Горячая сварка линолеума с помощью полимерной ленты и виды холодной сварки: Инструкция +Фото и Видео
Сварка линолеума своими руками.Линолеум-популярное покрытие, славящееся своей прочностью, длительным сроком эксплуатации, простотой монтажа, дешевой ценой. Но у линолеума есть один важный недостаток: наличие стыков между его листами. Если их не обработать, то с течением времени края начнут загибаться, портя внешний вид напольного покрытия. О том, как соединить стыки листов линолеума, чтобы швы не было видно, мы вам расскажем. Соединение линолеума возможно с помощью сварки.
Существует два вида сварки напольного покрытия: холодным и горячим способом. Мы познакомим вас с особенностями каждого из этих способов. Сварка предохраняет линолеум от деформации.
Общие сведения
Классификация линолеума
Прежде чем познакомить вас со способами сварки, важно узнать и определиться, какой из видов линолеума вы приобретете. От того, какой линолеум вы будете монтировать на пол, будет зависеть способ сварки и клей, необходимые для соединения листов напольного покрытия.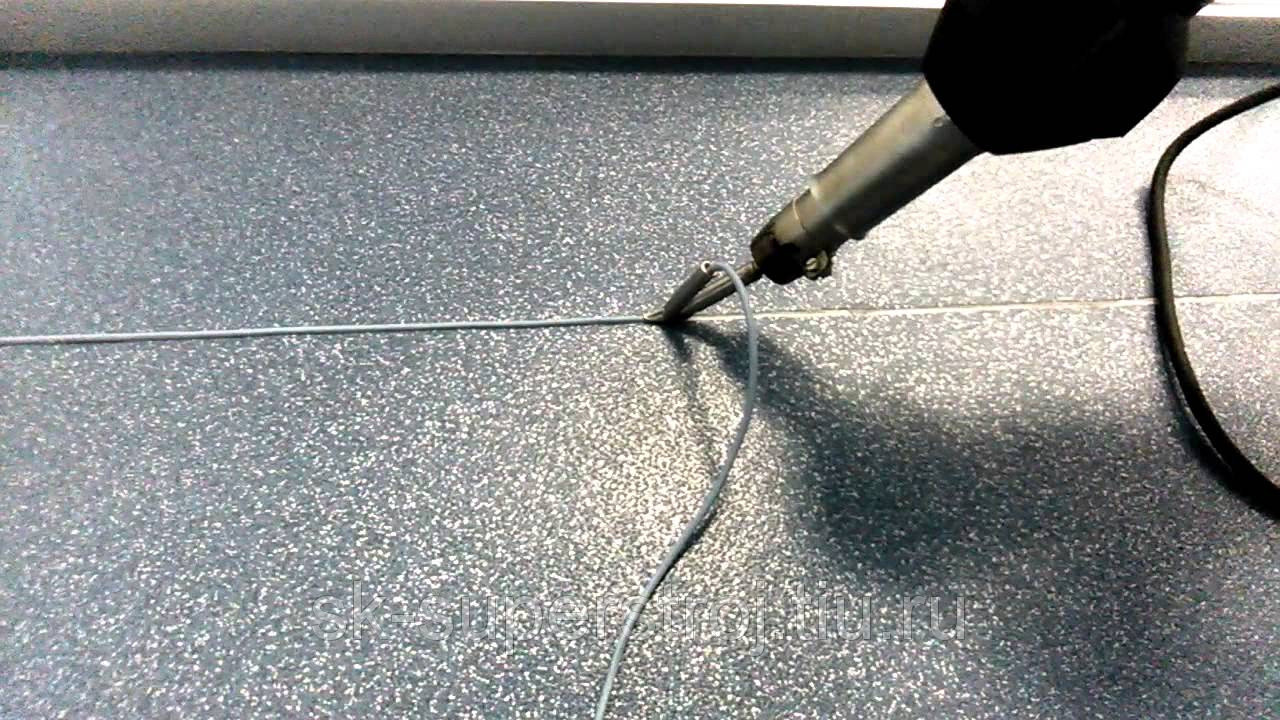
Классифицируются линолеумы по различным признакам. Одним из простейших разделений является наличие подложки у напольного покрытия. Существуют линолеумы основные и безосновные. Безосновные-очень тонкие-всего 1,6 мм толщиной. Они недолговечны и требуют идеально ровного основания пола. Любые выемки и выбоины будут заметны на таком виде линолеума. От мебели могут остаться следы, он может быстро порваться. Цена такого линолеума небольшая. В последнее время дешевое напольное покрытие покупают редко, потому что оно быстро изнашивается.
Основный линолеум делится на 3 класса: на теплой (войлочной)основе, на вспененной основе и многослойный. Основой первого класса служит синтетический или натуральный войлок. Он прекрасно вписывается в детскую комнату и зал, потому что ногам тепло, детям удобно играть и бегать по теплому полу. Толщина такого линолеума 5мм. Верхний полимерный слой (такой линолеум состоит из двух слоев) занимает всего 1.5 мм. Поэтому такое напольное покрытие боится воды и не предназначено для ванных комнат.
Многослойный линолеум имеет разные подложки: джутовую, полиэфирную, вспененную ПВХ. Она накладывается на основу-стекловолокно, покрытое поливинилхлоридом. Стекловолокно предохраняет линолеум от деформации. На лицевом слое виден рисунок, который покрывает защитный слой. Чтобы повысить износоустойчивость защитного слоя накладывают полиуретановый пласт. Многослойный линолеум не только обладает повышенной износоустойчивостью, но и теплоизоляционными и звукоизоляционными свойствами. Он не боится влаги, поэтому его можно расположить не только в комнатах, но и на кухне, в прихожей, в ванне.
Стоит обратить внимание на стыки в ванной комнате, потому что помещение обладает повышенной влажностью. Стыки следует соединять горячей сваркой или использовать специальные клеи при холодной сварке.
Линолеум классифицируется также и по материалу. По материалу бывают натуральные, резиновые, ПВХ, нитроцеллюлозные, гифталиевые линолеумы. Наилучшие из них-натуральные. Они состоят из древесной смолы, льняного масла, извести, пробковой муки. Он обладает антисептическими свойствами, не боится микроорганизмов, подвержен гниению и плесени. Он не впитывает жир, не тускнеет и не трескается, поэтому может использоваться на кухне и прослужит длительное время.
По материалу бывают натуральные, резиновые, ПВХ, нитроцеллюлозные, гифталиевые линолеумы. Наилучшие из них-натуральные. Они состоят из древесной смолы, льняного масла, извести, пробковой муки. Он обладает антисептическими свойствами, не боится микроорганизмов, подвержен гниению и плесени. Он не впитывает жир, не тускнеет и не трескается, поэтому может использоваться на кухне и прослужит длительное время.
Резиновый линолеум имеет в верхнем слое специальный наполнитель и каучук, Его основа-дробленая резина или битум. Он влагоустойчив, эластичен. Линолеум из поливинилхлорида выпускается на основе и без нее. Его эластичность, привлекательный вид, демократичная цена сделали этот вид линолеума популярным среди покупателей. Но у него есть и серьезные недостатки: специфический запах, который долго не выветривается, он не выдерживает низкие температуры, может потрескаться и даже лопнуть.
Гифталиевые линолеумы не так эластичны, как ПВХ линолеум. Но они обладают высокими звукоизоляционными и теплоизоляционными свойствами.
Прекрасно подходит к квартирам с повышенной слышимостью. Нитроцеллюлозные линолеумы эластичны, влагоустойчивы, обладают специфическим блеском. Но пожароопасны.
 Прекрасно подходит к квартирам с повышенной слышимостью. Нитроцеллюлозные линолеумы эластичны, влагоустойчивы, обладают специфическим блеском. Но пожароопасны.
Прекрасно подходит к квартирам с повышенной слышимостью. Нитроцеллюлозные линолеумы эластичны, влагоустойчивы, обладают специфическим блеском. Но пожароопасны.Линолеумы также различаются по месту применения. Она зависит от степени износоустойчивости материалов. Различают бытовой, полукоммерческий и коммерческий линолеум. Бытовой линолеум имеет толщину не более 4мм. Он красив, эластичен, но быстро изнашивается, при неаккуратном обращении с ним может порваться.
При монтаже бытового линолеума используют холодный способ сварки. Полукоммерческий линолеум разработан для помещений, обладающих средней проходимостью: офисов, гостиниц, но успешно используется в домах и квартирах. Он имеет дополнительный защитный слой 0,7мм. Износоустойчивость полукоммерческого линолеума значительно выше, чем у бытового.
Коммерческий линолеум предназначен для помещений с высокой проходимостью: крупных офисов, школ, больниц, музеев, магазинов. Он делается на основе вспененного ПВХ, обладающего повышенной стойкостью к механическим воздействиям, перепадам температур. Для коммерческого линолеума можно использовать клей Т холодной сварки, а также и горячую сварку.
Для коммерческого линолеума можно использовать клей Т холодной сварки, а также и горячую сварку.
Что такое холодная сварка линолеума
Холодная сварка-это нанесение на стыки специального клея. Такой метод применяется, в основном, для соединения стыков бытового линолеума и является самым популярным его способом сварки. Нанося клей на стыки, вы получаете после высыхания прозрачный шов, который не видно невооруженным глазом. Определить его можно только на ощупь, проводя пальцами в месте, где раньше был зазор.
Преимущества холодной сварки линолеума:
- Шов при таком способе получается аккуратным. При горячей сварке он грубый, коробится, теряет свой естественный цвет.
- Напольное покрытие становится монолитным независимо от того, сколько листов линолеума нужно было соединить.
- Для холодной сварки не нужно дорогих инструментов, приспособлений и оборудования, требующихся для горячей сварки (нагрева до 400 градусов). Простейшие инструменты, которые понадобятся, всегда под рукой, их можно найти в любой квартире.
- Данный способ не требует профессиональных навыков, с нею справится каждый человек, самостоятельно соединяя зазоры в единое целое. Горячая сварка по силам лишь специалистам.

Типы холодной сварки
Холодная сварка использует 3 вида клея:
- клей -марки А;
- клей типа С;
- клей Т. Данный тип клея используется редко для бытовых целей, но охотно применяется профессионалами.
Давайте рассмотрим каждый из этих видов клея.
При выборе типа холодной сварки, нужно учитывать два критерия.
- Необходимо знать особенности линолеума, какое вы будете укладывать в комнате. Нужно учитывать его вид: бытовой, полукоммерческий, какова его толщина, для каких целей он будет использоваться.
- Насколько аккуратны должны быть швы между листами линолеума.
Клей типа А
Клей класса А очень прочен и надежен. Этот клей жидкой консистенции, потому что в нем высокий процент растворителя. При соединении стыков он растворяет края линолеума и делает шов аккуратным и малозаметным.
