девяносто градусов относительно вала электродвигателя. Фиксация площадки обеспечивается тремя гайками М12.
Чертеж станины поворотной.
КРОНШТЕЙН
Предназначен для крепления ролика натяжителя. Обеспечивает натяжение шлифовальной ленты и ее регулировку относительно цилиндрической поверхности шкива, путем крепления дополнительных элементов.
Чертеж кронштейна.
РОЛИК НАТЯЖИТЕЛЯ
Чертеж ролика натяжителя.
РОЛИК
Чертеж ролика.
ШКИВ
Чертеж шкива.
МЕТАЛЛИЧЕСКИЙ СТОЛ
С шлифованной поверхностью под шлифовальную ленту.
Чертеж металлического стола.
Варианты использования конструкции.
Вариант 1. Для обработки торцевых поверхностей деталей.
Вариант 2. Без упора бокового.
Вариант 3. Поворот металлического стола на девяносто градусов.
Вариант 4. Без упора бокового и без поворотной площадки.
Видеоролик. Посмотрим, как эта конструкция работает.
Заказать чертеж
Поделитесь с друзьями!
Иллюстрированное руководство по ленточно-шлифовальным машинам 2×72 своими руками
Вы делаете все своими руками? Вам комфортно производить простую технику? Если это так, вам НУЖНА приличная ленточно-шлифовальная машина, желательно с размером ленты 2 x 72 дюйма. Вы найдете для него тысячу и одно применение, когда соберете один, а собрать его очень легко. Эта страница посвящена ресурсам и идеям, которые вам понадобятся для планирования собственного проекта ленточно-шлифовального станка.
Ленточно-шлифовальные машиныотлично подходят для смешивания плавных форм, удаления заусенцев и в целом улучшения внешнего вида деталей.Что касается последнего, вы также должны быть уверены, что качество поверхности ваших других процессов обработки — это все, что может быть. Ознакомьтесь с нашим руководством по советам по чистовой обработке поверхности фрезерного станка для некоторых идей.
Шлифовальная машина Bill Pace
была сделана несколькими на платах HSM.
Очень хорошо показывает механизм слежения вверху…
Стол, вдохновленный Лейном, добавлен в кофемолку Билла Пейса…
Подробнее о механизме слежения Джорджа Барнса…
Переулок на HSM, построенный по той же схеме…
Bader III Эндрю МакЛуркина закреплен на боку, чтобы ему было легче выполнять тонкую работу.Обратите внимание на очень маленькие колеса и оберните подставку для инструмента, чтобы он мог попасть в труднодоступные места.
Dozier производит одни из лучших шлифовальных машин. В этой серии представлены различные конфигурации аксессуаров, которые у них есть:
Вот болгарка. Обратите внимание на пневматический натяжитель.
3 Конфигурации, слева направо: основной круг, шлифование с натяжной лентой и установка для шлифования плиты…
Beaumont Metalworks предлагает отличный шлифовальный станок KMG:
Было бы неплохо повернуть эту кофемолку горизонтально, как показывает МакЛуркин в верхней части этой страницы, а затем использовать эту насадку с подставкой, которая хорошо подходит.С ним вы действительно можете попасть в трудные места!
Стойка инструментального рычага — это умный аксессуар, который позволяет быстро и легко изменить конфигурацию.
Вот болгарка с валиком и упор на фото слева. Обратите внимание на прочную конструкцию с ЧПУ. Минимальная сварка. На картинке справа показан провисший ремень.
А как насчет поворотной плиты?
Похоже, он может заменить некоторые другие аксессуары.Фактически «валик» представляет собой натянутую на роликах роторную ленту.
Вот болгарка JL с регулируемой скоростью:
Достопочтенная кофемолка Bader III пользуется большим уважением:
Страница ссылок на большой ленточно-шлифовальный станок Лучшие ссылки:
Ленточно-шлифовальный станок Майка Александра: простой в сборке трехколесный велосипед
КМГ Изумрудного острова Копия…
Великолепный комплект от Simplatic.Похоже на хорошую плазменную резку…
Планы Fogg в формате PDF для клона КМГ…
Талантливый француз конструирует хорошую точильную машину для ножей. Планы на английском.
The Dream KMG Приложение:
Посмотрите на приставку КМГ «Мечта», круто!
Шлифовальный станок для насадок Cool 3 Wilmont
В остальном немного напоминает отдых КМГ «Мечта», показанный выше.Wilmont — хороший вариант КМГ, и на сайте есть планы модели домашнего магазина, которую вы можете построить.
Австралийский радиальный шлифовальный станок
Он имеет 5 сменных опорных колес, которые можно индексировать в нужное положение — эти 3 плюс 2 других угла треугольника имеют колеса большего размера…
Они также делают довольно аккуратную полую шлифовальную насадку…
Ресурсы для изготовления ножей: Micarta
Центр дизайна Rubberhog | Вальцешлифовальные круги Rubberhog
Служба поддержки клиентов Rubberhog рассмотрит предоставленную вами информацию Центра дизайна.На основе предоставленной вами информации будет составлен производственный чертеж, который будет отправлен вам на утверждение. Если у вас возникнут какие-либо сомнения или вопросы по поводу вашей информации, мы свяжемся с вами для уточнения перед созданием производственного чертежа.
Поскольку выбор колеса зависит от множества факторов, пожалуйста, обращайтесь к нам за помощью на любом этапе процесса. Когда вы звоните или пишете по электронной почте для получения помощи, очень полезно заранее установить несколько фактов о вашей ситуации и требованиях.Это приводит к выработке оптимальной рекомендации за минимальное время. Очень полезная информация:
Приложение для валков (офсетная печать, сталелитейный завод, ламинирование пластиком или фольгой и т. Д.). Типы используемых каучуков и диапазон твердости по Шору «А» («дюрометр»). Независимо от того, покрыты ли катки недавно или используются катки, которые только повторно шлифуются. Размер роликов и количество материала, обычно удаляемого шлифованием. Размер шлифовального круга (наиболее важные размерные факторы см. На чертеже заполнения заготовок в «Центре дизайна»).Скорость вращения (об / мин) шлифовального круга. Требуемая чистота поверхности (Ra). Полируются ли ролики после шлифовки.
Формы Центра дизайна Rubberhog организованы по вариантам одинарной, двойной и тройной зернистости. Вам нужно только заполнить пустые размеры и выбрать покрытие или комбинацию покрытий, которую вы хотите. Каждая форма сопровождается таблицей, в которой показаны общие варианты покрытий для популярных применений.
В дополнение к формам Центра проектирования для трех типов поперечно-шлифовальных кругов, существуют также формы для некоторых распространенных специализированных конструкций кругов для врезного шлифования канавок на роликах и ремнях.
ВАЛКОВЫЕ ШЛИФОВАЛЬНЫЕ МАШИНЫ | G&P Machinery
Подход G&P к вальцешлифованию
Адаптируйте свой токарный станок для валков — с помощью шлифовального станка от G&P — Стандартные модели — или специальные модели, созданные специально для ваших нужд.
Характеристики:
* Прецизионные шариковые подшипники
* Конический шпиндель
* Контактное колесо с коническим отверстием
* Пневматическое натяжение
* Закрытая защита ремня
ЗАЩИТА ОТ ИЗНОСА ГЛАЗ, УШЕЙ И ДЫХАНИЯ ПРИ ШЛИФОВАНИИ
Абразивная ленточная шлифовка и полировка валков Принцип и требования к станку не сильно отличаются от установленных процедур шлифовального круга.В основном разница заключается в способности ремня резать быстрее и, следовательно, использовать его при более высоких скоростях перемещения. Фактор точности находится в самой машине. Таким образом, можно ожидать, что токарный станок, способный обеспечивать допуски до 0,001 дюйма с установленной насадкой, будет столь же хорошо преформовать с абразивным приспособлением — шлифовальным станком G&P BELT, предназначенным для монтажа на токарном станке.
На больших токарных станках ленточно-шлифовальный станок G&P можно установить на соединение. На токарных станках меньшего размера необходимо удалить состав, а шлифовальный станок установить на поперечный суппорт.Даже на больших токарных станках, когда токарный станок будет постоянно использоваться для шлифования валков, рекомендуется удалить смазку токарного станка и закрепить шлифовальный станок на поперечных суппортах. Это обеспечивает большую жесткость и позволяет использовать механизм подачи с поперечными салазками.
При предоставлении информации, запрашиваемой в разделе «Информация по монтажу» в бюллетене BRG-3B, G&P может предоставить адаптер для крепления шлифовального станка к вашему токарному станку.
Валковое шлифование металла и резины
Для обеспечения удовлетворительной отделки все оборудование должно быть в хорошем состоянии.Потеря жесткости или износ где-либо в системе приведет к плохой отделке и потере точности.
Смазка или охлаждающая жидкость рекомендуется для шлифования всех типов металлических валков и иногда используется для получения чистовой отделки резиновых валков средней и высокой твердости.
Для резины твердостью 40 и более мягкой нанесение порошкового мыльного камня или порошка стеарата цинка в месте контакта является отличным вспомогательным средством при шлифовании.Для охлаждаемых или чугунных валков рекомендуется использовать охлаждающую жидкость водорастворимого типа.
