делаем своими руками, чертеж и видео, как выбрать фрезер
Для людей, связанных со столярной деятельностью, фрезерный стол является незаменимым помощником. Он поможет поднять качество выполняемых работ, их эффективность.Промышленность предлагает такие столы в заводском исполнении, но не всем подходит их стоимость. Мы предлагаем рассмотреть фрезерный стол, сделанный своими руками, без дорогостоящих комплектующих материалов.
Определение фрезерного стола, его конструкция
Приспособление, при помощи которого можно выполнять: канавки в заготовке, пазы, делать шиповые соединения, обрабатывать кромки изделий, называют фрезерным столом. Отдельно применять фрезер неудобно, мастеру придется концентрировать внимание на заготовке и одновременно на обработке. Фрезерный стол, своими руками собранный, облегчает процесс работы, его можно смонтировать на рабочий верстак или сделать под него особую конструкцию.
Важно! Выполняя работы по изготовлению специализированного стола надо помнить, что фрезер устанавливается снизу, для него должно быть выделено свободное пространство. Стационарной частью любого стола является станина, это крепкий каркас со столешницей.
Материалом для каркаса фрезерного стола может быть:
- Деревянный брус.
- Металлические угольники.
- Плиты: МДФ, ДСП.
Требование, предъявляемое к каркасу, это создание устойчивости для столешницы и жесткость конструкции. Когда своими руками изготавливается фрезерный стол, габаритные параметры станины определяются из материалов, которые требуют обработки.
Как сделать станину для фрезерного станка
Несмотря на простоту изготовления каркаса для столешницы, самодельный фрезерный станок должен для правильной работы соответствовать требованиям:
- Низ станины надо углубить от 100 миллиметров до 200 миллиметров по отношению передней части столешницы. Габариты станины подбираются индивидуально, чтоб облегчить работу и крепление ручного фрезера.
 Обычно в частных строениях для обработки заготовок на фасад дома и обработки накладок на двери делают: станину 1500 миллиметров шириной, высота стола 900 миллиметров, глубина фрезерного стола 500 миллиметров.
Обычно в частных строениях для обработки заготовок на фасад дома и обработки накладок на двери делают: станину 1500 миллиметров шириной, высота стола 900 миллиметров, глубина фрезерного стола 500 миллиметров. - Высота фрезерного стола, это параметр, который важен для удобной работы. Принято оптимальной считать высоту от 850 миллиметров до 900 миллиметров. Рекомендуется делать опоры регулирующимися, тогда можно менять высоту стола, а также устанавливать его на неровной поверхности напольного покрытия.
- Самый доступный и простой материал для столешницы фрезерного стола это кухонная столешница, которая сделана из ДСП плиты. Рекомендуется применять плиты толщиной от 26 миллиметров, имеющие пластиковое покрытие. Пластик дает скольжение заготовки по столешнице, а вибрационное воздействие от фрезера гасится ДСП плитой. Когда нет кухонного стола с нужной столешницей, можно применить плиту МДФ, толщина которой не меньше 16 миллиметров.
 Обычно в частных строениях для обработки заготовок на фасад дома и обработки накладок на двери делают: станину 1500 миллиметров шириной, высота стола 900 миллиметров, глубина фрезерного стола 500 миллиметров.
Обычно в частных строениях для обработки заготовок на фасад дома и обработки накладок на двери делают: станину 1500 миллиметров шириной, высота стола 900 миллиметров, глубина фрезерного стола 500 миллиметров.В конструкцию стола входит монтажная пластина, она нужна для крепления фрезера.
Как правильно сделать монтажную пластину
Располагают монтажную пластину в месте крепления подошвы фрезера. Для ее изготовления выбирается материал, отвечающий критериям:
- Прочность.
- Толщина — чем тоньше, тем лучше.
Специалистами рекомендуется для самостоятельного изготовления монтажной пластины фрезерного станка использовать листовой металл, можно стеклопластик или текстолит. Габаритные размеры прямоугольной формы, толщина в пределах от 4 миллиметров до 8 миллиметров. По центру пластины необходимо сделать отверстие, которое по диаметру подходит отверстию на подошве ручного фрезера.
Фрезер оснащается пластиковой накладкой, которая крепится в резьбовые отверстия на подошве, эти отверстия используют для его крепления к монтажной пластине. Если такие отверстия отсутствуют их надо сделать в подошве фрезера. Предлагается и другой способ крепления фрезера, это скоб-пружинами из металла. Монтажная пластина крепится к столешнице по углам.
Монтажная пластина крепится к столешнице по углам.
Инструкция сборки фрезерного стола своими руками
- Собирается каркас (станина), на который закрепляется столешница.
- На выбранном месте столешнице располагаем монтажную пластину, обводим ее контур. Затем при помощи фрезера делаем посадочное место для нее, глубина выборки должна соответствовать толщине пластины. Требование к этой операции, создание ровной поверхности столешницы и пластины.
- Посадочное место пластины обязательно должно по углам иметь закругления, это достигается напильником.
- Когда монтажная пластина подогнана, с помощью фрезы в столешнице делаются отверстия под подошву фрезера. Нижняя часть столешницы в месте крепления подвергается выборке для установки кожуха пылеуловителя. Можно установить дополнительные приспособления для них также делается выборка.
- Самодельный фрезерный стол собирается. Фрезер заводится снизу и крепится к монтажной пластине. Пластина при помощи саморезов крепится к столешнице. Важно! Саморезы должны быть утоплены в местах крепления. Столешницу крепим к станине.
Специалисты рекомендуют для удобной работы на фрезерном столе сделать верхнее прижимное устройство. Это дополнительное устройство полезно для обработки крупных заготовок.
Для сборки прижимного устройства применяются ролики или же шариковый подшипник нужного диаметра. Он крепится в удерживающем устройстве, которое жестко крепят на нужном расстоянии от плоскости столешницы.
Данное устройство обеспечивает плотное прижимание габаритной заготовки к плоскости столешницы, когда она проходит под роликом. Это простое дополнение повышает точность проводимых работ, улучшается безопасность труда.
Электрический привод, советы безопасности в работе
Функциональный фрезерный стол собрать своими руками можно тогда, когда мастер обладает информацией об электрическом приводе, который будет применяться в работе. Рассмотрим параметр мощности для выбора электрического привода:
- Мощность электрического двигателя, для мелких домашних дел может быть от 500 Вт. Замечено, что ее достаточно для обработки небольших заготовок, когда не надо делать глубокие выборки.
- Электропривод с двигателем в 1.1 кВт считается оптимальным для домашнего фрезерного станка.
- Электропривод с мощностью от 1-2 кВт, дает возможность обрабатывать любую заготовку, с применением разных фрез. В домашних фрезерных станках применяются электрические двигатели: ручной дрели, «болгарки».
 Замечено, что ее достаточно для обработки небольших заготовок, когда не надо делать глубокие выборки.
Замечено, что ее достаточно для обработки небольших заготовок, когда не надо делать глубокие выборки.Важно! Специалисты рекомендуют перед сборкой фрезерного станка определиться с мощностью фрезера, он не должен быть меньше 2 кВт. Эта мощность дает возможность мастеру работать с любой древесиной. Выбирать рекомендуется модели фрезеров с регулированием оборотов вращения. Обороты вращения фрезера очень важны для получения ровного среза на заготовке. Если этот параметр высокий, срез будет чистый.
Безопасное использование фрезерного стола
Когда собран фрезерный стол и установлен электрический привод не спешите сразу его проверить в работе, убедитесь в правильности выполненных работ. Что рекомендуют сделать специалисты для безопасного проведения работ на фрезерном столе:
- Желательно установить на столешнице защитный экран, он может быть собственной конструкции или же промышленного образца.
- Обязательно проверить наличие аварийной кнопки остановки электрического оборудования, она должна быть в форме «грибка» и располагаться в зоне нахождения мастера, чтоб можно было нажать ее корпусом тела.
- Оборудовать рабочую зону световой подсветкой.
- Когда фрезерный стол используется для частых смен фрезы для выполнения работ, рекомендуется оборудовать его автоматическим устройством подъема фрезы.
В оснащении самодельного фрезерного стола ограничений нет, требование к ним одно: увеличение безопасности и эффективности проводимых работ.
Оцените статью: Поделитесь с друзьями!Станок для фрезера своими руками чертежи
Стол для фрезера своими руками: с чертежами и изготовлениемРучной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.
Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.
Стол для фрезера своими руками с чертежами и изготовление
Зачем нужен стол для фрезера
Профессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.
Деревообрабатывающий станок требует соответствующего опыта
Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
- Не получается фрезеровать вручную, инструмент не движется по прямой линии, поверхность деталей волнистая. Приходится несколько раз проходить по одному месту, а это оказывает негативное влияние на конечное качество.
- Необходимость фрезеровки длинных заготовок — только на столе можно выполнить эту операцию всего за один проход.
- Есть потребность работать на фрезах со сложным профилем, ручной метод не обеспечивает требуемой чистоты поверхности.
Ручным фрезером работать не всегда удобно
Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером. К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
Цены на линейный ряд фрезеров
Фрезер
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.
Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.
Конструкция станка должна быть максимально простой и одновременно надежной
Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.
Чертеж простой столешницы под фрезер
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.
Если потребность в ручном фрезере выше, нет смысла сооружать сложный станок
Материалы изготовления
От правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях?
Таблица. Виды столов по материалу изготовления
| Вид стола для фрезера | Краткое описание физических и эксплуатационных характеристик |
|---|---|
Фанерный | Используется чаще всего. По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами.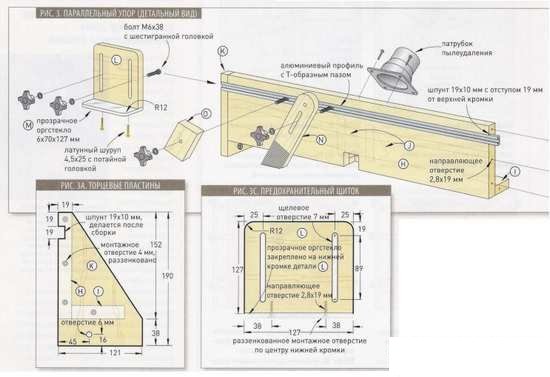 Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика. |
Металлический | Металлический стол эксплуатируется многие десятки лет, но для его изготовления надо иметь практический опыт выполнения сварочных работ. Еще одна проблема – некоторые детали нужно точить, дома токарного станка почти никто не имеет, приходится обращаться в специализированные компании. |
Комбинированный | Настоятельно рекомендуется к использованию. Отдельные наиболее нагруженные элементы изготавливаются из металла, остальные могут быть деревянными. Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях. |
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования.
Столешница из досок для изготовления фрезерного станка не подходит
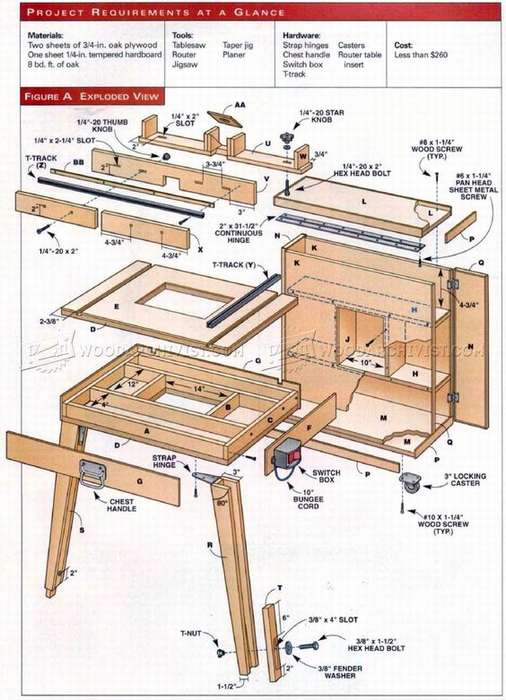
Мы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ.
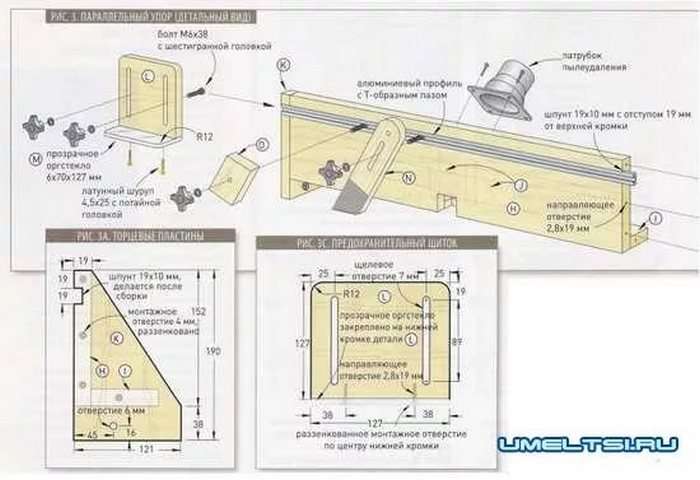
Схема сборки стола под ручной фрезер. 1 — боковая планка для крепления струбцинами на козлах; 2 — царга; 3 — раззенкованные направляющие отверстия; 4 — передняя стенка упора; 5 — саморез с потайной головкой 4,5х42 мм; 6 — косынка; 7 — основание упора
Пошаговая инструкция изготовления деревянного стола
Вам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Цены на листовую фанеру
Фанера листовая
Стандартное устройство фрезерного стола
Изготовление столешницы
Шаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны. Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.
Обрезают лист по размеру столешницы
Цены на популярный модельный ряд циркулярных пил
Циркулярная пила
Практический совет. Настоятельно рекомендуем все работы электрическим лобзиком и переносной пилой делать только под линейку. Не стоит надеяться, что ровный срез получится без этого приспособления.
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки.
Выполняют разметку отверстия под фрезу
Сделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке. Слишком большое отверстие делать не надо по нескольким причинам:
- чем больше щель между рабочими ножами фрезы и столешницей, тем выше вероятность, что в нее попадет материал. А это провоцирует возникновение опасных ситуаций: может заклинить фрезер или отлетевшие на большой скорости осколки травмируют мастера;
- если придется фрезеровать тонкие детали, то в щелях концы сильно вибрируют – нет упора. Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
 Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.Отверстие высверливается специальной коронкой соответствующего диаметра.
По разметке сверлят отверстие
Шаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой.
Примеряют фрезер к отверстию и аккуратно обводят его карандашом
Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Посадочное место должно точно соответствовать контуру фрезера
Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера.
Делают заготовку с вырезом такой же формы и размера
Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.
Заготовки совмещают и вставляют фрезер
Шаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.
Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.
Вырезают канавки под штифты
Шаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру.
После подгонки элементов прикручивают заготовки саморезами
Цены на популярные модели шуруповертов
Шуруповерты
Важно. Саморезы обязательно вкручивайте в предварительно высверленные отверстия, в противном случае могут появиться трещины. Диаметр сверла для отверстия должен быть на несколько миллиметров меньше диаметра резьбовой части метизов.
Изготовление и врезка монтажной пластины
Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Всю поверхность нужно тщательно зашкурить
Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить.
Для фиксации фрезера используют две планки из фанеры
Все в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола.
Изготовление фиксаторов
Сборка каркаса стола
Шаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
По периметру столешницы крепят деревянные бруски
Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя.
Скручивают раму из брусков по размеру столешницы
Шаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается.
К раме крепят ножки, после чего усиливают каркас распорками
Шаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
Устанавливают столешницу на место
Изготовление комбинированного стола
Для станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
- Вдоль столешницы прикручивают листовую сталь толщиной 2 мм. Это место сильно изнашивается, металл значительно увеличивает срок эксплуатации. К ней винтами прикручивается фрезер, надежность фиксации намного увеличивается.
Посередине столешницы набивают широкую стальную полосу с вырезанным отверстием под фрезу
- Крепят кронштейны опорной рейки из металлической полосы. Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Опорную рейку закрепляют металлическими кронштейнами
- Металлическими уголками повышают устойчивость стола, лифт для поднятия фрезы крепится к площадке из проката.
Рама усиливается стальными уголками, на них же монтируется лифт для перемещения фрезы
 Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра.