Но стыки более 2мм шириной он заделать не может из-за жидкой консистенции. Данный клей эффективен при использовании нового линолеума, разрезанного на заводе. Если материал старый и к тому же разрезан вручную, то шов будет некрасивым, неаккуратным, им нельзя заполнить все неровности между отрезанными листами напольного покрытия.
Клей типа С
Этот клей можно применять не только при обработке швов нового материала, но и при соединении стыков старого напольного покрытия, разрезанного неровно своими руками. Такой клей более густой и насыщенный. Он с успехом заделает большие щели и зазоры между старыми неровными листами линолеума. В его составе больше ПВХ и меньше растворителя. При использовании данного типа холодной сварки допускаются зазоры 4 мм. При его применении не нужно точно выравнивать края линолеума, клей зальет собой все неровности. После высыхания вы не заметите ни одного изъяна на месте шва.
Клей типа Т
Данный клей применяют неохотно в быту. Но для производственных помещений, мест с высокой проходимостью клей идеален. Он очень прочен, обладает высокой эластичностью. Он надежен не только для бытового, но и для полукоммерческого линолеума. Строители с удовольствием используют данный тип холодной сварки. Коммерческий линолеум и ПВХ, которые склеиваются данным видом клея, будут служить длительное время, радуя своей красотой и монолитностью.
Он очень прочен, обладает высокой эластичностью. Он надежен не только для бытового, но и для полукоммерческого линолеума. Строители с удовольствием используют данный тип холодной сварки. Коммерческий линолеум и ПВХ, которые склеиваются данным видом клея, будут служить длительное время, радуя своей красотой и монолитностью.
Инструменты для холодной сварки
Для холодной сварки нам понадобятся:
- малярный скотч;
- клей;
- игольчатый наконечник;
- карандаш;
- канцелярский нож;
- направляющая линейка.
Этапы холодной сварки
Существует несколько этапов холодной сварки.
1 этап: отрезание шва. Положите внахлест полоски линолеума 5-6см. Возьмите линейку и отметьте от края одного листа 2,5-3см. В зависимости от того, каков размер нахлеста, нужно взять ровно половину. С одной стороны, отметьте карандашом точку, отступите и нанесите другую отметину. Возьмите направляющую линейку и проведите линию. Это будет место реза. Если линолеум лежит на жестком полу, например, на бетонном основании, то необходимо подложить под нижний лист что-то мягкое. Это может быть отрезок этого же или другого линолеума. Возьмите направляющую линейку. Прижмите ее плотно к линии, а затем канцелярским ножом проведите вдоль края линейки до конца листов линолеума.
В зависимости от того, каков размер нахлеста, нужно взять ровно половину. С одной стороны, отметьте карандашом точку, отступите и нанесите другую отметину. Возьмите направляющую линейку и проведите линию. Это будет место реза. Если линолеум лежит на жестком полу, например, на бетонном основании, то необходимо подложить под нижний лист что-то мягкое. Это может быть отрезок этого же или другого линолеума. Возьмите направляющую линейку. Прижмите ее плотно к линии, а затем канцелярским ножом проведите вдоль края линейки до конца листов линолеума.
Внимание! Старайтесь нажимать на нож так, чтобы прорезать оба листа одновременно. Если режете сразу два листа. то стык получается идеально ровным. Если же нечаянно рука дрогнула и на обоих листах будет погрешность, то ее не будет видно, листы плотно лягут друг к другу.
После того, как вы сделали шов, уберите обрезки листов и подложки. Положите края ровно друг к другу.
2 этапом является наклеивание полоски двустороннего или малярного скотча на шов, чтобы соединить оба полотна линолеума. Скотч закрывает не только место шва, но и поверхность напольного покрытия, чтобы клей не растекался по напольному покрытию и не пачкал его. Пригладьте скотч. чтобы он лучше приклеился к линолеуму, затем аккуратно разрежьте скотч точно в месте стыка ножом.
Скотч закрывает не только место шва, но и поверхность напольного покрытия, чтобы клей не растекался по напольному покрытию и не пачкал его. Пригладьте скотч. чтобы он лучше приклеился к линолеуму, затем аккуратно разрежьте скотч точно в месте стыка ножом.
Важно! Необходимо не дотрагиваться ножом до поверхности линолеума, а вести им в месте соединения листов.
3 этапом является выдавливание клея по шву.
Чтобы шов был аккуратным, на тюбик с клеем надевается насадка с иглой. Игла просовывается в разрез и плавно выдавливается в щель. Малярный скотч необходим для того, чтобы защитить поверхность линолеума от излишков клея. Как только капля клея диаметром 3-4мм появится на скотче, начинайте продвигать иглу по разрезу, не переставая давить на тюбик. Ведем иглу до конца шва.
Внимание! Следите за тем, чтобы ширина полоски клея была 3-4мм.
4 этап-высыхание клея. Подождите немного, чтобы клей схватился. На его подсыхание понадобится минут 15.
Подождите немного, чтобы клей схватился. На его подсыхание понадобится минут 15.
Последним пятым этапом будет удаление двустороннего скотча с напольного покрытия. Для этого тянем его под острым углом. Теперь можете убедится в прочности и аккуратности шва. Желательно не ходить по линолеуму часа 2-3, не подвергать его никаким нагрузкам.
Строители советуют
Чтобы процесс соединения стыков проходил эффективно, нужно обратить внимание на некоторые полезные советы, которые дают специалисты, знающие толк в сварке линолеума.
- При расчете линолеума на комнату прибавьте еще 6 см, потому что листы лучше накладывать внахлест при холодной сварке, только так вы сможете разрезать оба полотнища аккуратно.
- При работе клеем следует надевать защитные перчатки, чтобы он не попадал на открытую кожу, не травмировать ее.
- Наконечник на клей должен быть игольчатым. Он поможет вам аккуратно и полностью занять щель между листами линолеума, качественно их соединив, не испачкав им поверхность напольного покрытия.
- Если все же вы попали клеем на линолеум, не огорчайтесь. Не убирайте сразу же его с линолеума, а подождите, когда он подсохнет. Только тогда вы сможете снять его с напольного покрытия канцелярским ножом.

Горячая сварка линолеума
Горячая сварка применяется для соединения краев жесткого линолеума, имеющего в своем составе натуральные компоненты. Этот способ используют в местах с высокой проходимостью, когда нужно надежно загерметизировать стыки линолеума.
Плюсы и минусы горячей сварки
Горячая сварка имеет несколько плюсов.
- Данный метод гораздо надежнее, чем холодная сварка.
- Высокая температура плавления специального шнура, применяемого для заделывания стыков, позволяет сделать шов герметичным.

Недостатком данного способа является то, что его используют не для всех видов линолеума, а для тех, составляющие которого не плавятся при высокой температуре. Это в основном жесткие линолеумы. Минусом горячей сварки считается также необходимость использования специального дорогостоящего оборудования, справиться с которым под силу не всем.
Инструменты для горячей сварки линолеума
Чтобы обеспечить сваривание линолеума с помощью высокой температуры, возьмите следующие инструменты для работы:
- качество шва будет ниже, чем при работе термофеном.
- необходимость использования строительного фена с терморегулятором, который покажет, до какой температуры он нагрелся. Можно использовать и паяльник, но он без терморегулятора.
- контроль температуры поможет качественно сварить шов;
- насадки;
- шнур для горячей сварки линолеума. Он сделан из того же материала, что и сами листы напольного покрытия. Под воздействием высокой температуры кромки линолеума и шнур начинают плавится. Шнур попадает в стык между кромками, заполняя данное пространство. Шов становится незаметным, и в то же время прочным и надежным;
- дугообразный нож или ножницы в форме полумесяца. инструменты помогут быстро и аккуратно убрать излишки клея в отличие от прямых, которые с данной работой не справятся.
 Шнур попадает в стык между кромками, заполняя данное пространство. Шов становится незаметным, и в то же время прочным и надежным;
Шнур попадает в стык между кромками, заполняя данное пространство. Шов становится незаметным, и в то же время прочным и надежным;Технология горячей сварки швов линолеума
Полотна напольного покрытия укладываются не внахлест, а в стык. Сначала листы линолеума приклеиваются к основе, и только после высыхания следует начать сваривать стыки полотнищ. Приклеивание линолеума-обязательное условие при горячей сварке, иначе края напольного покрытия загибаются. Далее с помощью специального строительного ножа сделайте канавку шириной 2-3мм.Это углубление выполняется на две трети толщины линолеума. Данная канавка необходима для того, в нее уложить шнур, который, расплавляясь при высокой температуре, заполняет собой углубление, крепко соединяя между собой полотна линолеума. Этот присадочный пруток может быть круглой и треугольной формы. Канавку следует тщательно очистить от мусора с помощью специального пылесоса. На фен установите специальную насадку.
Канавку следует тщательно очистить от мусора с помощью специального пылесоса. На фен установите специальную насадку.
Пруток заправьте в термофен. Включите инструмент и нагрейте до температуры 350-400 градусов. У фена есть носик, который вставляется в вырезанное углубление и выпускает шнур в нее. Шнур, проходя через фен, нагревается до высокой температуры. От горячего воздуха шнур и кромки линолеума расплавляются. Прижимный ролик давит на расплавленные части, крепко сваривая их между собой. Пока шов не остыл, необходимо с помощью дугообразного ножа или специальных ножниц срезать выступающие части шнура, а затем отшлифовать его. Шлифовать шов следует с помощью нулевой наждачной бумаги, приклеенной на деревянный брусок.
На заметку! Чтобы шов был незаметным, следует так уложить линолеум вдоль комнаты или поперек, чтобы на него не падали прямые солнечные лучи. При выборе присадочного шнура обратите внимание на то, чтобы его оттенок совпадал с раскраской линолеума или был близок к нему по цвету.
 При использовании коммерческого и полукоммерческого линолеума горячая сварка позволяет крепко соединить разноцветные отрезки полотнищ напольного покрытия, придавая ему своеобразный дизайнерский рисунок, оригинальное цветовое решение.
При использовании коммерческого и полукоммерческого линолеума горячая сварка позволяет крепко соединить разноцветные отрезки полотнищ напольного покрытия, придавая ему своеобразный дизайнерский рисунок, оригинальное цветовое решение.Горячая сварка линолеума с помощью полимерной ленты
Данный способ выполняется с помощью специального аппарата, который похож на утюг. На стык линолеумов накладывается полимерная лента. Она защищает верхний слой линолеума от подгорания. Проводим аппаратом для горячей сварки, как его шутливо называют строители, утюгом плавно по полимерной ленте по всему стыку. Под воздействием высокой температуры верхняя часть кромок напольного покрытия расплавляется, соединяясь между собой. Затем лента удаляется. Соединение готово.