Смазочные материалы и охлаждающие жидкости
Для стали и нержавеющей стали смесь воды и хорошо растворимого в воде масла для тяжелых условий эксплуатации, содержащего противозадирные присадки, значительно повысит срок службы ремня, скорость резания и чистовую обработку.
Охлаждающие жидкости, которые циркулируют через отстойники, должны иметь соответствующую систему фильтрации для удаления посторонних частиц. Хорошие эффективные фильтры необходимы на любом этапе шлифования вальцами, но они жизненно важны для получения высококачественной отделки.
На рисунке справа показаны два метода приведения абразивной ленты в контакт с рабочим валком. Для большинства операций черновой и чистовой обработки рекомендуется метод, показанный на рисунке A. Если требуется слабина полировки ремня, рекомендуется съемный передний щиток. Если требуется слабина полировки ремня, предусмотрена съемная передняя защитная секция, которая позволяет наклонять шлифовальный станок вперед, как показано на Рисунке B
.Модификации … для удовлетворения ваших требований
Если вам нужны изменения по сравнению со Стандартными моделями… например, что-то меньшее … или большее … дайте нам знать. Мы предоставим расценки на модель, соответствующую вашим потребностям. На рисунке 1 показана модель мощностью 2 лошадиных силы с ремнем размером 1 x 54 дюйма. На рисунке 2 показан шлифовальный станок, оснащенный шлифовальным кругом из карбида вольфрама, для шлифования резины, пластмассы или синтетических материалов.
Выбор контактного круга Рис. 1.
Защитный кожух шлифовального круга на этом рисунке удален для ясности. Рис 2.
При установке шлифовального станка на токарный станок, центральная линия контактного колеса должна быть на той же высоте, что и центральная линия валка.На большинстве токарных станков это требует использования переходника для перекрытия пространства между нижней поверхностью шлифовального станка и верхней поверхностью компаунда или ползуна, на котором будет установлен шлифовальный станок.
Этот чертеж может быть полезен, если вы планируете изготовить адаптер — или компания G&P может предоставить его, если у нас есть информация по установке из бюллетеня BRG-3B.
Правильный контактный круг является важным фактором при шлифовании. Чтобы помочь определить, какое колесо лучше всего подходит для вашей области применения, мы предлагаем следующие иллюстрации с описаниями.Если вы сомневаетесь в своем выборе, мы будем рады порекомендовать вам информацию о типе измельчаемого материала, количестве удаляемого материала, требованиях к отделке и т. Д.
Тип «SAR»
Рифленое алюминиевое колесо с резиновым наполнителем. Шлифовальный круг только для агрессивных шлифовальных работ. Это колесо направлено и может вращаться только в одном направлении.
Тип «PAR»
Обычное алюминиевое колесо с резиновым наполнителем. Было установлено, что это лучший вариант для получения очень жестких допусков.Следует отметить, что токарный станок должен быть в отличном состоянии. В противном случае используйте тип PDDR.
Тип «SDDR»
Резина двойной плотности с зубцами. Это колесо обеспечивает допуски, почти равные типу «PAR», но достигается лучшая обработка. Это колесо направлено и может вращаться только в одном направлении.
Тип «PDDR»
Обычная резина двойной плотности. Этот круг используется там, где требуется хорошая чистовая обработка с умеренным съемом материала и строгими допусками. Это наиболее часто используемое колесо.
Тип «ПР»
Обычная резина. Круг с гладкой поверхностью, твердость от 70 до 90 (указать) для применений, требующих использования алмазных или структурированных абразивных лент. Этот круг также может иметь зубцы (тип «SR») для общего шлифования.
Тип «PA»
Обычная алюминиевая лицевая панель. Для шлифования валков из мягкой резины.
Правка контактного колеса
Важно, чтобы весь круг был «одет» на валок перед шлифовкой.Это обеспечивает перпендикулярность контактного колеса к валку. Каждый раз, когда шлифовальный станок снимается, лучше всего заново править круг.
Для обработки поместите шлифовальный станок на токарный станок и найдите лучшую область валка. Убедитесь, что кофемолка имеет как можно более квадратную форму. Очистите валок, чтобы на валок можно было нанести чувствительный к давлению абразив. Он должен быть не менее вокруг рулона и иметь зернистость от 50 до 80. Запустите шлифовальный станок и переместите контактный диск в то место, где он контактирует с абразивом.Перемещайте шлифовальный станок назад и вперед по абразивному материалу в обоих направлениях. Это необходимо повторять до тех пор, пока не будет обработана вся поверхность контактного колеса. Не делайте резких движений.
Используйте средства защиты глаз — при использовании шлифовального оборудования держите руки подальше.
Восстановление бывших в употреблении колес
Колесатипа «SAR» и «PAR» имеют алюминиевые площадки, которые в случае износа не подлежат замене. Их можно преобразовать в тип «SDDR». Колеса «ПДДР» и «ПР» при некоторой экономии.Колеса типа «SDDR», «PDDR» и «PR» можно восстановить со значительной экономией. Настоятельно рекомендуется заказывать запасное контактное колесо вместе с шлифовальной машиной. Доставка сменных колес может занять 6-8 недель.
Информация по установке
Схема в нижней части этой страницы иллюстрирует два распространенных типа резцедержателей для токарного станка и поперечный суппорт токарного станка. Размер токарного станка, на котором будет использоваться шлифовальный станок, часто определяет, лучше ли его устанавливать на составной суппорт поперечного суппорта.
На больших токарных станках установка на составные суппорты может оказаться удовлетворительной, но на меньших токарных станках лучше удалить состав и установить непосредственно на поперечных суппортах.
На схеме показаны необходимые размеры. Чтобы предоставить адаптер, который подходит к токарному станку.
ПРИМЕЧАНИЕ: Размер корпуса задней бабки определяет минимальный диаметр вальцешлифовального станка.
ДЛЯ НАИЛУЧШЕГО РАЗМЕЩЕНИЯ ШЛИФОВАЛЬНОЙ МАШИНЫ — УКАЗАТЬ МИНИМАЛЬНЫЙ И МАКСИМАЛЬНЫЙ РАЗМЕР ВАЛКА.
Плоскошлифовальный станок — Производственные процессы 4-5
После завершения этого раздела вы сможете:
• Определите плоскошлифовальный станок.
• Определить процедуры.
• Опишите процедуры одевания колеса.
• Опишите кольцевой тест.
• Опишите замену шлифовального круга.
• Опишите процедуру выбора шлифовального круга.
• Перечислите основные абразивные материалы с указанием их областей наилучшего использования.
• Перечислите основную облигацию с типами приложений, в которых они наиболее часто используются.
• Идентифицируйте по номеру типа и названию, по немаркированным эскизам или по реальным колесам.
• Интерпретировать обозначения формы и размера круга вместе с пятью основными символами спецификации круга в описании шлифовального круга.
• Учитывая несколько стандартных стандартных работ по шлифованию, порекомендуйте соответствующий абразив, приблизительный размер зерна, марку и связку.
Плоскошлифовальный станок в основном используется в процессе чистовой обработки. Это очень точный инструмент, в котором используется неподвижное абразивное вращающееся колесо для бритья или чистовой обработки металлической поверхности, удерживаемой на месте с помощью тисков.Эти тиски, которые являются частью стола или каретки, перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может разрезать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол измельчителя также является магнитным, что помогает удерживать материал в неподвижном состоянии. Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение кофемолки может быть автоматическим, возвратно-поступательным или ручным при необходимости.
Меры предосторожности
Помимо обычных правил техники безопасности в механическом цехе, есть несколько советов по безопасному использованию этой машины:
• Всегда надевайте защитные очки, так как машина может рассыпать стружку во всех направлениях.
• Всегда ждите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как может быть
• Если у вас длинные волосы, вы должны завязать их назад, чтобы они не попали в машину.
• Никогда не ударяйте колесо о материал, так как это может вызвать неисправность колеса, что может привести к потере целостности и разлету.
• Всегда следите за тем, чтобы защитный кожух был на месте над шлифовальным кругом, так как он защищает пользователя от стружки, удаляемой с материала.
• Всегда проверяйте, чтобы материал был надежно закреплен на месте.
• Всегда проверяйте чистоту магнитного стола перед тем, как класть на него материал, так как стружка может поцарапать ваш материал или даже привести к скольжению материала колесом, которое вы используете на шлифовальной машине.
• Убедитесь, что на шлифовальном станке кнопка пуска / останова находится в пределах досягаемости оператора.
• Проверьте шлифовальный круг перед его установкой. Убедитесь, что он находится в надлежащем состоянии и находится в хорошем рабочем состоянии.
• Следуйте инструкциям производителя по установке шлифовальных кругов.
• Держите лицевую сторону колеса равномерно одетой.
• Убедитесь, что кожух круга закрывает хотя бы половину шлифовального круга.
• Зачистите все заусенцы на поверхности заготовки, которая находится на магнитном патроне.
• Протрите магнитный патрон тканью, а затем протрите ладонью.
• Поместите лист бумаги немного больше, чем заготовка, в центр зажимного приспособления.
• Расположите работу на бумаге и включите питание магнитного патрона.
• Убедитесь, что магнитный патрон включен, попытавшись удалить предмет из патрона.