Видео — Стол для фрезера своими руками: изготовление
4 удивительных станка с ЧПУ, которые можно построить сегодняТеперь вы знаете, как быстро сделать простейший стол для фрезера. Изготовлен он из фанеры – универсального материала. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
В зависимости от того, сколько углов вы отрежете с помощью фрезерного станка с ЧПУ, и от того, насколько сложен ваш проект фрезерного станка с ЧПУ, фрезерный станок с ЧПУ, вероятно, является самым дорогим, трудным, но наиболее гибким станком с ЧПУ для самостоятельной сборки. Несмотря на то, что было сделано несколько фрезерных станков с ЧПУ, изготовленных с нуля, лучше перевести ручной фрезерный станок на ЧПУ, пока у вас не появится большой опыт работы с ЧПУ. Таким образом, одно из первых решений, которое вам придется принять, и решение, которое определит множество других решений для вас в будущем, — это то, какой ручной фрезерный станок нужно преобразовать.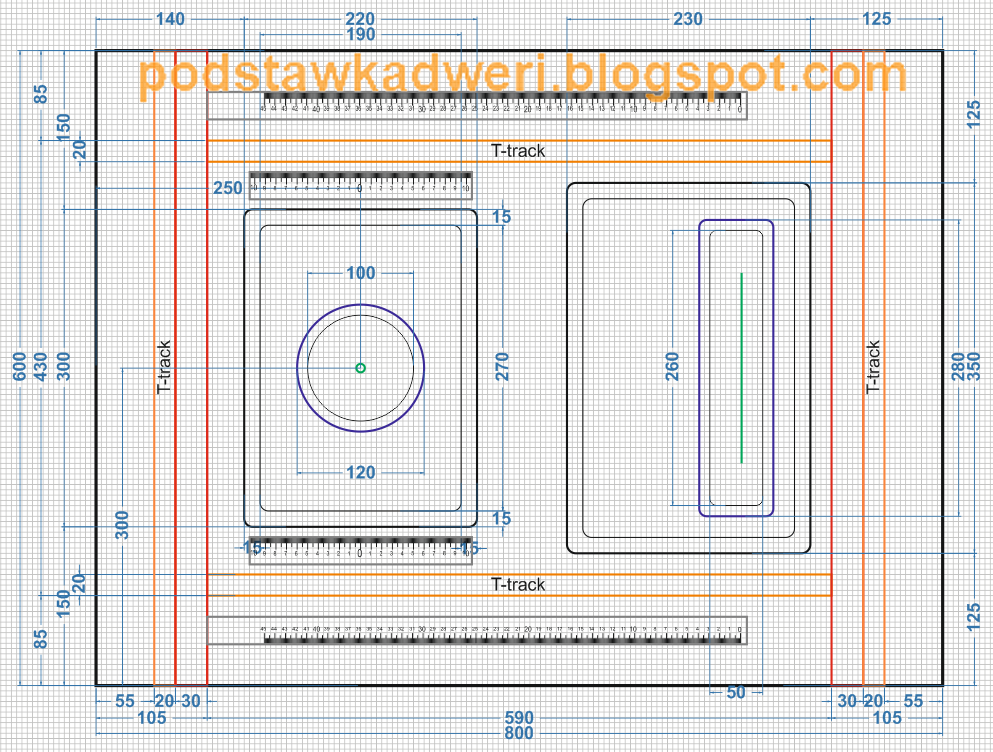
Есть много возможностей. Некоторые из них следует рассмотреть в порядке самых тяжелых / самых дорогих для самых легких / самых дешевых:
— Коленная мельница в стиле Бриджпорт: это дорого, и тяжелое колено не особенно хорошо подходит для ЧПУ. OTOH, есть много коленных фрез с ЧПУ, и ничто не говорит «Фрезерный станок», как Бриджпорт. Я не выбрал бы один, если бы я хотел начать делать ЧПУ с самого начала, но если у вас уже есть такой, нет необходимости рассматривать что-то еще.
— RF-45 и клоны: это постельные мельницы китайского производства, которые можно купить в самых разных местах и в самых разных вариантах. Они имеют рабочий диапазон и жесткость, аналогичные Bridgeport, но без коленного сустава, поэтому они лучше подходят для проектов с ЧПУ. Их самый большой недостаток — их шпиндель, который ограничен 1600 оборотами в минуту. Запланируйте преобразование ременной передачи в какой-то момент, прежде чем вы сможете полностью реализовать потенциал одной из этих мельниц.
— Grizzly G0704: Эти мельницы немного меньше, чем RF-45, но они являются идеальной платформой с ЧПУ.Такие люди, как Hoss в Hossmachine, могут предоставить полную информацию обо всем, что вам нужно знать, планы и часто наборы, чтобы помочь с преобразованиями. Если стол и поездки достаточно велики для ваших проектов, это будет более дешевый и быстрый проект, чем RF-45.
— Sieg X2: Это аккуратные маленькие машинки и очень популярные. Я не думаю, что стану чем-то меньшим, чем X2, но вы можете сделать некоторые удивительные вещи с одним, как продемонстрировал Hossmachine (полностью автоматическая смена инструмента и корпус в стиле VMC).
Вот отличная статья о выборе машины-донора для вашего проекта ЧПУ.
Важное примечание:
Некоторые новички начинают задумываться о преобразовании сверлильного станка в фрезерный станок. Даже не начинай идти по этому пути. Для достижения посредственного результата потребуется столько усилий, что оно того не стоит.
Вот несколько типичных машин:
My DIY RF-45 Mill Conversion…
Hoss G0704 CNC Conversion на довольно ранней стадии: он добавил намного больше!
, Шпиндель фрезерного станка с ЧПУ [Полная инструкция по эксплуатации][ Фрезерный станок с ЧПУ Запчасти для дома ]
Шпиндель с ЧПУ является сердцем любой мельницы. Он состоит из вращающегося узла с конусом, где могут быть установлены держатели инструмента. Двигатель шпинделя с ЧПУ с дополнительной передачей некоторого вида вращает шпиндель с ЧПУ. Трансмиссия соответствует диапазону оборотов наивысшей мощности двигателя шпинделя с ЧПУ и оборотам шпинделя, которые идеально подходят для определенных скоростей и подач разрезаемого материала.
шпинделя бывают трех типов. Есть шпиндели картриджа, которые являются просто вращающимся узлом без двигателя или трансмиссии. Тогда есть автономные шпиндели различных видов. Например, Trim Routers пользуются популярностью среди любителей ЧПУ, особенно для CNC Routers. Автономные шпиндели включают вращающийся узел и двигатель все в одном. Наконец, существуют изготовленные шпиндели, в которых такие детали, как подшипники шпинделя, прикреплены к (обычно) чугунному корпусу.Такую конструкцию используют в фрезерных станках Бриджпорта или во многих китайских импортных станках, таких как, например, RF-45.
шпиндельных патронов
Tormach BT-30 Шпиндельный патрон с ЧПУ…
патронных шпинделей — это то, что практически каждый современный VMC использует. Их удобно менять и восстанавливать, сохраняя работоспособность станка, их удобнее производить, чем изготовленные шпиндели, и они обычно просто работают хорошо.
Вот разрез шпинделя картриджа, настроенного для ATC (Automatic Tool Changer), чтобы вы могли получить представление о компонентах:
шпиндельный патрон ЧПУ ATC…
Давайте рассмотрим роль каждого компонента:
- Радиально-упорные подшипники: этот конкретный шпиндель имеет два радиально-упорных подшипника плюс два радиальных шарикоподшипника (цвета лосося). Подшипники могут быть самой важной частью шпинделя и определять его максимальные обороты, а также его жесткость и пригодность для ЧПУ.
- Drawbar: Drawbar используется для «втягивания» держателя инструмента в конус шпинделя, отсюда и название.
- Шайбы Belleville: это тип плоской пружины, цель которой — удерживать натяжение дышла на держателе инструмента.
- Pull Stud: это сменная деталь, которая ввинчивается в держатель инструмента. Зажим дышла захватывает тяговый стержень, чтобы дышло могло тянуть его вверх в конус.
- Зажим для дышла: Существуют различные конструкции, но Зажим для сцепки фиксирует сцепное устройство на тяговом стержне, когда он достаточно сильно втягивает стержень в конус.
- Приводной шкив: двигатель или трансмиссия вращают шпиндель через приводной шкив. Показанный дизайн — шкив синхронизации, но доступно много стилей.
 Подшипники могут быть самой важной частью шпинделя и определять его максимальные обороты, а также его жесткость и пригодность для ЧПУ.
Подшипники могут быть самой важной частью шпинделя и определять его максимальные обороты, а также его жесткость и пригодность для ЧПУ.Амбициозные мастера по изготовлению станков с ЧПУ могут разрабатывать и изготавливать собственные шпиндельные картриджи, но купить их гораздо проще. Есть высококачественные (по крайней мере для рынка DIY) картриджи, доступные по разумным ценам от таких нарядов, как Tormach.
Вы можете даже найти использованные шпиндельные патроны от VMC в таких местах, как eBay. Просто имейте в виду, что если они не находятся в хорошем состоянии, одни подшипники для коммерческого VMC очень дороги для замены. Если конус поврежден или существует чрезмерный износ, требующий повторной обработки, вы будете смотреть на очень дорогостоящий проект.
автономных шпинделей
Makita Trim Router: 1 шпиндель с высокой частотой вращения 1/4 л.с. примерно за $ 90…
Автономные шпиндели, особенно трим-фрезерные, очень популярны среди мастеров фрезерных станков с ЧПУ.В устройстве, подобном изображенному выше изображению Makita RT0701CR, есть что понравиться:
Есть и минусы тоже:
- Держатель инструмента не съемный. Шпиндель имеет цанговый патрон, который обычно принимает только хвостовик инструмента 1 размера, и нет быстросменных держателей инструмента. Ручная смена инструмента происходит довольно медленно, и вы можете забыть об автоматических сменщиках инструмента.
- Маршрутизаторы и аналогичные шпиндели могут быть очень шумными, хотя это не универсально.
 Ручная смена инструмента происходит довольно медленно, и вы можете забыть об автоматических сменщиках инструмента.
Ручная смена инструмента происходит довольно медленно, и вы можете забыть об автоматических сменщиках инструмента.Изготовленные шпиндели
В старых фрезерных станках с ручным проектированием мы часто находим то, что я называю «Изготовленные шпиндели».С этими шпинделями труднее всего работать и модифицировать, поскольку они буквально встроены прямо в отливку головки шпинделя и не дают много места для модификации.
С учетом вышесказанного, общий подход состоит в том, чтобы, по меньшей мере, зажимать подвижные иглы для большей жесткости. Другая распространенная модификация — это переход от передач (действительно шумных и медленных!) К ременной передаче.Конусы, дышла и держатели инструмента
Если оставить в стороне тип шпинделя, еще одно важное соображение касается конусности, дышла и держателей инструмента.Из приведенного выше обсуждения вы должны иметь хоть какое-то представление о том, что такое дышло и держатель инструмента. Конус шпинделя относится к размеру и типу держателя инструмента, который будет соответствовать шпинделю. Например, конус R8, который был представлен с оригинальными ручными фрезерными станками Bridgeport, очень популярен.
Существует огромное количество возможностей конусности шпинделя, поэтому я остановлюсь только на двух общих для фрезерных станков с ЧПУ своими руками: R8 и BT 30. Вот чертеж CAD обоих:
BT-30 вверху и R8 внизу …
И вот их фото бок о бок:
R8 слева, BT30 справа…
Должно быть достаточно ясно, что BT-30 лучше.Он предпочтителен для приложений более высокого класса, но R8 достаточно для большинства фрезерных станков с ЧПУ. Возможностей гораздо больше, и мы подробно расскажем о компромиссах в нашей статье «Шпиндель, Drawbar и Toolchanger».
DIY Выбор шпинделя с ЧПУ
Правильный выбор шпинделя для вашего проекта ЧПУ своими руками начинается с составления набора сценариев того, как вы хотите использовать станок. При принятии решения важно понимать ряд решений:
При принятии решения важно понимать ряд решений:
- Какие материалы вы собираетесь вырезать на станке? Требования к скорости вращения для твердых металлов несколько отличаются от требований к мягким материалам, таким как дерево и пластик.
- Какие размеры резцов вы будете использовать?
- : Вам понадобится автоматическая смена инструмента? Много решений будет принято вокруг этого.
В общем, постарайтесь сделать свой выбор так, чтобы можно было использовать как можно больше недорогих готовых аксессуаров. Вместо того, чтобы выбрать экзотический конус шпинделя, выберите что-то общее, чтобы вы могли дешево купить патроны для инструментов.
У нас есть серия по разработке совершенной настольной мини-мельницы с ЧПУ, в которой подробно рассматриваются все эти конструктивные решения.Для получения информации о шпинделе, начните здесь:
[Ultimate Benchtop CNC Mini Mill Part 7: Шпиндель, дышло и инструментальный ящик]
И здесь:
[Ultimate Benchtop CNC Mini Mill Part 8: Шпиндель для нашей мельницы]
Дизайн шпинделя
Spindle Design — это то, чем я восхищался и потратил много времени на изучение. Реальность такова, что большинству мастеров DIY CNC не нужно знать об этом. Получить себе хороший шпиндель картриджа. Перевести существующую мельницу с зубчатой передачи на ременную передачу.Или используйте автономный шпиндель. Ни один из этих проектов не требует, чтобы вы знали очень много о Spindle Design.
Но если вы заинтересованы в максимизации производительности, расширении возможностей и в целом создании большого количества работы (хотя и интересной работы!) Для себя, вы захотите немного углубиться в эту область. Я собрал все свои заметки на нем, поскольку они относятся к работе с ЧПУ своими руками в одной статье из двух частей, чтобы сэкономить ваше время и проблемы:
[Шпиндель фрезерного станка с ЧПУ: подшипники, ременный привод, VFD, ATC и примечания по проектированию]
Просто будьте осторожны — это глубокие воды с множеством акул, которые редко исследуются производителями DIY CNC.
DIY 3-осевой фрезерный станок с ЧПУ 300W Шпиндель Резьба по дереву Фрезерный станок с USB-портом, Россия без налогов | Резьба по дереву с ЧПУ
Введение:
Это очень хорошая эра, в прошлом мы могли видеть только станочное оборудование с ЧПУ на заводе, но теперь оборудование с ЧПУ вошло в нашу жизнь;
Независимо от того, являетесь ли вы менеджером малых или средних предприятий, инженерами проекта, энтузиастом ЧПУ или художниками, связанными студентами, на этой машине вас что-то привлечет;
Это может помочь вам сэкономить рабочую силу, повысить эффективность производства и переработки, получить больше прибыли.
Это может помочь вам быстро создавать прототипы изделий, сократить цикл проектирования.
Это может помочь вам обработать множество деталей, будь то моделирование, украшение дома или креативная работа.
Это может помочь вам интуитивно изучить знания ЧПУ. И тестирование результатов обучения в режиме реального времени.
Более точный шаговый двигатель
Процесс гравировки виден как контролируемый компьютером
Простое управление и установка
Параметры шаговых двигателей:
Модель: 56 * 56 * 56мм
Ток: 3A
Напряжение: 24V
Выходной крутящий момент: 1.4л
Диаметр вала 6,35 мм
Программное обеспечение и руководство на английском языке:
(Эти файлы все включены в компакт-диск, который будет поставляться в комплекте с машиной)
,Изготовление пантографа для фрезера своими руками, с чертежами
Фрезерование – это вид механической обработки материалов при помощи специального режущего инструмента – фрезы. Метод позволяет получить высокий квалитет точности и степень шероховатости обрабатываемой поверхности. К тому же его отличает значительная производительность.
Обработка поверхностей осуществляется методом встречного фрезерования, когда вращение режущего инструмента противоположно направлению подачи, и попутным фрезерованием – способом, при котором направление вращения фрезы и подачи идентичные. Используя фрезы с режущими кромками из современных сверхтвердых материалов, можно заменить операцию шлифования.
Фрезерное оборудование разделяется на универсальное и специализированное. В первом случае это станки общего назначения для выполнения продольного и непрерывного фрезерования, с инструментом, установленным на консоли и нет. Во втором – механизм для нарезания резьбы, шлицов, изготовления шестерен и шпоночных пазов и фрезерования по копиру.
В производстве зачастую возникает потребность в изготовлении нескольких штук, партии, а то и серии идентичных деталей. Для этого используют фрезерное оборудование, оснащенное пантографом.
В домашнем хозяйстве функции фрезерного станка, как правило, выполняет ручной фрезер. Для выполнения максимального перечня работ фрезер оснащается целым комплектом приспособлений. Основная оснастка поставляется вместе с оборудованием, дополнительная приобретается или изготавливается самостоятельно. Это самые различные упоры, прижимы, шаблоны. Но можно пойти еще дальше и изготовить копир для фрезерования объемных деталей.
Фрезерно-копировальное оборудование: принцип работы
Принцип работы такого устройства заключается в четкой передаче движений копировальной головки через профиль-держатель режущему инструменту.
Приобрести копировальный фрезерный станок довольно трудно, поэтому народные умельцы изготавливают его своими руками из подручных материалов. Все происходит методом проб и ошибок. Поэтому мастера советуют сначала собрать дупликарвер, а уж потом внедрять его в серийное производство.
Фрезерно-копировальное оборудование: сферы применения
На фрезерных копировальных станках можно обрабатывать не только плоские, но и объемные детали. С их помощью, наравне с простыми фрезерными операциями, можно выполнять гравировку, повторять рисунки, узоры и надписи. Конструкция станка довольно проста, и ее под силу изготовить любому мастеру.