Итоги
Сегодня мы рассказали вам о том. какие способы сварки линолеума существуют, вскрыли особенности каждого из этих способов, Мы познакомили с технологией горячей и холодной сварки, показали, для каких видов линолеумов подходит тот или иной клей. Надеемся, что советы специалистов, написанные в нашей статье, вам помогут.
какие способы сварки линолеума существуют, вскрыли особенности каждого из этих способов, Мы познакомили с технологией горячей и холодной сварки, показали, для каких видов линолеумов подходит тот или иной клей. Надеемся, что советы специалистов, написанные в нашей статье, вам помогут.
холодная в домашних условиях, шнур сварочный, клей, фен, как сварить своими руками, фото и видео
Содержание:
Полы в квартире — важная деталь интерьера, для тех, кто выбирает линолеум — это возможность создать красивый пол с отличными эксплуатационными свойствами. Линолеум хорошо моется, долго сохраняет внешний вид и отлично глушит звук.
Несомненное достоинство рулонного покрытия — легкость его укладки, с которой справится даже непрофессионал. Затруднение у домашнего мастера может возникнуть только в случае, если понадобится сварка швов линолеума — иногда требуется сформировать цельное покрытие из нескольких кусков или полос.
Чтобы швы при устройстве пола из линолеума были прочными, герметичными, незаметными, следует правильно выбрать метод, подходящий к конкретному типу покрытия.
Основные способы соединения швов
Различают два вида сварки:
- Горячая сварка — швы соединяют с помощью высокой температуры. Для нагревания используют специальный фен для сварки линолеума или обычный паяльник.
- Холодный метод — края соединяемых кусков сваривают клеем, который размягчает соединяемые кромки, а после высыхания образуется монолитное соединение с прослойкой клея между кромками.
Важно: выбор метода зависит от финансовых возможностей, и от типа покрытия. Горячей сварке можно подвергать только жесткий и прочный линолеум коммерческого (К) и полукоммерческого (П) классов. Холодная сварка для линолеума используется в любых типах рулонного покрытия.

Горячая сварка швов
Метод горячей сварки чаще используется на промышленных объектах, так как именно там применяется жесткий линолеум, имеющий повышенную прочность. В квартирах линолеум коммерческого класса используют в местах с высокой проходимостью: прихожая, кухня, иногда ванная комната.
Для горячей сварки линолеума понадобится инструмент, который стоит недешево. Зная, как спаять линолеум, можно арендовать профессиональный фен и сделать красивые и прочные швы своими руками. Немного усердия, и собственноручно устроенное напольное покрытие станет гордостью хозяина дома.
Минимальный набор инструментов и материалов для сварки швов горячим методом:
- Строительный фен (горелка) с насадкой для присадочного шнура;
- Ручной резак или фреза для формирования V-образной канавки в месте сваривания листов;
- Нож со специальной насадкой для удаления выступающей части шнура после сварки;
- Шнур сварочный для линолеума — подбирают в цвет покрытия или контрастный вариант.

Монолитная поверхность линолеума образуется от сваривания разогретых кромок и шнура (400 – 600°C).
Порядок работ:
- Приклеивают линолеум к черновому полу. Для больших площадей рекомендуется приклеивать всю поверхность, в маленьких комнатах ограничиваются проклейкой места сопряжения. К следующему этапу приступают только после высыхания клея.
- Прорезают V-образую канавку по длине шва.
- Заправляют присадочный шнур в фен с насадкой и включают инструмент.
- С равномерной скоростью ведут фен вдоль стыка, следя за тем, чтобы шнур ложился в стыковое углубление.
- Выступающую над плоскостью покрытия часть шнура срезают до того, как он полностью остынет. Мелкие дефекты (шероховатости, занозы) удаляют шлифованием после окончания основного объема работы.
Качественная горячая сварка линолеума в домашних условиях возможна, если используется профессиональный инструмент.
 Если полученный результат далек от идеала, увиденного на фото в каталоге дизайнера, то скорее всего причина в непрофессиональном инструменте исполнителя.
Если полученный результат далек от идеала, увиденного на фото в каталоге дизайнера, то скорее всего причина в непрофессиональном инструменте исполнителя.
Например, трудно ожидать безупречного результата, если углубление для шнура режется вручную обычным ножом, а не фрезой — инструментом, который обеспечивает идеальную прямую с одинаковым по ширине и глубине каналом.
Иногда горячая сварка швов линолеума выполняется без присадочного шнура. Для сваривания домашние мастера используют обыкновенный паяльник, который расплавляет кромки листов, плотно прилегающих друг к другу.
После остывания листы склеиваются между собой. Метод применяется редко из-за недостаточной прочности и непривлекательного вида такого шва.
Холодная сварка линолеума
Если горячая сварка не подходит по причине отсутствия/дороговизны инструментов или типа линолеума (мягкое покрытие не выдерживает больших температур), то применяется холодный метод.
Он заключается в расплавлении стыковочных краев химическим составом (клеем), после испарения которого обработанные кромки застывают, образуя единое целое.
Внимание: клей состоит из растворителя, пластификатора и поливинилхлорида. При работе с ним рекомендуется применять средства защиты (перчатки, маска) и обеспечить качественную вентиляцию помещения: пары состава ядовиты.
Самое главное — подобрать правильный клей: холодная сварка для линолеума выпускается 3 типов (A, C, T).
Применяют клей, который соответствует типу покрытия и ширине шва:
- Холодная сварка «A» — жидкий состав, применяется на идеально прирезанных швах. Благодаря своей консистенции легко проникает в тонкие зазоры, образованные методом стыковки «внахлест». Туба снабжена иглой, которая облегчает введение клея.
- Холодная сварка «C» — применяется для сваривания широких швов (до 0,5 см), образовавшихся вследствие некачественной прирезки. Подходит и для ремонта старого покрытия, которое дало усадку или деформировалось в процессе эксплуатации, что приводит к увеличению расстояния между растрескавшимися кромками. Застывшая полоска клея, заполнившая зазор, выполняет ту же функцию, что и шнур для сварки линолеума горячим способом — она служит соединительным мостиком между кромками шва.
- Холодна сварка «T» — клей образует прозрачную пленку, практически незаметную. Используется для склеивания многослойного линолеума на основе полиэстера, ПВХ. Чаще применяется в профессиональном строительстве, так как быстро сохнет и позволяет выравнивать кромку в процессе работы. На месте стыков также может использоваться краска для линолеума, которая для этого предназначена
 Подходит и для ремонта старого покрытия, которое дало усадку или деформировалось в процессе эксплуатации, что приводит к увеличению расстояния между растрескавшимися кромками. Застывшая полоска клея, заполнившая зазор, выполняет ту же функцию, что и шнур для сварки линолеума горячим способом — она служит соединительным мостиком между кромками шва.
Подходит и для ремонта старого покрытия, которое дало усадку или деформировалось в процессе эксплуатации, что приводит к увеличению расстояния между растрескавшимися кромками. Застывшая полоска клея, заполнившая зазор, выполняет ту же функцию, что и шнур для сварки линолеума горячим способом — она служит соединительным мостиком между кромками шва.
Холодный метод экономичен: не требуется дорогостоящий инструмент (фен, фреза), дополнительный материал (присадочный шнур). Так как сварка линолеума своими руками не составит труда даже человеку, далекому от строительства, можно сэкономить на оплате рабочим.
Что нужно для холодного спаивания швов линолеума:
- Клей нужного типа;
- Нож для подрезки;
- Бумажный скотч;
- Металлическая линейка.
Последовательность действий:
- Прорезают стык с помощью ножа и линейки;
- Очищают от пыли, мокрые участки просушивают;
- Наклеивают скотч на шов так, чтобы его края были на одном расстоянии от стыка;
- Ножом прорезают скотч точно по шву;
- Ведут наконечник туба вдоль шва, следя за тем, чтобы клей не растекался по скотчу более чем на 0,5 см;
- Через 10 мин. скотч убирают.
По склеенному полотну можно ходить через 1 – 2 часа. Случайные капли и излишки клея на стыке удаляют после его высыхания ножом. Если попытаться убрать с поверхности линолеума сырой клей, то рисунок покрытия может размазаться.
 » src=»//www.youtube.com/embed/RwkXQfqzFN4?feature=oembed» frameborder=»0″ allowfullscreen=»»>
» src=»//www.youtube.com/embed/RwkXQfqzFN4?feature=oembed» frameborder=»0″ allowfullscreen=»»>
Примечание: при работе со сваркой густой консистенции (C, T) можно обойтись без скотча, так как клей не растекается по поверхности. Достаточно соблюдать аккуратность, и контролировать количество наносимого состава.
Так как сварить линолеум в домашних условиях проще и экономичнее методом холодной сварки, большинство домашних умельцев выбирают его. Соблюдая описанную технологию, можно самостоятельно сварить линолеум так, что он прослужит долго, сохраняя прекрасный вид и целостность швов.
Горячая сварка швов линолеума | Советы от Pidloga
Универсальность и эксплуатационные параметры сделали линолеум самым востребованным материалом для отделки пола. Линолеумные покрытия настилают в любых видах помещений, включая спортзалы и сцены. Современное покрытие производят в виде рулонов различной ширины – полотном линолеума закрывают пол небольшой комнаты от стены до стены. Однако в широких помещениях линолеум необходимо укладывать в несколько рядов, что образует заметные стыки на краях. Неукрепленные стыки со временем приводят в риску зацепиться за край линолеума и получить травму при падении. Эта же проблема приводит к повреждению материала, потому перед вводом покрытия в использование проводят сварку швов линолеума. Для этого применяют горячий метод скрепления.
Однако в широких помещениях линолеум необходимо укладывать в несколько рядов, что образует заметные стыки на краях. Неукрепленные стыки со временем приводят в риску зацепиться за край линолеума и получить травму при падении. Эта же проблема приводит к повреждению материала, потому перед вводом покрытия в использование проводят сварку швов линолеума. Для этого применяют горячий метод скрепления.
Что такое сварка швов горячим методом?
Горячая сварка – это соединение стыков уложенного линолеума, которую выполняют строительным инструментом, или феном с насадкой. Сварочный инструмент нагревает материал покрытия до 400оС, расплавляя и скрепляя края. Метод горячей спайки подходит только для линолеума коммерческого типа с повышенной прочностью, который настилают в общественных местах с высокими нагрузками. Бытовой линолеум рекомендуется скреплять холодным способом сварки.