• Перед запуском болгарки убедитесь, что диск очищает работу.
• Дайте новому шлифовальному кругу поработать примерно одну минуту, прежде чем вводить круг в работу.
• Подождите, пока колесо наберет максимальную скорость, прежде чем использовать его, поскольку в колесе могут быть невидимые неисправности.
• Встаньте сбоку от круга перед запуском болгарки.
• Отключите подачу охлаждающей жидкости перед остановкой колеса, чтобы избежать дисбаланса.
• Не допускайте попадания на рабочую поверхность мусора, инструментов и материалов.
• Следите за тем, чтобы пол вокруг кофемолки был чистым и обезжиренным.
• Используйте соответствующую вытяжную систему вентиляции, чтобы уменьшить вдыхание пыли, мусора и тумана охлаждающей жидкости. Выхлопные системы должны быть спроектированы и обслуживаться соответствующим образом.
• Соблюдайте процедуры блокировки при выполнении работ по техническому обслуживанию.
Порядок использования
• Первый шаг в использовании плоскошлифовального станка — убедиться, что материал, которому вы хотите придать форму, можно использовать в шлифовальном станке. Мягкие материалы, такие как алюминий или латунь, забивают абразивный круг и мешают ему работать, и его необходимо очистить. Этот процесс объясняется в разделе «Техническое обслуживание». Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
• Следующий шаг — убедиться, что материал закреплен. Это делается с помощью тисков, а затем с помощью магнитного зажима. Когда материал закреплен, его необходимо вручную разместить под абразивным кругом. Это делается путем вращения колесиков долготы и широты, расположенных на передней части кофемолки. Сам абразивный круг можно немного сдвинуть, чтобы добиться идеального положения материала.
• После этого машина может быть запущена. По соображениям безопасности, он должен достичь максимальной скорости, прежде чем вы попытаетесь его использовать.Если колесо работает правильно, используйте его вручную, когда необходимо выполнить очень точную работу.
Рисунок 1. Плоскошлифовальный станок Chevalier
1. Установите оправку с алмазным кругом на станину.
2. Держите алмазный резак на ¼ дюйма слева от центра колеса.
3. Зафиксируйте комод на кровати, включив магнитный зажим.
4. Включите питание машины, повернув переключатель в положение «ON». Затем нажмите зеленую кнопку, чтобы запустить шпиндель.
5. Переместите шлифовальный круг вниз с помощью маховика вертикального стола до тех пор, пока он не будет почти касаться правителя.
6. Выключите машину после контакта с комодом.
7. Снова включите машину. Пока круг вращается, опустите шлифовальный круг в направлении Z, пока он не образует небольшой столб пыли.
8. После того, как образовался небольшой шлейф пыли, сделайте один проход назад и вперед по оси Y. Остановите машину, когда комод сделает проход назад и вперед.
9. При остановке машины убедитесь, что комод находится на расстоянии около ½ дюйма от колеса.
10. Проверьте колесо, чтобы убедиться, что оно чистое. Если нет, повторите шаги 8 и 9.
Рисунок 2. Правка колеса
Шлифовальные круги должны быть проверены и испытаны на кольцевых испытаниях перед установкой, чтобы убедиться, что на них нет трещин или других дефектов. Осторожно постучите по колесам легким неметаллическим инструментом. Устойчивое и неповрежденное колесо издаст чистый металлический тон или «звон».”
Проведение кольцевого теста:
Убедитесь, что колесо сухое и на нем нет опилок или других материалов, которые могут заглушить звук кольца.
Для проведения теста вам понадобится твердый пластиковый или твердый деревянный предмет, например, ручка отвертки или другого инструмента. Для более тяжелых инструментов используйте деревянный молоток. Не используйте металлические предметы.
- Подвесьте колесо на штифте или валу, который проходит через отверстие так, чтобы его можно было легко вращать, но не засовывайте колесо на шлифовальной машине.Если колесо слишком велико для подвешивания, поставьте его на чистую твердую поверхность.
- Представьте себе вертикальный отвес по центру колеса.
- Постучите по колесу под углом примерно 45 градусов с каждой стороны вертикальной линии, примерно в одном или двух дюймах от края колеса. (Большие колеса могут стучать по краю, а не по бокам колеса.)
- Поверните колесо на 180 градусов, чтобы нижняя часть колеса оказалась сверху.
- Снова постучите по колесу примерно на 45 градусов с каждой стороны вертикальной линии.
- Колесо проходит проверку, если при постукивании по всем четырем точкам издает чистый металлический звук. Если колесо кажется мертвым в любой из четырех точек, оно треснуло. Не используйте это.
- Откройте колесную нишу. Если корпус колеса очень тугой, для этого может потребоваться пара гаечных ключей, гаечный ключ и резиновый молоток.
- Снимите металлическую пластину сверху, ослабив винты, которыми она крепится к колесной коробке.
Рисунок 3. Снимите металлическую пластину и колпак колеса
3.За колесом на шпинделе есть отверстие. Вставьте скобу с правой стороны в заднюю часть шпинделя. Ключ распорки должен войти в отверстие.
Рисунок 4. Закрепите ключ в отверстии Рисунок 5. Снимите шлифовальный круг
.4. Вставьте гаечный ключ в два отверстия в передней части колеса. При отсоединении колеса от шпинделя колеса поворот вправо ослабит, а поворот влево — затянет.
5. Ударьте по рычажному ключу резиновым молотком, чтобы ослабить колесо.
6. Чтобы надеть новый шлифовальный круг, выполните процедуру в обратном порядке. Если повернуть поперечный рычаг влево, он затянется. При установке колеса убедитесь, что ключ находится с левой стороны, а не с правой. Поверните гаечный ключ в форме поперечного рычага вручную, а когда это невозможно, используйте резиновый молоток.
7. Снимите гаечный ключ с задней части шпинделя.
8. Прикрутите пластину к верхней части колесной ниши.
9. Закройте колпак колеса и затяните ручку.
- Убедитесь, что используется колесо, подходящее для ложи. Существуют различные шлифовальные круги для алюминия, нержавеющей стали и титана.
- Очистите станину перед размещением на ней заготовки. Это предотвратит столкновение с магнитным патроном.
- Поместите магнитные параллели вокруг заготовки, чтобы предотвратить смещение заготовки во время шлифования.
- Включите магнитный патрон, чтобы закрепить детали на станине.
- Отрегулируйте положение станины и седла по центру ложа под колесом.
- Опустите колесо на дюйм выше заготовки.
- Возьмите лист бумаги и поместите его между колесом и прикладом. Перемещайте бумагу вперед и назад, одновременно опуская колесо, пока бумага не перестанет двигаться к нулю по оси z. См. Рисунок 1.
- Обнулите ось Z заготовки, установив диск на маховике нисходящей подачи на 0 дюймов. См. Рисунок 2.
- Заблокируйте стол Блок настройки продольного хода стола так, чтобы на каждом конце хода стола было около дюйма перебега.
- Отрегулируйте положение стола так, чтобы колесо располагалось примерно на дюйм справа от заготовки.
- Опустите круг на желаемую глубину заточки. Максимальная подача должна составлять 0,001 дюйма за проход.
- Перед включением основного питания убедитесь, что колесо не касается заготовки. Нажмите зеленую кнопку, чтобы включить шпиндель и включить охлаждающую жидкость.
- Шлифуйте заготовку, делая проходы слева направо по оси x.
- После того, как первая полоса заготовки будет достаточно отшлифована, поверните маховик оси Y на пол-оборота по часовой стрелке.
- Отшлифуйте еще одну полосу заготовки слева направо по оси x.
- Повторяйте, пока заготовка не будет полностью отшлифована, затем повторите все предыдущие шаги для другой стороны.
Рисунок 6. Настройка оси Z Рисунок 7. Настройка подачи
Выберите шлифовальный круг:
Имейте в виду, что шлифовальный круг — это форма режущего инструмента, и, за исключением круга для шлифования общего назначения, абразив, размер зерна, сорт и структура, тип связки должны выбираться в соответствии с конкретной работой, на которой колесо должно использоваться так же, как резак, сверло или метчик выбираются для его конкретной работы.
Для выбора шлифовального круга существует восемь факторов, которые влияют на выбор технических характеристик шлифовального круга. Всего:
1. Инструкция по изготовлению шлифовального круга.
2. Шлифованный материал и его твердость.
3. Количество снимаемого материала и требуемой отделки.
4. Пришлифовальный контакт.
5. Тяжесть шлифовальной операции.
1. Сначала рассмотрите шлифуемый материал и его твердость.Это влияет на выбор абразива, размера захвата, марки или твердости круга.
- Оксид алюминия лучше всего подходит для стали, а абразивные материалы из карбида кремния лучше подходят для шлифования чугуна, цветных металлов и неметаллических материалов.
- Относительно мелкое зерно лучше всего подходит для более тяжелых разрезов. Может использоваться преимущественно для мягких и пластичных материалов, которые легко проникают.
- Твердость шлифуемого материала также влияет на выбор марки или твердости круга.Более твердый сплав можно использовать для мягких, легко проникающих материалов, чем для твердых материалов, которые, естественно, имеют тенденцию к более быстрому затуплению колеса. Более мягкие сорта легче высвобождают тусклые зерна, чтобы представить новые, острые зерна в работе.