Копировально-фрезерные станки позволяют обрабатывать не только деревянные детали, но и чугунные, стальные и пластмассовые заготовки, а также изделия из цветных металлов. Это обеспечивается качественным инструментом из быстрорежущей стали и твердых сплавов. Копировальный станок позволяет фрезеровать не только прямые, но и криволинейные поверхности. При этом детали получаются совершенно идентичные.
Фрезерно-копировальное оборудование: конструкция
Типовая конструкция копировально-фрезерного станка совершенно простая. Она состоит из рабочего стола и системы направляющих с зажимами для крепления фрезера и копира.
Изготовить универсальный копировально-фрезерный станок в домашних условиях довольно сложно, да и в этом нет большой необходимости. Для домашних условий создается обычно оборудование с узконаправленной специализацией.
Изготовление копировально-фрезерного станка: материалы
Чтобы создать дупликарвер в домашних условиях своими руками, следует начертить элементарный эскиз, который и станет руководством к дальнейшим действиям. Кроме того, нужно запастись некоторыми материалами. Это:
- Коленный цементированный полированный вал Ø 16 мм.
- Линейные подшипники в количестве 2 шт.
- Рельсовые направляющие длиной 900 мм – 2 шт. Для удобства крепления их длина принимается кратной 150.
- Разрезные линейные подшипники в количестве 4 шт. Желательно применение подшипников с поджимным винтом для регулировки плотности посадки на направляющую.
- Профильная труба 30×60 с толщиной стенки до 3 мм.
- Концевые стойки в количестве 2 шт.
- Подвижный элемент в виде пластины – 1 шт.
- Коромысло для крепления копира и фрезера – 2 шт. Длина выбирается произвольно.
- Подвижные муфты – 2 шт.
- Профильная труба 40×40 с толщиной стенки до 3 мм.
- Корончатая муфта для поворота детали и шаблона.
 Желательно применение подшипников с поджимным винтом для регулировки плотности посадки на направляющую.
Желательно применение подшипников с поджимным винтом для регулировки плотности посадки на направляющую.Изготовление копировально-фрезерного станка: инструмент
После этого нужно подготовить инструмент, который обязательно пригодится для сборки конструкции станка. Это:
- угловая шлифовальная машинка;
- отрезной и зачистной диск;
- сварочный аппарат;
- маска для сварки;
- лепестковый диск или щетка;
- саморезы для крепления рельсовых направляющих и подвижных элементов;
- электродрель;
- шуруповерт;
- измерительные инструменты: рулетка, штангенциркуль;
- кернер и чертилка.
Изготовление копировально-фрезерного станка: пошаговая инструкция
После того как все готово, начинается непосредственная сборка копировально-фрезерного станка.
Шаг №1
Из профильной трубы 30×60 необходимо отрезать два куска длиной 950 мм для крепления рельсовых направляющих. Запас в 50 мм нужен для установки концевиков, дабы исключить соскакивание линейных подшипников.
Шаг №2
Профильную трубу 40×40 нужно порезать на заготовки для основания. Руководствуясь имеющимся эскизом, нужно отрезать два куска по 1350 мм и два куска по 900 мм.
Шаг №3
Из этой же трубы необходимо отрезать небольшие стойки. Их линейный размер зависит от высоты обрабатываемых впоследствии деталей.
Шаг №4
Теперь необходимо убрать с труб ржавчину. Для этого можно воспользоваться лепестковым диском или щеткой.
Важно! Перед использованием щетки обратите внимание на максимальное количество рабочих оборотов на ней и болгарке. Величина частоты вращения на щетке должна превышать число оборотов оборудования.
Шаг №5
После этого обвариваем все стыки и зачищаем швы зачистным кругом толщиной 6 мм.
Шаг №6
Затем необходимо добиться параллельности рельсовых направляющих. Для этого нужно сделать соединение стойки и основания рельсовой направляющей разъемным. Необходимо взять шайбу по внутреннему размеру стойки, приварить к ней гайку и вкрутить болт. Болт на этом этапе нужен для того, чтобы установить гайку с шайбой в полости трубы-стойки заподлицо и в строго вертикальном положении, а при ее сварке не повредить резьбу. Проделать это нужно со всеми четырьмя стойками.
Шаг №7
Стойки приварить к основанию.
Шаг №8
В основании рельсовой направляющей в месте соединения со стойками нужно просверлить отверстия: в верхней полке под головку болта, в нижней – под резьбу.
Шаг №9
Установить рельсовые направляющие на основание (трубу 30×60), предварительно просверлив отверстия, и закрепить саморезами по металлу.
Шаг №10
Произвести монтаж оснований с рельсовыми направляющими и затянуть болтами.
Шаг №11
Проверить параллельность направляющих. В случае ее отсутствия необходимо произвести регулировку путем подкладывания фольги разной толщины на стойки под направляющую.
Шаг №12
На металлической пластине нужно разметить и просверлить отверстия для крепления разрезных линейных подшипников и концевых стоек.
Шаг №13
После этого нужно изготовить подвижный элемент путем сварки к металлической пластине коромысел длиной 300 мм для щупа и фрезера, затем прикрепить к нему линейные подшипники.
Шаг №14
После этого подвижный элемент нужно надевать на полированный вал, по краям которого установить концевые стойки.
Шаг №15
Всю конструкцию необходимо установить на металлическую пластину шириной 100 мм и закрепить концевые стойки саморезами.
Шаг №16
Затем на металлическую пластину с нижней стороны необходимо установить разрезные линейные подшипники.
Шаг №17
После этого навесная конструкция надевается на рельсовые направляющие разрезными подшипниками и устанавливаются концевики.
Шаг №18
На окончание коромысел устанавливаются подвижные муфты и крепятся щуп и фрезер.
Шаг №19
Для того чтобы заготовка и деталь синхронно вращались, необходимо связать их муфтами. Для управления подойдет звездочка и коронка. Копировально-фрезерный станок готов. В конструкции достигнуто 5 степеней свободы. Перемещение по оси X обеспечивается движением конструкции по рельсовым направляющим, перемещение по оси Y – движением подвижного элемента по полированному валу, перемещение по оси Z – движением коромысел.
Дополнительно за счет подвижных муфт щуп и фрезер могут перемещаться влево и вправо по оси коромысла, и есть возможность синхронного движения шаблона и заготовки. Это дает возможность обрабатывать детали практически любой формы.
Копировально-фрезерные станки по металлу в массовом и серийном производстве
Копировально-фрезерные станки по металлу применяются в массовых производствах. С их помощью изготавливаются гребневые винты для кораблей, турбины двигателей с реактивной тягой, рабочие колеса насосов, штампы для кузнечно-прессового производства, заготовки для механического и литейного производства. В быту копировальное оборудование по металлу практически не используется.
Пантограф для фрезера: конструктивные особенности
Для масштабирования копировальных процессов существует специальное приспособление, называемое пантографом. Он облегчает процессы изготовления деталей с криволинейными поверхностями, позволяет выполнять орнаменты и узоры любой сложности в уменьшенном виде. Стоимость такого приспособления достаточно велика. Но сделать пантограф в домашних условиях своими руками вполне реально.
Пантограф для фрезера: принцип работы
Принципиальная схема пантографа выглядит довольно просто. Она представляет собой квадрат, разделенный пополам. Все соединения на шарнирах, поэтому все стороны подвижны, и квадрат при воздействии легко превращается в ромб. Нулевая точка, расположенная в одном из углов квадрата, закрепляется жестко. Относительно ее конструкция может видоизменяться, превращаясь в ромб. В середине квадрата устанавливается режущий инструмент. В противоположном углу квадрата по диагонали закрепляют копир. Расстояние от нулевой точки до фрезы составляет некую величину А, а до копира 2А. Это дает масштаб 2:1. Линейный размер длинных и коротких сторон пантографа тоже должен отличаться друг от друга в 2 раза.
Пантограф для фрезера: материалы
Для того чтобы изготовить пантограф своими руками, потребуются следующие материалы:
- Квадратный металлический профиль 12×12
- Подшипник 180201.
- Втулки под наружную обойму подшипника.
- Пальцы по внутреннему размеру подшипника и резьбой М12.
- Гайка М12.
- Болты М6×45
- Гайки М6.
- Втулка под закрепление копира.
- Профильная труба 40×40
- Петля металлопластикового окна.
- Краска.
- Малярный скотч.
- Металлическая пластина.
- Винт для фиксации копира.
Пантограф для фрезера: инструмент
Кроме перечисленных материалов, необходим инструмент:
- Ручной фрезер.
- Угловая шлифовальная машинка.
- Сварочный аппарат.
- Гаечные ключи.
- Мерительный инструмент.
Пантограф для фрезера: поэтапная инструкция изготовления своими руками
Приступаем к непосредственному изготовлению пантографа.
Этап №1. Резка заготовок
Необходимо разметить и отрезать квадратный профиль по рассчитанным размерам. Для удобства можно воспользоваться малярным скотчем и металлической пластиной. Скотч даст возможность четкой разметки, а пластина поможет сделать ровный и качественный рез. Заготовки для площадки под фрезер нужно отрезать под прямым углом, а на отрезках профиля для шатунов делать скос для максимального прилегания втулки подшипника.
Этап №2. Сверление технологических отверстий
На всех заготовках необходимо снять фаски и просверлить отверстия Ø 6,2 мм для дальнейшего соединения их в конструкцию.
Этап №3. Сварка площадки под фрезер
После этого нужно сварить площадку под фрезер.
Этап №4. Изготовление шатунов
На доске необходимо сделать подобие кондуктора и жестко закрепить все свариваемые детали. Для этого в доске сверлится отверстие, а подшипник во втулке зажимается болтом, квадратные профили шатунов крепятся струбцинами. Предварительно между ними необходимо вставить две шайбы и скрепить болтами. После этого все стыки конструкции обвариваются и зачищаются. Затем нужно разрезать подшипниковую втулку между квадратными профилями на каждом шатуне. Болты М6, шайбы и подшипники необходимо снять. На рамку необходимо приварить крепление для фрезера, а на короткий шатун в точке, противоположной нулевой – удлинитель для масштабирования. Шатуны можно окрасить для придания эстетичного вида.
Этап №5. Изготовление узла для крепления копира
Теперь необходимо выточить две втулки с внутренним диаметром, аналогичным размеру копира. С боковой стороны просверлить отверстие и нарезать резьбу для установки винта, фиксирующего копир. После этого нужно отрезать два кусочка квадрата 12×12 длиной 20–30 мм и приварить их на боковой стороне между втулками. Размер между квадратами должен составлять 12 мм.
Этап №6. Изготовление механизма подъема подшипника
Необходимо изготовить узел подъема подшипника. Для этого палец нулевой точки нужно приварить на кусок профиля 12×12 и закрепить к профильной трубе 40×40 при помощи петли с металлопластикового окна. Профильная труба будет служить местом крепления пантографа к столу струбциной.
Этап №7. Сборка пантографа
Подшипники нужно установить во втулки и надежно закрепить, стянув квадратные профили шатунов болтами М6. При помощи пальцев необходимо собрать шатуны в единую конструкцию. Закрепить пантограф на столе струбциной и установить фрезер. Устройство готово к работе.
Режущий инструмент для фрезерных работ: копировальные фрезы
Копировальные фрезы – инструмент, на котором, кроме режущей части, присутствует подшипник. Его размер равен диаметру режущей части фрезы. Подшипник может располагаться как в верхней, так и нижней части фрезы. Инструмент так и классифицируется. Стоит учесть, что маркировка означает положение подшипника при обычном размещении фрезы – хвостовиком вверх.
Служат они для выполнения копировальных работ по шаблону. При использовании фрезы с верхним подшипником шаблон располагается сверху детали, если с нижним положением подшипника, то снизу.
Работа ручным фрезером предполагает применение любых фрез. Это безопасно. Единственное, что при использовании режущего инструмента с верхним подшипником следует обращать внимание на вылет фрезы, чтобы не повредить верстак.
Фрезерование на деревообрабатывающем станке предусматривает использование фрез только с нижним положением подшипника. Это связано с тем, что у фрезы с верхним положением подшипника открытая вращающаяся режущая часть оказывается в зоне заготовки. Неосторожное движение может привести к серьезной травме. Такие фрезы применяются на станках только в особых случаях с максимальным соблюдением правил ТБ.
Копировально-фрезерные станки – это уникальное оборудование, с помощью которого выполняются сложнейшие работы по изготовлению идентичных деталей. Но для работы в домашних условиях можно изготовить несложные аналоги такого оборудования и приспособлений, которые помогут в быту или небольшом бизнесе.
Стол для ручного фрезера своими руками: схема, чертеж, видео
Точно и по размерам вырезать пазы бывает очень трудно. Для изготовления ножек столов и стульев применяют фрезерные, фуговальные или сверлильные станки со специальными приспособлениями и движущимися столами. При отсутствии стационарных станков, пазы вырезают ручным фрезером при помощи упора.
Чтобы выпилить паз, необходимо настраивать всю систему столов и прижимных устройств на глаз, и с первого раза почти всегда получается погрешность. После дополнительной настройки, погрешность устраняется, и можно делать задел деталей. Ручной фрезер своими руками удержать трудно, и порой при вибрации бывают ошибки и заезды в сторону упора, особенно при попадании на сучок.
Проблема еще более усложняется, если деталь единичная, или паз располагается на большом расстоянии от края доски.
Предлагаемый стол для ручного фрезера позволяет вырезать пазы в любом месте бруска и доски с большой точностью.
Оригинальная идея
Рекомендуемый в статье стол имеет небольшой вес и размеры. Он оперативно переносится, перестраивается и позволяет выбирать пазы с большой точностью, качественно и без ошибок. Работа ручным фрезером при помощи предлагаемого стола становится простой и безопасной.
Важно! Преимущество и особенность идеи в том, что при помощи прозрачного материала оргстекла очень быстро и удобно устанавливать конструкцию, совмещая ее с отметками на заготовках.
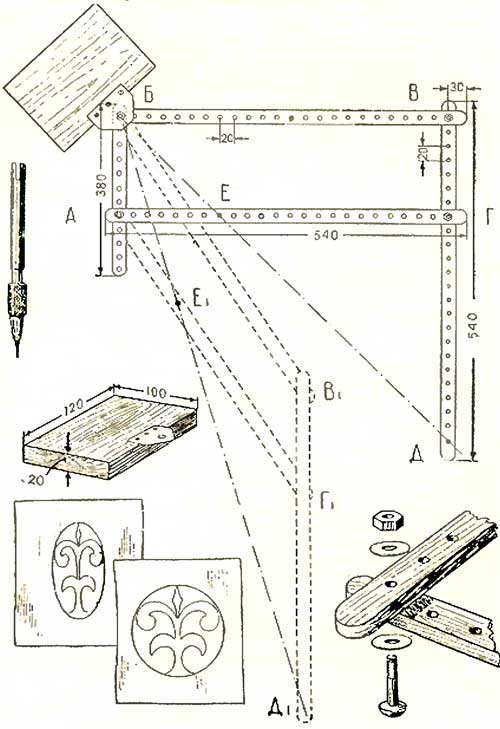
Схема внешнего вида стола и термины, применяемые в статье, представлены на рисунке.
Представленный в статье стол для ручного фрезера несложно сделать своими руками.
Подготовка к работе
Для того, чтобы изготовить конструкцию стола для ручного фрезера, необходимо иметь в наличии следующие материалы и комплектующие:
Материалы
| Название | Вид и размеры, мм | Количество |
| Скотч | 1 | |
| Скотч двухсторонний | 1 | |
| Пластина фторопластовая | 300х300х20 | 1 |
| Оргстекло | 500х500, толщина 6-8 | |
| Клей для пластмассы |
Комплектующие
| Название | Вид и размеры, мм | Количество |
| Винт с потайной головкой | М8, длина 30 | 6 |
| Винт с потайной головкой | М8, длина 60 | 2 |
| Болт мебельный | М8, длина 60 | 4 |
| гайки | М8 | 6 |
| шайбы | М8 | 6 |
| гайки с барашками | М8 | 6 |
Инструменты
Перечень инструментов, используемых при изготовлении самодельного приспособления:
Процесс изготовления самодельного стола
Вырезать из оргстекла пластину для платформы размерами 50х40 мм. При помощи отрезного ножа прорезать две линии по центру листа вдоль и поперек.
Совет! Для защиты от сколов, в местах прорези наклеивают скотч. С этой целью им также защищают места сверления отверстий в оргстекле, сверлом с головкой для фаски.
После этого скотч снимают. Простым фломастером зарисовывают линию прорези для того, чтобы она четко проявилась.
Из оргстекла отрезают две полосы размером 500х50 мм для изготовления направляющих фрезерного стола. Грани направляющих шлифуют для снижения трения.
Далее, в нижней стороне пластины для платформы, с двух сторон просверливают по 3 отверстия. Выполняют эту операцию сверлом с головкой для фаски В эти отверстия снизу будут вставляться винты с потайной головкой. На одной из направляющих полос оргстекла прорезают соответственно 3 отверстия. Затем соединяют одну направляющую с платформой и наживляют гайки с шайбами.