Для сварки стыков линолеума используют:
- Горячий воздух
- Сварочный шнур
Перед тем, как проводить сварку, поверхность основы, на которую будет уложено покрытие, выравнивают, очищают от пыли и наносят слой грунтовки. Полотна линолеума с рисунком необходимо укладывать так, чтобы декор совпадал на стыках. Горячая сварка швов линолеума – трудоемкое занятие, которое требует профессиональных умений, потому процесс стоит доверить специалистам, владеющим инструментами.
Полотна линолеума с рисунком необходимо укладывать так, чтобы декор совпадал на стыках. Горячая сварка швов линолеума – трудоемкое занятие, которое требует профессиональных умений, потому процесс стоит доверить специалистам, владеющим инструментами.
Сварка с помощью горячего воздуха
Это метод применяют на следующий день после того, как линолеум прочно уложен на полу. Сварка горячим воздухом начинается с подготовки инструмента, а также установки присадочного прутка, который изготовлен из ПВХ. Перед тем как приступить к сварке, на стыке линолеума вырезают канавку в виде буквы V. Разогретый до 400оС сварочный фен аккуратно проводят по стыку до расплавления прутка на краях материала и образования шва. После этого готовый шов придавливают прижимным роликом.
Спайка швов с применением сварочного шнура
После того, как смонтированный линолеум отлежался в течение суток, производится сварка шнуром. Начинать спайку до этого времени не рекомендуется – это может привести к деформации швов. Сварочный шнур следует подбирать подходящий под цвет выбранного линолеумного покрытия, чтобы образованный шов не контрастировал с настилом. По длине краев полотен настилов прорезают канавку для шнура, которую рекомендуется тщательно очистить от мусора и песка. После этого в инструмент заправляют шнур, нагревают до нужной температуры, начиная спаивание. Насадку фена прижимают в канавку и аккуратно проводят вдоль длины стыка. Расплавляясь, материал шнура впаивается в шов, образуя плотное соединение. После того, как сварка шнуром закончена, остатки материала для скрепления удаляют серповидным ножом, предназначенным для обрезки.
Сварочный шнур следует подбирать подходящий под цвет выбранного линолеумного покрытия, чтобы образованный шов не контрастировал с настилом. По длине краев полотен настилов прорезают канавку для шнура, которую рекомендуется тщательно очистить от мусора и песка. После этого в инструмент заправляют шнур, нагревают до нужной температуры, начиная спаивание. Насадку фена прижимают в канавку и аккуратно проводят вдоль длины стыка. Расплавляясь, материал шнура впаивается в шов, образуя плотное соединение. После того, как сварка шнуром закончена, остатки материала для скрепления удаляют серповидным ножом, предназначенным для обрезки.
Применение сварочного шнура обеспечивает надежное соединение линолеума, чем сварка горячим воздухом. Сварочный шнур образует непрерывный шов, герметично закрепляющий стыки покрытия. Расплавленный материал проникает в поры линолеума, что обеспечивает усиленную прочность шва. Произведенный шов на стыке настилов не пропускает влагу и стойко переносит перепады температур в помещении. Края покрытия не видны, если сварочный шнур подобрать под оттенок линолеума. Если возникли вопросы о том, как соединить стык линолеума, свяжитесь с менеджером сайта. Заказать услугу горячей сварки краев линолеума можно через онлайн-форму.
Края покрытия не видны, если сварочный шнур подобрать под оттенок линолеума. Если возникли вопросы о том, как соединить стык линолеума, свяжитесь с менеджером сайта. Заказать услугу горячей сварки краев линолеума можно через онлайн-форму.
Горячая и холодная сварка линолеума: особенности и применение
Линолеум — одно из самых востребованных на сегодняшний день напольных покрытий. Столь большую популярность этому материалу обеспечили его отличные эксплуатационные характеристики и доступная цена. Однако в процессе укладки довольно часто остаются не совсем эстетичные и практичные зазоры между стыками полотен. Поэтому для создания качественного и едва заметного стыка между двумя полосами используется горячая и холодная сварка линолеума.
Содержание статьи
Какой способ сварки линолеума выбрать
Выбор того или другого способа соединения зависит от типа используемого покрытия.
Холодная сварка: особенности и нюансы
Холодная спайка применяется в основном для склеивания стыков бытового линолеума, поскольку он имеет наименьшую толщину и прочность. В общественных местах зачастую используется коммерческий линолеум, так как он способен выдерживать существенные нагрузки. Так что, вполне закономерно, что и швы такого напольного покрытия нуждаются в особой прочности. Поэтому для этих целей применяется горячий способ сварки.
В общественных местах зачастую используется коммерческий линолеум, так как он способен выдерживать существенные нагрузки. Так что, вполне закономерно, что и швы такого напольного покрытия нуждаются в особой прочности. Поэтому для этих целей применяется горячий способ сварки.
Стоит отметить, что горячая сварка требует применения довольно-таки затратного оборудования, которое, как правило, имеется в наличии у настоящих профи, оказывающих услуги в ремонтно-строительной сфере.
Для холодной сварки не требуется наличие специальных инструментов и опыта. Суть холодной сварки заключается в использовании специального клея, образующего бесцветный шов. Это делает шов практически незаметным, и определить его можно только на ощупь.
Читайте также: Как выбрать клей для линолеума
Для аккуратности нанесения на стыки линолеума в комплект клеящего вещества входит специальная иглообразная насадка, позволяющая полностью заполнить шов.
Чтобы клей не попадал на поверхность стыков, вдоль шва напольного покрытия прикрепляется скотч. Далее в месте стыка клейкая лента прорезается острым ножом и в образовавшееся углубление наносится клей для холодной спайки. Остатки клея устраняются после его полного высыхания и аккуратно срезаются канцелярским ножом. Спустя 30 минут покрытие полностью готово к эксплуатации.
Далее в месте стыка клейкая лента прорезается острым ножом и в образовавшееся углубление наносится клей для холодной спайки. Остатки клея устраняются после его полного высыхания и аккуратно срезаются канцелярским ножом. Спустя 30 минут покрытие полностью готово к эксплуатации.
Типы клея для сварки
Как уже было отмечено ранее, справиться с холодной сваркой может практически каждый человек. Однако необходимо учитывать, что на практике используется 3 типа клея для сварки холодным методом, каждый из них имеет свою маркировку.
- Так, клей для сварки типа А обладает более жидкой консистенцией из-за наличия в своем составе растворителя и применяется для спайки стыков свежеуложенного линолеума.
- Клей типа С — более густой, так как содержит меньше растворителя и эффективно используется для ремонта старого напольного покрытия.
- Клей для сварки типа Т подходит для склеивания линолеума из ПВХ и полиэстера. Его больше применяют в своей работе профессионалы, нежели любители. Клей такого типа позволяет получить прочный, эластичный и красивый шов.
 Клей такого типа позволяет получить прочный, эластичный и красивый шов.
Клей такого типа позволяет получить прочный, эластичный и красивый шов.При работе с клеем для холодной спайки соблюдайте все меры предосторожности. Используйте защитные перчатки и проветривайте помещение, чтобы улетучивался запах растворителя.
Горячая сварка: тонкости технологии
Такой способ — идеальный для склеивания линолеума, имеющего в своем составе натуральные компоненты. Для выполнения работ необходимо иметь специальное оборудование и шнур для спайки покрытия. Такой шнур являет собой легкоплавкий ПВХ материал, плавящийся под действием высоких температур. После застывания полимера шов надежно герметизируется и становится практически незаметным.
Создать необходимую температуру плавления невозможно без специального строительного фена для сварки линолеума. Такой фен отличается от бытового тем, что на нем можно выставить определенную температуру. Он имеет вполне компактные размеры и работает от электросети.
Как происходит процесс горячей сварки
- Начальный этап работы по спаиванию шва заключается в обработке края линолеума с помощью специального ножа. В результате получается своеобразная канавка глубиной до самого основания покрытия. Обработанный шов очищается от загрязнений.
- Далее включается сварочный фен, на котором устанавливается температура около 350 °С. Аппарат для сварки оснащен специальной насадкой с желобом и направляющей, через которую поступает сварочный шнур. Этот шнур вставляется в направляющую.
- Затем включают фен и постепенно начинают его передвигать вдоль шва, следя за качеством плавления шнура. Важно, чтобы полимер полностью заполнял шов. Если этого не происходит, то скорость передвижения фена уменьшают или добавляют температуру плавления.
- По окончании работы с помощью серповидного ножа удаляют все излишки расплавленного шнура. Делают это очень аккуратно, удерживая нож параллельно поверхности линолеума, чтобы не повредить покрытие.
 В результате получается своеобразная канавка глубиной до самого основания покрытия. Обработанный шов очищается от загрязнений.
В результате получается своеобразная канавка глубиной до самого основания покрытия. Обработанный шов очищается от загрязнений.Статья по теме: В чем состоит популярность виниловой плитки
Стоит отметить, что, несмотря на видимую простоту, операция по сварке швов линолеума требует определенных навыков. Поэтому, если вы не профессионал, то браться за такое дело, пожалуй, не стоит.
Поэтому, если вы не профессионал, то браться за такое дело, пожалуй, не стоит.
Как известно, линолеум укладывается на длительный срок, поэтому экономить на качестве выполнения сварочных работ, пожалуй, не стоит. Если не решаетесь сделать красивые швы для вашего напольного покрытия с помощью горячей или холодной сварки самостоятельно, тогда доверьте это специалистам.
Рекомендую посмотретьСварка линолеума: видео, пошаговая инструкция
Чтобы сделать стыковку двух полотен линолеума незаметной и прочной используется сваривание. Существует несколько технологий проведения данного процесса, каждая из которых отличается своими особенностями. О том, как склеить линолеум и какой из способов лучше выбрать рассмотрим далее.
Оглавление:
- Сварка линолеума — особенности и разновидности
- Холодная сварка для линолеума — особенности проведения
- Клей для сварки линолеума — рекомендации по применению
- Советы по проведению и выбору типа сварки швов линолеума
- Горячая сварка линолеума — технология и характеристика
- Фен для сварки линолеума: особенности применения
Сварка линолеума — особенности и разновидности
Линолеумное покрытие отличается высокой прочностью, доступной стоимостью и долговечностью в использовании, поэтому данный отделочный материал пользуется высоким спросом у потребителей.
Единственной трудностью, возникающей в процессе укладки линолеума является его состыковка. При обустройстве небольшого помещения, имеющего форму квадрата, линолеум укладывается цельным листом. Но, в большинстве случаев, требуется обустраивать помещения неправильной формы, в которых состыковываются два или даже три участка. В данном случае, требуется правильное решение в выборе состыковки. Если этого не сделать, то со временем торцевые участки линолеума станут загибаться и закручиваться.
Кроме этого, при наличии линолеума с определенным рисунком, нужно проследить, чтобы в месте стыка он совпадал.