2. Второй фактор при выборе колеса по количеству снимаемого материала и требуемой отделке. Они влияют на выбор размера сетки и скрепления следующим образом:
- Относительно крупный размер зерна выбран для быстрого удаления припуска без учета чистовой обработки как грубого шлифования; там, где желательна качественная отделка, следует использовать тонкий захват.
- Круги на керамической связке обычно используются там, где коммерческая отделка удовлетворительна. Органические связки, резиноид, каучук и шеллак, обеспечивают наилучшую отделку.
3. Площадь шлифовального контакта между кругом и деталью влияет на выбор размера и марки захвата.
- Грубый захват необходим, когда площадь контакта относительно велика, как при плоском шлифовании чашечными кругами, цилиндрами или сегментами, чтобы обеспечить адекватный зазор от стружки между абразивными зернами.По мере того, как площадь контакта становится меньше, а общее давление, ведущее к разрушению поверхности колеса, становится больше, следует использовать круги с более мелким зерном.
- Что касается сплава или твердости, то на большой площади контакта мягкий сплав обеспечит нормальную поломку круга, обеспечивая непрерывную работу без резания. С другой стороны, более твердый сплав необходим, чтобы выдерживать все более высокое удельное давление по мере уменьшения площади контакта.
4. От сложности шлифования зависит выбор абразива и марки.
- Жесткий абразив, такой как оксид алюминия 4A, следует использовать для грубого шлифования стали в тяжелых условиях.
- Более мягкие абразивы, такие как оксид алюминия 32 и 38, лучше всего подходят для более легких операций прецизионного шлифования сталей и полусталей, в то время как промежуточные абразивы из оксида алюминия 57 и 19 используются для прецизионного и полуточного шлифования как мягкой, так и твердой стали.
- Тяжесть шлифовки также влияет на выбор марки. Твердый сплав обеспечивает прочные круги для грубого шлифования, такого как заедание, в то время как круги среднего и более мягкого класса могут использоваться для операций прецизионного типа, которые менее серьезны для круга.
5. Скорость, с которой должен работать шлифовальный круг, часто определяет тип связки.
- Колеса на керамической связке не должны использоваться на скоростях выше 6500 с.б. / мин. За некоторыми исключениями, когда скорость превышает это значение, следует использовать колеса на связке из резины, резины или шеллака. Обратите внимание: ни в коем случае нельзя превышать безопасную рабочую скорость, указанную на бирке, колесе или промокательной бумаге.
- Чем выше скорость подачи, тем выше давление измельчения.Если скорость шлифования заготовки должна быть увеличена, скорость подачи будет увеличена, тогда износ круга будет быстрее. Поэтому требуется более твердый шлифовальный круг.
- Стандартная система маркировки круга используется для определения пяти основных факторов при выборе шлифовального круга:
- Тип абразива
- Размер зерна
- Марка или твердость
- Структура
- Облигация
Первый символ: Тип абразива
Колесо с маркировкой A 60-J8V обозначает следующее:
A — плавленый оксид алюминия
Рисунок 8: Маркировка шлифовального круга
Второй символ: Размер зерна
Для определения зернистости можно использовать следующую шкалу:
Третий символ: класс твердости
- Степень твердости — это мера прочности связи шлифовального круга.
- Связующий материал удерживает абразивные зерна вместе в круге.
- Чем прочнее связь, тем тверже колесо.
- Степень твердости — это мера прочности связи шлифовального круга.
от A до G мягче.
от H до P — это более средние сорта.
R — Z сложнее.
Четвертый символ: структура
- Структура, расстояние между абразивными зернами в круге указано цифрами.
1 — плотная структура.
8 — более средняя структура.
15 — открытая конструкция.
- Облигация обозначается следующей буквой:
- V — остеклованный
- B — Резиноид
- R — Резина
- E — Шеллак
- M — Металл
Пример маркировки стандартного шлифовального круга:
1- A — 305 X 25 X 127 WA 46 K 8 V 7N 2000 м / мин
ОТ (ТИП КОЛЕСА): 1 (прямолинейный)
РАЗМЕР: Диаметр.(Г) X Ширина (Ш) X Диаметр отверстия (В)
ТИП АБРАЗИВА: WA (см. Рисунок 2)
РАЗМЕР ЗЕРНА: 46 (См. Рисунок 2)
СТРУКТУРА: 8 (см. Рисунок 2)
ТИП КОСТИ: V (см. Рисунок 2)
Рисунок 9: Таблица выбора шлифовального круга
Рисунок 10: Таблица выбора шлифовального круга
1. Перечислите пять мер предосторожности.
2. Перечислите пять основных частей плоскошлифовального станка.
3. Что такое станок для правки алмазного круга?
4.Насколько далеко алмазный правый диск должен располагаться слева от центра колеса при правке колеса?
6. Как вы проводите кольцевой тест?
7. При выборе шлифовального круга существует восемь факторов, которые влияют на выбор технических характеристик шлифовального круга. Перечислите пять из восьми факторов.
8. Для чего лучше всего подходят шлифовальные круги из оксида алюминия?
9. Стандартная система маркировки круга используется для определения факторов при выборе шлифовального круга.Пожалуйста, все пять основных факторов?
10. Колесо с маркировкой WA 80-L9B, пожалуйста, укажите следующее.
Эта глава была получена на основе следующих источников.
BG-272 DIY Ленточно-шлифовальный станок 2 x 72 «
Ленточно-шлифовальный станок 2 «x 72» своими руками, проект
Как и почти каждый новичок в изготовлении ножей, иметь приличную ленточную шлифовальную машину — это мечта. Когда я осознал цену машины, моя челюсть упала в пол. Большинство из нас, начинающих работать, не могут позволить себе кофемолку за 2000 долларов.Поэтому я решил создать свою собственную и без зазрения совести позаимствовал столько идей, сколько мог. Особая благодарность Alaskabearhawk за его великолепный дизайн и подробные видео на YouTube. Если вы не уверены в изготовлении этой кофемолки, то есть хорошо сделанная и очень разумная готовая к работе шлифовальная машина, основанная на моих планах.
Список желаний
Мой список желаний для моей новой кофемолки:- Ремни 2 x 72 дюйма
- от 1,5 до 3 лошадиных сил
- Регулируемая скорость
- Съемные насадки, валик и контактное колесо
Варианты
Перед постройкой рассмотрел несколько вариантов:
Шкивы ступенчатые для переменной скорости.Это будет более дешевая сборка, но все же позволит немного изменить скорость. Мне понадобятся два опорных блока, ось и ступенчатые шкивы (или шкивы, как некоторые их называют). Ведущее колесо все еще может иметь диаметр 4 дюйма. Такое расположение позволило бы мне использовать любой двигатель, независимо от того, можно ли его реверсировать или нет.
Фиксированная скорость будет самой дешевой и самой простой конструкцией, так как меньше компонентов и меньше проблем с центровкой. Двигатель может быть 2-полюсным или 4-полюсным и должен вращаться в направлении против часовой стрелки. Это довольно просто.Размер ведущего колеса становится в центре внимания. Для двигателя 1800 об / мин (4 полюса) я бы использовал колесо диаметром 5 или 6 дюймов. 2335 или 2826 футов поверхности в минуту. Для двигателя на 3600 об / мин (2 полюса) я бы использовал колесо диаметром 3 или 4 дюйма. 2826 или 3768 футов на поверхности в минуту.
Чтобы получить поверхность в футах в минуту, используйте формулу:
(скорость двигателя в об / мин x 3,14 x диаметр колеса) / 12.
Взгляните на некоторые другие сборки на странице галереи сборок BG-272. Там происходит несколько очень умных идей. Спасибо всем, что прислали фотографии и сделали отличные предложения.
Закупка
Поиск подходящих колес оказался безрезультатным, поскольку самый распространенный производитель в США в то время не поставлял свои диски в Канаду. Я нашел эти колеса из Европы на eBay. Вы можете проверить набор шлифовальных кругов для ленточной шлифовальной машины Origin Blade Maker. Магазин Origin Blade Maker’s Store Посетители из Великобритании могут захотеть проверить комплекты шлифовальных машин GunDog Forge, также на eBay.Примечание. Если вы хотите обрабатывать колеса своими руками, вот PDF-файл и чертеж в САПР, любезно предоставленные К. Лангевельдом.
В качестве ведущего колеса я использую нейлоновый ролик шириной 4 дюйма и шириной 2 дюйма.Мне пришлось вытолкнуть обойму роликового подшипника и вставить прокладку с внутренним диаметром 7/8 дюйма. Затем мне пришлось прорезать шпоночную канавку для шпонки 3/16 дюйма. Изрядно поработали, но я сделал то, что по сути представляет собой увенчанное ведущее колесо стоимостью менее 20 долларов.
Мотор взят из рекламы на Киджи. Я оценил этот торцевой двигатель T145C мощностью 2 лошадиных силы, 3 фазы 230/460 В за колоссальные 35 долларов. Я не был в этом уверен, но после быстрой проверки омметром и вращения вала, думаю, у нас все будет хорошо.