На ручной фрезер устанавливается коническая фреза. Фрезер прижимают к платформе, при этом конец фрезы совмещают с линией по центру платформы, и зажимают болт на направляющей. Повторяют эту операцию на другом конце направляющей, и зажимают все болты. Аналогично прикручивают вторую направляющую.
Таким образом, ручной фрезер скользит по платформе из оргстекла вдоль направляющих, которые жестко фиксируют его с двух сторон, не допуская погрешностей и ошибок.
Затем с помощью фрезерного станка прорезают паз для фрезы, предварительно разметив фломастером на платформе ее размеры. Поскольку ее ширина должна быть на 1 мм больше самой крупной имеющейся пальчиковой фрезы, паз делают за 3 прохода.
Аналогично размечают и прорезают пазы для фиксации стола.
На следующем этапе из полистирола необходимо изготовить оснастку для крепления ограничителей. Ограничители передвигаются и фиксируются на основании для ограничителей, которое крепится на платформе стола.
Последовательность выполнения операций:
- Вырезают заготовки из полистирола на циркулярной пиле.
- Фрезеруют пазы.
- Сверлят отверстия для крепления.
Заготовку разрезают на 2 симметричные части. Вставляют винт в основание для ограничителя, и приклеивают его к платформе стола.
Фрезеруют в заготовках ограничителей пазы и вставляют в основания, продев винты в отверстия пазов. При необходимости, торчащие винты спиливают болгаркой и зашлифовывают заусенцы напильником.
Следующие операции проводят в 3 приема:
- Сверлят отверстия в прижимных брусках.
- Фрезой выбирают потай для шляпок мебельных болтов.
- Вставляют болты в отверстия.
С обратной стороны платформы вставляют бруски так, чтобы болты прошли в пазы для фиксации стола. На мебельные болты и винты ограничителей накручивают барашки.
Конструкция фрезерного стола изготовлена своими руками, и готова к использованию.
Порядок применения самодельного стола
Фрезеровка брусков
Для вырезания пазов выполняют следующие операции:
- Заготовку устанавливают снизу, охватывают с двух сторон прижимными брусками и зажимают. При помощи разметки на оргстекле платформы и нанесенных меток на бруске, конструкцию ориентируют таким образом, чтобы центр бруска находился по центру платформы. Зажимают барашки прижимных брусков. После этого конструкцию с заготовкой зажимают в столярных тисках.
- При помощи разметки на брусках, и конической фрезы выставляют и фиксируют ограничители.
- Двигая ручной фрезер вдоль направляющих от одного ограничителя до другого, несколько раз меняя глубину, выбирают пазы.
Фрезеровка пазов на доске
Для проведения этой операции понадобится двусторонний скотч. Прижимные бруски с устройства снимаются.
Для выполнения данной работы проводят следующие операции:
- На доске карандашом делают разметку, приклеивают к доске скотч и прижимают к нему платформу в соответствии с разметкой.
- Устанавливают и прижимают ограничители.
- Фрезеруют паз.
На следующем рисунке представлена работа ручным фрезером, выполненная на брусках и доске. Также показан результат сборки на шипах. Все размеры выдержаны идеально точно, а процесс длился в течение часа.
Заключение
Самодельный стол для ручного фрезера прост в исполнении, имеет низкую себестоимость. Наряду с этим, он быстро устанавливается на деталь, легко и безошибочно выполняет ручные фрезерные работы. Используя в мастерской это приспособление, можно существенно повысить производительность труда столяра.
Видео
Вконтакте
Мой мир
Фрезерный станок с чпу своими руками, самодельный чпу, чертежи
Зная о том, что фрезерный станок с ЧПУ считается усложненным техническим и электронным оборудованием, многие мастера думают, что его просто нельзя сделать своими руками.
Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих.
ЧПУ станок своими руками (чертежи)
Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Чтобы изготовить фрезерный станок, который оснащается системой ЧПУ, можно воспользоваться 2 способами: приобрести готовый набор из специально выбранных деталей, из которых и собирается такое оборудование, либо отыскать все комплектующие и самостоятельно собрать устройство, полностью подходящее всем вашим требованиям.
Подготовка к работе
Если вы запланировали изготовить станок с ЧПУ самостоятельно, не применяя готового набора, то первое, что вам нужно будет сделать, — это остановиться на специальной схеме, по которой будет работать такое мини-устройство.
- За основание фрезерного оборудования можно взять ненужный сверлильный станок, в котором рабочая головка со сверлом поменяется на фрезерную. Самое трудное, что придется создавать в таком оборудовании, — это механизм, который обеспечит передвижение приспособления в трех разных плоскостях. Этот механизм можно изготовить на основании кареток от старого принтера, он обеспечит перемещение приспособления в двух плоскостях.
- К устройству, сделанному по этой принципиальной схеме, просто подключить программное управление. Однако его главный минус заключается в том, что обрабатывать на этом станке с ЧПУ можно будет лишь изделия из пластика, древесины или небольшого листового металла. Таким образом происходит, потому что каретки от ненужного принтера, которые будут производить перемещение режущего приспособления, не обладают нужной степенью жесткости.
- Чтобы ваше самодельное устройство было способно выполнять важные фрезерные действия с заготовками из разных материалов, за перемещение рабочего приспособления должен отвечать очень мощный специальный двигатель. Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
- Использование шагового двигателя в вашем оборудовании даст возможность избежать применения винтовой передачи, а остальные возможности и характеристики самодельного инструмента от этого не будут хуже. Если же вы все-таки захотите применить для своего мини-устройства каретки от принтера, то стоит подобрать их от более большой модели печатного устройства.
- Для передачи усилия на вал фрезерного станка лучше брать не простые, а зубчатые ремни, которые не смогут проскальзывать на шкивах. Одним из главных узлов любого похожего станка считается механизм фрезера. Именно его созданию нужно уделить много внимания. Чтобы качественно изготовить такой механизм, вам понадобятся подробные чертежи, которым придется строго следовать.
Сборка оборудования
Основанием собранного фрезерного оборудования может стать балка прямоугольного типа, которую надо крепко фиксировать на направляющих.
Несущая конструкция оборудования должна обладать большой жесткостью. При ее монтаже лучше не применять сварных соединений, а присоединять все детали лишь с помощью винтов.
Во фрезерном оборудовании, которое вы будете собирать самостоятельно, должен быть предусмотрен механизм, который обеспечит перемещение рабочего приспособления в вертикальном направлении. Лучше всего взять для него винтовую передачу, вращение на которую будет передаваться с помощью зубчатого ремня.
Основная часть станка
Важная часть такого станка — его вертикальная ось, которую для самодельного прибора можно сделать из алюминиевой плиты. Помните, чтобы размеры такой оси были точно подобраны под габариты создаваемого устройства.
- Если у вас есть муфельная печь, то сделать вертикальную ось устройства можно своими руками, отливая ее из алюминия по размерам, которые будут указаны в готовом чертеже. Когда все комплектующие нашего будущего фрезерного оборудования подготовлены, можно переходить к его сборке. Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью.
- Один из таких электрических двигателей будет отвечать за перемещение специальной головки в горизонтальной части, а второй — за перемещение головки, именно, в вертикальной части. Потом монтируются другие узлы и агрегаты самодельного оборудования.
- Вращение на все узлы собранного оборудования с ЧПУ должно передаваться лишь посредством ременных передач. Прежде чем подключать к самодельному оборудованию систему программного управления, стоит проверить его работоспособность в ручном режиме и сразу убрать все выявленные проблемы в его работе.
Фрезерный стол своими руками: чертежи и схемы
Содержимое статьи
При фрезеровании деталей с использованием ручного фрезера (промышленные станки не вспоминаем, там совсем другие габариты и возможности), необходимо перемещать устройство на поверхности неподвижной детали. Если у режущего инструмента есть направляющие для движения, то активность немного упрощается, но их длина обычно не позволяет работать хотя бы с некоторыми крупными деталями. Поэтому требуется специальный фрезерный стол.
Что из себя представляет фрезерный стол
Это довольно большая плоскость, изготовленная из прочного, хорошо поглощающего нагрузку материала. Горизонтальная поверхность, отсутствие неровностей очень важно – иначе работа будет очень сложной. Как правило, столешница изготавливается из дерева или его производных. Это связано с тем, что древесина (фанера, ДСП и аналогичные материалы), выпускаемая в виде плиты, уже имеет плоскую и гладкую поверхность и хорошо гасит вибрации во время работы. В столешнице сделан вырез (люк), внизу прикреплен ручной фрезер. Стандартные модели предусматривают монтаж в горизонтальной плоскости, а с какой стороны делать это – сверху или снизу – оставлено на усмотрение пользователя.
Помимо столешниц необходимы опоры – прочные, устойчивые, способные выдерживать значительные нагрузки. Для них подойдет массивная балка (поперечное сечение от 40×40 мм), плоские панели, металлические стойки или металлическая сварная рама (собранная по углам и пластинам).
В дополнение к уже перечисленным обязательным элементам, для фрезерного стола своими руками, есть и дополнительные, которые значительно облегчают работу.
Металлическая пластина, наложенная на столешницу в месте выреза
Защищает древесину от чрезмерных нагрузок, механических повреждений, упрощает работу с резцами. Другим важным преимуществом является уменьшение толщины стола, то есть обеспечение более длительного рабочего хода резца по сравнению с толстой скамьей. При использовании доски толщиной 2 … 3 мм можно использовать практически весь ход резца (35 … 70 мм, в зависимости от модели), а для скамьи толщиной 20 мм – все эти миллиметры «вычитаются» из возможной глубины обработки. Пластина крепится к столу с помощью винтов (самонарезающих винтов) и при необходимости должна быть быстро удалена, поэтому лучше всего укрепить пазы для крепежных элементов с помощью гаек или других резьбовых элементов с внутренней резьбой соответствующего диаметра. В этом случае сам резак прикреплен к плите, а не к столу, и его можно поднимать вместе с ним – это удобно, если, например, необходимо заменить резак с электропилой или сверлом, чтобы просверлить несколько отверстий в длинном куске.
Пластина для фрезерного станка в столе своими руками должна быть изготовлена из высококачественной, устойчивой к ржавчине, высококачественной, жесткой и стойкой стали с минимальной толщиной 2 мм (зависит от веса резака и свойства стали). Клубничная дыра обязательно обрабатывается по краям, потому что она достаточно часто меняет клубнику и глупо каждый раз снимать устройство. И мои пальцы жалко их, раны от металлических заусенцев им не нужны.
Направляющие
Предназначен для равномерного, плавного перемещения заготовки по заданному направлению. Самыми простыми направляющими являются ровная балка на болтах / гвоздях / приклеенная к столешнице на желаемом расстоянии от ножа. Более «продвинутым» вариантом являются направляющие с возможностью смещения и / или вращения. Самый простой способ сделать это – прикрепить направляющую к столу с помощью зажимов, но этот вариант не гарантирует прочного крепления – под воздействием вибрации нить на зажимах «расслабляется», и направляющая начинает выходить из установить положение. Поэтому лучше предусмотреть ряд креплений для направляющих – с возможностью смещения направляющей относительно оси фрезы, с возможностью поворота на заданную степень.
Наклеив (вырезав) вдоль боковых краев столешницы метку в виде обычной сантиметровой ленты и предоставив на концах продольной направляющей защелку для плотного крепления, можно обеспечить быстрое изменение расстояния от рабочего инструмента до крайней плоскости заготовки.
Параллельный упор для фрезерного станка своими руками может быть сделан на винтовых держателях, но вы можете перемещать его только с определенным шагом, соответствующим шагу резьбовых отверстий в верстаке. Другой удобный вариант – прикрепить алюминиевые (стальные) направляющие к торцам скамьи и обеспечить боковые упоры крепежными винтами для этих направляющих. Тогда возможно плавное движение.
Если горизонтальная вставка изготовлена из алюминиевого (стального) профиля с вертикальным упором, который перемещается вдоль подвижной направляющей, легче будет зафиксировать заготовку.
Это все еще нужно прижимать руками, но это может быть, по крайней мере, первоначальная фиксация. Эти упоры также могут заканчиваться, то есть ограничивать движение детали от и до – по всей длине фрезерования.
Готовые элементы (от других машин, приобретенных в магазине бытовой техники) можно использовать для изготовления самого стола маршрутизатора – например, установленный на заводе зажим с канавками для вертикального перемещения или даже всю верхнюю часть, на которой установлена только опора.
Еще один важный момент: при параллельном упоре в том месте, где он будет находиться ближе всего к рабочему фрезеру, стоит сделать прямоугольный или прямоугольный разрез с закруглением в верхней части фигуры. С обратной стороны подключен вакуумный шланг или даже пылесборник.
Пылесос
Очень полезное дополнение во время фрезерования. Сопло, прикрепленное к рабочей зоне, помогает удалять мелкий мусор и пыль непосредственно в приемник, не загрязняя атмосферу мастерской.
Дополнительный выключатель
Лучше установить его на боковой поверхности стола (на подставке) под правой рукой (под левой рукой для левшей). Поверьте, залезать под стол каждый раз, чтобы выключить резак, крайне неудобно, выключатель позволяет избавиться от этой необходимости. Хорошо закрепить провод там, чтобы он не запутывался у вас под ногами, и, возможно, дополнительную розетку на стационарном рабочем месте.
Откидные крылья
Они помогут значительно увеличить площадь стола, если нужно фрезеровать большие / длинные детали. Они монтируются на специальные откидные кронштейны или на пианино (мебель) с опорами.
Ящики и полки
Лучше расположить их ниже, под столешницей, поскольку верхняя поверхность стола не должна быть занята. Коробки могут быть изготовлены с дополнительными пластинами – ручками для съемных ножей, мелкой оснастки, прочего.
Важно: размещение полок и ящиков не должно мешать удобной посадке на шлифовальном столе! Если ширина столешницы для этого недостаточна, лучше снять крепления для полок снаружи, закрепив консоль на боковых опорах стола. Если мастер работает, этот параметр не важен, вы можете расположить поля так, как вы хотите.
Очень кстати для мобильного стола под ручной фрезер своими руками будут колесики на ножках – мало ли, придется перемещать девайс из одной части мастерской в другую. Если пол неровный, их можно – и нужно – заменить регулируемыми опорами, чтобы иметь возможность сделать столешницу точно горизонтальной.
Основные принципы конструирования
После того, как мастер приблизительно определился со схемой модели, необходимо нарисовать чертеж фрезерного стола. Последовательность действий следующая:
- выбор места для установки – размер будет зависеть от этого;
- определение схемы и примерных размеров деталей устройства – длина / ширина столешницы, размеры вставной пластины, высота столешницы (соответственно высота опор с колесами или без них или регулируемые ножки) расположение ящиков / полок, выключатель (если есть), направляющие;
- выбрать подходящие материалы – их толщину и свойства;
- скомпоновать будущее рабочее место;
- выбирайте места крепления пластины, направляющих, опор с учетом требований прочности, простоты использования и непосредственного изготовления стола под фрезерный станок своими руками.
Важно: если в качестве основы используется готовый стол, необходимо ориентироваться на его размеры и возможность их корректировки для удобства фрезерования.
Ниже приведены несколько вариантов чертежей фрезерного стола.
Настольный вариант, для компактного фрезера. Хотя при удлинении боковых опор вполне может стать стационарным рабочим местом.
Фрезерный стол с самодельным лифтом для верхнего закрепления инструмента и возможности его подъема на заданную высоту. Здесь вместо привычной прямоугольной пластины использовано кольцо, врезанное в столешницу – она защищает панель от случайных повреждений.
Стол для фрезера своими руками с чертежами и советами по изготовлению
Ниже приведена пошаговая инструкция «в картинках» о том, как сделать фрезерный стол для ручного фрезерного станка своими руками из подручных материалов:
- МДФ, ДСП толщиной 19 мм или фанера, размеры 1000х1800 мм – 2 шт .;
- Стальной лист 30х30 мм (в зависимости от модели резака), толщина 2 … 3 мм;
- алюминиевые направляющие, около 2,3 … 2,5 м;
- пара колес с тормозом, подходящих – 4 шт.
Ниже приведена схема столешниц и упоров с насадкой для пылесоса.
Из листов МДФ (ДСП, фанеры) выпиливаются детали:
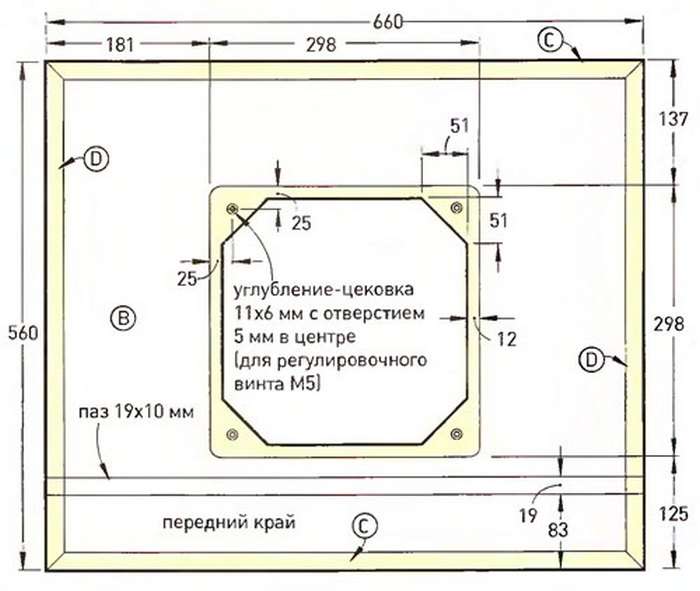
Далее на основной детали (рабочей поверхности) выполняется разметка под будущую опорную пластину. Размеры пластины выбираются так, чтобы на нем свободно (с зазорами не менее 20 мм по краям) помещалась подошва фрезера и оставалось место для опирания на столешницу.