Специалисты выделяют два типа сваривания линолеума:
- горячую сварку;
- холодную сварку.
Первый вариант распространен при укладке промышленного линолеума в общественных заведениях. Процедура проведения данного способа состыковки состоит в обработке торцевых участков линолеума с помощью высокой температуры более 350 градусов. Далее происходит вшивание в них особого шнура, обеспечивающего прочность соединения. Именно по этому шву проходит стыковка линолеума.
Далее происходит вшивание в них особого шнура, обеспечивающего прочность соединения. Именно по этому шву проходит стыковка линолеума.
Данный способ укладки линолеума еще называется промышленным, из-за его распространения при укладке линолеума в общественных местах или на предприятиях. В жилых помещениях таким методом укладки практически не пользуются. Так как для выполнения таких работ требуются специалисты. Горячее сваривание распространено при укладке линолеума в кинотеатрах, кафе, барах, школах и т.д.
Второй вариант — холодное сваривание, используется при состыковке линолеума, предназначенного для установки в жилых помещениях: домах, квартирах или коттеджах.
Для проведения работ не требуется специальный инструмент и особые навыки работы с ним.
Холодная сварка для линолеума — особенности проведения
Одним из самых современных методов состыковки и соединения линолеума является холодное сваривание. Оно основывается на использовании специального клеящего состава, с помощью которого происходит образование бесцветного шва, который определяется на ощупь, но по внешнему виду отсутствует на поверхности.
Среди достоинств применения холодного сваривания в быту выделяют:
- образование монолитного покрытия — швы, которые остаются после сваривания надежные и аккуратные, в то же время, при использовании горячего сваривания поверхность отличается грубостью, и в некоторых случаях, даже изменением цвета;
- не требуется использовать специальное оборудование, чтобы нагревать поверхность линолеума до 350 градусов, в работе необходимо использовать стандартные инструменты, поэтому стоимость проведения такого соединения, значительно уменьшается;
- данный способ не требует использования особых физических усилий или специального опыта, процедура проходит легко и просто.
Выделяют несколько разновидностей методик проведения холодного сваривания, предлагаем с ними ознакомиться:
- холодное сваривание с использованием клея А;
- применение клея С при сваривании;
- менее популярный способ со склеиванием с помощью клея Т.

Каждый из этих вариантов характеризуется особыми критериями для его выбора. Поэтому, чтобы не ошибиться с клеем, следует точно определить тип линолеума, его состав и специфику состыковки.
Самой жидкой консистенцией отличается использование первого вида клея. Значительную часть его состава занимает растворитель. Именно из-за этого он быстро и легко растворяется при склеивании. Клей А удобен при соединении линолеума с небольшими швами, так как при наличии участков, требующих соединения, превышающего два миллиметра, необходимо использовать другой тип клея. Данный вариант не сумеет качественно провести сваривание, из-за слишком жидкой формы.
Среди преимуществ использования этого вида клея следует выделить:
- прочность соединения;
- легкость нанесения;
- аккуратность и незаметность швов;
- длительность склеивания.
Использовать клей А рекомендуется для склеивания только что купленного линолеума, так как его листы режутся на заводе и имеют идеально ровную поверхность. При разрезывании линолеума в домашних условиях, торцевые участки не получаются такими аккуратными, а, соответственно, страдает и внешний вид покрытия. Для такого линолеума рекомендуется применение клея С с более густым и насыщенным составом.
При разрезывании линолеума в домашних условиях, торцевые участки не получаются такими аккуратными, а, соответственно, страдает и внешний вид покрытия. Для такого линолеума рекомендуется применение клея С с более густым и насыщенным составом.
Состав клея С содержит большое количество поливинилхлорида, соответственно, растворитель в нем присутствует в небольшом количестве. Благодаря своей густоте, клей способен заполнить крупные щели. Данный тип клея отлично справляется с реставрацией уже поврежденного линолеума. Применение клея разрешено при наличии зазоров, размер которых не превышает четырех сантиметров. По завершении работ происходит образование прочного и аккуратного шва, который является практически незаметным.
Третий вариант клея — Т — менее распространен среди непрофессионалов. Его использование связано со склеиванием линолеума многокомпонентного типа, который состоит из поливинилхлоридных и полиэстерных веществ. Данный тип холодного сваривания обеспечивает надежное, эластичное, аккуратное соединение.
Инструкция по проведению холодного сваривания для состыковки линолеума:
1. В месте установки шва следует наклеить полосу на основе двухстороннего скотча, таким образом удастся избежать растекания холодной сварки на полу или на линолеуму.
2. Затем разрежьте данную полосу в месте стыка, при этом не дотрагивайтесь до покрытия.
3. Использование клея должно проводиться с наличием специальной насадки, в виде иглы, которая способствует равномерному выдавливанию клея.
4. Вставьте иглу в поверхность между листами линолеума, с помощью легкого нажатия начните вводить клей в щель.
5. Оставьте линолеум на пятнадцать минут до полного высыхания клея.
6. Удалите скотч с поверхности и проверьте ровность и аккуратность шва.
Клей для сварки линолеума — рекомендации по применению
Для облегчения проведения холодного сваривания, следует учесть несколько рекомендаций, помогающих избежать мелких огрехов в работе и провести ее максимально качественно:
1. Покупая линолеум учтите, что размер нахлеста между стыками должен составлять около 60 мм. С его помощью получится осуществить максимально ровный разрез линолеумного полотна. Поверхность стыка при этом достигнет максимальной ровности.
Покупая линолеум учтите, что размер нахлеста между стыками должен составлять около 60 мм. С его помощью получится осуществить максимально ровный разрез линолеумного полотна. Поверхность стыка при этом достигнет максимальной ровности.
2. При проведении работ используйте специальные защитные перчатки, помогающие обезопасить поверхность кожи от агрессивного воздействия клея.
3. Использование игольного наконечника способствует максимальному заполнению щелей.
4. При попадании клея на поверхность линолеума необходимо дождаться его полного высыхания, и только после этого удалить клей с поверхности. Для этого используйте канцелярский нож.
Советы по проведению и выбору типа сварки швов линолеума
При выборе типа сваривания швов линолеума следует исходить из типа покрытия и сложности швов, которые требуется соединить. Например, сложные поворотные швы соединить сложнее, в то время как фигурные и прямые проще.
Горячее сваривание проводится только после того как установленный линолеум уже зафиксирован на полу с помощью клея. Данная процедура требует особого опыта, так как работы должны проводиться очень быстро. Еще до остывания шнура, следует его обрезать и отшлифовать, для того, чтобы поверхность была незаметной.
Данная процедура требует особого опыта, так как работы должны проводиться очень быстро. Еще до остывания шнура, следует его обрезать и отшлифовать, для того, чтобы поверхность была незаметной.
Чтобы создать герметически закрытый шов, необходимо сварить полотнища линолеума. С помощью обычного электрического паяльника выполнить эту процедуру практически невозможно.
Для правильного и ровного соединения, следует уложить линолеум внахлест на несколько сантиметров, и разрезать линолеум ровной линией.
При использовании электрического паяльника следует обеспечить соединение медного клина под прямым углом. Кроме этого требуется заточка клина на несколько миллиметров. Для обеспечения легкого скольжения клина по поверхности между стыками линолеума следует обеспечить его заточку с двух сторон.
Паяльник проводится между двумя полотнами таким образом, чтобы обеспечить его равномерное запаивание и размягчение. Данный тип сварки следует применять при сваривании линолеума бытового типа. Хотя при его использовании следует быть предельно осторожными, так как он характеризуется слишком высоким уровнем мягкости и швы, и через определенное время начнут трескаться.
Линолеум коммерческого типа имеет повышенную прочность, при этом его стоимость также выше. Кроме этого, при состыковке сложных швов, лучше воспользоваться холодным способом сваривания.
Горячая сварка линолеума — технология и характеристика
Линолеум, в составе которого присутствует большое количество натуральных компонентов стыкуется с применением горячего сваривания. Для проведения работ потребуется специальное оборудование, осуществляющее нагрев и шнур для сварки линолеума. Он состоит из легкоплавящихся материалов, которые под воздействием высокой температуры переходят из твердого в жидкое состояние.
С помощью застывания полимеров, которое происходит в процессе снижения температуры, осуществляется герметизация стыков, которые становятся практически незаметными.
Чтобы создать определенную температуру, для проведения сваривания, необходимо наличие аппарата для сварки линолеума. Данный прибор отличается компактностью и работает от стандартной электросети.
Инструкция по проведению горячего сваривания швов линолеума:
1. Перед началом работы необходимо подготовить специальный нож, с помощью которого будет осуществляться обработка торцевых участков линолеума.
2. Должна получится поверхность в виде желобка, доходящего до основной части покрытия.
3. Очистите стыковочную поверхность от мусора или пыли.
4. Включите устройство, для подогрева линолеума, и прогрейте его до отметки в 360-390 градусов.
5. Произведите установку специального сопла, в котором будет располагаться сварочный шнур.
6. Установите шнур в предварительно подготовленный желобок, при этом отмерив его длину, размером чуть больше стыковочного шва.
7. Начинайте нагревать поверхность с помощью фена, постепенно проводя его вдоль стыковочной линии.
8. Обратите внимание на то, как плавится шнур.
9. Когда сваривание завершено, начинайте удалять избытки шнура, для этого рекомендуется применять нож серповидного типа и специальное оборудование в виде насадки для обрезания шнура.
10. Следите за аккуратностью выполнения работы, установите нож с насадкой параллельно к линолеуму, чтобы не допустить его повреждения.
11. Заваривание одного шнура происходит в двух этапах. Начинайте работать с противоположной стороны, а завершайте в месте нахлеста двух частей линолеума.
Совет: Несмотря на легкость проведения вышеописанного процесса, его выполнение требуется наличия особых навыков работы с инструментами, поэтому не следует проводить горячее сваривание самостоятельно, без присмотра или помощи специалиста, так как существует риск порчи линолеума.
Фен для сварки линолеума: особенности применения
Чтобы провести процедуру сваривания, потребуется наличие:
- фена для сварки линолеума;
- насадки для фена;
- присадочого прутка, в его качестве выступает шнур из поливинилхлорида, используемый при заполнении швов, бывает овального, прямоугольного или треугольного сечения, его расплавление начинается при нагреве до 320 градусов, при выборе прута обратите внимание на его состав, он должен совпадать с составом линолеума;
- серповидного ножа.
Использование промышленного строительного фена поможет провести горячее сваривание. Главное его отличие от фена бытового назначения состоит в более высокой температуре нагрева. У качественного строительного фена есть возможность нагреваться до 600 градусов. Поддержание заданной температуры осуществляется с помощью специальных датчиков. При выборе фена следите за количеством степеней регулировки температуры.