Для части переменной скорости я выбрал Yaskawa J1000 VFD.Мои рабочие ассоциации с Yaskawa были на высшем уровне на протяжении многих лет, и простой спиннер для вала попал в мои руки по очень разумной цене.
Я собираюсь установить частотно-регулируемый привод в герметичном корпусе (NEMA 4) и подключить панель управления, чтобы оператор мог запускать, останавливать и изменять скорость двигателя с передней стороны шлифовальной машины.
Для базовой электрики я купил на eBay, Digi-Key и у местных жителей, таких как Home Depot, Canadian Tire и Peavey Mart.
Не каждый может случайно натолкнуться на почти бесплатный мотор.Я сделал руководство по мотору ленточно-шлифовального станка, чтобы помочь вам в выборе мотора. Помимо некоторых электрических вещей, не забудьте проверить размер вала двигателя и убедиться, что отверстие ведущего колеса совпадает. Ведущие колеса обычно бывают с отверстиями 5/8, 3/4 или 7/8 дюйма.
Строительство
Основная конструкция состоит из деталей из быстрорежущей стали (полая конструкционная сталь) и некоторых листов и лома из моего магазина и из супермаркета металла. Кусочки, которые я вырезал на ленточной пиле, получились красивыми и квадратными.Я купил 48 дюймов из 2 дюймов HSS, стенку 0,188 и разрезал их вот так.
Очень важно! Вы должны удалить шов внутри 2-дюймовых приемников из быстрорежущей стали перед любой сваркой. Этот шов не позволит вставленной 1-1 / 2-дюймовой трубке сесть прямо внутри их приемника. Используйте длинный напильник или небольшой шлифовальный круг в дрели с насадкой и снимите шов. После того, как каркас приварен, сделать это напильником становится намного сложнее.Как предложил Кен ДеРозиер, убедитесь, что сварные швы расположены слева (там, где будут установлены стопорные гайки.) Это снижает вероятность возникновения проблем со швами и обеспечивает идеально ровную поверхность, на которую может опираться инструментальный рычаг.
Детали A, B, C и D имеют квадратную форму, зажимаются и свариваются для получения такой рамы.
Я просверлил несколько отверстий и прикрутил гайки 3/8 дюйма NC для фиксаторов.Затем я приварил раму к стальной пластине размером 12 дюймов x 20 дюймов, снова проверив прямоугольность и закрепив все на месте перед тем, как приступить .
Я добавил четыре шпильки 1/4 «x 1-1 / 2» для крепления двигателя.Это винты с плоской головкой, и я утопил нижнюю часть, чтобы они не торчали. Я использовал шестигранные гайки и надел шайбы на крыльях, чтобы поддержать двигатель. Они немного меньше отверстий для крепления ножек двигателя, что позволяет двигателю немного повернуть, чтобы ремень двигался должным образом. Также имеется 6-дюймовая распорка для установки панели управления оператора. Двигатель расположен так, чтобы центр вала находился на расстоянии около 4 дюймов от задней части вертикального приемника.
Пружина 30 фунтов. Спасибо, Дэйв! Я измерил это по шкале.При нажатии на пружину примерно на 30 фунтов она отклоняется на 1 дюйм. Совсем недавно мы обнаружили, что пружины цепей сетчатых дверей работают нормально.
, март 2017 г. Я сделал несколько более точных чертежей рамы.
Столб слежения и натяжения
Стойка слежения и натяжения скользит в вертикальную приемную часть C нашей рамы и садится на верхнюю часть пружины.Он имеет шарнир слежения, который можно отрегулировать для наклона колеса слежения.
В шарнирной части просверлено сквозное отверстие на 3/4 дюйма сверху и 1-1 / 8 дюйма с правой стороны, как показано. Это отверстие должно быть смещено от центра, чтобы ось могла двигаться как с положительным, так и с отрицательным развалом. Это отверстие немного больше, чем болт 1/4 дюйма, который будет действовать как ось шарнира.
Отверстие оси находится на расстоянии 2 дюймов от верха, по центру.
Длина самой стойки составляет 13 дюймов. Возможно, ее придется изменить в зависимости от имеющейся у вас пружины.Моя пружина имеет длину около 4 дюймов, поэтому добавьте или вычтите немного, если ваша пружина короче или длиннее.
Осевое отверстие находится на 3/4 дюйма от верха и центрируется на 1-1 / 2-дюймовой стойке и просверливается насквозь. . Сверлильный станок хорошо работает, чтобы удерживать это отверстие прямо при сверлении. Конструкция см. На фотографиях ниже.
Отверстие для оси копирующего колеса находится на расстоянии 2 дюймов от вершины стойки, так что головка осевого болта входит внутрь этого выреза. Если вы используете болт с полукруглой головкой для оси, вам нужно сделать только круглое отверстие.
Я зажал петлю шайбами вокруг нее перед просверливанием пилотного отверстия прямо через обе детали на сверлильном станке. Добавьте прокладки 1/16 дюйма по бокам и 1/8 дюйма на лицевую сторону.
Я прикрепил плоские шайбы с обеих сторон, а затем ударил их ремнем, чтобы утонить их до хорошей фрикционной посадки внутри детали петли. Из стойки потребуется удалить участок, чтобы головка болта оси колеса слежения могла пройти. Если бы вы использовали болт с полукруглой головкой, это мог бы быть круг. Мне не удалось найти головку каретки диаметром 12 мм, поэтому я сделал квадрат, соответствующий шестигранной головке болта.
Проверить установку петли.
Верхняя и нижняя части стойки закрываются плоской планкой 1/8 дюйма.
Перед тем, как прикрепить верхнюю пластину, я просверлил и вставил болт 5/16 «x 1»,
затем прикрепил это вокруг головы. Это будет для моего шара переключения.
(Шарик облегчит опускание стойки.)
Также
обратите внимание на гайку 1/4 «, установленную для ручки регулировки трекинга. Болт
проходя здесь, будет давить на болт оси опорного колеса и
позвольте отрегулировать наклон петли.
Приставка для стола
Приставка валика вставляется в приемник и фиксируется на месте. Инструментальный рычаг изготовлен из быстрорежущей стали 1-1 / 2 дюйма со стенкой 0,250 дюйма и длиной 17 дюймов. Пластина, к которой крепятся колеса, имеет размер 3 дюйма x 12 дюймов и изготовлена из стали 3/16 дюйма. Я установил отверстия на расстоянии 10-3 / 8 дюймов друг от друга, чтобы между ними оставалось достаточно места для 9-дюймовой плиты. Плита сделана из куска 2-дюймового стального уголка. Толщина уголка составляет 0,188 дюйма.Я положил подкладку из пластины толщиной 1/4 дюйма за угол, чтобы отодвинуть ее от пластины.Этого также можно добиться с помощью небольшого набора плоских шайб. Это пространство предназначено для выравнивания валика с ремнем и колесами. Если вам нужно повернуть валик влево или вправо, добавьте или снимите шайбу с трех болтов, крепящих валик к пластине.
Колеса обычно крепятся с помощью болтов 1/2 дюйма. В моем случае у меня есть метрические колесные подшипники, поэтому болты 12 мм. Колеса не могут скользить по пластине, поэтому я сделал некоторые проставки из трубы, вырезанной из графика 40 3/8 дюйма. на короткие отрезки примерно 1/4 дюйма, ножовкой и напильником придавая им одинаковую толщину, близкую к 3/16 дюйма.Наденьте проставку на болт, наденьте колесо, внутреннее кольцо должно касаться проставки.
Ниже приведены обновленные чертежи плоской плиты.
ОБНОВЛЕНИЕ:
Как отмечали некоторые, плита плиты 12 x 3 дюйма имеет ограниченное пространство с левой стороны плиты вокруг самой консоли инструмента. Можно шлифовать выше или ниже центра, но при использовании шлифовального приспособления на неподвижной рабочей подставке инструмент рука может мешать. Немного более длинная (и рекомендуемая) пластина показана ниже.
Эта пластина 12 x 4 обеспечивает лучший доступ к валику с левой стороны рядом с центром валика. Эта более глубокая пластина даст дополнительный дюйм в этой области. Радиус дуги такой же, однако крепление плиты уменьшено до двух точек, что отлично работает.Регулировка наклона производится ослаблением двух болтов и регулировкой. Установив правильный угол, зафиксируйте пластину двумя болтами. Что касается рабочего остатка, он нашел кусок пластины толщиной 1/4 дюйма размером примерно 4 дюйма на 6 дюймов и приварил к нему кусок прутка размером 3/8 дюйма на 3/4 дюйма.Я просверлил и сделал два паза для винтов с головкой под торцевой ключ 1/4 «NC, чтобы прикрепить их к нижней части рычага инструмента.
Обратите внимание, что эта рабочая подставка была заменена регулируемой рабочей подставкой.
Тестовая установка и оценка отслеживания. покраски, я добавил болт 1/4 «x 1/2» на вертикальную деталь, чтобы я мог установить щетку для снятия статического заряда с ремня.
Здесь нужно отметить одну вещь. Стойка немного болтается внутри вертикальный ресивер.Я добавил две полоски пластика (от старого масляного кувшина) в качестве регулировочных шайб.Их присыпают небольшим количеством графита, чтобы сделать их скользкими.