Сначала вырезается внутренний контур (для установки фрезы), затем панель устанавливается заподлицо с верхом.
Поэтому глубина образца равна толщине пластины. Перед установкой на столешницу пластина отмечает точки крепления резака и рабочую крышку резака, а подошва инструмента служит шаблоном.
Учитывая расположение монтажной пластины на столешнице, выберите место для установки направляющих и упоров, собирая их согласно схеме.
1. боковая планка для фиксации на основании; 2. царга; 3. направляющие отверстия, их требуется раззенковать; 4. передняя стенка упора; 5. саморезы с потайной головкой; 6. косынки; 7. основание упора.
Изготавливаются и собираются детали основы стола для фрезера своими руками.
1. наружная боковая стойка; 2. внутренняя боковая стойка; 3. задняя опора; 4. дно стола.
Более детальное понимание того, как сделать стол для ручного фрезерования своими руками по этой схеме, поможет видео.
Примерно так выглядит сбоку готовый самодельный стол с подключенным жестким патрубком для пылесборника/пылесоса.
Заключение
Если такой самодельный верстак предназначен для организации не одной, а нескольких монтажных пластин (возможно, большего размера), его также можно использовать для резки досок и балок с помощью электрической лобзика или циркулярной пилы и с воображением, необходимым для другой работы.
Фрезерный станок по металлу своими руками (47 фото)
Фрезерный станок по металлу изготовленный своими руками, подробный фото отчёт по изготовлению самоделки.
Всем доброго времени суток! Хочу показать процесс изготовления своего самодельного фрезера.
И так: после изучения тем по постройке самодельных фрезеров я покопался под верстаком и извлек на свет — две малых продольных подачи — назовем их каретками, две поперечных подачи без ответных ластохвостов (т.е. только верхние части), двух координатный столик от сверлилки 2м112, и обрезки швеллера шириной 140 мм, в качестве шпинделя я хотел сначала использовать вот такую дрель:
Заменил подшипники с шариковых на конусные роликовые, но никак не решался вопрос по креплению цанг- шомпол не воткнеш а гайку накидную резать — опыту маловато, да и смотрелся бы такой фрезер как откровенная халтура, короче шпиндель пока в сторону, а займемся станиной.
Взял куски швеллера, два одинаковых сварил вместе, разметил и просверлил отверстия под резьбу М 10 для крепления кареток и двух-координатного столика. Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненных не нашел, те гайки которые оказались близко с полкой швеллера обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:
Также сделал желобок для сбора СОЖ, как на заводских станинах из уголка 25 х 25 мм, а чтобы этот желобок не висел в воздухе, а также чтобы приподнять станину от поверхности стола, чтобы бетон залился выше образовавшихся перегородок — эти уголки обварил еще полосой 25 х 4 мм:
Стойку приварил к станине только передним краем, а затем два раза обнял полосой сзади, косынками заварил плечики станины, но когда все остыло померил угольником, а прямого угла нету — стойка немного отвалилась назад:
Затем, прогнал метчиком резьбы — ох и тяжко болты выкручивались после сварки — вкрутил свежие болты, замазал пластилином торцы гаек чтобы бетоном болты не прихватило и металлом 2 мм заварил заднюю стенку стойки:
Залил бетон (1 к 2 — цемент М500, песок и щебень гранитный, где то около ведра).
Примерил навесное оборудование.
Дальше занялся поворотной площадкой для шпинделя — попался в руки фланец не знаю от чего — проточил внутреннее отверстие для посадки на «пенёк» от резцедержки на каретке. Сам пенек, я отпилил болгаркой по высоте фланца, родной болт обрезал по длине и нарезал резьбу м20*1,5, выточил гайку толщиной 8 мм, а так как все сделано в потай, грани не нарежешь, то насверлил отверстий под ключ от болгарки:
Теперь шпиндель, есть у меня такой патрон с км4: и набор цанг к нему. Долго я боялся его трогать, но решился, первым делом обрезал гайку, уж больно здоровенная была. Потом зажал в токарный, балванку, проточил под диаметр цанги на 18 и зажал ее не вынимая из станка этим патроном — проверил на малых оборотах — биения нет -подпер конусом и снял лишнюю теперь уже резьбу и заодно проточил это место под посадку Ф40 мм подшипника №208-конусного а предыдущую посадку ф30 мм под 206, получилось довольно точно:
Но нет материала, чтобы выточить корпус и поэтому откладываем его в сторону, а вынимаем то что есть: несколько корпусов подшипников, вал с КМ2 от такой же дрели как в начале темы, вот теперь попрошу не бить ногами, вал изначально был коротковат и я его удлинил — напрессовал кусок полдюймовой трубы, обварил, проточил новую посадку и под резьбу которую и нарезал еще просверлил отверстие под шомпол так как окошко окажется внутри шпинделя да и цанги держать надо чтоб не вываливались.
Но цанги то, не под шомпол и мне их стало жалко сверлить, нарезать, и я просто нарезал резьбу на валу.
Токарь я, начинающий, станком резать не умею, а такого диаметра лерка попалась тока 3/4 дюйма, ну и что, зато гайка прекрасно подошла от металлопластиковой фасонины.
Теперь о шпинделе вкратце — два корпуса причем в нижний влезли сразу два подшипника -шариковый и роликовый конический между ними кусок трубы и сварка.
Перед тем, как варить все в сборе с подшипниками стянул гайкой и чтобы легко крутилось и в процессе сварки короткими прихватками с промежуточным окунанием в воду, результат — крутится, не скажу, что свободно но в общем легко — все таки три подшипника, дальше фотки без писанины:
В результате, получился вот такой шпиндель, далее сверление нарезание, обкатка:
Может, кто то, скажет — жесткости мало — скажите где? Металл 8 мм, еще будут скептики, что рабочий конец фрезы уходит за габариты столика — сразу опережаю отвечаю — на шпинделе просверлены лишние отверстия также и во флянце т.е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
Достался мне вот такой, электродвигатель на 340 ватт, 12 вольт. На валу была муфточка резиновая с шлицевой посадкой, а так как шкив с шлицами я изготовить пока не могу, то решил оставить эту муфту и применить плоский ремень.
Чтобы он не сваливался, просверлил в валу отверстие и нарезал резьбу м5, дальше из обрезков швеллера сделал два кронштейна — один для крепления этого мотора другой для натяжения ремня, на шпиндель выточил шкив из остатков д16т и нарезал в нем резьбу, чтоб не заморачиваться со шпонкой, и законтрогаил это все, еще приварил пенек и кронштейник с боку:
В общем, получился самодельный фрезерный станок своими руками. Осталось поставить трансформатор, выпрямитель и регулятор оборотов, все это закреплю сзади на стойке в коробке. Регулятор попробую использовать от шуруповерта тока микруху вынесу на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.
Боялся что ремень будет слетать — нет как вкопанный даже не ёрзает по шкиву и не буксует, вот фото долгожданной стружки:
Автор самоделки: Андрей Борисович. г. Волгоград.
Как подготовить технический чертеж для обработки с ЧПУ
Введение
Современные системы обработки с ЧПУ могут интерпретировать геометрию детали непосредственно из файла 3D CAD. Технические чертежи не являются обязательными для запроса предложения, но они по-прежнему очень важны и широко используются в отрасли, поскольку они улучшают обмен техническими требованиями между проектировщиком / инженером и машинистом.
В этой статье мы рассмотрим, когда и почему вы должны включать технический чертеж в свой заказ с ЧПУ, мы разберем анатомию чертежа и дадим вам базовые и расширенные советы и рекомендации по его рисованию.
Хорошо продуманный технический чертеж с размерами показан на изображении ниже. К концу этой статьи вы узнаете, как ее читать и как правильно приготовить самостоятельно.
Щелкните здесь, чтобы загрузить версию этого технического чертежа в высоком разрешении, и здесь, чтобы загрузить файл САПР.
Наша онлайн-служба ЧПУ принимает технические чертежи для обозначения резьбы
Загрузите свои рисунки
Почему технические чертежи по-прежнему важны?
К вашему заказу необходимо приложить технический чертеж, если ваша 3D-модель CAD включает:
Резьба (внутренняя или внешняя)
Элементы с допусками , превышающими стандарт
Отдельные поверхности с особыми требованиями к отделке (шероховатость поверхности и т. Д.)
Эти требования нельзя передать в файле 3D CAD.
Даже если ваш проект не включает вышеперечисленное, обычно рекомендуется сопровождать файл 3D CAD чертежом при размещении заказа на ЧПУ. Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки. Большинство поставщиков услуг ЧПУ также могут изготавливать детали непосредственно из технического чертежа, и они часто предпочитают их файлам 3D CAD, потому что:
- Они обучены быстро интерпретировать геометрию детали из 2D-чертежа
- Легче определить основные размеры, функции и важные особенности детали
- Себестоимость изготовления детали проще оценить
Существует множество различных стандартов и передовых методов составления технических чертежей.Неважно, какие методы вы используете для черчения своего технического чертежа, если все технические требования четко изложены.
Pro Tip : На примере чертежа в этой статье модель полностью обмерена. Это рекомендуется, но не обязательно, поскольку основные размеры детали передаются в файле 3D CAD. Чтобы сэкономить время, вы можете пометить в своем техническом чертеже только самые важные элементы, которые вы хотите измерить, и потоки.
Технический чертеж не требуется, чтобы получить мгновенное предложение ЧПУ.
Загрузите свои файлы САПР
Анатомия технического чертежа
Типовой технический чертеж состоит из следующих частей:
- Основная надпись
- Изометрический / графический вид детали
- Основные орфографические виды детали
- Разрез или подробный вид
- Примечания к производителю
Основная надпись
Основная надпись содержит основную информацию о детали, такую как название детали, материал, требования к отделке и цвету, имя дизайнера и компании.Важно заполнить эту основную информацию, так как они информируют производителя о функциях детали.
Основная надпись также содержит другую техническую информацию, такую как масштаб чертежа, стандарт, используемый для определения размеров и допусков.
Другой элемент, который обычно присутствует в основной надписи или рядом с ней в угловой проекции. Угловая проекция определяет способ расположения видов на чертеже. Как правило, чертежи, составленные с использованием стандартов ASME (США, Австралия), используют проекцию под третьим углом и стандарты ISO / DIN (Европа), как и на чертеже этого примера, используют проекцию под 1 углом .
Иллюстрированный (изометрический) вид
Рекомендуется добавить к чертежу один или несколько графических 3D-видов детали, так как это упрощает понимание чертежа с первого взгляда.
Для этих целей используются изометрические виды, так как они сочетают в себе иллюзию глубины с неискаженным представлением геометрии деталей (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 o ).
Основные орфографические виды
Большая часть информации о геометрии детали передается в основных ортогональных видах.
Это двухмерных изображений трехмерного объекта, представляющих точную форму детали, если смотреть с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом рисуются только края деталей, чтобы обеспечить более четкое представление размеров и характеристик.
Для большинства деталей достаточно двух или трех ортогональных проекций, чтобы точно описать всю геометрию.
Виды в разрезе
Виды сечений можно использовать для отображения внутренних деталей детали.Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает области, где был удален материал.
Технические чертежи могут иметь несколько разрезов с двумя буквами, соединяющими каждую линию разреза с каждым разрезом (например, A-A, B-B и т. Д.). Стрелки линии разреза указывают направление, в котором вы смотрите.
Обычно разрезы размещаются на одной линии с ортогональным видом, но они также могут быть размещены в другом месте на чертеже, если места недостаточно.Деталь можно разрезать по всей ширине (как в примере выше), по половине ширины или под углом.
Примечание: Края скрытых внутренних элементов также могут быть представлены ортогонально с помощью пунктирных линий, но виды сечений добавляют большей ясности.
Подробные виды
Детальные виды используются для выделения сложных или трудных для измерения областей основного ортогонального вида.
Обычно они имеют круглую форму (размещено смещение во избежание путаницы) и помечены одной буквой, которая связывает подробный вид с основным чертежом (например, A, B и т. Д.).
Детальные виды могут быть размещены в любом месте чертежа и могут использовать масштаб, отличный от остального чертежа, при условии, что это четко указано (как в примере).
Примечания к производителю
Примечания для производителя могут быть добавлены к техническому чертежу для передачи дополнительной информации, которая не была включена в технический чертеж.
Например, инструкции по разрушению (удалению заусенцев) всех острых кромок, определенные общие требования к чистоте поверхности и ссылка на файл САПР или на другой компонент, с которым взаимодействует деталь на чертеже, могут быть добавлены в примечания к вашему техническому чертежу. .
Иногда вместо текста используются символы. Например, шероховатость поверхности обычно обозначается символом.
Примечание: Если только одна поверхность требует определенной шероховатости поверхности, то она должна быть помечена на чертеже, а не в примечаниях. Стандартная шероховатость поверхности деталей, обработанных на 3D-концентраторах, составляет Ra 3,2 мкм (125 мкдюймов). Также доступны покрытия с шероховатостью поверхности Ra 1,6 мкм (64 мкм) и 0,8 мкм (32 мкм).
Подготовка технического чертежа за 7 шагов
Вот краткое изложение шагов, которые вы должны выполнить при составлении технического чертежа:
Шаг 1. Определите наиболее важные виды и разместите соответствующий орфографический объект в центре чертежа, оставив между ними достаточно места для добавления размеров.
Шаг 2. Если ваша деталь имеет внутренние элементы или сложные и трудно поддающиеся измерению области, рассмотрите возможность добавления соответственно видов сечений или подробных видов.
Шаг 3. Добавьте вспомогательные линии на все виды. Вспомогательные линии включают осевые линии (для определения плоскостей или осей симметрии), указатели центра и образцы указателей центра (для определения местоположения центра отверстий или круговых массивов).
Шаг 4. Добавьте размеры к вашему чертежу, начиная с наиболее важных размеров (дополнительные советы по этому поводу приведены в следующем разделе).
Шаг 5. Укажите расположение, размер и длину всех ниток.
Шаг 6. Добавьте допуски к элементам, для которых требуется более высокая точность, чем стандартный допуск (в 3D-концентраторах это ± 0,125 мм или ± 0,005 дюйма).
Шаг 7. Заполните основную надпись и убедитесь, что вся соответствующая информация и требования выходят за рамки стандартных практик (обработка поверхности, удаление заусенцев и т. Д.) упоминаются в примечаниях.
Когда ваш рисунок будет готов, экспортируйте его в виде файла PDF и прикрепите его к вашему заказу.
Теперь, когда вы знакомы с базовой структурой технического чертежа, давайте углубимся в особенности добавления размеров, аннотаций и допусков.
Интересует цена на станки с ЧПУ?
Загрузите свои детали
Советы по добавлению размеров, допусков и аннотаций
Добавление критических размеров
Полноразмерный основной ортогональный видЕсли к вашей детали прилагается файл 3D CAD, размеры, которые вы добавляете на технический чертеж, проверяются производителем.Тем не менее, рекомендуется установить размеры всех важных элементов на ваших чертежах, чтобы избежать ошибок.
Вот несколько советов, которые помогут вам определить размеры ваших моделей:
- Начните с размещения габаритных размеров детали.
- Затем добавьте размеры, которые наиболее важны для функциональных целей . Например, расстояние между двумя отверстиями на приведенном в качестве примера чертеже является наиболее важным.
- Затем добавьте размеры к другим элементам.Хорошей практикой является размещение всех размеров, начиная с той же базовой линии (также известной как базовая линия), как показано в примере.
- Размеры должны быть размещены на виде , который наиболее четко описывает элемент . Например, размеры резьбовых отверстий не включены в этот вид, поскольку они более четко описаны на подробном виде A.
- Для повторяющихся элементов добавьте размеры только к одному из них, указав общее количество элементов, повторяющихся на текущем виде.В этом примере два одинаковых отверстия с цековкой указаны с помощью 2x в выноске.
Дополнительную информацию о добавлении размеров к чертежу можно найти в этой статье MIT.
Выноски отверстий
Виды разрезов и деталей с обозначениями отверстийОтверстия — это обычная деталь в деталях, обработанных с помощью ЧПУ. Обычно они обрабатываются сверлом, чтобы иметь стандартные размеры.