При длительном сваривании линолеума требуется наличие достаточной мощности фена, которая предотвратит его перегрев.
Перед проведением пайки необходимо снять фаску с полос покрытия. Таким образом получится канавка клиновидного типа. Именно она предназначена для заполнения полимерным раствором. Специальная насадка, одеваемая на фен, позволит направить полимерный раствор именно в эту канавку. Далее следует продевание шнура в направляющую включение и нагрев фена.
Крепко прижмите желоб сопла к шву и нагревайте его до полного расплавления полимеров. Следите за равномерной работой фена на всех участках линолеума. При истончении полимерного слоя, рекомендуется повысить температуру работы фена. Учтите, что полимер не должен выступать поверху линолеума. Во избежание этого процесса, следует обрезать излишки шнура серповидным ножом. Таким образом, получится эстетически привлекательная и аккуратная состыковка.
Совет: Использование фена для сварки актуально в том случае, когда производится сваривание плотного по размеру линолеума. В противном случае, слишком тонкий линолеум просто расклеится и испортится.
Сварка линолеума видео:
Пошаговая инструкция с видео: сварка швов линолеума
Правильная укладка и монтаж любого вида напольного покрытия является залогом успешной и долгой его эксплуатации. Для линолеума это особенно важно, так как даже внешний вид этого материала очень чувствителен к качеству работ. Рассмотрим по порядку технологию сварки швов линолеума, видео будет дополнением к материалу.
Виды соединения стыков линолеума
Правильная и качественная укладка линолеума включает в себя:
- Подготовку основы под поклейку.
- Укладка материала.
- Соединение между собой листов материала.
Последний пункт на ровне с другими очень важен. Качественная сварка швов линолеума позволяет избежать загрязнение шва, расслоение материала, отклеивание линолеума от основания пола. Распространены две основных технологии: горячая и, так называемая, холодная сварка швов линолеума. Холодная сварка применима к бытовой номенклатуре линолеума, и представляет собой склеивание специальными видами клея. Горячая – путем расплавления материала.
Технология горячей сварки
Сама технология сварки швов специальными нагревательными приборами используется давно и успешно в коммерческом сегменте.
Обратите внимание!!! Горячая сварка применяется только для коммерческих и полукоммерческих линолеумов. Для бытовых она недопустима. Нагрев материала тонкого линолеума приводит к его повреждению.
Холодная сварка
Для горячей сварки обязательно используются специальные приспособления и дополнительные материалы.
Для сварки швов линолеума шнуром из ПВХ обязательно используют такие инструменты:
- Промышленный фен.
- Специальная насадка на нагревательный прибор.
- Нож.
Из материалов это специальный мягкий шнур из поливинилхлорида, который расплавляясь прочно соединяет между собой два листа.
Промышленный фен
Пошаговое описание горячей сварки
Для качественного и правильного выполнения соединения стыков листового материала необходима некоторая сноровка. Но, обычно, она трудностей не вызывает. Конечно, необходимо подготовить весь нужный инструмент и расходные материалы и ознакомится с инструкцией для линолеума по сварке швов, видео будет также не лишним так же посмотреть.
Важно!!! Пайка стыков проводится только после приклеивания линолеума к основанию!
Насадка на фен
Этапы укладки:
- На качественно приклеенном линолеуме зачищают стыки от пыли и загрязнений. Ножом, специально для этого предназначенным, кромка обрезается до основания под углом. Подготовленный шов будет заполнятся расплавленным ПВХ.
- Очень тщательно очищают кромку. Можно использовать пылесос.
- Проверяется фен. Он должен быть исправным. Включают его и с помощью встроенного термостата устанавливают необходимую температура 350-400 °С. Температуру можно уточнить в инструкции к свариваемому типу линолеума.
- Устанавливается насадка для использования шнура из поливинилхлорида.
- Свободный конец шнура располагают в канавке между листами и начинают продольное движение феном, следя за тем, чтобы шнур плавился равномерно м качественно заполнял пространство желобка.
Пайка
- Следующим этапом является удаление не нужного излишка шнура с поверхности линолеума. Еще теплый материал подрезают специальным серповидным ножом и специальной насадкой для подрезки ПВХ шнура. Это нужно делать очень аккуратно и ответственно, иначе не избежать повреждений на поверхности линолеума.
Графическая инструкция
Работа на одном стыке производится в двух направлениях. Посередине стыка осуществляется соединение двух концов шнура внахлест.
Различия в термосварке листов винила и линолеума
Рэй Томпсон младший
Фото 1Многие монтажники знают, как искусно сваривать листовой винил. К сожалению, многим сложно сваривать пол из линолеума методом термической сварки, поскольку они пытаются использовать тот же метод при термической сварке листового винила.Это вызовет сбой в работе и со временем откроются швы. Причина: необходимо использовать разные виды сварки. С листовым винилом вы используете процесс термоплавления — комбинацию плавления и сплавления стержня и материала пола. В случае линолеума используется процесс склеивания линолеума и стержня. Стержень действует как клей-карандаш.
Существует три основных различия между термосваркой листового винила и линолеума: канавка более глубокая, стержень не прилипает сразу, и зачистка должна выполняться, пока стержень еще теплый.
Фото 1 (см. Выше): Шов необходимо немного разрезать. Обязательно дайте клею высохнуть. В отличие от винила (самоклеящегося клея), который можно сразу сваривать, линолеумный клей необходимо дать высохнуть и схватиться в течение ночи.
Фото 2
Фото 2: Еще одним важным отличием является глубина обработки канавок. Листовой винил следует обрезать от 1 /2 ”до 2 /3” толщины изнашиваемой поверхности.У линолеума паз прорезается до основы из джута. Причина в том, что вырезание канавки по глубине до джута улучшает сцепление стержня с линолеумом. Неглубокий шов линолеума имеет тенденцию открываться со временем.
Фото 3Фото 3: После прорезания канавки установите температуру термофена. Температурные настройки листового винила и линолеума различаются. Настройка температуры для листового винила составляет 650 ° -850 ° F (340 ° -450 ° C).Температура линолеума составляет 350-400 ° C (665-750 ° F). Обязательно учитывайте источник питания, а также длину и размер удлинителя при установке правильной температуры. При термосварке линолеума используйте наконечник 5 мм. Этот наконечник немного больше, чем наконечник для винила (4 мм). Наконечник 5 мм позволяет стержню проходить сквозь него, не зависая.
Фото 4Фото 4: Я предпочитаю использовать узкий наконечник для предварительного нагрева, чтобы свести к минимуму выгорание. Соединение происходит не сразу, поэтому не растягивайте стержень и не тяните за стержень, так как он застегнется.Убедитесь, что температура подложки составляет 18,3–21,1 ° C (65–70 ° F), чтобы упростить процесс сварки.
Фото 5Фото 5: Зачистив линолеум за первый проход, вы почувствуете второе отличие от винила. Не позволяйте стержню остыть. Если дать шву слишком сильно остыть, стачивание будет затруднено. Первый проход ножом и декоративной пластиной выполняется практически сразу. Отличие: стержень линолеума позволяет это. Если вы попробуете это с виниловым стержнем, вы получите серьезную вогнутость стержня.
Фото 6Фото 6: Зачистку второго прохода следует проводить сразу после первого прохода. Убедитесь, что рабочая температура не слишком низкая, так как окончательная зачистка будет затруднена, если рабочая температура будет слишком низкой. Если вы попробуете это с виниловым стержнем, вы получите серьезную вогнутость стержня.
Фото 7Фото 7: Готовый шов выполнен. Если глубина до джута, то температура сварного шва правильная, и два прохода шлифовального ножа были выполнены при правильной температуре.Сварной шов прослужит долгие годы.
Помните, процесс термосварки линолеума сильно отличается от процесса сварки виниловых полов.
Аппарат для холодной сварки, Аппарат для электроискровой сварки (аппарат для сварки электростатическим разрядом), Аппарат для сварки серого чугуна, Сварочное оборудование для серого чугуна, Сварочное оборудование для алюминия, Сварочный аппарат для меди, Аппарат для ремонта металла, Аппарат для сварки дефектов пористости, Аппарат для сварки дефектов отливки
AWE-19US (новый)
ВЫСОКОСКОРОСТНАЯ УЛЬТРАЗВУКОВАЯ МАШИНА ХОЛОДНОЙ СВАРКИ
Ультразвуковые вибрационные высокочастотные разряды со скоростью более 20000 в секунду позволяют AWE-19US устранять различные дефекты литья с высокой скоростью и высоким качеством.
Используется для сварки дефектов отливки / Сварка дефектов бывшего в употреблении оборудования / Ремонт стальных форм / Упрочнение поверхности из вольфрамовой стали и т. Д.
Qingdao Atom Welding Equipments Co., Ltd. (Китай) — ведущая в мире компания по исследованию технологий холодной сварки и производству оборудования.
У нас более 10 лет опыта в этой области, и мы постоянно обновляем нашу технологию холодной сварки и улучшаем характеристики оборудования.
Производство аппарата для холодной сварки (аппарат для электроискровой сварки ESD) и интеллектуального прецизионного сварочного аппарата (аппарат для сварки тонкой нержавеющей стали, аппарат для сварки канальных букв и букв) достиг международного уровня отраслевой специализации.
Аппарат для холодной сварки в основном используется для ремонта всех видов дефектов литья, таких как дефекты песчаных отверстий, дефекты вздутия, дефекты пористости, небольшие дефекты усадки, дефекты трещин и т. Д., Подходит для высокопрочного чугуна, серого чугуна, алюминия, стали, меди. Широко используется в автомобильной промышленности; промышленность по производству электроприборов; медицинское оборудование; строительство; промышленность стальных конструкций; мостостроение и другие отрасли.
Интеллектуальный прецизионный сварочный аппарат в основном используется для сварки тонкой нержавеющей стали, с очень блестящей сварочной поверхностью, без черной кромки, без полировки.
Ключевые слова: Аппарат для холодной сварки, Аппарат для электроискровой сварки, Аппарат для аргонодуговой сварки, Аппарат для сварки дефектов отливки, Аппарат для сварки дефектов из ковкого чугуна (SG-чугуна), Аппарат для сварки дефектов серого чугуна, Аппарат для сварки дефектов алюминиевого литья, Сварка медного литья. Машина, Сварочный аппарат из нержавеющей стали, Сварочный аппарат для дефектов дырки, Сварочный аппарат для дефектов песочных отверстий, Аппарат для термоусадочной сварки, сварочный аппарат, сварочный пистолет, сварочный электрод, аппарат для холодной сварки, сварочные принадлежности, Сварка дефектов насоса, Сварка дефектов автозапчастей
Соединение пластмасс, сварка пластмасс, сварка горячим воздухом, сварка горячим клином, термосварочная машина, термофузионная сварка, геомембрана »Пластиковый инструмент горячим воздухом
Пластиковый инструмент горячим воздухом
Пистолет горячего воздуха SMC-T1
Simon Machinery (China) Co., ООО Электронная почта: [email protected]
Пистолет горячего воздуха SMC-T1, экономичный инструмент горячего воздуха. Развернутые по всему миру, очень надежные, компактные и прочные.