Я хотел бы указать вам на сборку трех частей видео Криса Фолла на YouTube. Крис использует немного другие материалы, но его видео отлично подходят для демонстрации базовой конструкции его версии BG-272.
Агрегат окрашен.
Добавлен упор для инструмента, сделанный из пластины 1/4 дюйма на плоской штанге 1/2 дюйма x 3/4 дюйма, установленной на нижней стороне трубки опорной плиты с 2 резьбовыми отверстиями 1/4 дюйма и винтами с шестигранной головкой под ключ.
Включен двигатель для тестирования слежения в реальном времени и программирования частотно-регулируемого привода.
Схватил в гараже два удлинителя от разных розеток и сделал 240В. Немного высоко, но должно быть нормально. См. Раздел «VFD», если вы хотите использовать источник 240 В.Включил ЧРП для начального программирования.
Электропроводка ЧРП
Для VFD требуется питание 240 В / 20 А. Я выбрал розетку и вилку NEMA L6-20. L означает «запирание», и это поможет предотвратить случайное отключение вилки.Я использую гибкий провод SOOW 3 # 12 AWG для входного соединения. Мне нужна длина, поэтому я поднял ее примерно на 15 футов. Внутри корпуса VFD у меня есть два предохранителя сверхмалого типа, которые защищают сам VFD. Слабый отбор тока 240 В для источника постоянного тока выполняется сразу после предохранения. Для удобства я добавил несколько дополнительных клеммных колодок, установленных на DIN-рейку. Выходной сигнал частотно-регулируемого привода рассчитан на 10 А (трехфазный), поэтому я использовал какой-то 4-жильный кабель № 14 AWG SOOW (шина кабины).Панель управления оператора
Для управления VFD я собираюсь вывести входы последовательности SC, S1, S3 и S5.Это позволит мне запускать и останавливать двигатель, а также изменять направление FWD и REV. Я также подключу контакты состояния VFD для включения двух светодиодов, указывающих на включение и выключение двигателя. Наконец, у меня есть цифровой тахометр, который будет считать импульсы от небольшого магнита, расположенного сбоку от ведущего колеса. В итоге панель управления оператора будет выглядеть примерно так. Магнитный датчик (ИС на эффекте Холла), который улавливает магнитное поле от небольшого магнита, вставленного в ведущее колесо.
Когда магнит проходит близко к датчику, датчик переключается на импульс 24 В постоянного тока, поступающий на тахометр. Это будет считать количество оборотов ведущего колеса в минуту.
Маска для сверления, лобзика и опиливания различных вырезанных форм.
Проверить примерку тачка. Кабели управления и тахометра с ограничителями натяжения в задней части корпуса панели управления оператора. Что касается кабеля, я нашел какой-то старый 25-контактный кабель для принтера с экраном.
Как только корпус частотно-регулируемого привода был установлен на раму, я мог закончить один конец кабеля управления точно оцените длину кабеля для мотор.Проводка управления довольно проста. Одно дело Обратите внимание на цвета проводов. Конкретный кабель для принтера, который у меня был имеет изоляцию сплошного цвета, а некоторые — с белыми полосами. Их легко перепутать. А Быстрая проверка, поставленная омметром, спасет положение и предотвратит здесь ошибку.
У меня было несколько проводов до + 24В и общ. Я использовал небольшие проволочные гайки (Marettes), скрутил все провода + 24V и закрутил гайку. Поскольку светодиоды уже имели провод выводы на них я спаял и покрыл теплом 1/8 дюйма сокращаться.Корпус ЧРП
Корпус частотно-регулируемого привода представляет собой излишек Hoffman NEMA 4 14 x 18 x 8 дюймов. Поскольку в комплекте не было монтажного поддона, мне пришлось сделать его из чего-то. Для удобства я нашел какой-то 1/8 дюймовый алюминий служебного класса, который был изрядно поцарапанный, но цена (бесплатно) была подходящей.Я установил частотно-регулируемый привод и источник питания 24 В, а также некоторые DIN-рейки для монтажа клеммных колодок.
Для снятия натяжения я использовал несколько куполообразных нейлоновых приспособлений для снятия натяжения и один прямой Heyco для кабеля датчика тахометра.
Связывая все вместе
При подключенном входящем шнуре питания и подключенном 4-проводном выводе двигателя необходимо было запрограммировать частотно-регулируемый привод на прием входного сигнала 0-10 В (потенциометр) в качестве команды скорости и установить максимальную частоту на 80 Гц. Я также установил время разгона на 5 секунд и замедление на 2 секунды.Запуск шлифовального станка
Первый запуск с полной установкой включал небольшую настройку шарнира слежения.Ремень работал довольно точно и не сходил с колес при 4500 об / мин.
Я прогрыз примерно 154CM, и ленточный ремень съел его, как масло. Я так впечатлен, что выброшу свою ножовку!
Подставка для шлифовальной машины
Стенд будет удерживать корпус ЧРП, а шлифовальный станок будет установлен сверху. Для этого я выбрал какой-то ломовой канал, который у меня был, и заварил его.Добавление двух колесиков сзади упростит перемещение, но только при наклоне.Перед тем, как покрасить этот космический корабль в серебристый цвет, я приварил несколько болтов с плоской головкой 5/16 «x 1», которые служат в качестве монтажных шпилек для основания шлифовальной машины.
Зная, где совмещаются двигатель и корпус частотно-регулируемого привода, я могу просверлить несколько отверстий для некоторых патрубков, чтобы пропустить кабель двигателя и кабель управления через опорную плиту шлифовальной машины.
Приставка для малого колеса
8 июля 2014 г. — теперь в продаже малое колесное крепление.Приставка с контактным колесом 10 дюймов
Октябрь 2014 — 10-дюймовая контактная колесная арматура уже здесь.
Всегда обновляется. Я буду держать вас в курсе.
Механическая ведомость материалов здесь.
Обновлено ноябрь 2019 г.
Дан
Самодельный ленточно-шлифовальный станок
Это подробный обзор изготовления ленточной шлифовальной машины. Он включает в себя многочисленные обзоры статей о сборке ленточно-шлифовальной машины, обсуждения на форумах (включая наш HomemadeTools.net forum и др.), а также видео по созданию ленточно-шлифовального станка своими руками или ленточно-шлифовального станка своими руками. Восемь из этих сборок включают подробные планы самодельной ленточной шлифовальной машины.
Чтобы мгновенно загрузить бесплатную электронную версию этой статьи в формате PDF, щелкните здесь.
Содержание
Компоненты ленточной шлифовальной машины
Ленточно-шлифовальные станки статьи и обсуждения на форуме
Ленточная шлифовальная машина видео
Ленточно-шлифовальный станок с чертежами
Преобразование существующих инструментов в ленточные шлифовальные машины
Форумы для самодельных ленточных шлифовальных машин
В основном мы остановимся на ленточных шлифовальных машинах 2×72.Тем не менее, у нас есть несколько упоминаний о небольших ленточных шлифовальных машинах, переносных ручных ленточных шлифовальных машинах и самодельных ленточных шлифовальных машинах с ремнями короче 72 дюймов. Мы также обсудим источники подержанных двигателей, создание собственных самодельных ленточно-шлифовальных кругов и множество других методов экономии денег при изготовлении ленточной шлифовальной машины собственными руками.
Высококачественная новая ленточно-шлифовальная машина 2×72 стоит более 2000 долларов, даже если она построена из набора для ленточно-шлифовальной машины. Некоторые строители домов делают свои самодельные шлифовальные машины практически за бесценок, в то время как другие покупают новые колеса, новый двигатель и другие вкусности, стоимость которых может быстро превысить 500 долларов.Тем не менее, хорошую самодельную ленточную шлифовальную машину 2×72 можно разумно купить за 1/10 розничной цены — около 250 долларов. Если вы можете недорого купить некоторые запасные части и компоненты (в первую очередь, двигатель), эту стоимость можно легко сократить вдвое, примерно до 125 долларов.
Все представленные здесь сборки полностью предоставлены исходным разработчикам и имеют ссылки на каждую соответствующую страницу сборки или видео. Мы сделали все возможное, чтобы связаться со всеми, упомянутыми здесь, но если вы видите здесь свою сборку — поздравляю, вы известны в Интернете :).Если у вас есть сборка ленточной шлифовальной машины, которую вы хотите, чтобы мы добавили, напишите о ней на нашем форуме самодельных инструментов.
Детали ленточной шлифовальной машины
Ленточный шлифовальный станок можно разумно разделить на пять компонентов, перечисленных ниже. Если вы хотите построить ленточную шлифовальную машину, но не знаете, с чего начать, рассмотрите каждый компонент отдельно.
1. Рама . Обычно это сталь, но также может быть дерево. Металлический каркас обычно сваривается, но вы также можете скрепить его болтами.Отличный трюк — получить бесплатную силовую скамью на Craigslist и разрезать ее, чтобы использовать в качестве рамы.
2. Колеса . Вы можете купить готовые ленточные шлифовальные круги в Beaumont Metal Works, хотя они довольно дороги. Если у вас есть навыки обработки, вы можете обрабатывать собственные колеса. Вы можете поставить колеса (фаворитом являются колеса для скейтборда). Вы также можете сделать свои собственные колеса из дерева или многослойного МДФ. Холостые колеса можно снять с двигателей. Колеса должны быть увенчаны короной для правильного отслеживания.Коронация может быть обработана механической обработкой или даже сделана малярным скотчем. Однако коронацию можно стереть за счет подкладки на ремнях 2×72.