Часто они также включают второстепенные элементы, такие как зенковки (⌴) и зенковки (⌵).Рекомендуется добавлять выноску вместо размеров каждой отдельной функции.
В приведенном ниже примере выноска определяет два одинаковых сквозных отверстия с цековкой. Символ глубины (↧) можно использовать вместо добавления к чертежу дополнительных размеров.
Пример типичной выноски отверстияДобавление потоков
Если ваши детали содержат резьбы , то это должно быть , четко обозначенное на техническом чертеже.Резьбы можно определить, просто указав стандартный размер резьбы (например, M4) вместо размера диаметра.
Рекомендуемый способ определения резьбы — использование выноски , поскольку выноски добавляют ясности чертежу и позволяют указать пилотные отверстия и резьбу с разной длиной.
В этом случае первая операция должна определять размеры пилотного отверстия (соответствующий диаметр можно найти в стандартных таблицах), а вторая операция — размер (и допуск) резьбы.
Важно: Всегда добавляйте «косметическую» нить к файлам 3D CAD вместо «смоделированной» нити.
Задание допусков
Допуски, определенные с использованием различных форматов на основном ортогональном виде
Допуски определяют диапазон допустимых значений для определенного размера детали. Допуски рассказывают «историю» о функции детали и особенно важны для функций, которые мешают работе других компонентов.
Допуски бывают разных различных форматов и могут применяться к любому размеру на чертеже (как линейному, так и угловому).
Самыми простыми допусками являются двусторонние допуски , которые симметричны относительно базового размера (например, ± 0,1 мм). Существуют также односторонние допуски (с разными верхним и нижним пределом) и допуски натяга , которые определены в технической таблице (например, 6H).
Примечание: Допуски требуются на техническом чертеже только тогда, когда они должны превышать стандартное значение.Когда вы размещаете заказ с 3D-концентраторами, стандартный допуск составляет ± 0,125 мм (или ± 0,005 дюйма).
Более продвинутый способ определения допуска — GD&T (Геометрические размеры и допуски) . Допуск плоскостности (⏥) был определен в приведенном выше примере. Вот краткое введение в GD&T:
Определение геометрических размеров и допусков (GD&T)
Пример детали с размерами с использованием GD&TСистему определения геометрических размеров и допусков (GD&T) сложнее применить, чем стандартные размеры и допуски, но она считается лучшей, поскольку она более четко передает инженерные цели.Используя GD&T, можно определить общие более низкие допуски, при этом соблюдая основные требования к конструкции, улучшая качество и снижая затраты.
В приведенном выше примере истинное положение (⌖) использовалось для определения допуска этого шаблона отверстий. Другие общие геометрические допуски включают плоскостность (⏥) и концентричность ().
Подробное описание того, как можно применить GD&T к своим проектам, выходит за рамки данной статьи, поскольку это очень сложная тема. Здесь можно найти отличное введение в тему.
Мы дадим вам базовые знания, необходимые для чтения, на случай, если вы когда-нибудь встретите их на рисунке. Вот пример:
Эта выноска определяет восемь отверстий с номинальным диаметром 10 мм и допуском на их диаметр ± 0,1 мм. Это означает, что независимо от того, где вы измеряете этот диаметр, результат измерения должен находиться в диапазоне от 9,9 до 10,1 мм.
Истинная терпимость положения определяет положение центра отверстия по отношению к трем основным базовых краев (нулевых точек) детали.Это означает, что центральная ось отверстия всегда должна находиться в пределах идеального цилиндра, центр которого находится в месте, определяемом теоретически точными размерами на чертеже, и диаметром, равным 0,1 мм.
Практически это означает, что центр отверстия не смещается от своего расчетного местоположения, что гарантирует совместимость детали с остальной частью сборки.
На 3D Hubs мы поощряем добавление GD&T к вашим деталям, но рекомендуется использовать их только для критических сборок и на более поздних этапах процесса проектирования (например, во время полномасштабного производства), поскольку они имеют более высокую метрологию. требования, увеличивающие стоимость разового прототипа.
Правила
- Технический чертеж необходим, если ваша деталь содержит резьбы , допуски или отделку на определенных поверхностях.
- Рекомендуется полностью задать размеры на техническом чертеже, чтобы избежать ошибок.
- Чтобы сэкономить время, вы можете измерить только те характеристики, которые должен измерять поставщик услуг обработки с ЧПУ.
От CAD к ЧПУ за 3 шага
Как многие инженеры и менеджеры по закупкам могли убедиться на собственном опыте, поиск деталей для обработки с ЧПУ затруднен.Прозрачное ценообразование и традиционные средства коммуникации делают поиск поставщиков трудоемким и зачастую утомительным процессом. Чтобы найти поставщика, который сможет производить детали в рамках бюджета и технических спецификаций, требуется много обсуждений.
С точки зрения поставщика, предоставление ценового предложения на детали с ЧПУ сопряжено со значительным риском. С их стороны требуются значительные предварительные затраты времени и ресурсов без реальной гарантии того, что сделка будет выиграна.
Искусственный интеллект (ИИ) обладает огромным потенциалом, чтобы превратить эти разочарования в проблему прошлого.В этой статье мы увидим, как производственные нейронные сети делают поиск деталей для обработки с ЧПУ более быстрым, простым и экономичным. Мы также расскажем, как правильно подготовить файлы САПР для обработки с ЧПУ.
Царство производственных нейронных сетей
До недавнего времени, если вы хотели обработать деталь, вам приходилось запрашивать расценки в местном механическом цеху. Затем производителю (обычно) требуется от двух до пяти дней, чтобы связаться с вами, так как все технико-экономические расчеты должны выполняться инженером вручную.
Даже если вы потратите время на то, чтобы связаться с несколькими механическими цехами, вы никогда не сможете быть на 100% уверены, что получили лучшее предложение. Ценообразование на ЧПУ многогранно и часто субъективно. Поставщики часто расходятся во мнениях относительно сложности изготовления той или иной детали. Никто из них не может быть уверен, какова будет точная окончательная стоимость, пока они не обработают его.
Такого больше не должно быть. Производственные онлайн-платформы уже используют автоматические системы на базе искусственного интеллекта, чтобы мгновенно предоставлять расценки.Принимая в качестве входных данных о заказе (такую как геометрия детали, материал, количество и другие производственные требования), этот алгоритм ИИ может прогнозировать стоимость изготовления детали в режиме реального времени. Процесс, который раньше занимал у инженера несколько часов работы, теперь выполняется автоматически за считанные секунды бесплатно.
Стоимость запчастей
Эта производственная нейронная сеть с ИИ основана на машинном обучении и была обучена с использованием данных из сотен тысяч прошлых заказов.Сообщается, что он может правильно спрогнозировать стоимость обработки более чем в 90% всех случаев. По мере того как анализируется все больше проектов (в настоящее время это более тысячи проектов деталей в день), производственная нейронная сеть продолжает обучение, повышая свою точность и способность прогнозирования с каждым новым отправленным заказом.
Это создает новую парадигму в цифровом производстве. В то время как в прошлом стоимость обработки сильно зависела от навыков и интуиции машинистов, ценообразование на платформе поиска на базе искусственного интеллекта больше напоминает фондовый рынок.Покупатель (в данном случае инженер) и продавец (производитель) приходят к соглашению о рыночной цене товара в режиме реального времени, используя механизмы спроса и предложения.
Все становится по-настоящему интересным, если объединить автоматическое ценообразование в реальном времени с интеллектуальной системой поиска поставщиков, которая упрощает способ приема поставщиками имеющихся входящих заказов. Таким образом, инженеры могут передать свои проекты из САПР в производство менее чем за пять минут, а поставщики смогут полностью использовать свои производственные мощности.
Подготовка файлов САПР для мгновенного расчета стоимости ЧПУ
Итак, как вы, как инженер-конструктор, можете получить максимальную отдачу от цепочек поставок цифрового производства на базе искусственного интеллекта? Предполагая, что вы уже оптимизировали свою конструкцию для обработки с ЧПУ, вам необходимо выполнить следующие простые, но важные шаги:
- Экспорт ваших моделей в формате, совместимом с ЧПУ;
- Подготовка технического чертежа; и
- Получение расценок в онлайн-сервисе.
Давайте рассмотрим каждый из этих шагов более подробно, чтобы рассмотреть лучшие практики.
Шаг 1. Экспорт проекта в формат файла САПР, совместимого с ЧПУ
Шаг 1: Иллюстрация ЧПУ
При обработке с ЧПУ в основном используются форматы файлов STEP и IGES. Эти форматы имеют открытый исходный код, стандартизированы и могут использоваться на разных платформах.
Некоторые производственные службы также принимают 3D-модели в различных форматах файлов, включая SLDPRT, 3DM, IPT, SAT и X_T.
Это очень удобно, но имейте в виду, что ваши модели, вероятно, будут преобразованы в формат STEP в какой-то момент в процессе производства. Лучше всего экспортировать свои проекты в формате STEP непосредственно из вашего собственного программного обеспечения САПР. Таким образом, вы можете проверить их перед загрузкой, чтобы убедиться в отсутствии ошибок преобразования.
Шаг 2: Подготовьте технический чертеж
Шаг 2: технический чертеж ЧПУ
Современные системы обработки с ЧПУ могут интерпретировать геометрию детали непосредственно из файла 3D CAD на бортовом компьютере или получать выходные данные G-кода программы CAM.В этом смысле 2D-чертеж не требуется для изготовления детали с ЧПУ.
Тем не менее, настоятельно рекомендуется включить в заказ технический чертеж, поскольку он содержит информацию, которая не представлена в файле STEP. Например, технический чертеж необходим в следующих случаях:
- Когда ваш дизайн содержит темы;
- Когда определены допуски и критические размеры; и
- Когда определенные поверхности нуждаются в особой отделке.
Даже если ваш проект не включает эти элементы, обычно рекомендуется включать 2D-чертеж при размещении заказа на ЧПУ. Большинство станков с ЧПУ на самом деле предпочитают их файлам 3D CAD, потому что:
- Легче определить основные размеры, функции и критические особенности детали;
- Легче оценить операции механической обработки, которые они выполняют для изготовления детали; и
- В случае разногласий технический чертеж используется как «источник истины.”
Pro Совет: На приведенном выше примере чертежа модель полностью обмерена. В этом нет необходимости при размещении заказа на обработку с ЧПУ. Размеры детали уже указаны в файле 3D CAD. Чтобы сэкономить время, вы можете пометить на своем техническом чертеже только самые важные размеры, которые вы хотите проверить производителем (плюс любые резьбы, допуски или качество поверхности).
Если вы хотите узнать больше о том, как подготовить технический чертеж для обработки с ЧПУ, вот подробное пошаговое руководство.Чтобы освежить память, вот краткое изложение шагов, которые вы должны выполнить:
Шаг 1. Определите и разместите наиболее важные виды детали.
Шаг 2. Рассмотрите возможность добавления разрезов, если ваша деталь имеет скрытую геометрию.
Шаг 3: Добавьте вспомогательные линии (центральные линии, указатели центра и образцы указателей центра).
Шаг 4: Добавьте размеры, начиная с самого важного.
Шаг 5: Укажите точное расположение и размеры всех резьб.
Шаг 6: Добавьте допуски (в противном случае стандартный допуск будет ± .125 мм или ± .005 дюйма).
Шаг 7: Заполните основную надпись и добавьте примечания для производителя.
Шаг 3. Получите онлайн-предложение по обработке с ЧПУ
Шаг 3: Иллюстрация ЧПУ
Мы уже видели, как производственные сети в режиме онлайн позволяют проще, чем когда-либо, получить детали, обработанные с помощью ЧПУ. Все, что вам нужно сделать, чтобы получить мгновенную расценку, — это загрузить свои файлы; выбрать материал, количество и время выполнения; и укажите любые другие производственные требования.
Эта технология сэкономит компаниям время и деньги, предлагая им конкурентное преимущество. Поскольку технологии развиваются быстрее, процветают не самые крупные или сильные компании, а те, которые могут быстро адаптироваться к изменениям.
Алкайос Бурниас Варотсис, доктор философии, инженер по техническому контенту в 3D Hubs.
История и дизайн фрезерных станков
Фрезерные станки на протяжении десятилетий оказывали влияние на мир производства и производства.Без них бесчисленные инновации никогда бы не увидели свет. На самом базовом уровне фрезерный станок использует вращающиеся фрезы для удаления материала с твердого блока путем подачи фрезы вдоль блока материала. Существует много типов фрезерных станков, но в этой статье мы рассмотрим детали и историю самого распространенного: вертикальной коленной фрезы.
ОСНОВНЫЕ КОМПОНЕНТЫ
Мельницы сложные, с сотнями отдельных деталей, точно собранных, чтобы создать надежную и точную машину.Однако некоторые детали и узлы заслуживают большего внимания, чем другие. Детали, которые выполняют фактическую резку, обычно концевые фрезы, часто попадают в категорию «Инструментальная оснастка». Детали, которые поддерживают концевые фрезы, такие как цанги, также могут называться инструментальной оснасткой. Сверла, зенковки и зенковки также попадают в эту категорию.
Схема фрезерного станка (исходник)
Инструмент удерживается в шпинделе, который вращается с заданной пользователем скоростью. Весь узел двигателя содержит множество прецизионных компонентов, включая двигатель шпинделя, подшипники шпинделя и пиноль, которая перемещает шпиндель вверх и вниз.
Существует множество способов удержания инструмента в шпинделе, включая цанги, патроны типа Jacobs, держатели гидравлических инструментов и многое другое. Для точной и повторяемой установки внутри шпинделя в держателях инструмента и цангах часто используются конусы станка.
Ассортимент цанг (источник)
Рабочий стол — это плоская поверхность под шпинделем для фиксации работы. На рабочих столах обычно есть Т-образные пазы, поэтому гайки и шпильки можно легко вставить внутрь для фиксации.Стол может перемещаться по одной, двум или всем трем осям, в зависимости от конфигурации станка. На ручном фрезерном станке движение стола контролируется маховиком.
Колено — это секция фрезерного станка, которая перемещает весь стол, включая узел для продольного и поперечного перемещения, вверх и вниз. Это регулируется пользователем с помощью большой рукоятки с вертикальным перемещением.
ИСТОРИЯ
Фрезерные станки изначально были разработаны для ускорения подачи вручную.Впервые они появились в начале 1800-х годов (1814–1818 гг.), Хотя точную историю трудно проследить из-за того, что в то время в небольших магазинах происходило большое развитие. 1840-1860-е годы принесли создание нескольких популярных дизайнов, многие из которых были ориентированы на производство. У них по-прежнему не было классических трех осей движения, которые мы знаем сегодня, но они были больше похожи на сверлильный станок, часто устанавливаемый в линию, где каждая машина выполняла одну операцию.
В 1861 году компания Brown & Sharpe создала новаторский универсальный фрезерный станок, который мог фрезеровать детали сложной геометрии с перемещением по трем осям.С тех пор производство пошло вверх по мере приближения Первой мировой войны. В течение следующих нескольких десятилетий технология фрезерования быстро развивалась, и появление высокоточных станков, таких как кондукторный станок, установило стандарт точности фрезерования. Теперь машинисты могли быстро и точно находить отверстия с большой точностью, что сделало мельницы обычным делом для создания прототипов и производства оборудования военного времени. Это быстрое развитие продолжалось и в послевоенный период, в течение которого было разработано несколько ключевых технологий, в том числе гайки с защитой от люфта, которые привели к еще большей точности.
В 1936 году Рудольф Баннов задумал фрезерный станок Bridgeport, который все еще находится в производстве. Он был легче, дешевле и проще в использовании, чем многие фрезерные станки, представленные на рынке в то время, и сразу стал успешным. Его успех вдохновил других на копирование дизайна, что привело к появлению множества клонов.
В 1950-х годах ЧПУ (числовое управление) наконец перешло из лаборатории в механический цех, где машинисты использовали перфоленту для управления движениями фрезерного станка.Изначально обработка с ЧПУ использовалась только в аэрокосмической отрасли, где надежное воссоздание сложных профилей и профилей крыла оказалось затруднительным. Он медленно завоевал популярность в других местах, но в 60-х и 70-х годах, когда методы хранения и ввода данных улучшились, он перерос в полноценное ЧПУ (числовое программное управление).
С тех пор технологии хранения данных, вычислений и станков постоянно совершенствовались, поэтому теперь мы можем иметь станки с ЧПУ на нашем рабочем месте или использовать их для создания гигантских сложных деталей из многих материалов.
ВИДЫ ФРЕЗЕРОВ
Хотя трехосевые фрезерные станки наиболее распространены, в некоторых случаях могут потребоваться дополнительные оси. Не все трехкоординатные станки способны на одно и то же. Здесь в игру вступает управление машиной.