Переходная трубка с тепловой защитой
Электронная защита нагревательного элемента
Отключение двигателя при минимальном уровне нагара
Возможна многократная замена угольных щеток
Подходит для непрерывной работы
SMC-T1 230 В / SMC-T1 120 В / SMC-T1 100 В / SMC-T1 200 В / SMC-T1 42 В
SMC-T1 230 В
Напряжение В ~ 230
Потребляемая мощность Вт 1600
Частота Гц 50 / 60
Температура ° C 20-700
Расход воздуха (20 ° C) л / мин 230
Статическое давление Па ок.3000 (30 мбар)
Уровень шума LpA дБ 65
Размер (L x ø) мм 340 x 90, Ø ручки 56
Вес кг 1,4 (со шнуром 3 м)
Маркировка соответствия CE
Схема сертификации CCA
SMC-T1 Применение:
1. Сварка пластика, термоусадочные рукава, нагревание заржавевших болтов, сушка, отверждение, активация, нагревание, снятие изоляции, удаление заслонок, зажигание пеллетных печей, сварка линолеума, заплатка и ремонт брезента и баннеров, сварка кровельного материала внахлест сварка геосинтетических материалов, сварка в туннелях, ремонт автомобилей, строительство пластиковых резервуаров, сварка Т-образных замков, изготовление пластмасс.У этого списка нет конца.
2. Эта запись была размещена в рубриках Пистолет для горячего воздуха, Сварщик пластмасс, SMC-T1, Заплатка и ремонт винила и помечена как пистолет-распылитель горячего воздуха, Сварщик пластмасс, SMC-T1, заплатка и ремонт винила.
Пистолет горячего воздуха SMC-T2
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
Пистолет горячего воздуха SMC-T2, экономичный инструмент для горячего воздуха. Развернутые по всему миру, очень надежные, компактные и прочные.
Переходная трубка с тепловой защитой
Электронная защита нагревательного элемента
Отключение двигателя при минимальном уровне нагара
Возможна многократная замена угольных щеток
Подходит для непрерывной работы
SMC-T2 230 В / SMC-T2 120 В / SMC-T2 100 В / SMC-T2 200 В / SMC-T2 42 В
SMC-T2 230 В
Напряжение В ~ 230
Потребляемая мощность Вт 1600
Частота Гц 50 / 60
Температура ° C 20-700
Расход воздуха (20 ° C) л / мин 230
Статическое давление Па ок.3000 (30 мбар)
Уровень шума LpA дБ 65
Размер (L x ø) мм 340 x 90, Ø ручки 56
Вес кг 1,4 (со шнуром 3 м)
Маркировка соответствия CE
Схема сертификации CCA
SMC-T2 Применение:
1. Сварка пластика, термоусадочные гильзы, нагревание заржавевших болтов, сушка, отверждение, активация, нагревание, снятие изоляции, удаление заслонки, зажигание пеллетных печей, сварка линолеума, заплатка и ремонт брезента и баннеров, сварка внахлест кровельного материала, сварка геосинтетических материалов, сварка в туннелях, ремонт автомобилей, строительство пластиковых резервуаров, сварка Т-образных замков, изготовление пластмасс.У этого списка нет конца.
2. Эта запись была размещена в рубриках Пистолет для горячего воздуха, Сварщик пластмасс, SMC-T2, Заплатка и ремонт винила и помечена как пистолет горячего воздуха, Сварщик пластмасс, SMC-T2, пластырь и ремонт винила.
Цифровой термофен SMC-T3
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
SMC-T3 — идеальный ручной инструмент для горячего воздуха для высокоточной работы. Как и его родственная модель SMC-T2, SMC-T3 можно использовать в различных областях, включая изготовление пластмасс, сварку кровельных мембран, сварку тканей, ремонт обтекателей автомобилей, усадку и многое другое! SMC-T3 оснащен цифровым дисплеем для обеспечения точного контроля температуры, что идеально подходит для сварки материалов при определенной температуре.SMC-T3 — это лучший ручной инструмент с горячим воздухом.
Цифровая регулировка температуры и расхода воздуха
Точные результаты каждый раз
Переходная трубка с тепловой защитой
Электронная защита нагревательного элемента
Отключение двигателя при минимальном уровне углерода
Цифровой термофен SMC-T3 230 В
Напряжение В ~ 230
Потребляемая мощность Вт 1600
Частота Гц 50/60
Температура ° C 50-600
Расход воздуха (20 ° C) л / мин 230
Статическое давление Па ок. 3000 (30 мбар)
Уровень шума LpA дБ 65
Размер (Д x ø) мм 340 x 90, Ø ручки 56
Вес кг 1.4 (со шнуром 3 м)
Маркировка соответствия CE
Схема сертификации CCA
Инструмент горячего воздуха SMC-T4
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
Инструмент для горячего воздуха SMC-T4, удобный, тихий и компактный инструмент для горячего воздуха для универсального использования. Он применяется в таких разнообразных областях, как термоусадка, маркировка транспортных средств, формовка и нагрев.
Компактный прибор весом всего 600 граммов
Низкий уровень вибрации и шума, идеально подходит для использования внутри помещений
Энергосбережение благодаря режиму ожидания
Повышенная безопасность при сбое питания за счет защиты от запуска
Постоянная температура с четким дисплеем
Набор инструментов для горячего воздуха SMC-T4 230 В
Напряжение В ~ 230
Потребляемая мощность Вт 2000
Температура ° C 80 — 650
Размер (Д x Ш x В) мм 230 x 200
Вес кг 0.6 (без шнура)
Маркировка соответствия CE
Схема сертификации CCA
Нагнетатель горячего воздуха SMC-T5
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
SMC-T5 Нагнетатель горячего воздуха для отличного нагрева в ограниченном пространстве. Удобно, чтобы добраться до самых труднодоступных мест. Надежное, экономичное и мощное устройство с бесщеточным высокоскоростным и компактным двигателем. Предназначен для непрерывной работы в тяжелых промышленных условиях.
Бесщеточный двигатель нагнетателя для непрерывной работы
Легкий и удобный
Возможность использования в качестве встроенного устройства и ручного инструмента
Регулировка температуры вручную
Большой воздушный поток и высокая температура
Встроенная защита устройства и нагревательного элемента
Работает в любом положении установки
Широкий диапазон аксессуаров
SMC-T5 120 В / SMC-T5 200 В / SMC-T5 230 В 2300 Вт / SMC-T5 230 В 3400 Вт
SMC-T5 230 В 3400 Вт
Напряжение В ~ 230
Потребляемая мощность Вт 3400
Частота Гц 50 / 60
Температура ° C 20-650
Расход воздуха (20 ° C) л / мин 350
Статическое давление Па 2500 (25 мбар)
Размер трубки нагревателя мм Ø 50
Вес кг 1.5 (со шнуром 3 м)
Размер (Д x ø) мм 320 x 95, ручка Ø 64
Маркировка соответствия CE
Схема сертификации CCA
Термоструйный пистолет SMC-T6
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
Струйный пистолет SMC-T6
Термоструйный пистолет SMC-T6, самый компактный термовоздушный пистолет от Simon, его небольшой вес — всего 1,3 фунта, вкл. шнур и тонкая ручка обеспечивают сварку без усталости и высокую мощность.
Самый маленький ручной инструмент
Электронная плавная регулировка температуры
Электронная плавная регулировка расхода воздуха
Электронная защита нагревательного элемента
Низкий уровень шума
Встроенная гибкая подставка для инструментов
ГОРЯЧЕЕ ПИСТОЛЕТ 100 В / ГОРЯЧЕЕ ПИСТОЛЕТ 120 В / ГОРЯЧЕЕ ПИСТОЛЕТ 230 В
HOT JET GUN 100 В
Напряжение В ~ 100
Потребляемая мощность Вт 460
Частота Гц 50/60
Температура ° C 20-600
Расход воздуха (20 ° C) л / мин 20-80
Статическое давление Па макс.1600 (16 мбар)
Уровень шума LpA дБ 59
Размер (L x ø) мм 235 x 70, Ø ручки 40
Вес кг 0,6 (со шнуром 3 м)
Маркировка соответствия CE
Схема сертификации CCA
Инструмент для горячего воздуха SMC-T7
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
Инструмент горячего воздуха SMC-T7, универсальный инструмент горячего воздуха для сварки и усадки. Двухступенчатое переключение воздушного потока и плавная регулировка температуры.
Универсальный инструмент для сварки и усадки
Результаты сварки не зависят от колебаний напряжения и температуры окружающей среды
Двухступенчатый выбор воздушного потока
Большой выбор принадлежностей
SMC-T7 100 В / SMC-T7 120 В / SMC-T7 230 В
SMC-T7 230 В
Напряжение В ~ 230
Потребляемая мощность Вт 1500
Частота Гц 50/60
Температура ° C 20-600
Расход воздуха (20 ° C) л / мин Уровень 2: 300, Уровень 3: 350
Статическое давление Па Уровень 2: 1500 (15 мбар), Уровень 3: 2100 (21 мбар)
Уровень шума LpA дБ 65
Размер (Д x Ш x В) мм 195 x 85 x 160, ручка Ø 57
Вес кг 1 .25 (со шнуром 3 м)
Маркировка соответствия CE
Схема сертификации CCA
Пистолет горячего воздуха SMC-T8
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
SMC-T8 Пистолет горячего воздуха, энергия 1600 Вт, ручной инструмент с горячим воздухом, компактный и прочный — кровельный комплект
Кровельный комплект energy 1600 Вт: Ваше профессиональное оборудование для сварки горячим воздухом ПВХ и ТПО мембран.
Основные области применения:
Герметизация крыш
Соединение промышленных тканей и брезента
• Свободно регулируемая температура
• Устойчивый и удобный чемодан для инструментов (входит в комплект поставки)
• Защита нагревательных трубок для большей безопасности
• Экономичный и универсальный
• До 600 ° C
• Длительный срок службы
• Технические характеристики
— Напряжение 230 В
— Потребляемая мощность Вт 1600
— Диапазон температур ° C 20-600
— Расход воздуха л / мин.180
— Статическое давление макс. Pa 2600
— Вес со шнуром кг 1,05
— Цвет фиолетовый
Пистолет горячего воздуха SMC-T9
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
SMC-T9 Пистолет горячего воздуха, энергия 3400 Вт мощный инструмент горячего воздуха
Комплект энергии 3400 Вт: идеальное оборудование для усадки, сушки и гибки пластмасс. Этот универсальный набор инструментов используется для широкого спектра применений в производстве, производстве и ремонте пластмасс, встроенных в машины.