3. Источник питания . Это почти всегда будет электродвигатель. Вы можете купить новенький мотор. Чтобы сэкономить деньги, вы можете снять мотор с имеющегося инструмента или приспособления.
Любимый трюк — получить бесплатную беговую дорожку от Craigslist с красивым мотором и элементами управления, которые позволят вам изменять скорость вашей ленточно-шлифовальной машины. Чтобы получить приблизительное представление о состоянии двигателя беговой дорожки, изучите ремень беговой дорожки и посмотрите, насколько изношены наиболее распространенные кнопки или элементы управления.Мотор беговой дорожки обычно находится в отличной форме; вы, вероятно, не получите хорошо использованную беговую дорожку от олимпийского спортсмена. При поиске с Craigslist рассмотрите возможность поиска с орфографическими ошибками; в этом случае наиболее распространенной ошибкой в написании слова «беговая дорожка» будет «беговая дорожка». Кроме того, это иногда пишется как два слова: «беговая дорожка».
Вот несколько видеороликов по определению и подключению двигателей беговой дорожки для использования в самодельных инструментах.
Как подключить двигатели постоянного тока, универсальные двигатели и двигатели беговой дорожки.Включает подробную информацию о включении контроллеров скорости. Джереми Филдинг.
Электропроводка двигателя беговой дорожки с готовыми деталями. Автор: buffcleb.
Проводка контроллера двигателя беговой дорожки постоянного тока для ленточно-шлифовального станка. Автор: mikemanmade.
Вы также можете преобразовать имеющийся инструмент в ленточную шлифовальную машину; настольный шлифовальный станок — фаворит для этого. Ленточные шлифовальные машины меньшего размера могут приводиться в движение электродрелью или даже роторным инструментом, например Dremel.
Герметичный двигатель обеспечит защиту от пыли и мусора.Вы также можете построить собственный защитный корпус. Вы не узнаете, насколько сильна вибрация, пока не воспользуетесь шлифовальной машинкой. А пока просто рассмотрите варианты монтажа, которые минимизируют вибрацию.
Возможно, вы захотите отрегулировать скорость двигателя, и один из хороших методов для этого — ступенчатый шкив. Некоторые строители обнаруживают, что после учета корректировок скорости, будь то частотно-регулируемый привод, ступенчатый шкив или какой-либо другой метод, они все равно редко используют разные скорости.
4. Следящий механизм . Ремень необходимо правильно отслеживать, чтобы он правильно двигался по колесам. Для многих новичков в производстве ленточных шлифовальных машин это второстепенная мысль, которая превращается в огромную головную боль, когда они впервые проходят испытания. К счастью, отслеживание довольно просто и обычно достигается с помощью рым-болта. Обычно отслеживание необходимо регулировать при изменении скорости.
5. Натяжной механизм . Ремень на шлифовальной машине необходимо будет натянуть для работы, а затем расслабить, чтобы снять ремень.Один из приемов — установить двигатель на шарнирную пластину, которая затем используется в качестве натяжного устройства. Еще один отличный метод — спасти наклонный двигатель беговой дорожки, который используется для изменения наклона беговой дорожки, чтобы человек мог ходить или бегать «в гору» по беговой дорожке. Этот наклонный двигатель можно использовать в качестве натяжного двигателя.
В дополнение к вышеупомянутым пяти компонентам существуют различные надстройки, которые вы можете рассмотреть в дальнейшем, в том числе:
-Шлифовальные остатки различных типов.
— Приставки для шлифовальной машинки или полировального круга.
-Колеса или ролики для портативности (одна уловка — использовать недорогую стойку для катания двигателя Harbour Freight).
-Бункер для сбора искр.
После того, как ленточная шлифовальная машина будет построена, эти надстройки будет довольно легко сконструировать и настроить для вашего использования. Обычно имеет смысл построить ленточную шлифовальную машину, запустить ее, а затем настроить ее по своему усмотрению. Большинство самодельных конструкторов инструментов никогда не завершают сборку полностью; они любят добавлять и корректировать его с течением времени.Ваша ленточная шлифовальная машина, вероятно, никогда не будет полностью закончена — вы делаете инструмент, а не бутерброд.
Статьи и обсуждения на форуме для ленточных шлифовальных машин
Вот наша тщательно отобранная подборка статей и обсуждений на форуме стандартных сборок ленточных шлифовальных машин (видео, планы и прочие сборки ленточных шлифовальных машин приведены ниже). Нажмите на каждую фотографию ниже, чтобы увидеть полную версию.
Изготовлен из металлической пластины с алюминиевым ломом для роликов и шкива. Автор Вячеслав Неволя.
Изготовлен из металлолома и имеет двигатель 2800 об / мин.По рендоману.
2×72 с подставкой, мотором 1/2 л.с. и колесами с eBay. Автор chiasson.
Наклоняемая шлифовальная машина с рамой из металлических труб и колесами из МДФ. Роджер Сюэ.
Подробная сборка с множеством фото и видео. Переключает между вертикальным и горизонтальным режимом работы; построен с ЧПУ. Автор HelicopterJohn.
Промышленная сборка ленточно-шлифовального станка для изготовления ножей. Включает множество 3D-визуализаций. Автор Владислав.
Красивая высококачественная ленточная шлифовальная машина.Вернон.
2×60 ножевой шлифовальный станок. Изготовлен из алюминия, с опорными колесами из фанеры, по цене менее 200 долларов. Дэйв Вуд.
Маленькая ленточная шлифовальная машина 1×30 из фанеры. Множество фотографий, деталей сборки и видео. Автор Дэйв Вирт.
Видео с ленточной шлифовальной машинкой
Вот наша тщательно отобранная подборка видеороликов о сборке ленточной шлифовальной машины.
видео на YouTube лучше всего смотреть с учетом контроля скорости. Для многих сборок мы рекомендуем сначала просмотреть сборку на скорости 1,5 или 2 раза.Вы можете легко настроить это на YouTube с помощью меню шестеренки в правом нижнем углу любого видео. С другой стороны, вы можете захотеть просмотреть часть видео в замедленном режиме. Для этого приостановите видео, затем покадрово продвигайтесь вперед, используя клавишу точки, чтобы перейти на один кадр вперед, и клавишу запятой, чтобы вернуться на один кадр назад. Вы также можете использовать клавишу L, чтобы перейти на 10 секунд вперед, и клавишу J, чтобы перейти на 10 секунд назад.
На самом деле на YouTube есть сотни видеороликов о создании ленточных шлифовальных машин; их можно было смотреть неделями.Мы исключили те, у которых плохое освещение или звук, и сосредоточились на более коротких видеороликах. Некоторые из лучших видео, которые мы включили, действительно длиннее (более 20 минут) или являются частью серии похожих видео. Вы также можете использовать упомянутый выше трюк с удвоенной скоростью, чтобы сократить получасовое видео до приемлемых 15 минут.
Шлифовальный станок 2×72, созданный из беговой дорожки и скамьи для тяжелой атлетики. Автор: mikemanmade.
2×72 Шлифовальная машина из трубы квадратного сечения и пластины. Включает точеные шкивы из литого алюминия.Разработчик Black Beard Projects.
Шлифовальная машина
2×72, документирующая процесс строительства. Использовал трактор, чтобы растянуть пружину растяжения в пружину сжатия. Делая вещи.
5 коротких видео по теме. Изготовлен из металлолома, включая прицепное устройство. Автор: alaskabearhawk.
Шлифовальный станок 2×72 за 50 долларов США, состоящий из бесплатного двигателя беговой дорожки мощностью 2 л.с., наклонного двигателя для натяжения ремня и съемной подставки для инструмента. Автор ryanjerby25.
Недорогая шлифовальная машина по дереву на базе настольной шлифовальной машины. Умело использует колеса скейтборда и тележки в качестве колес ленточной шлифовальной машины и механизма слежения. Автор: Eternal Knives.
Комбинированная ленточная шлифовальная машина / дисковая шлифовальная машина с регулируемой по вертикали подставкой и базовым механизмом отслеживания рым-болтов. Автор Дэн Фуллер.
Шлифовальный станок
1×30 / 1×42 устанавливается на тиски X-Y для отслеживания и замены ремня. Автор Льюис Рэйзорс.
Базовая конструкция ленточно-шлифовального станка с простой регулировкой хода и ступенчатыми шкивами.Автор: dukhunter20.
Двигатель от воздушного компрессора, каркас из толстых промышленных стеллажей и включает в себя воронку-уловитель для сбора мусора. По Towerhillbilly.
Шлифовальный станок из токарного станка Harbour Freight. Чендлер Дикинсон.
Шлифовальный станок с деревянной рамой Lowbuck. Ведущее колесо из палубной доски с подпиленной короной, а также колеса для скейтборда и грузовиков. Марк Томас.
Шлифовальный станок, который легко переключается с горизонтальной ориентации на вертикальную ленточную шлифовальную машину.Автор Алан Альбоа.