Трехосевые фрезы могут перемещаться в трех направлениях: X, Y и Z. Однако в зависимости от аппаратного или программного обеспечения, которое управляет станком, он может быть не в состоянии точно перемещать все три одновременно, что требует условий «2.5D »или« 2 + 1 »фрезерование. Это указывает на то, что, хотя фреза может резать, используя все три оси, она не может выполнять движения, в которых используются все три оси одновременно. Например, вместо того, чтобы выполнять плавную кривую в трехмерном пространстве, им пришлось бы двигаться сначала по осям X и Y, а затем по Z отдельно.
Еще одно общее различие между типами фрезерования — фрезерование «3 + 2», которое описывает, как определенные пятиосевые станки выполняют свои движения. В этой ситуации две оси вращения часто используются для правильной ориентации детали и для получения идеального угла инструмента, в то время как 3 нормальные оси используются для фрезерования.«Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно. Это действительно требует более сложного CAM, но сэкономит много времени при длительной работе и, вероятно, также обеспечит лучшую отделку поверхности благодаря отсутствию движений пуска и остановки.
ХАРАКТЕРИСТИКИ ФРЕЗЕРНОГО СТАНКА
Технология фрезерных станков, наиболее важные из которых были затронуты в нашей недавней публикации «Эволюция прецизионных инструментов», постоянно развивается.Некоторые методы, такие как использование охлаждающей жидкости для предотвращения перегрева детали и инструмента, используются десятилетиями, но другие, такие как обнаружение поломки инструмента, становятся все более популярными.
СОЖ через инструмент (источник)
Охлаждающая жидкость имеет решающее значение для предотвращения поломки инструмента, улучшения качества поверхности и продления срока службы инструмента во время большинства фрезерных операций. С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее.В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего нужна.
Осмотр инструмента и работы в середине работы оказал огромное влияние на увеличение времени работы фрезерных станков. Зонды могут проверять инструменты между операциями, предупреждать операторов о поломке или даже автоматически заменять новый инструмент. Некоторые машины могут даже обнаруживать износ инструмента во время работы и автоматически корректировать значения компенсации износа, чтобы ваши элементы и дальше оставались идеального размера.Зонды с рубиновыми наконечниками теперь также стали обычным явлением — их можно установить, как любой другой инструмент, в устройство смены инструмента и исследовать деталь или элемент для точного определения местоположения. А теперь, когда у каждого в кармане есть мощный компьютер, машины могут отправлять оповещения операторам удаленно. Все эти технологии сделали фрезерование отличных деталей проще, чем когда-либо, даже во время «отбоя», когда цех закрыт.
В Plethora мы идем еще дальше — сейчас самое время воспользоваться огромными достижениями в области вычислений и производства, чтобы навсегда изменить производство.Благодаря мощности умного программного обеспечения, многолетним знаниям в области обработки и высокотехнологичным обрабатывающим центрам Plethora теперь может поддерживать работу мельниц дольше, производить детали более эффективно и доставлять их вам с меньшими хлопотами. Спасибо, что присоединились к нам!
Обработка с ЧПУ своими руками с нуля
В то время как 3D-печать сейчас в моде среди любителей и сообщества производителей, многие компоненты все еще можно производить более эффективно с использованием субтрактивных технологий, таких как обработка с ЧПУ.Эта серия сообщений в блоге даст вам представление о том, что требуется для преобразования относительно дешевой ручной фрезерной обработки в автоматизированный станок, управляемый компьютером, который может резать гораздо более сложные детали.
Я собираюсь разбить эту статью на несколько частей, так как это довольно длинный рассказ.
Фон:
С тех пор, как я впервые научился пользоваться ручными токарными и фрезерными станками, изучая инженерное дело, я всегда хотел, чтобы в моем гараже были станки. У меня много хобби, и я всегда хочу сделать небольшую штуку, чтобы подключить какой-нибудь виджет к другому гаджету.Около 5 лет назад я приостановил свой бизнес по проектированию / составлению контрактов и объединил усилия с производителем, который продавал комплектующие для оборонной и аэрокосмической промышленности. Моим первым проектом было проектирование / оснащение лаборатории прототипирования. Мы купили лазерный резак / гравер и старый трехосевой маршрутизатор, который был устаревшим, но механически исправным. Я быстро обнаружил, что древний контроллер / программное обеспечение было огромным ограничением, и наткнулся на мир DIY CNC. Примерно за 1000 долларов я установил цифровой шаговый привод Geckodrive G540 и новый блок питания.Эти компоненты были меньше, чем в 10 раз меньше оригинального контроллера, и намного превосходили их по техническим характеристикам. Они не только открыли возможности для использования другого программного обеспечения, но и означали, что теперь станок может выполнять одновременную 3D-обработку, а не только 2.5D, как мы его покупали. После переоборудования машина была мечтой, и она перешла с точности размеров +/- 0,5 мм на +/- 0,1 мм, что было более чем достаточно для той работы, которую мы выполняли.
После завершения этого проекта и ухода из этой компании ошибка ЧПУ сильно укусила.Мне нужна была другая машина, но на этот раз я хотел большей мощности, большей точности и способности работать с более твердыми материалами. Немного сэкономив, я купил 3-осевую мельницу DM-45 с колонной типа «ласточкин хвост» 2,5 л.с. у компании Scott Machinery в Крайстчерче. Это было захватывающее и нервное время, когда мы поднимали все 350 кг груза с прицепа с помощью автомобильного крана. Однако вскоре он благополучно оказался в своем новом доме в штаб-квартире Gecko Racing, прикрученный к земле.
Когда он прибыл, я заметил довольно досадную неисправность.Время от времени кнопка остановки шпинделя не останавливала шпиндель, и это подчеркивало еще более пугающий недостаток конструкции. Когда шпиндель все еще находился под напряжением после нажатия на упор, даже большая красная кнопка аварийного останова не убивала его. Единственный способ полностью отключить его — вытащить вилку. Я быстро договорился о визите электрика поставщика, и он нашел проблему. Он закончил тем, что изменил проводку, так что аварийный останов был настоящим выключателем, и мы сделали фотографии процесса, которые, как я полагаю, использовались для изменения конструкции.Другой проблемой был поддон, в который попадает охлаждающая жидкость. Он был просверлен так, чтобы прижимные болты машины проходили через него в основание, но завод не предпринимал никаких попыток заделать эти отверстия. Мой друг приварил несколько маленьких трубок вокруг отверстий, чтобы охлаждающая жидкость не заполнила корпус в основании. С этими модами я был готов начать использовать его должным образом.
После того, как я некоторое время поработал с ним (извините), мне не терпелось начать преобразование ЧПУ.Заводить ручки просто неприятно.
Механическое преобразование:
Я потратил немного времени на моделирование основных компонентов в Inventor и приступил к проектированию различных кронштейнов и приводов для двигателей, которые должны были заменить рукоятки намотки.
Я рано решил выбрать шаговые двигатели, а не более дорогие серводвигатели. Недостатком шаговых двигателей является то, что они работают по принципу «разомкнутого контура», что означает, что если контроллер приказывает им переместиться в определенное положение и что-то мешает, он не знает.Это означает, что следующий ход начнется с неправильной позиции, что вызывает всевозможные проблемы. Эта ошибка может быть очень незначительной, когда система иногда просто пропускает несколько шагов здесь или там, обычно из-за слишком быстрого ускорения нагрузки, но ошибка может накапливаться в ходе программы ЧПУ и приводить к большим неточностям. При этом шаговые двигатели значительно дешевле, и если система правильно настроена и настроена, ошибку можно устранить или устранить.
Другое решение по стоимости заключалось в том, чтобы придерживаться заводских ходовых винтов с трапецеидальной резьбой на станке, вместо того, чтобы немедленно проводить модернизацию ШВП. Ходовые винты — это стержни с резьбой, которые поворачиваются, когда вы поворачиваете ручки, чтобы перемещать кровать вперед и назад, влево и вправо. Шарико-винтовые передачи намного лучше с точки зрения плавного, точного движения и уменьшения люфта, но также значительно дороже. В машине уже были ходовые винты довольно приличного размера, поэтому я подумал, что сделаю переоборудование «как есть», а затем решу, стоит ли модернизировать его позже.Это время пришло, и я только начинаю процесс обновления. Я надеюсь задокументировать это в «Части 5».
Я нашел поставщика и выбрал несколько двигателей рамы NEMA-23. Я не очень разбирался в этом шаге и просто купил двигатели, которые мог себе позволить, и которые были удобны в установке. Я подумал, что тогда я просто уменьшу их, чтобы увеличить крутящий момент и немного пожертвовать чистой скоростью подачи. После некоторых основных расчетов крутящего момента я остановился на соотношении 0,75: 1 между двигателем и ходовым винтом.Я хотел использовать зубчатый ремень ГРМ, чтобы исключить возможность проскальзывания и свести люфт к минимуму. Я нашел подходящую установку, которая состояла из шкивов T5 и соответствующего ремня, один с 19 зубьями, а другой с 25 зубьями, обеспечивающими соотношение 0,76, что было достаточно близко.
Я решил провести несколько проверок, чтобы убедиться, что разрешения и теоретической максимальной скорости подачи будет достаточно. Шаговый двигатель имеет ряд катушек внутри, которые можно включать в различных комбинациях, чтобы приводить двигатель в движение небольшими движениями или шагами.Моторы, которые я выбрал, имели 10-кратный микрошаг с шагом 1,8 градуса. Это равняется 200 шагам / оборот или 2000 микрошагов / оборот. Ходовые винты на машине имеют шаг 3 мм, что означает, что за 1 оборот ведомой звездочки машина переместится на 3 мм. Если помнить о передаточном числе 0,76, на один оборот ходового винта двигатель повернется на 1 / 0,76 или 1,316 раза. Эти 1,316 оборота двигателя равны 3 мм перемещения стола.
1,316 об / об x 2000 микрошагов / об = 2632 микрошагов / оборот ходового винта
И поскольку этот 1 оборот ходового винта равен 3 мм хода стола, получаем:
2632 микрошага / 3 мм = 877.333 микрошага / мм хода стола
Итак, вы можете видеть, что, хотя большое количество шагов означает, что теоретически вы можете перемещать оси на очень малую величину (1/877 миллиметра или ~ 0,001), обратная сторона — это то, что если вы хотите двигаться быстро, скажем, на 5000 мм. / мин, вам нужно будет очень быстро сгенерировать огромное количество отдельных шагов. Давайте еще немного посчитаем:
(5000 мм / мин) / 60 с = 83,33 мм / с
Итак, если мы хотим, чтобы стол двигался со скоростью 83,33 мм / с, нам нужно как-то сгенерировать:
83.33 мм / с x 877,33 микрошагов / мм = 73 107,9 микрошагов / с
Или, другими словами, нам нужно было бы сгенерировать чистый ступенчатый сигнал ~ 73 кГц.
Итак, откуда берутся эти фактические шаги? В модном коммерческом контроллере есть плата управления движением, которая генерирует сигналы для отправки на приводные двигатели. Однако в LinuxCNC программный генератор шагов заменяет плату управления движением. На самом деле ПК, который я использовал в качестве контроллера станка, мог выдавать только около 1/3 шагов в секунду, вычисленных выше, что означало, что теоретическая максимальная скорость осей составляла всего около 1700 мм / мин.На самом деле мне никогда не удавалось превысить 500 мм / мин без пропуска шагов или остановки двигателей. Здесь играет роль большое количество факторов, но скорость — частая проблема с программной пошаговой генерацией.
А теперь, если после этого вы не уснете, я вернусь к механике. После выполнения расчетов двигателей я был доволен их характеристиками на бумаге, поэтому заказал их вместе с частями и деталями, которые мне понадобились для ременных приводов и алюминиевой ложей, чтобы сделать кронштейны для их размещения.
В конце концов компоненты прибыли, и я приступил к обработке (конечно, вручную) монтажных пластин:
Здесь вы можете увидеть в основном законченный узел привода оси x, установленный на столе:
Я выполнил аналогичный процесс для осей y и z и проверил все, прежде чем снять всю партию и вернуться к ручным ручкам, пока я конструировал и собирал электронику. Подробности будут в Части 2.
И вот, цифровое прототипирование модификаций машины, которые будут использоваться для создания физических.
[подписка2]
Создайте свой собственный станок с ЧПУ | Руководство пользователя
Станки с ЧПУсуществуют уже несколько десятилетий, их история восходит к 1950-м годам. За это время они изменили способ производства вещей. Они также помогли демократизировать процесс, предоставив начинающим инженерам и производителям по всему миру возможность создавать свои собственные продукты.С такой универсальностью вы — да, вас! — может быть интересно, как построить свой собственный станок с ЧПУ.
Если это похоже на вас, не бойтесь — команда Scan2CAD всегда готова помочь. Мы здесь, чтобы дать полезные советы по созданию станка с ЧПУ. Мы включим несколько отличных вариантов комплектов ЧПУ, а также подробные сведения и ресурсы, посвященные тому, как построить собственный станок с ЧПУ с нуля. Давайте начнем!
Итак, вы собираетесь построить свой собственный станок с ЧПУ. Но с чего начать?
Прежде чем сравнивать комплекты или выбирать компоненты, важно начать отвечать на некоторые фундаментальные вопросы.
| ① | Что вы собираетесь делать на своем станке с ЧПУ? Конечно, станки с ЧПУ универсальны и позволяют создавать широкий спектр различных продуктов. Однако разные типы станков с ЧПУ лучше подходят для разных проектов. Начните с рассмотрения типов проектов, которыми вы, вероятно, будете заниматься, и используйте это как основу для выбранного вами типа станка с ЧПУ. Это решение также проинформирует вас о компонентах, необходимых для производства вашей машины. |
| ② | Сколько времени у вас есть на сборку машины? Ответ на этот вопрос частично зависит от того, интересуетесь ли вы ЧПУ как хобби или как потенциальный бизнес. В конце концов, стоит потратить на машину больше времени, если в конечном итоге можно ожидать финансового вознаграждения. Однако это не единственный фактор, который следует учитывать. CNC Cookbook рекомендует, если это ваша первая сборка, начать с более простого станка.Таким образом, у вас будет больше шансов сделать это, вместо того, чтобы откусить больше, чем вы можете прожевать, и сдаться. |
| ③ | Сколько вы хотите потратить на свой станок с ЧПУ? Как и в случае с вышеупомянутым вопросом, ваш ответ здесь частично будет зависеть от того, собираетесь ли вы использовать машину для профессионального или личного использования. Однако в обоих сценариях всегда стоит попытаться получить максимальную отдачу от своих денег.Таким образом, вы должны оценить, какие части и компоненты необходимы для машины, которую вы хотите построить. Если они вам не нужны, не покупайте! Установите для себя бюджет, который вы можете себе позволить, и придерживайтесь его. |
| ④ | Какие наборы навыков у вас есть? Легче построить собственный станок с ЧПУ, если у вас уже есть необходимые навыки. Таким образом, стремитесь завершить проект, который соответствует вашему опыту. Если у вас уже есть опыт работы с деревом или металлом, возможно, вы захотите попробовать более сложный проект.Тем временем новичок может захотеть начать с чего-нибудь попроще. |
Комплект ЧПУ — это невероятно удобный способ построить собственный станок с ЧПУ. Это потому, что в комплект обычно входит все необходимое, чтобы собрать машину и приступить к ее изготовлению.
Большинство производителей комплектов также предлагают ряд вариантов настройки. Это позволяет вам выбрать правильные компоненты в соответствии с вашими потребностями.Вы можете выбрать самый базовый пакет, если у вас ограниченный бюджет, или разориться, если у вас есть более конкретные требования.
К счастью, здесь, в Scan2CAD, мы уже составили список отличных комплектов ЧПУ для начинающих. В списке представлены:
- MillRight CNC — хотя и в базовой комплектации, это один из самых дешевых комплектов ЧПУ на рынке. Отличный вариант, если вы впервые хотите создать собственный станок с ЧПУ.
- Shapeoko — эта машина поставляется в частично собранном виде, что делает ее одним из самых простых в выполнении проектов.Если вы чувствуете себя более амбициозным, Shapeoko также можно взломать, что дает вам реальную свободу модифицировать машину.
- Maslow — доступное ЧПУ — больше. Maslow предлагает пользователям огромное рабочее пространство 4х8 дюймов, позволяющее легко создавать большие проекты.
- Next 3D — не хотите пачкать руки? Next 3D предлагает пользователям возможность построить станок с ЧПУ без пайки, сверления или склеивания. Просто скрутите и приступайте к делу в кратчайшие сроки
Ищете более подробную информацию? Ознакомьтесь с нашим полным списком лучших комплектов ЧПУ для начинающих.
Использование комплекта ЧПУ — один из самых простых способов начать работу, но он подходит не всем. Если вы предпочитаете свободу создания станка с ЧПУ по-своему, то создание с нуля может стать отличным вариантом.