• Свободно регулируемая температура
• Устойчивый и удобный чемодан для инструментов (входит в комплект поставки)
• Защита нагревательной трубки для большей безопасности
• Экономичный и универсальный
• До 550 ° C
• Длительный срок службы
• Технические характеристики
— Напряжение 230 В
— Потребляемая мощность Вт 3400
— Диапазон температур ° C 20-550
— Расход воздуха л / мин. 360
— Статическое давление макс. Pa 3200
— Вес со шнуром кг 1,15
— Цвет фиолетовый
Пистолет горячего воздуха SMC-T10
Simon Machinery (China) Co., ООО Электронная почта: [email protected]
Пистолет горячего воздуха SMC-T10, 230 В / 2000 Вт, вилка европейского стандарта, KIT
Уникальный профессиональный инструмент с интеллектуальным терминальным дисплеем с функцией памяти поможет вам на нескольких языках по 14 приложениям или меню материалов непосредственно к нужной температуре и количеству воздуха
• ЖК-дисплей -Дисплей
• 14 программ функций
• Технические характеристики
— Напряжение 230 В
— Потребляемая мощность Вт 2000
— Диапазон температур ° C 80-650
— Расход воздуха л / мин.200-550
— Статическое давление макс. Pa 1500
— Вес со шнуром г 780
— Цвет пурпурный
— ЖК-дисплей
— Электроника: соответствие мерцанию
— Режим ожидания для Eco Drive (минимальная настройка)
— Функция памяти
— 14 программ функций
— Расход воздуха Регулировка: Терминал с управлением через меню
— Нагревательный элемент: Защищенный
Пистолет горячего воздуха SMC-T11
Simon Machinery (China) Co., Ltd. Электронная почта: [email protected]
SMC-T11 — это надежный, экономичный и проверенный ручной инструмент с плавно регулируемым диапазоном температур.
Эта переходная трубка для термофена с термозащитой, электронной защитой нагревательного элемента, отключением двигателя при минимальном уровне нагара, возможна многократная замена угольных щеток, подходит для непрерывной работы.
1. Технические параметры
Напряжение 230 В
Мощность 1600 Вт
Частота 50 Гц / 60 Гц
Температура 20-600 ℃ с плавной регулировкой
Объем воздуха макс. 180 л / мин
Давление воздуха 2600 Па
Уровень шума Менее 65 дБ
Вес 1,05 кг (включая провод питания 3 м )
Применяемый сварочный материал: ПВХ / ПЭ / ПП / ПВДФ
Simon Machinery (Китай) Co., Ltd.
Адрес: NO.8, Sg Industrial Zone, Shantou.Guangdong 515041, China
Тел .: 86-754-88770829
Факс: 86-754-88315635
Эл. Почта: [email protected]
Веб-сайт : www.simon-machinery.com
Веб-сайт: http://simongroupworld.com
Сварочный аппарат от REHM Welding Technology
- 534
- YouTube
- EN
- Deutsch
- Вакансии
- Обучение
- Новости и события
- Загрузки
- Вход для партнеров
- Сварочные аппараты
- МИГ / МАГ
- ФОКУС.ARC P от 250 до 450
- MEGA.PULS® FOCUS от 230 до 530
- SYNERGIC.PULS от 230 до 430
- MEGA.ARC² от 250 до 450
- SYNERGIC.PRO² от 170 до 310
- SYNERGIC.PRO² от 250 до 450
- TIG
- TIGER® digital от 180 до 230
- TIGER® от 180 до 230
- ИНВЕРТИГ.PRO® от 240 до 450
- INVERTIG.PRO® цифровой от 240 до 450
- ТИГ-ОХЛАЖДЕНИЕ
- APUS 20 C
- ММА
- BOOSTER.PRO 230
- BOOSTER2 от 130 до 150
- BOOSTER.PRO от 250 до 320
- Плазма
- BARRACUDA® RTC от 60 до 150
- МИГ / МАГ
- Сварочные принадлежности
- Сварочные и режущие горелки
- Присадочный металл
- Личная защита
- Общая защита
- Химия и вспомогательные средства
Сварка пластмасс горячим газом: Часть 1
Фон процесса
Сварка горячим газом — это процесс изготовления термопластичных материалов.Процесс, изобретенный в середине 20-го -го -го века, использует поток нагретого газа, обычно воздуха, для нагрева и плавления как термопластичного материала подложки, так и термопластичного сварочного стержня. Подложка и стержень плавятся для получения сварного шва ( рис. 1 и 2 ).
Для обеспечения возможности сварки к стержню должны быть приложены соответствующие температура и давление, а также правильная скорость сварки и положение горелки. Качество сварки, поскольку это чисто ручная техника, зависит от навыков сварщика.Типичные области применения включают емкости для хранения химикатов, вентиляционные каналы и ремонт пластиковых деталей, таких как автомобильные бамперы.
Сварочные материалы
Есть две группы пластических материалов; термопласты и реактопласты. Техника сварки горячим газом применима только к тем пластикам, которые можно многократно нагревать и плавить, а именно к термопластам.Когда термопласт нагревается, молекулярные цепи становятся подвижными внутри материала и позволяют ему плавиться и течь.
Термореактивные материалы — это группа пластических материалов, в которых молекулярные цепи образуют поперечные связи. Эти поперечные связи, образованные в результате химической реакции, не позволяют молекулярным цепям становиться подвижными при воздействии тепла.
Хотя с помощью этого процесса можно сваривать многие термопласты, наиболее распространенными являются полипропилен, полиэтилен, ПВХ и некоторые фторполимеры, такие как PVDF, FEP и PFA.
Экструдированные пруток и лист — наиболее часто используемые исходные материалы для производства пластмассовых изделий.При производстве пластмасс крайне важно, чтобы сварочный стержень и лист были из идентичного материала и химического типа.
Например, хотя можно сваривать гомополимер полипропилена со статистическим блок-сополимером полипропилена, прочность сварного шва будет значительно снижена. Также важно проверить качество сварочного стержня перед использованием, поскольку в процессе экструзии внутри стержня могут образовываться пузырьки воздуха. Это приведет к образованию пустот в сварном шве. Сварочные стержни обычно имеют диаметр три или четыре миллиметра.
Сварочное оборудование
Оборудование, используемое для сварки горячим газом, состоит из источника воздуха, ручки с прочным захватом, камеры нагрева с контролем температуры для производства горячего газа и сопла, через которое нагретый газ выходит из сварочного пистолета для нагрева пластикового стержня и субстрат. ( Рис.3 )
Вентилятор, встроенный в рукоятку сварочного пистолета или расположенный удаленно и подключенный к горелке, обеспечивает подачу воздуха. Также можно использовать сжатый газ из баллонов, например воздух или азот.
Какой бы источник газа ни использовался, важно, чтобы он был чистым и сухим, поскольку грязь и влага загрязняют сварной шов.
Температура пистолета устанавливается с помощью шкалы на ручке. Некоторые сварочные пистолеты показывают температуру воздушного потока на цифровом индикаторе также на ручке. Рекомендуется последовательно измерять температуру газа с помощью цифрового термометра, например, с наконечником термопары, расположенным на 5 мм внутри сопла сварочной горелки.
Передняя часть сварочного пистолета позволяет устанавливать сменные сварочные сопла в зависимости от типа сварки.
Чаще всего используются три типа насадок: насадка для прихватывания, круглая насадка и высокоскоростная насадка ( Рис.4 ).
Сопло для прихватывания, как следует из названия, используется для скрепления материалов перед сваркой. Круглое сопло позволяет сварщику нагревать стержень и подложку без физического контакта с ними и полезно для сварки в труднодоступных местах.
Используется реже, чем сопло для высокоскоростной сварки, когда носок сопла контактирует со сварочным стержнем и позволяет сварщику оказывать давление как на стержень, так и на материал основы во время сварки.
Наряду с правильной температурой, давление обеспечивает адекватное сплавление сварочного стержня и материала подложки.
Помимо сварочного пистолета, потребуется несколько инструментов. Это напильник с крупными зубьями, фрезерный станок и ручной шлифовальный станок для подготовки кромок, скребок для удаления поверхности материала вокруг сварного шва и проволочная щетка для очистки сопла. Также необходимы кусачки для резки сварочного прутка и лобзик для резки материалов подложки.
Параметры сварки
В процессе сварки горячим газом существует четыре основных параметра сварки: температура, давление, скорость сварки и положение горелки. Поскольку процесс выполняется вручную, важно, чтобы сварщик хорошо понимал необходимость обеспечения правильности и контроля всех четырех этих параметров во время операции сварки.
Температура является наиболее важным из четырех параметров, поскольку температура на границе между стержнем и подложкой контролируется не только настройкой пистолета, но также скоростью перемещения пистолета и положением пистолета по отношению к подложке. .
Обычно температура сварки устанавливается на 80–100 ° C выше точки плавления свариваемого материала. Скорость перемещения пистолета обычно составляет от 0,1 до 0,3 м / мин, опять же, в зависимости от свариваемого материала.
Сварочное давление прикладывается через носок сварочного сопла и достигается за счет надежного удерживания рукоятки сварочного пистолета и ее вдавливания в сварной шов. Для сварки круглым соплом давление прикладывается вручную от сварочного стержня.
Правильное сварочное давление легче достичь с помощью сварочных пистолетов с отдельным вентилятором, так как можно добиться более плотного захвата рукоятки.Усилие, прилагаемое к сварочному стержню, обычно составляет от 15 до 30 Н.
Практические сведения о сварке приведены в документе Сварка пластмасс горячим газом: часть 2 — методы сварки
Качество сварки
Поскольку это ручной процесс, качество сварки зависит от навыков. Не существует признанного неразрушающего метода, который однозначно показывает наличие дефектов в пластмассовых сварных швах, которые могут привести к разрушению сварного шва. Поэтому рекомендуется пройти обучение сварщиков хорошего качества и пройти аттестацию сварщиков.
Европейский стандарт (EN13067) устанавливает критерии для утверждения сварщика пластмасс. В нем подробно описана схема, в которой сварщик проходит теоретические и практические испытания, а сварщик, после успешного завершения, получает сертификат одобрения для определенных категорий материалов, взятых в ходе испытания. Сертификация длится два года с последующим продлением на два года, что фактически дает сварщику сертификат допуска на четыре года, прежде чем потребуется полное повторное испытание.