Подробная информация о креплении ленточной шлифовальной машины к столу. Автор Paoson WoodWorking.
6×48 деревянный корпус. Интересный метод закругления роликов путем раскручивания их над настольной пилой. Матиас Вандел.
Ленточная шлифовальная машина строит по чертежам
Вот наша тщательно отобранная подборка сборок ленточных шлифовальных машин, которые включают планы. Нажмите на каждую фотографию ниже, чтобы увидеть полную версию.
Полная сборка со списком материалов, фотографиями и советами по строительству.Майкл Клерк.
Шлифовальная машина с бывшим в употреблении двигателем и частотно-регулируемым приводом. Включает планы ленточной шлифовальной машины и отдельные планы обработки колес. Автор Дэн Комо.
Шлифовальная машина 30 дюймов / 48 дюймов с точеными алюминиевыми шкивами и наклонным столом. Включает множество технических чертежей. Автор: digr.
2×72 Шлифовальная машина с двигателем мощностью 2 л.с. с регулировкой скорости. Включает технические чертежи. Майк Коннер.
Простая шлифовальная машинка меньшего размера с фанерной рамой и колесами для профессионального использования. Включает 1 базовый технический чертеж.Роберт Фринк.
Преобразование существующих инструментов в ленточные шлифовальные машины
Самый простой способ собрать настольную ленточную шлифовальную машину — это надежно установить переносную ленточную шлифовальную машину. Это не будет ленточно-шлифовальный станок 2×72, сделанный своими руками, но его стоимость минимальна, а иногда даже бесплатна. Надежная установка переносного инструмента для использования в качестве фиксированного инструмента — это хорошо используемый прием самодельного конструктора инструментов, и он применим ко многим различным инструментам. Вот несколько примеров сборок, в которых установлены переносные ленточные шлифовальные машины. Нажмите на каждую фотографию ниже, чтобы увидеть полную версию.
Базовое крепление на верстак для переносной ленточной шлифовальной машины. Автор 1dmaxpwr.
Зажим переносной ленточно-шлифовальной машины в тисках. Автор Boyntonstu.
Простое деревянное приспособление для настольного монтажа переносной ленточной шлифовальной машины. Автор: Шандор Надьжаланчи.
Деревянный ящик для старинной ручной ленточной шлифовальной машины Rockwell. Автор: BrooklynBay.
Ручная дрель / шуруповерт или роторный инструмент Dremel никогда не будет достаточно мощным для ленточно-шлифовального станка 2×72. Тем не менее, привести в действие ленточно-шлифовальный станок с помощью этих инструментов — это разумно, и о нем стоит упомянуть, хотя и кратко.Вот несколько примеров ленточных шлифовальных машин с приводом от сверла и приводом Dremel. Нажмите на каждую фотографию ниже, чтобы увидеть полную версию.
Ленточная шлифовальная насадка Dremel. Автор Туомас.
Портативный мини-ленточно-шлифовальный станок с приводом от Dremel. Автор barberorp.
Дрель ленточно-шлифовальный станок для фанеры. Показывает весь процесс сборки, а также измерения всех компонентов. Автор Gökmen ALTUNTAŞ.
Еще одна стратегия — сконструировать ленточную шлифовальную машину из настольного шлифовального станка. Вот несколько примеров ленточных шлифовальных машин, изготовленных из настольных шлифовальных машин.Нажмите на каждую фотографию ниже, чтобы увидеть полную версию.
Двухленточный шлифовальный станок с приводом от настольного шлифовального станка с литой рамой из алюминия. Карлос Б.
Двухленточный шлифовальный станок на базе настольного шлифовального станка. Автор: garycullen.
Базовая ленточная шлифовальная машина, изготовленная из настольного шлифовального станка, с механически обработанными шкивами. Автор naughtyboy.
Форумы для самодельных ленточно-шлифовальных машин
Вы можете найти всевозможные самодельные инструменты на форуме самодельных инструментов, но форумы, посвященные изготовлению ножей, также являются отличным ресурсом для сборки самодельных ленточно-шлифовальных машин.Вот список форумов с информацией о том, как сделать ленточно-шлифовальный станок своими руками.
Австралийский клинок
BladeForums.com
BladesmithsForum.com
CanadianKnifemaker.ca
Самодельные ленточно-шлифовальные машины Группа в Facebook
Форум HomemadeTools.net
KnifeDogs.com
KnifeNetwork.com
Бесцентровое шлифование — обзор
Типы шлифования
Среди множества видов шлифования наиболее распространенными являются плоское шлифование, круглое шлифование, внутреннее шлифование и бесцентровое шлифование.Плоское шлифование применяется для шлифования плоских поверхностей. Шлифовальный круг может быть горизонтальным или параллельным (вертикальным). Вертикальный тип круга использует поворотный стол и может одновременно шлифовать несколько заготовок. Горизонтальные круги могут перемещаться поперек направления заготовки, что называется поперечным шлифованием, или перемещаться по канавке в заготовке в операции, называемой врезным шлифованием. Рисунок 9.4 демонстрирует возможности [2].
Рисунок 9.4. Типы плоского шлифования [2].
Горизонтальные шлифовальные круги также можно использовать с поворотными столами, где можно одновременно шлифовать несколько заготовок.Также вертикальные колеса могут работать с возвратно-поступательными столами [29].
Подача при шлифовании может быть поперечной или врезной. В режиме поперечной подачи подача шлифовального круга происходит поэтапно в конце каждого прохода шлифовального круга. И наоборот, в врезном режиме подача считается непрерывной по ходу шлифовального круга. Рисунок 9.5 демонстрирует различия.
Рисунок 9.5. Режимы поперечной и врезной подачи [28].
Кроме того, цилиндрическое шлифование предназначено для изготовления деталей, используемых в автомобильной промышленности, таких как коленчатые валы, шпиндели или пальцы.Заготовка монтируется с осевых концов. Заготовка и шлифовальный круг вращаются с разной скоростью от двух разных двигателей. Цилиндрическое шлифование может быть прямым путем установки заготовки параллельно шлифовальному кругу. Цилиндрическое шлифование также может быть криволинейным или крутым и может выполняться для получения различных форм [2].
Более того, внутреннее шлифование имеет то же явление, что и круговое шлифование, за исключением того, что оно предназначено для внутренних вращающихся деталей. Внутреннее шлифование — это высокоскоростная операция, потому что шлифовальный круг вращается со скоростью 30 000 об / мин или даже больше.Внутреннее шлифование может быть одного из трех видов: поперечное шлифование, врезное шлифование и профильное шлифование [2].
Наконец, бесцентровое шлифование — это обычно то же самое, что и круговое шлифование. Однако, как следует из названия, деталь не крепится по осевым центрам. Этот метод рекомендуется для массового производства и когда требуются детали небольшого диаметра, такие как клапаны двигателя, распределительные валы, штифты и любые другие подобные компоненты [23].
Также выполняются другие виды шлифования, такие как медленное шлифование.Этот тип имеет ту же кинематику плоского шлифования, но также имеет уникальное отличие, поскольку он удаляет большое количество материала с заготовки. Для достижения высокой скорости съема скорость обработки детали должна быть низкой при использовании мощного шлифовального станка [3]. Обычно качество обработки поверхности детали ниже, чем при других видах шлифования, поскольку чистовая обработка не так важна, как количество удаляемого материала. При медленном шлифовании глубина резания может быть большой; в некоторых приложениях он может достигать 15 мм [2].
Если желательна хорошая чистота поверхности детали, обрабатываемой медленным перемещением, можно выполнить дополнительную операцию для улучшения чистоты поверхности. Обычно используется метод под названием sparkout . В методе искрового выброса не используется глубина резания. Выполняется, едва касаясь заготовки. В этой операции не используется охлаждающая жидкость, потому что тепло необходимо для расплавления внешней поверхности и ее сглаживания. Спаркинг становится стабильным после трех-четырех проходов [28]. Некоторые операции используются только для чистовых операций.Один из них называется ленточно-шлифовальный . Ленточное шлифование может заменить традиционное шлифование при чистовых операциях. В нем используется лента с абразивом с зернистостью от 16 до 1500 и может вращаться с разной скоростью. Чтобы избежать вибраций и добиться высокой точности размеров, ленточно-шлифовальные станки должны быть жесткими [2].
Тонкое шлифование — это одна из операций шлифования, в которой используется поверхность шлифовального круга, но также используется кинематика операции притирки. Тонкое шлифование имеет постоянное давление между заготовкой и шлифовальным кругом [7].Этот проект будет сосредоточен исключительно на этой операции и будет подробно объяснен позже. Несмотря на то, что обычное шлифование проходит на высоких скоростях и, следовательно, при высоких температурах, тонкое шлифование или шлифование с кинематикой притирки выполняется на низких скоростях и гораздо более низких температурах, что предотвращает любые термические повреждения поверхности заготовки. Тонкое шлифование выполняется на притирочном станке со связанными шлифовальными кругами, что дает преимущества по сравнению с процессом притирки, включая большую скорость, лучшую точность и более чистые детали.
Тонкое шлифование выполняется быстрее, чем притирка, что снижает эксплуатационные расходы. Эту операцию также можно рассматривать притиркой связанными абразивами [30].