Что вам понадобится
Как вы уже догадались, когда дело доходит до создания станка с ЧПУ, существует множество возможностей. Однако ваш станок с ЧПУ, скорее всего, будет включать большинство, если не все, из следующих частей:
- Электрооборудование , в том числе:
- Плата процессора / управления (некоторые машины могут использовать ПК)
- Щиток шаговый
- Драйверы шагового двигателя
- Моторы
- Блок питания
- Механические части , в том числе:
- Инструменты, такие как режущие инструменты
- Рамка
- Подшипники
- Направляющие и опоры
- Прокладки, шайбы, гайки, винты и болты
Конечно, выяснение того, какой тип станка с ЧПУ построить, поможет уточнить, какие детали вам понадобятся.Если вы не можете принять решение, посмотрите наше сравнение станков с ЧПУ, чтобы узнать, какой из них вам подходит.
Ступени
Точная сборка вашего станка с ЧПУ будет зависеть от типа станка, который вы выберете для сборки, выбранных вами индивидуальных опций, того, что вы планируете делать на станке, и многих других факторов. Тем не менее, основные этапы создания собственного станка с ЧПУ обычно следующие:
1. Создайте свою машину
Создание дизайна для вашего станка с ЧПУ поможет вам получить четкое представление о готовом проекте.Вы можете начать с эскиза, прежде чем преобразовывать бумажный чертеж в САПР с помощью таких программ, как Scan2CAD. Оттуда вы можете выдавить свой 2D-чертеж в 3D-модель САПР в таких программах, как SolidWorks (или одна из наших лучших доступных альтернатив SolidWorks).
2. Получить запчасти
После того, как вы спроектировали свою машину, вы можете переходить к покупке запчастей для нее. Используйте приведенный выше список в качестве руководства, но не стесняйтесь настраивать машину в соответствии со своими требованиями!
3.Постройте раму
Рама — это то, что скрепляет все остальные части машины. Таким образом, это первая конструкция, которую вы создадите при создании собственного станка с ЧПУ. Такие металлы, как алюминий, являются хорошим выбором для вашей рамы, поскольку они обеспечивают стабильность и жесткость. Это, в свою очередь, поможет продлить срок службы другого оборудования.
4. Добавьте портал
Не все станки с ЧПУ будут оснащены порталом, но как один из самых популярных вариантов дизайна, мы представили его здесь.Портал позволяет вашему обрабатывающему инструменту перемещаться по оси Y; он будет удерживать ваш инструмент над рабочим пространством. Убедитесь, что силы, действующие на портал, сбалансированы, чтобы снизить вероятность деформации или сотрясения машины.
5. Введите ось Z…
Ваш инструмент будет перемещаться вверх и вниз по оси Z. Однако вам понадобится место для размещения вашего инструмента. Вы установите этот корпус на портал, чтобы увеличить диапазон глубины для вашего инструмента.
6.… затем ось X
Добавление подшипников Направляющие рельсы и поможет сохранить жесткость вашего станка с ЧПУ и позволит вашему инструменту двигаться вперед и назад по оси X.
7. Езжай!
Теперь, когда вы добавили детали, которые позволят вашему ЧПУ двигаться вперед и назад, пора добавить те, которые на самом деле заставят двигаться по этой оси. Это система привода, обычно состоящая из двигателей, шкивов, шпинделей, винтов, болтов и гаек, среди других частей.
8. Представьте электронные детали
Теперь вы готовы добавить множество электронных компонентов, которые составят сердце вашего станка с ЧПУ.Ключом к этому является двигатель , который, в конечном итоге, будет приводить в действие обрабатывающий инструмент. В этом случае у вас будет выбор из шаговых двигателей и сервоприводов . Однако это далеко не единственный важный инструмент: вам также потребуется включить блок питания, коммутационную плату, драйверы и, конечно же, процессор или компьютер.
9. Ставим столешницу на
Нельзя обрабатывать детали, не имея места для их размещения! Ваш стол для резки может быть изготовлен из фанеры, МДФ или металла. Однако имейте в виду, что не все эти материалы подходят для того типа станка с ЧПУ, который вы создаете!
10.От вращательного к линейному перемещению
Двигатель, который вы установили, заставит машину вращаться. Однако вашему станку с ЧПУ обычно требуется линейное движение. Шпиндель преобразует вращательное движение двигателя в линейное, а это означает, что ваш обрабатывающий инструмент может двигаться вверх и вниз.
11. Выберите свой контроллер
Контроллер ЧПУ жизненно важен для работы станка с ЧПУ. Это часть, которая интерпретирует сигналы, подаваемые вашим процессором или компьютером, и преобразует их в сигналы для электронных частей вашего станка с ЧПУ.По сути, он действует как «мозг» всей системы.
12. Выберите программное обеспечение
Ваша машина почти готова к работе! Однако сначала вам нужно выбрать программное обеспечение, которое управляет вашим станком с ЧПУ. Большинство из них будут использовать такие языки, как G-код, для управления движением вашего станка по его трем осям, что позволит вам выполнять операцию обработки.
13. Добавьте свой обрабатывающий инструмент
Доступен широкий выбор обрабатывающих инструментов.Инструменты для резки металла — одна из самых простых разновидностей, но более сложные станки могут использовать инструменты лазерной или плазменной резки.
14. Начни делать вещи!
Теперь ваша машина готова, и вы готовы приступить к работе над собственными проектами!
Если вы прочитали всю эту статью, то, скорее всего, вы уже поняли преимущества создания станка с ЧПУ. Однако, если вы все еще не уверены, мы быстро рассмотрим некоторые из лучших причин для создания собственного станка с ЧПУ:
- Возможность настройки .Когда вы покупаете станок с ЧПУ, он может не иметь необходимых вам функций или заставлять вас доплачивать за функции, которых у вас нет. Если вы создаете свой собственный станок с ЧПУ, у вас есть возможность выбрать, что (не) включать.
- Сэкономьте . Покупка готового станка с ЧПУ часто может обойтись вам в тысячи долларов. Построение собственного станка с ЧПУ вместо этого может дать вам те же результаты при гораздо меньших затратах.
- Создавайте потрясающие вещи . Хорошо, это применимо к любому станку с ЧПУ, независимо от того, покупаете ли вы или строите.Но это остается правдой — создание станка с ЧПУ дает вам возможность производить свои собственные удивительные продукты. Если вы хотите открыть собственный бизнес, заменить труднодоступные детали или просто создать индивидуальные продукты, которых нет больше нигде, вы можете сделать это с помощью станка с ЧПУ. И где лучше начать как производитель, чем строить собственную машину?
Все еще нужно немного вдохновения, прежде чем сделать решительный шаг? Это прямо здесь: еженедельные пакеты бесплатных файлов DXF от Scan2CAD, а также наш путеводитель по еще большему количеству сайтов с бесплатными дизайнами DXF.
момус ЧПУ | настольный DIY роутер планы
Фрезерный станок Momus с ЧПУ.
С 2010 года Momus CNC предоставляет планы и документацию для
сконструировать настольное производственное оборудование «Сделай сам» (DIY). Через
инновационный дизайн, наша миссия — дать возможность строителям строить самодельные
машины, которые конкурируют с производительностью коммерческого оборудования, стоящего много
раз больше. Конструкция нашего компактного, полностью закрытого прецизионного 3-х осевого ЧПУ
маршрутизатор может быть построен с использованием обычных инструментов и навыков в магазине.
Расширьте производственные возможности своих настольных ПК, имея возможность
обрабатывать предметы из дерева, пенопласта, пластика и даже легкие работы в
алюминий и латунь. При размере рабочего конверта 16 x 16 x 5 дюймов
Станок идеально подходит для гравировки, работы по дереву, изготовления вывесок,
печатные платы, изготовление компонентов для радиоуправляемых автомобилей и самолетов, а также
прочие мелкие фрезерные операции. Создавайте что-нибудь из простых
гравюры, сложные трехмерные формы.
Наш продукт представляет собой подробное руководство на 170 страницах, в котором полностью описаны
конструкция машины. Он содержит подробные чертежи для каждой детали,
покомпонентные чертежи, более 350 фотографий и подробные описания
изготовления и сборки. Машина предназначена для сборки из стандартных
размеры материала и используются коммерчески доступные компоненты. Все необходимое
материалы могут быть закуплены либо на местном уровне, либо у онлайн-поставщиков. В
руководство по сборке включает в себя полный перечень материалов и список поставщиков.
Руководство по строительству:
Мы поставляем чертежи, вы поставляете материалы.
Представьте, измельчите.
Присоединяйтесь к сообществу других разработчиков и пользователей в активной зоне CNC
Форум. У нас есть специальный подфорум для строителей и тех, кто
интересуется ЧПУ Momus. Воспользуйтесь опытом и
знание тех, кто уже построил машины, и
активно их используют.
Подключайтесь и делитесь.
© 2012 Momus CNC
Чтобы иметь полностью функциональный станок с ЧПУ, необходимо:
компоненты необходимы:
Что требуется для полной системы?
2. Управляющая электроника. Доступен как полный комплект
от многочисленных сторонних поставщиков.
3. Компьютер со следующими типами ПО:
— программное обеспечение для проектирования (например, САПР или 3D-моделирование).
— Программное обеспечение CAM для создания траекторий инструмента.
— управляющая программа для запуска станка.
Помимо предоставления всей информации, необходимой для сборки машины,
руководство по строительству также охватывает множество связанных тем, таких как дизайн
философии, которая привела к этой конкретной конструкции машины, основные принципы
ЧПУ, рабочие процессы в программном обеспечении CAD / CAM, обзор машинной электроники и
некоторая информация о конструкции, которая может быть полезна, если вы решите
внести изменения в машину.В руководстве также приведены схемы подключения
две распространенные модели приводов управления двигателем и базовые настройки конфигурации для
самое популярное программное обеспечение для управления машинами.
Больше, чем просто планы.
Фрезерование с ЧПУ с программным обеспечением с открытым исходным кодом
Я всегда ищу новые проекты для создания на моем 3D-принтере. Когда я недавно увидел новую конструкцию фрезерного станка с компьютерным числовым кодом (ЧПУ), в котором в основном используются детали, напечатанные на 3D-принтере, я был заинтригован. Когда я увидел, что машина работает с программным обеспечением с открытым исходным кодом, а контроллером является Arduino, на котором запущено программное обеспечение с открытым исходным кодом, я понял, что мне нужно его создать.
Фрезерные станки с ЧПУ— это прецизионные режущие инструменты, используемые для создания штампов, гравюр и моделей. В отличие от других фрезерных инструментов, станки с ЧПУ могут перемещаться по трем осям: ось Z перемещается вертикально, ось X перемещается горизонтально, а ось Y перемещается вперед и назад.
Сделай сам свой ЧПУ
Хотя многие компоненты этого станка с ЧПУ напечатаны на 3D-принтере, для его работы необходимо заказать несколько деталей. Его создатель, Никодем Бартник, имеет список деталей на странице проекта Thingiverse вместе со ссылками для загрузки файлов STL для 3D-печатных деталей.
Заказал необходимые запчасти и начал ожидание. Они отправлялись из-за границы, поэтому на доставку некоторых из них потребовалось около месяца. А пока я напечатал остальные части на 3D-принтере.
Станок с ЧПУ построен на контроллере Arduino, на котором запущено программное обеспечение управления перемещением GRBL с открытым исходным кодом. Контроллер GRBL получает G-код ЧПУ (текстовый список инструкций для фрезерного станка с ЧПУ) и переводит его в движение, приводя в действие шаговые двигатели. Машина имеет один шаговый двигатель для оси Z (вверх и вниз), один шаговый двигатель для оси X (влево и вправо) и два шаговых двигателя для оси Y (назад и вперед).На веб-сайте GRBL есть документация по загрузке GRBL на плату Arduino.
Я не буду вдаваться в подробности сборки оборудования с ЧПУ, так как у Nikodem есть серия видеороликов, в которых это подробно объясняется. Вместо этого я сосредоточусь на программном обеспечении с открытым исходным кодом, которое можно использовать для создания проектов и запуска станка с ЧПУ. Наряду с Fedora в качестве моей базовой операционной системы, я использовал другие части программного обеспечения с открытым исходным кодом: GRBL, Inkscape, jscut и CNCjs.
В этом руководстве я объясню, как создать деревянную версию логотипа Linux Tux Ларри Юинга на фрезеровании на станке с ЧПУ.
Сделайте ваши файлы
Первым шагом к созданию деревянного смокинга является загрузка черно-белой версии логотипа в формате PNG с сайта Wikimedia Commons.
Таким образом, логотип Tux может работать на станке с ЧПУ, преобразовать файл Tux PNG в файл SVG с помощью Inkscape, перетащив файл PNG в окно Inkscape. Затем используйте опцию Inkscape Trace Bitmap , чтобы преобразовать изображение в пути SVG. Это создает дублирующиеся копии изображения — одна является контурами, другая — растровым изображением — удаляет копию растрового изображения.Используйте опцию Break Apart и удалите свойство Fill для контура смокинга и рта Смокинга; у вас будет изображение SVG, которое выглядит как инверсия исходного изображения.
Затем преобразуйте файл SVG в G-код ЧПУ, который представляет собой список инструкций, которые сообщают станку с ЧПУ, как создать желаемый дизайн. Я использовал программное обеспечение jscut с открытым исходным кодом, которое представляет собой веб-программу автоматизированного производства (CAM). Вы можете загрузить программное обеспечение и запустить его на своем локальном компьютере или использовать веб-версию на jscut.org, что я и сделал.
Откройте файл SVG на jscut.org с помощью раскрывающегося меню Открыть SVG . Затем щелкните одну или несколько частей изображения SVG, затем щелкните Create Operation . Выберите тип операции (гравировка, внешний вид, карман и т. Д.) И глубину реза и нажмите Создать . Различные типы операций определяют место выполнения разреза; вы можете увидеть эффекты различных операций, перейдя на вкладку Simulate GCODE , которая показывает предварительный просмотр того, как будет выглядеть вырез.Для Tux я создал несколько операций для различных частей дизайна.
Задайте свойства фрезы в разделе Инструмент ; в их число входит определение диаметра сверла и скорости резки. Одним из ограничений jscut является то, что вы не можете указывать разные размеры бит для разных операций. Чтобы создать смокинг, мне нужно было использовать два разных кусочка: меньший, чтобы вырезать такие детали, как глаза, нос и рот, и больший, чтобы вырезать контур Смокинга по всей деревянной доске.Я дважды использовал jscut для создания двух разных файлов G-кода: один для гравировки меньшим битом, а другой для вырезания контура Тукса большей частью.
После создания двух файлов G-кода следующая задача — получить программное обеспечение контроллера ЧПУ. Я использовал CNCjs с открытым исходным кодом. CNCjs имеет веб-интерфейс, прост в использовании и поддерживает взаимодействие с контроллерами GRBL. После его установки откройте CNCjs в веб-браузере и подключите его к контроллеру Arduino GRBL.
Нажмите Загрузить G-код и укажите файл, созданный с помощью jscut.Сначала я загрузил файл G-кода, который делает гравюры поверх Tux.
Приготовьтесь резать
Вы почти готовы начать резку! Поскольку вы будете резать всю древесину, разумно будет использовать «мусорную доску» — доску, которая находится поверх этого станка с ЧПУ, и вы не против разрезать ее. Это потому, что когда машина вырезает Смокинга, он проходит насквозь и входит в доску под ним. При необходимости мусорную доску можно заменить.
Надежно прикрепите доску для отходов к станку с ЧПУ, чтобы предотвратить любое движение, затем прикрепите кусок дерева, который вы будете использовать для смокинга.Есть много способов прикрепить дерево — я использую прочную двустороннюю ковровую ленту.
Последний шаг перед резкой — совместить сверло на шпинделе с деревом, которое вы режете. Используйте кнопки Axes CNCjs для физического перемещения шпинделя так, чтобы координаты X, Y и Z долота были выровнены с верхним левым углом вашего дерева. Ось Z должна быть чуть выше дерева; вы должны иметь возможность просунуть лист бумаги между деревом и сверлом, но почувствовать, как кусочек тянется по бумаге, когда он скользит.
Когда все выровнено, установите смещения рабочего положения для осей X, Y и Z на ноль, нажав кнопку Установить для каждой из них.
Нажмите кнопку Z + в CNCjs, чтобы немного поднять биту, чтобы шпиндель не оставил следов на дереве при включении.
Чтобы начать резку, наденьте защитные очки, средства защиты слуха и респиратор. Затем включите шпиндель и нажмите кнопку Play в CNCjs.
Внимательно следите за станком во время резки и составьте план быстрого отключения питания станка с ЧПУ и шпинделя, если это необходимо.Будьте готовы и с пылесосом, потому что он создаст много опилок.
После того, как первый файл G-кода завершит гравировку на Tux, выключите шпиндель и нажмите кнопку X 0 Y 0 в CNCjs, чтобы вернуть шпиндель в исходное рабочее положение по осям X и Y. Затем переключитесь на больший бит, загрузите файл G-кода, который будет вырезать контур Тукса, и выполните тот же процесс, чтобы запустить его.
Отшлифуйте смокинг, чтобы очистить вещи, и примените немного дерева для защиты.Вот мой результат: деревянный смокинг, сделанный со 100% открытым исходным кодом.
.